Изобретение относится к металлургии и может быть использовано при вакуумной обработке расплавов, например, стали, стекла и шлаков.
Известно устройство для вакуумной обработки, включающее емкость для обрабатываемого расплава, вакуум-камеру с вертикально расположенным патрубком, перемещаемую в процессе вакуумирования по вертикали, и две пористые пробки, вмонтированные в днище емкости для продувки расплава технологическими газами [1]
Известное устройство прежде всего предназначено для дегазации отработанного расплава.
В процессе работы порция металла поднимается в камеру в момент опускания патрубка в расплав, выдерживается заданное время, а затем выливается из нее во время поднятия вакуум-камеры с патрубком. Т.е. на процесс перемешивания обрабатываемого расплава вакуум-камера оказывает минимальное влияние. Процесс переме- шивания осуществляется в основном за счет инертных газов, подаваемых через днище емкости, при этом для обеспечения высокой степени перемешивания требуется дополнительное время, так как выходящий из пробки нейтральный газ пронизывает узкую область расплава, оставляя большой объем расплава у стенки емкости малоподвижным. Т.е. несмотря на то, что в обработке расплава участвуют два таких фактора, как порционная обработка металла и продувка его через днище, процесс обработки отличается сравнительно невысокой производительностью. Время обработки в зависимости от мощности установки составляет 20-40 мин.
Кроме того, известное устройство имеет недостаток, обусловленный необходимостью выполнения в днище отверстий для пробок, которые в ходе работы могут стать причиной аварийного прорыва металла через продувочные устройства.
Известно устройство порционного вакуумирования жидкого металла, содержащее емкость для обрабатываемого расплава, вакуум-камеру с наклонным патрубком и механизм подъема и опускания вакуум-камеры [2]
Известное устройство [2] как и устройство [1] предназначено для дегазации расплава.
Обрабатываемая порция металла по наклонному патрубку поступает в вакуум-камеру, закручивается для облегчения условий дегазации, а затем выливается в емкость в процессе подъема камеры, свободно вытекая в расплав, и тем самым оказывает на него перемешивающее воздействие. Время для обработки расплава примерно равно или даже превышает время обработки расплава устройства [1] Кроме того наклонное расположение патрубка будет приводить к неравномерному износу футеровки внутри вакуум-камеры, где периодические восстановительные работы затруднены.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройство для внепечного рафинирования, включающее емкость для обрабатываемого расплава с пористой пробкой в днище емкости, керамическую трубу для порционной дегазации, механизм подъема и опускания трубы [3]
В решении [3] трубу (патрубок) погружают в расплав на заданную глубину и в процессе обработки расплава ее положение не меняют. В трубе создают разрежение, всасывают порцию металла, а затем, уменьшая разрежение, выливают в емкость обработанную порцию металла.
Устройство [3] по сравнению с устройствами [1 и 2] позволяет ускорить процесс обработки расплава, так как возрастает мощность перемешивания за счет кинетической энергии выливаемой порции металла.
Недостатком устройства является то, что выливаемый из трубы металл воздействует на расплав сверху вниз, ударяясь о днище ковша, вызывая появление круговых вращений в вертикальной плоскости. Однако при этом образуются застойные зоны у стенок емкости, не все слои металла вовлекаются в перемешивание, что снижает эффективность обработки металла.
Целью изобретения является сокращение времени гомогенизации расплава за счет интенсификации процесса перемешивания.
Поставленная цель достигается тем, что в устройстве для внепечной обработки расплава, содержащем емкость для обрабатываемого расплава, вакуум-камеру по крайней мере с одним патрубком и механизм перемещения вакуум-камеры или емкости, патрубок установлен вертикально, снабжен в нижней части срезом под углом 45-70о к вертикальной оси, расположен от стенки на расстоянии 0,25-0,40 диаметра или большой оси емкости, направлен к центру емкости так, что угол между плоскостью, проходящей через ось и минимальную образующую патрубка, и плоскостью, проходящей через вертикальные оси патрубка и емкости, равен 20-45о.
Использование патрубка с косым срезом в нижней части позволяет организовать однонаправленный циркуляционный поток, вовлекающий различные слои расплава по высоте емкости, перекрываемой срезом, эффективно перемешивающий не только центральную зону расплава, но и периферийные зоны за счет циркуляций струй потока с различной кинетической энергией как в вертикальной, так и горизонтальной плоскости, а также за счет эжекции расплава, находящегося между длинной образующей патрубка и стенкой емкости. Мощность однонаправленного циркуляционного потока регулируется углом среза патрубка.
Потоки, выходящие из патрубка, погруженного в емкость с расплавом, обладают неодинаковой кинетической энергией. У короткой образующей они обладают минимальной кинетической энергией и поэтому принимают участие в перемешивании верхних слоев расплава. Потоки, истекающие вдоль длинной образующей патрубка, обладают максимальной кинетической энергией, проникают в более глубокие слои расплава, вовлекая их в движение. Кроме того, объемы металла, расположенные между стенкой емкости и длинной образующей патрубка, эжектируются нисходящими потоками расплава вниз. Создание мощного перемешивающего потока, состоящего из совокупности вихрей с различной кинетической энергией, обусловлено оптимальным углом среза патрубка, равным 45-70о к его вертикальной оси.
Увеличение угла среза патрубка больше 70о уменьшает горизонтальную составляющую истекающего потока, что ограничивает возможность создания однонаправленного потока. Потоки, истекающие из патрубка как в прототипе, т.е. угол среза равен 90о, состоят из неорганизованных случайных циркуляционных потоков, каждый из последующих может привести к полному гашению предыдущих потоков, ухудшая тем самым эффективность перемешивания. При угле среза патрубка менее 45о уменьшается вертикальная составляющая потока, что влечет за собой ограничение в перемешивании нижних слоев расплава в емкости.
Погружение патрубка на 0,25-0,40 диаметра или длинной оси емкости с разворотом короткой образующей к центру способствует оптимальному перемешиванию обрабатываемого расплава.
В случае погружения патрубка по центру емкости перемешивание организованным циркуляционным потоком нарушается, так как поток, истекающий из вакуум-камеры через патрубок, приближается к стенке емкости, теряет часть энергии от взаимодействия с нею, в результате чего не перемешиваются придонные слои расплава, а также не вовлекаются значительные объемы расплава, находящиеся за длинной образующей патрубка.
Погружение патрубка вблизи стенки емкости длинной образующей создает благоприятные условия для эжекции расплава за длинную образующую, однако это вызывает механическую эрозию футеровки емкости с одной стороны и недостаточное перемешивание в противоположной части емкости с другой стороны.
И наоборот, максимальное приближение патрубка короткой образующей к стенке емкости приводит к почти полному гашению энергии истекающего потока, горизонтальная составляющая скорости потока стремится к нулю, поэтому нет достаточных условий для эффективной циркуляции расплава. Кроме того, снижается эффект эжекции расплава за длинной образующей патрубка.
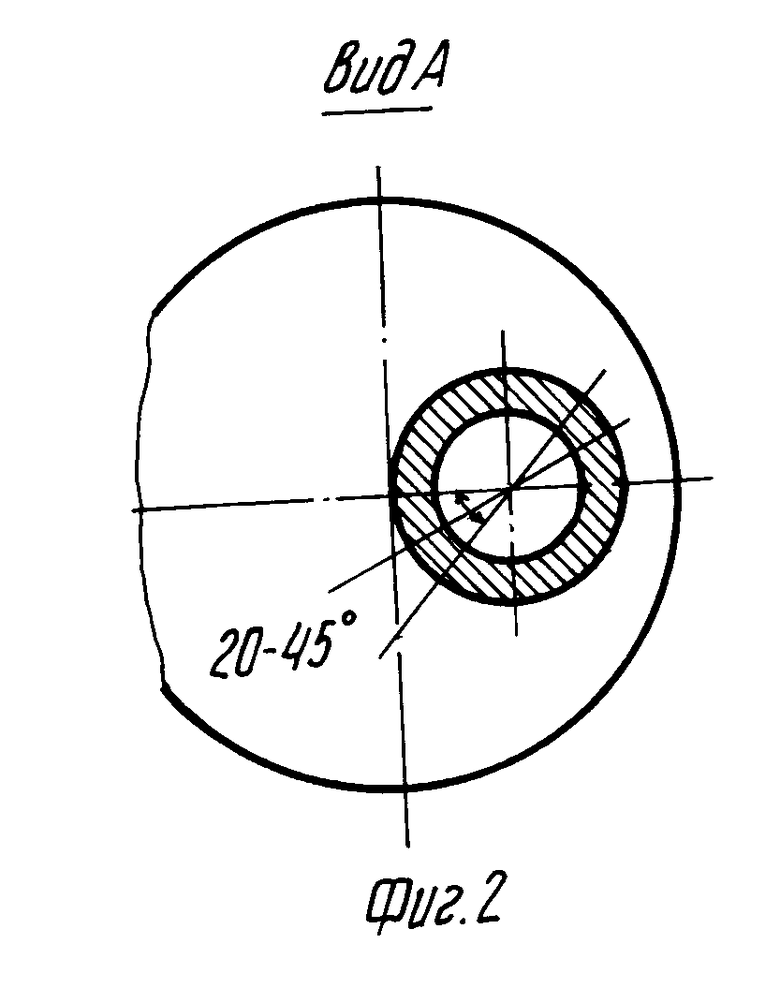
Во время обработки расплава срез погруженного патрубка направлен так, чтобы угол между плоскостью, проходящей через ось и короткую образующую патрубка, и плоскостью, проходящей через вертикальные оси патрубка и емкости, составлял 20-45о. Изменение направления среза патрубка регулирует тангенциальную составляющую скорости потока, которая приводит в движение расплав, закручивая его в горизонтальной плоскости.
Когда угол менее 20о, ограничивается тангенциальная составляющая скорости потока и поток трудно закрутить. При условии разворота угла среза патрубка более 45о поток встречает сопротивление стенки емкости, теряя свою энергию.
Новым в предлагаемом устройстве для внепечной обработки расплава является конструкция патрубка, характеризуемая срезом в нижней части, выполненным под определенным углом к вертикальной оси, место расположения и ориентировка патрубка относительно емкости.
Вышеназванные признаки, отличные от прототипа, обеспечивают гомогенизацию расплава путем эффективного его перемешивания, тем самым сокращают время обработки расплава и увеличивают производительность агрегата.
На основании изложенного можно сделать вывод о соответствии предлагаемого решения критериям изобретения "новизна" и "положительный эффект".
Известны технические решения, когда применяются устройства, имеющие выходное отверстие с косым срезом. Например, в трубопроводах газа, жидкости для уменьшения габаритов при разводке; в кондитерской промышленности при изготовлении тортов подача крема для фигурного наложения его на поверхность. Эти решения предлагают либо изменение направления газа, жидкости за счет поворота, либо истечение материала в открытую среду с малым сопротивлением.
В предлагаемом решении достигается новое свойство, а именно: эффективное перемешивание расплава за счет вовлечения в процесс перемешивания всего его объема, что значительно сокращает время гомогенизации расплава в рабочем объеме емкости.
Таким образом, предлагаемое решение соответствует критерию изобретения "существенные отличия".
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 вид по стрелке А на фиг. 1.
Устройство содержит емкость 1 с жидким расплавом и вакуум-камеру 2 с патрубком 3, подсоединенную к вакуум-проводу 4.
Патрубок 3, установленный вертикально, снабжен в нижней части срезом под углом 45-70о к вертикальной оси. При этом патрубок направлен к центру емкости так, что угол между плоскостью, проходящей через ось и короткую образующую патрубка, и плоскостью, проходящей через вертикальные оси патрубка и емкости, равен 20-45о.
Патрубок расположен от стенки емкости на расстоянии 0,25-0,40 диаметра или большой оси емкости.
Механизм перемещения вакуум-камеры или емкости условно не показан.
Устройство для внепечной обработки расплава работает следующим образом.
При опускании вакуум-камеры 2 патрубок 3 погружается в расплав. После создания заданного разрежения вакуум-камера заполняется расплавом, поднимающимся под действием атмосферного давления по патрубку на определенную высоту. После чего отключается вакуумная система и под действием атмосферного давления расплав выталкивается из вакуум-камеры и внедряется в расплав, находящийся в емкости. Благодаря косому срезу на конце патрубка выходящий поток, состоящий из струй, не распадается, а организован таким образом, что его отдельные струи, взаимодействуя с расплавом, интенсивно перемешивают как верхние, так и нижние его слои. Движение потока в расплаве при выходе из патрубка получается однонаправленным, струи последующих потоков не гасят предыдущие, так как поток приобретает тангенциальное вращение.
Патрубок может быть не один, а представлять собой блок, состоящий из двух и более патрубков, расположенных симметрично относительно центра емкости с противоположным направлением среза.
Параметры предлагаемого устройства отрабатывались в процессе моделирования с водой. Вакуумную камеру в виде трубы в верхней части соединяли с вакуумным насосом. Нижняя часть трубы была выполнена со сменным патрубком с различными углами среза. Трубу перемещали вверх вниз, вокруг своей оси и относительно центра емкости. В вакуумную камеру насосом засасывали порцию воды, соответствующую порции жидкой стали. В качестве добавляемого электролита использовали раствор хлорида калия. Раствор вводили у днища емкости. С помощью приборов определяли изменение во времени электропроводности жидкости. В качестве параметра, характеризующего степень перемешивания, брали время стабилизации электропроводности.
Для определения оптимальных значений исследуемых параметров использовали метод планирования эксперимента, условиями которого было получение математической модели процесса, описываемой полиномом второй степени с постоянной дисперсией относительно выбранного центрального значения факторов. Пределы изменения факторов были выбраны из размерного подобия модели и реального объекта. Патрубок опускали в раствор так, что верхняя точка среза заглублялась в раствор на глубину 0,2-0,3 высоты раствора от зеркала (его поверхности).
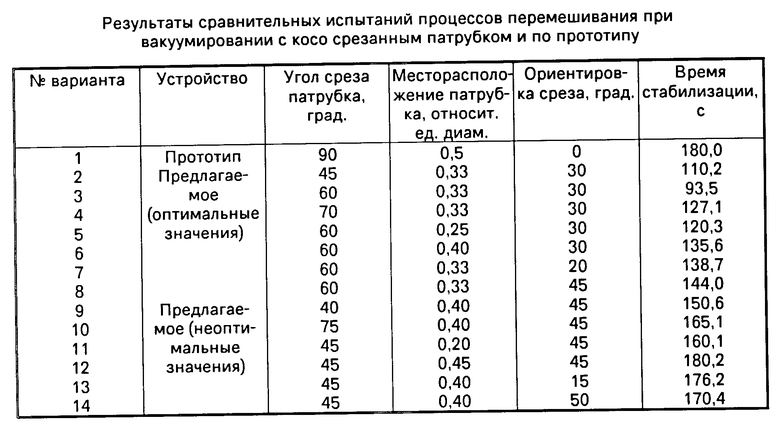
Результаты испытаний приведены в таблице.
Исследованиями было установлено, что наименьшее время перемешивания было получено в варианте 3, когда угол среза патрубка был равен 60о. Патрубок был погружен в жидкость на расстоянии 0,33 диаметра от стенки емкости, причем срез направлен к центру емкости и развернут на угол 30о. Полное усреднение раствора наступало через 93,5 с.
Изменение параметров в ту или другую сторону от оптимальных значений приводили к увеличению времени стабилизации электропроводности раствора.
Результаты опытов показали, что при уменьшении угла среза менее 45о (вариант 9) из-за уменьшения вертикальной составляющей потока и, как следствие, недостаточно эффективного перемешивания нижних слоев раствора время стабилизации увеличилось до 150,6 с.
Увеличение угла среза патрубка более 70о (вариант 10) вследствие уменьшения горизонтальной составляющей потока и невозможности создания однонаправленного потока также увеличило время стабилизации до 165,1 с.
В случае, когда угол среза равен 90о (прототип, вариант 1) и патрубок погружен в центре емкости, горизонтальная составляющая потока равна нулю, а потоки, истекающие из патрубка, гасят предыдущие, которые уже изменили свое направление от днища емкости. Время стабилизации электропроводности составляло 180,0 с.
Погрузив патрубок к косым срезом (угол среза 45о) вблизи центра емкости (вариант 12) получили время стабилизации, равное 180,2 с, из-за того, что недостаточно хорошо перемешались слои раствора за длинной образующей, и из-за потери энергии потока от взаимодействия его со стенкой емкости. И наоборот, погружая патрубок вблизи стенки емкости (вариант II), причем длинной образующей к ней, получили время стабилизации 160,1 с вследствие того, что недостаточное перемешивание у противоположной стенки емкости.
Уменьшение угла разворота патрубка менее 20о (вариант 13) приводит к уменьшению закручивающего действия потока, в результате чего не достигается эффективное перемешивание и время стабилизации составляет 176,2 с. А увеличение угла разворота патрубка от центра емкости более 45о (вариант 14) не обеспечивает достаточного перемешивания вследствие потерь энергии потока о стенку емкости, поэтому время стабилизации составляет 170,4 с.
По результатам проведенных испытаний (см. таблицу) видно, что минимальное время стабилизации наблюдается в вариантах 2-8, оно меньше на 46,0-87,5 с или на 20-48% по сравнению с прототипом, что очень важно при внепечной обработке стали, так как удлинение времени обработки приводит к снижению температуры металла, а для повышения температуры потребуются дополнительные затраты. Кроме того снижается производительность агрегата.
П р и м е р 1. В 400-килограммовой индукционной печи выплавляли сталь следующего химического состава, мас. С 0,70; Mn 0,81; Si 0,35; Р 0,030, S 0,025, V 0,040. Металл обрабатывали в емкости, имеющей внутренний диаметр 390 м и высоту 660 м. Уровень наполнения металлом емкости составил 530 мм. Перед вакуумной обработкой температура металла была 1650оС. Вакуумная камера представляла собой трубу, футерованную изнутри огнеупорными элементами, на конце погружной части которой был патрубок со срезом в нижней части под углом 60о к вертикальной оси и внутренним диаметром 70 мм. Камеру с патрубком погружали в расплав так, что верхняя точка среза патрубка находилась на глубине 130 мм от зеркала расплава. При этом ось патрубка была расположена на расстоянии 120 мм от стенки емкости, а срез был ориентирован на 30о. Верхняя часть вакуумной камеры (трубки) была соединена с эжектором, при включении которого в вакуум-камере создавали разрежение 40 мм рт.ст. Металл во время обработки поднимался на высоту 1,4 м. Время нахождения металла внутри камеры составляло 2 с. После чего производили отключение эжектора, давление в камере поднималось до атмосферного, металл выливался из камеры через патрубок обратно в емкость. Цикл засасывание сброс составил 5 с. При кратности циркуляции 1,5 время обработки составило 75 с. После обработки температура металла снизилась до 1620оС. Разливку производили в изложницы. По ходу разливки отбирали пробы на химанализ и механические свойства, в том числе на ударную вязкость. Химсостав первой и последней пробы (1 и 8-й слитки) был практически на одном уровне С 0,69 и 0,68, Mn 0,80 и 0,79, Si 0,34 и 0,335, S 0,024 и 0,024, Р 0,030 и 0,031, V 0,040 и 0,040. Ударная вязкость при -40оС составила 3,9 и 3,7 Дж/см2.
П р и м е р 2. Для проверки работы устройства по прототипу была выплавлена в тех же условиях сталь аналогичного химсостава, мас. С 0,71; Mn 0,78; Si 0,37; Р 0,035 и S 0,023, V 0,042. Температура металла перед обработкой была 1650оС. Вакуумная камера с патрубком, срез которого был расположен перпендикулярно к оси патрубка, погружалась в расплав в центре на глубину 100 мм от зеркала металла. Обработка металла производилась по тому же режиму, что и в примере 1. Кроме того, металл в емкости дополнительно продувался аргоном снизу через пористую пробку. Время обработки составило 75 с. Температура металла после обработки снизилась до 1615о. Химический состав первой и последней пробы отличался: С 0,70 и 0,67, Mn 0,77 и 0,75, Si 0,36 и 0,33, Р 0,035 и 0,037, S 0,023 и 0,022, V 0,040 и 0,043. Ударная вязкость при -40оС составила 30 и 26 Дж/см2.
Таким образом, можно сделать вывод, что обработка расплава согласно изобретению по сравнению с прототипом более эффективна, достигается химическая однородность по всему объему расплава, тогда как в примере прототипа химическая однородность не достигается по всему объему расплава, отклонения по углероду, кремнию и марганцу составили 0,02-0,03% и, как следствие, снижение значения ударной вязкости на 9-11 Дж/см2.
Предлагаемое устройство позволяет сократить время обработки металла для усреднения его химсостава, т.е. сократить время гомогенизации металлического расплава на 20-30% а также увеличить срок службы емкости и упростить ее изготовление и обслуживание за счет исключения пористых пробок в днище ковша. Кроме того возрастает производительность агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО РАФИНИРОВАНИЯ МЕТАЛЛА В ЕМКОСТИ | 1987 |
|
RU1441809C |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 1988 |
|
RU1547323C |
| СПОСОБ РАФИНИРОВАНИЯ МЕТАЛЛА | 1988 |
|
RU1520742C |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ТВЕРДОГО МАТЕРИАЛА | 1993 |
|
RU2045345C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОБЪЕМНОГО РАСХОДА ЖИДКОСТИ В БЕЗНАПОРНОМ КАНАЛЕ | 1998 |
|
RU2139503C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2006 |
|
RU2325448C2 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| ВАКУУМ-КАМЕРА | 2012 |
|
RU2499840C2 |
| СПОСОБ ВЗРЫВНОГО РАЗРЕЗАНИЯ ТВЕРДЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119398C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212454C1 |
Использование: вакуумная обработка расплава, например, сталей, стекла, шлаков. Сущность: патрубок 3 вакуум-камеры 2 установлен вертикально по отношению к емкости для обрабатываемого расплава 1, снабжен в нижней части срезом под углом 45 - 40° к вертикальной оси, расположен от стенки емкости на расстоянии 0,25 - 0,40 диаметра или большой оси емкости и направлен срезом к центру емкости так, что угол между плоскостью, проходящей через ось и минимальную образующую патрубка, и плоскостью, проходящей через вертикальные оси патрубка и емкости, равен 20 - 45°. 2 ил.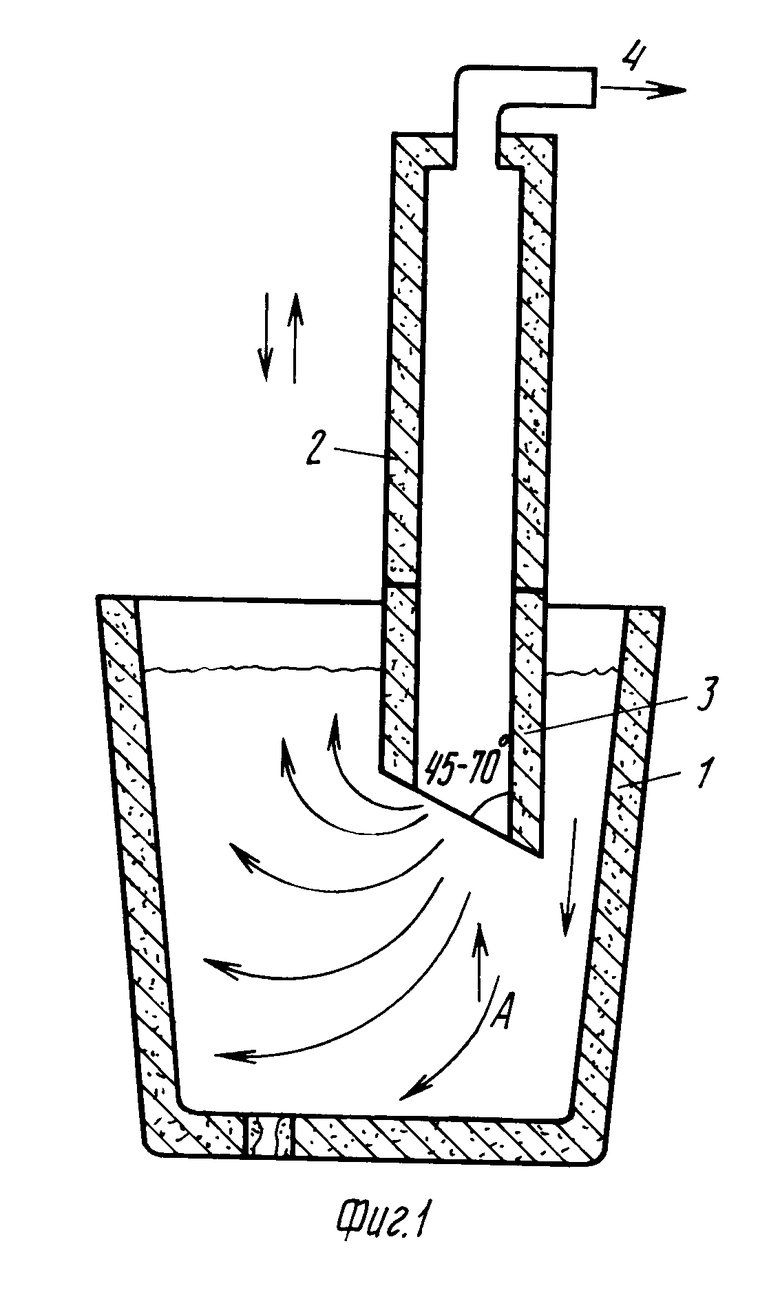
УСТРОЙСТВО ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ РАСПЛАВА, содержащее емкость для обрабатываемого расплава, вакуум-камеру по крайней мере с одним патрубком и механизм перемещения вакуум-камеры или емкости, отличающееся тем, что, с целью сокращения времени гомогенизации расплава за счет интенсификации процесса перемешивания, патрубок установлен вертикально, снабжен в нижней части срезом под углом 45 70o к вертикальной оси, расположен от стенки емкости на расстоянии 0,25 0,40 диаметра или большой оси емкости, направлен срезом к центру емкости, при этом угол между плоскостью, проходящей через ось и короткую образующую патрубка, и плоскостью, проходящей через вертикальные оси патрубка и емкости, равен 20 45o.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
