Изобретение относится к полупроводниковой технике и может быть использовано в новом технологическом процессе: формировании полупроводниковых структур, например структур n n+- и p p+-типа, р n-переходов, структур "кремний на окисле" и арсенидогаллиевых слоев на кремнии путем прямого соединения полупроводниковых пластин друг с другом.
Начиная с 1985-1986 г. появился ряд сообщений, в основном специалистов ведущих фирм Японии, о новом технологическом процессе: прямом соединении полупроводниковых пластин как альтернативе таких технологических операций, как эпитаксия толстых слоев, формирование полупроводниковых структур на диэлектрике, глубокая диффузия, названном в англоязычной литературе для кремния SDB-методом (Silicon direct bonding (M. Shimbo, K.Furukawa K Fukuda and K. Tanzawa, J.Appl. Physics, 1987, v. 60, p. 2987). Такое соединение, как правило, проводится в два приема: на первом этапе производят соединение пластин полированными поверхностями при комнатной температуре или при небольшом нагреве, в результате чего достигается полуадгезионное соединение поверхностей, и на втором этапе производят нагрев соединенных пластин до 900.1200оС, в результате чего получают прочное соединение.
Вначале низкотемпературное соединение пластин проводилось вручную наложением одной пластины на другую. Помимо низкой производительности такого ручного процесса необходимо было проводить соединение в помещениях высокого класса чистоты для исключения попадания между соединяемыми поверхностями загрязняющих частиц, которые на последующем этапе высокотемпературного соединения пластин начинали работать как индентор и приводили к возникновению в рабочих областях пластин структурных дефектов. (Коэн Ч. Термокомпрессия пластин, улучшающая характеристики мощных полупроводниковых приборов. Electronics, 1985, 26, т. 58, с. 115-117).
Известно устройство для прямого соединения кремниевых окисленных пластин, включающее основание для размещения двух угольных электродов, между которыми помещаются соединяемые пластины, а также узел подачи электрического напряжения к этим электродам с обеспечением прикладываемого напряжения к пластинам от 20 В до 1 кВ (Frye R.C. Griffith J.E. Wong Y.H. A. field assisted bonding process for silicon dielectric i solation. J. Electrochem. Society, 1986, 133, N 8, p. 1673-1677).
Данное устройство имеет прежде всего узкое назначение, так как в нем соединяются качественно только окисленные пластины кремния или стеклянные пластины с полупроводниковыми пластинами. К недостаткам также относится низкая производительность процесса, конструкция устройства такова, что в нем размещается только одна пара пластин, к которым подается напряжение для соединения. Кроме того, чтобы получить качественное соединение кремниевых окисленных пластин, необходимо в данном случае объединить два этапа процесса прямого соединия пластин: проводить процесс соединения под напряжением и одновременно нагревать пластины до высокой температуры (≈1150оС, азот), что трудно технически реализовать.
Наиболее близким к изобретению конструктивным решением (прототипом) является устройство для низкотемпературного прямого соединения полупроводниковых пластин, включающее основание, центрифугу с каруселью для размещения узла крепления пластин, крышку для создания замкнутого пространства над соединяемыми пластинами, узел нагрева пластин, причем узел крепления пластин содержит держатель из тефлона для размещения нижней пластины и три фиксатора из тефлона, отделяющие нижнюю пластину от верхней. Процесс соединения на этом устройстве производится следующим образом: размещаются две пластины, щель между ними промывается струей отфильтрованной деионизованной воды, затем пластины закрываются крышкой, центрифугируются для удаления воды и высушивания пластин с одновременным их нагревом до 45.50оС, затем разделяющие фиксаторы удаляются без открывания крышки и верхняя пластина падает на нижнюю (Stengl R. Ahn K.-Y. and go sele. Bubble-free silicon wafer bonding ma noncleanroom enrironment. Japanese J. of applied Physics, 1988, 27, N 12, pp. 2364-2366).
Преимуществом данной конструкции является то, что она позволяет значительно улучшить качество получаемого соединения: избавиться от пузырей, которые часто могут образовываться на границе раздела при прямом соединении пластин из-за попадания на соединяемые поверхности загрязняющих частиц. Кроме того, такая конструкция позволяет проводить процесс соединения в обычных условиях, не требуя использования помещения первого класса. Это объясняется тем, что в данной конструкции соединяемые пластины помещаются очень близко друг к другу (щель между ними ≈1 мм), промываются струей воды, а наличие крышки, создающей над ними ограниченное пространство, своеобразную миникамеру, которая после промывки и центрифугирования не открывается, позволяет уменьшить процесс попадания загрязняющих частиц между пластинами при проведении процессе соединения даже в обычном помещении.
Однако этой конструкции присущ ряд недостатков и один из них низкая производительность процесса. Данная конструкция предусматривает закладку одной пары пластин, при этой конструкции процесс соединения невозможно автоматизировать. Таким образом, данная конструкция является чисто лабораторным вариантом с крайне низкой производительностью и автоматизация данной конструкции не представляется возможной.
Целью изобретения является повышение производительности процесса соединения за счет одновременного соединения многих пар пластин и обеспечение возможности автоматизации процесса соединения, т.е. создание такой конструкции, которую можно было бы использовать в заводских условиях при обеспечении высокой производительности процесса. Целью изобретения также является упрощение конструкции и обеспечение равномерности нагрева полупроводниковых пластин в процессе соединения.
Цель достигается тем, что в устройстве для низкотемпературного прямого соединения полупроводниковых пластин, включающем основание, центрифугу с каруселью для размещения узлов крепления пластин, крышку для создания замкнутого пространства над соединяемыми пластинами, узел нагрева пластин, причем узел крепления пластин содержит держатель для размещения и фиксаторы для разделения полупроводниковых пластин, узел крепления пластин дополнительно снабжен разрезным кольцом с пазами, а держатель узла крепления пластин снабжен цилиндрическими винтовыми пружинами кручения, расположенными с возможностью подпружинивания разрезного кольца относительно держателя, при этом держатель и разрезное кольцо соединены друг с другом штифтом из магнитомягкого металла, выполненным с возможностью взаимодействия с магнитами на крышке устройства, а фиксаторы для разделения пластин размещены в пазах держателя и подпружинены цилиндрическими винтовыми пружинами сжатия относительно разрезного кольца, на основании устройства и на карусели центрифуги расположена система магнитов на одном расстоянии от оси вращения центрифуги, при этом крышка для создания замкнутого пространства над пластинами снабжена подпружиненными в вертикальном направлении магнитами, причем магниты крышки размещены с возможностью обеспечения соосного их расположения со штифтами из магнитомягкого металла при закрытой крышке устройства и при примагничивании магнитов карусели центрифуги к магнитам основания устройства.
Кроме того, отличием является также то, что узел нагрева пластин выполнен в виде сопла с фильтром, размещенным на основании устройства и соединенным с системой подачи сжатого воздуха или азота от сети, и нагревательного элемента, выполненного с возможностью подогрева струи воздуха или азота.
В предлагаемой конструкции прежде всего предусмотрены закрепление на карусели центрифуги целого ряда узлов крепления пластин и возможность обеспечения одновременного соединения всех пар образцов, размещенных в узлах крепления пластин, при плотно закрытой крышке, что принципиально невозможно в прототипе. Это достигается, во-первых, за счет предлагаемой конструкции узла крепления пластин и, во-вторых, за счет предлагаемых конструкций центрифуги и крышки устройства с размещенными на них системами магнитов.
В узел крепления пластин введено разрезное кольцо с пазами, соединенное с держателем, на котором размещается одна из соединяемых пластин (нижняя), штифтом из магнитомягкого металла. В пазах держателя располагается система цилиндрических винтовых пружин кручения, причем когда держатель соединен штифтом с разрезным кольцом пружины кручения подпружинивают разрезное кольцо относительно держателя так, что пазы разрезного кольца смещены относительно фиксаторов, которые отделяют верхнюю пластину от нижней. Фиксаторы в предлагаемой конструкции, в свою очередь, расположены также в пазах держателя и подпружинены цилиндрическими винтовыми пружинами сжатия к разрезному кольцу. При выдергивании штифта из магнитомягкого металла разрезное кольцо под воздействием пружин кручения разворачивается относительно держателя таким образом, что расположение пазов в разрезном кольце совпадает с расположением фиксаторов, тогда фиксаторы под действием винтовых пружин сжатия выдавливаются в пазы разрезного кольца, освобождая верхнюю пластину, и она под действием собственной тяжести ложится на нижнюю пластину.
Таким образом, заявляемая конструкция узла крепления пластин обеспечивает при выдергивании штифта из магнитомягкого металла раздвижение фиксаторов и наложение верхней пластины на нижнюю, а использование набора узлов крепления пластин, закрепленных на карусели центрифуги, позволяет при одновременном выдергивании штифтов из магнитомягкого металла во всех узлах креплепния пластин производить одновременное соединение большего количества пар пластин, причем процесс раздвижения фиксаторов и соединения всех пластин происходит практически мгновенно. Заявляемая конструкция позволяет также легко осуществить автоматизацию процесса соединения при условии, что в конструкции обеспечено одновременное удаление всех штифтов, соединяющих держатели и разрезные кольца в узлах крепления пластин. Таким образом, предлагаемая конструкция узла крепления пластин (введение дополнительного разрезного кольца, соединенного с держателем штифтом из магнитомягкого металла, размещение фиксаторов в пазах держателя с подпружиниванием их относительно разрезного кольца и подпружинивание разрезного кольца пружинами кручения относительно держателя) позволяет резко повысить производительность процесса соединения пластин и обеспечивает возможность автоматизации процесса соединения. Однако все это возможно при условии одновременного удаления всех штифтов из магнитомягкого металла во всех узлах крепления пластин.
Одновременное удаление штифтов из магнитомягкого металла во всех узлах крепления пластин, размещенных на карусели центрифуги, без открывания крышки устройства в заявляемой конструкции достигается с помощью использования двух систем плоских магнитов. Одна система магнитов расположена на основании устройства и на карусели центрифуги, причем все магниты этой системы расположены на одном расстоянии от оси вращения центрифуги и подпружинены специальным кольцом в вертикальном направлении к крышке устройства. Другая система магнитов расположена на крышке устройства. Особенностью плоских магнитов, как известно, является то, что усилие примагничивания на отрыв значительно превышает усилие сдвига двух примагниченных друг к другу магнитов. Поэтому эта система магнитов, причем каждая пара магнитов размещена с зазором в 1,5.2 мм между ними, не припятствует вращению центрифуги при высушивании образцов, но в момент отключения электродвигателя центрифуги магниты на основании устройства и на карусели центрифуги примагничиваются друг к другу, обеспечивая строго фиксированное положение карусели с закрепленными на ней узлами крепления пластин: в момент остановки центрифуги все узлы крепления пластин располагаются таким образом, чтобы штифты из магнитомягкого металла каждого узла располагались соосно с магнитами, размещенными на крышке устройства, причем такая соосность обеспечивается только при закрытой крышке устройства. Выполнение второй системы магнитов подпружиненной в вертикальном направлении позволяет легким нажатием специального кольца крышки подводить плоские магниты крышки к штифтам из магнитомягкого металла, соединяющим держатель и разрезное кольцо узлов крепления пластин. При приближении магнитов крышки штифты, примагничиваясь, одновременно выдергиваются из отверстий, освобождая разрезное кольцо относительно держателя узлов крепления пластин. Под действием пружин кручения узла крепления пластин разрезное кольцо поворачивается, освобождая фиксаторы, которые раздвигаются, и верхние пластины падают на нижние, причем все операции: строго фиксированная остановка карусели центрифуги, нажатие на специальное кольцо крышки устройства, выдергивание магнитами второй системы штифтов из магнитомягкого металла и, наконец, соединение пластин могут занимать несколько секунд. Изготовление штифтов из магнитомягкого металла позволяет избавиться от явления остаточного магнитизма.
Таким образом, заявляемая конструкция с двумя системами магнитов, обеспечивая при закрытой крышке устройства одновременное выдергивание штифтов из магнитомягкого металла во всех узлах крепления пластин, размещенных на карусели центрифуги, что обеспечивает, в свою очередь, одновременное соединение всех пар пластин, позволяет резко повысить производительность процесса соединения пластин и легко автоматизировать процесс.
Для нагрева соединяемых пластин в заявляемой конструкции используется система подачи в замкнутое пространство под крышкой устройства струи подогретого сжатого воздуха или азота от сети. Это достигается за счет ввода в устройство сопла, закрепленного на основании устройства и соединенного с системой подачи сжатого воздуха или азота от сети, и нагревательного элемента для подогрева струи. Такое решение позволяет избавиться от инфракрасных ламп, как в прототипе, и тем самым упростить конструкцию устройства. Кроме того, использование подогретой струи воздуха или азота должно обеспечивать очень равномерный нагрев всех соединяемых пластин.
Таким образом, указанная совокупность признаков заявляемой конструкции решает поставленные задачи, обеспечивая повышение производительности процесса соединения, возможность автоматизации процесса соединения пластин, а также позволяет упростить конструкцию устройства и обеспечивает равномерность нагрева соединяемых пластин. Кроме того, предлагаемая конструкция устройства облегчает работу оператора и за счет изготовления основных деталей устройства из фторопласта, позволяет исключить запачкивание пластин ионами металлов в процессе соединения.
Изобретение существенно, так как оно обеспечивает значительный технический эффект, заключающийся в резком (в 10 раз и более) повышении производительности процесса, в возможности автоматизации процесса соединения по сравнению с прототипом, а также в улучшении качества соединения. Аналогичные технические решения не обнаружены, что свидетельствует о существенности изобретения.
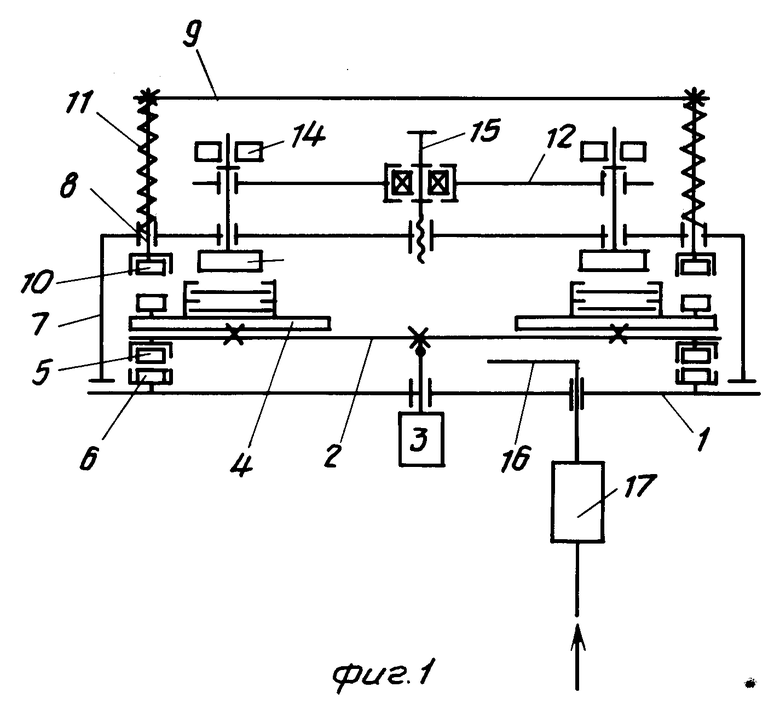
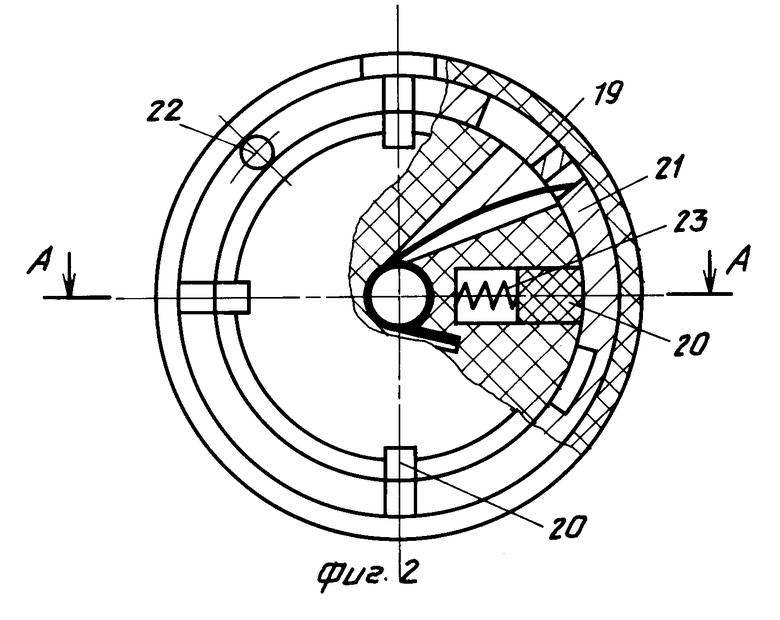
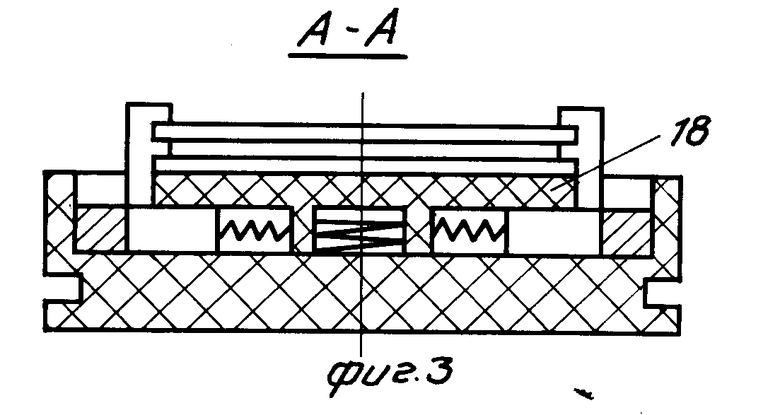
На фиг. 1 схематично изображено устройство; на фиг.2 и 3 показан узел крепления пластин.
П р и м е р 1. Устройство включает основание 1, на котором закреплена карусель 2 центрифуги, приводимая во вращение электродвигателем 3 постоянного тока ПЛ-062 с регулируемым числом оборотов 1000-3000-1500 об/мин. На карусели центрифуги монтируются легкосъемные двенадцать узлов крепления пластин 4. На обратной стороне карусели размещены четыре плоских магнита 5. Вторая часть 6 этих магнитов размещена на основании устройства на том же расстоянии от оси вращения центрифуги, что и магниты 5, причем зазор между верхними магнитами 5 на карусели центрифуги и нижними магнитами 6 на основании устройства составляет 2 мм. Устройство включает также крышку 7, которая может откидываться на угол свыше 90о относительно основания 1. Через двенадцать отверстий в крышке проходят двенадцать осей 8, верхние концы которых жестко закреплены в специальном кольце 9, а на нижних концах размещены под крышкой двенадцать плоских магнитов 10. Винтовые пружины 11 сжатия на осях 8 подпружинивают специальное кольцо 9 относительно крышки 7. Кроме того, на крышке закреплен нагружающий диск 12, на котором висят двенадцать грузов 13, 14, причем часть грузов 14, расположенных над крышкой, сменная. Нагружение опускание нагружающего диска 12 производится с помощью винтовой пары 15. На основании устройства закреплено сопло 16, соединенное с магистралью сжатого воздуха, причем поступающий воздух фильтруется и нагревается нагревательным элементом 17.
В каждом из двенадцати узлов крепления пластин 4 помещается держатель 18, в пазах которого размещены две винтовые пружины 19 сжатия. В других пазах держателя размещены четыре фиксатора 20. На держатель надевается разрезное кольцо 21 с тремя пазами, ширина которых, а также ширина прорези разрезного кольца на 4-6 мм больше ширины фиксаторов, а глубина пазов должна быть на 1,5-2 мм больше ширины выступов фиксаторов, куда закладывается пластина. Держатели соединяются с разрезными кольцами штифтами 22 из магнитомягкого металла. Фиксаторы подпружинены четырьмя винтовыми пружинами 23 сжатия к разрезному кольцу 21. Держатель и фиксаторы в узле крепления пластин, крышка устройства выполнены из фторопласта. Устройство работает следующим образом. При откинутой крышке устройства снимают с карусели центрифуги все двенадцать узлов крепления пластин и загружают в них пластины. Для этого узлы крепления пластин размещаются в строго фиксированном состоянии на специальном загружающем устройстве. При вынутых штифтах из магнитомягкого металла, когда фиксаторы под действием винтовых пружин сжатия входят в пазы разрезного кольца, через прорезь разрезного кольца удаляется один из фиксторов в узле крепления пластин. Остальные три фиксатора с помощью толкателей специального загружающего устройства возвращаются в рабочее положение. Затем в каждом узле устанавливаются две соединяемые пластины так, чтобы одна легла на держатель, а другая в пазы трех фиксаторов полированными сторонами навстречу друг другу и при совпадении положения базовых срезов пластин. В данном примере устанавливались кремниевые пластины ⊘ 76 мм, толщиной 380 мкм, причем одна из них была из кремния марки КЭФ50, другая ЭКЭС 0,01 с кристаллографической ориентацией рабочих поверхностей (100), щель между поверхностями соединяемых пластин в узлах крепления пластин составляла 0,6.0,8 мм. Затем через прорезь разрезного кольца устанавливается четвертый фиксатор и поворачивается относительно держателя разрезное кольцо таким образом, чтобы можно было ввести штифт из магнитомягкого металла, соединяющий держатель и разрезное кольцо.
После установки пластин во все узлы крепления пластин узлы в строго фиксированном положении за счет специального паза устанавливаются на карусели центрифуги. После промывки щели между пластинами деионизованной водой с помощью водяного пистолета закрывается крышка установки и включается электродвигатель, приводящий в движение карусель центрифуги. В течение 3.5 мин при числе вращения карусели центрифуги ≈ 1400 об/мин путем центрифугирования пластины высушиваются. Электродвигатель отключается и благодаря системе магнитов, размещенных на основании установки и карусели центрифуги, узлы крепления пластин останавливаются в строго фиксированных положениях таким образом, что магниты, закрепленные на крышке устройства, оказываются соосны со штифтами из магнитомягкого металла в узлах крепления пластин. Легким нажатием на специальное кольцо, подпружинивающее магниты к крышке, все магниты второй системы подводятся к штифтам из магнитомягкого металла таким образом, чтобы штифты примагничивались, затем специальное кольцо с магнитами отпускается и магниты крышки выдергивают штифты из держателей узлов крепления пластин. Удаление штифтов из магнитомягкого металла приводит к раздвижению фиксаторов во всех узлах крепления пластин и наложению верхних пластин на нижние. Затем поворотом винта нагрузочного устройства опускаются грузы на пластины, причем нагружение проводится таким образом, чтобы сжимающее усилие на каждую пару пластин составляло ≈ 120 г/см2, и подается через сопло отфильтрованный нагретый сжатый воздух от магистрали таким образом, чтобы температура струи воздуха на входе в замкнутое пространство под крышкой устройства составляла 70.75оС, а расход подаваемого теплого воздуха должен составлять 3.5 л/мин (экспериментально было установлено, что при этих режимах соединяемые кремниевые пластины нагреваются до Т=45.50оС в течение 2.3 мин). Под нагрузкой и при нагреве струей теплого воздуха пластины выдерживаются в течение 15 мин. Затем отключается подача теплого воздуха, поднимается крышка устройства и вынимаются узлы крепления пластин. Узлы крепления пластин устанавливаются в загружающее устройство, извлекается фиксатор, находящийся в отверстии разрезного кольца, и снимаются соединенные пары пластин. Затем весь цикл установки и соединения пластин повторяется.
После того, как все пластины пройдут низкотемпературный цикл соединения, полученные составные структуры устанавливаются в прорези стандартных кварцевых кассет, кассета вдвигается в рабочую зону стандартной диффузионной печи СДО 125/3 и производится высокотемпературный этап соединения: в среде азота пластины нагреваются до Т= 1100оС и выдерживаются в течение 30 мин. Затем пластины охлаждаются до Т=700оС в течение 30 мин и вся кассета со структурами выгружается из печи.
Изучение поперечного скола сваренных таким образом пластин показало, что для большинства из них характерно наличие практически бездефектных объемов соединенных пластин и отсутствие дислокаций, распространяющихся от участков границы соединения из-за попадания загрязняющих частиц. Электрономикроскопическое изучение поперечных сколов пластин вблизи границы подтвердило наличие прочного соединения, причем толщина возможного окисла на границе соединения пластин не превышает 50  .
.
Соединенные таким образом пластины затем проходили полный цикл двусторонней механической обработки до толщины составной структуры n n+ 380 ± 20 мкм, причем рабочая поверхность составной структуры на финише подвергалась химико-механической полировке, а другая алмазной обработке. В таком виде составные структуры поступали в цикл изготовления мощных высоковольтных транзисторов.
П р и м е р 2. Конструкция устройства аналогична конструкции в примере 1. На карусели центрифуги монтируется шесть легкосъемных узлов крепления пластин. Через шесть отверстий в крышке проходят шесть осей, верхние концы которых закреплены на крышке как в примере 1, а на нижних размещены под крышкой шесть плоских магнитов, подпружиненных в вертикальном направлении как в примере 1.
При откинутой крышке устройства снимают все узлы крепления пластин и так же, как в примере 1, размещают их на специальном загружающем устройство. Загрузка пластин в узел крепления пластин осуществляется как в примере 1. В данном примере устанавливались в качестве нижних кремниевые пластины диаметром 60 мм, предварительно прошедшие процесс окисления, когда на кремниевых пластинах выращивался окисел толщиной 0,25 мкм. В качестве верхних использовались пластины из нелегированного (ЛГ4П) с (100) арсенида галлия толщиной 450 мкм и диаметром 60 мм, щель между поверхностями соединяемых пластин в узлах крепления составляла 1.2 мм, пластины устанавливались полированными поверхностями навстречу друг другу.
После установки пластин в узлы крепления узлы в строго фиксированном положении устанавливались на карусель центрифуги. Промывалась щель между пластинами, как в примере 1, закрывалась крышка устройства и производилось высушивание пластин центрифугированием при числе оборотов карусели 2500 об/мин, после остановки центрифуги производилось, как и в примере 1, нажатие на специальное кольцо, в результате чего происходило опускание магнитов крышки, извлечение штифтов из магнитомягкого металла, раздвижение фиксаторов и самопроизвольное наложение верхней арсенидогаллиевой пластины на нижнюю кремниевую пластину. Как и в примере 1, производилось нагружение пластин таким образом, чтобы сжимающие усилие составляло 60.70 г/см2, и подавался через сопло отфильтрованный сжатый воздух, нагретый до температуры 80.100оС при расходе 5.6 л/мин, при этом пластины нагревались до температуры 75.80оС в течение 2.3 мин. В таком состоянии пластины выдерживались в течение 1 ч. Затем подача теплого воздуха прекращалась, крышка поднималась и вынимались узлы крепления пластин. Выгрузка соединившихся пар пластин производилась так же, как в примере 1. Затем все соединенные пластины загружались в пазы стандартной кварцевой кассеты, ставились в термостат и выдерживались там в течение 2 ч при Т=100.150оС. После этого все соединенные пары передавались на операцию механической обработки, причем обрабатывалась только арсенидогаллиевая сторона соединенной подложки таким образом, чтобы окончательная толщина арсенидогаллиевого слоя составляла 5.8 мкм, а процесс механической обработки завершался химико-механической полировкой. Полученные таким образом структуры передавались на операцию молекулярно-лучевой эпитаксии, и на поверхности арсенида галлия растили квантовую структуру GaAs/GaAl As/GaAl As/GaAs, причем толщина нелегированного GaAlAs составляла 70  , а вся толщина слоистой структуры не превышала 1 мкм.
, а вся толщина слоистой структуры не превышала 1 мкм.
Таким образом, использование предлагаемого устройства обеспечивает проведение высокопроизводительного процесса низкотемпературного соединения кремниевых пластин, пластин арсенидогаллиевых с окисленными кремниевыми пластинами и прочих полупроводниковых образцов друг с другом, причем одновременно могут соединяться 20 и более пар пластин. Обеспечивается получение качественных соединений без пузырей на границе раздела и при бездефектных рабочих областях слоев. Автоматизация процесса соединения не представляет сложности, кстати разработанное загрузочное устройство практически является первым шагом на пути автоматизации процесса соединения. Кроме того, устройство просто в эксплуатации и позволяет легко регулировать усилие поджима пластин друг к другу, а также температуру нагрева пластин в процессе соединения от 30 до 80оС в автоматической регулировкой температуры нагрева пластин.
Технико-экономическая эффективность изобретения по сравнению с прототипом заключается в значительном усовершенствовании конструкции так, чтобы она обеспечивала получение высокой производительности процесса соединения, возможность легкой автоматизации процесса, высокое качество соединения. Предлагаемая конструкция может легко использоваться в заводских условиях для получения составных структур.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления подложек при напылении тонких пленок (варианты) | 2022 |
|
RU2808620C2 |
| ВЫСОКОВОЛЬТНЫЙ ВАКУУМНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 1993 |
|
RU2064702C1 |
| ВЕНТИЛЬНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1992 |
|
RU2038674C1 |
| ВЫСОКОВОЛЬТНЫЙ ВАКУУМНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 1994 |
|
RU2076371C1 |
| Чувствительный элемент волоконно-оптического гироскопа | 2023 |
|
RU2807020C1 |
| Устройство для крепления дискового носителя информации | 1983 |
|
SU1104579A1 |
| УСТРОЙСТВО СВЧ | 1990 |
|
RU2081479C1 |
| ВЫСОКОВОЛЬТНЫЙ ВАКУУМНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 1994 |
|
RU2066891C1 |
| Держатель полупроводниковых пластин | 1990 |
|
SU1762339A1 |
| МАЛОГАБАРИТНАЯ МНОГОЩЕЛЕВАЯ АНТЕННА | 1999 |
|
RU2169416C1 |
Изобретение относится к полупроводниковой технике. Сущность изобретения: устройство для низкотемпературного прямого соединения полупроводниковых пластин включает основание, центрифугу с каруселью для размещения узлов крепления пластин, крышку для создания замкнутого пространства над соединяемыми пластинами, узел нагрева пластин. Узел крепления пластин содержит держатель для размещения и фиксаторы для разделения пластин. Узел крепления пластин дополнительно снабжен разрезным кольцом с пазами, а держатель узла крепления пластин снабжен цилиндрическими винтовыми пружинами кручения, расположенными с возможностью подпружинивания разрезного кольца относительно держателя, при этом держатель и разрезное кольцо соединены штифтом из магнитомягкого металла, выполненным с возможностью взаимодействия с магнитами на крышке устройства, а фиксаторы для разделения пластин размещены в пазах держателя и подпружинены цилиндрическими винтовыми пружинами сжатия относительно разрезного кольца. На основании устройства и на карусели центрифуги расположена система магнитов на одном расстоянии от оси вращения центрифуги, а крышка для создания замкнутого пространства над пластинами снабжена подпружиненными в вертикальном направлении магнитами, причем магниты крышки размещены с возможностью обеспечения соосного их расположения со штифтом из магнитомягкого металла при закрытой крышке устройства и при примагничивании магнитов центрифуги к магнитам основания устройства. Узел нагрева выполнен в виде сопла с фильтром, размещенным на основании устройства и соединенным с системой подачи сжатого воздуха или азота от сети, и нагревательного элемента, выполненного с возможностью подогрева струи воздуха или азота. 1 з.п. ф-лы, 3 ил.
| Stengl R., Ahn K.J | |||
| and gosele | |||
| Bubblefree silicon wafer bonding ma nonclean - room environment | |||
| Japanese J | |||
| of Applied Physics, 1988 | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
