Изобретение относится к черной металлургии, в частности к внепечной обработке жидкого металла.
Процесс вакуумной обработки расплава металла основан на нарушении равновесных условий сосуществования фаз термодинамической системы, в данном случае - расплава металла. Одним из методов нарушения термодинамического равновесия является снижение давления, при этом из расплава начинают выделяться газы с парциальным давлением, превышающим давление в расплаве, т.е. избыточное (для нового состояния системы) количество газов, которое продолжается до достижения концентрации газов, соответствующей новому состоянию равновесия термодинамической системы. На глубине более 0,2 м от поверхности расплава давление в газовых пузырьках определяется статистическим давлением металла (и шлака) и практически не зависит от глубины разрежения над расплавом, причем даже при самых благоприятных условиях зона зарождения пузырьков газа не может располагаться ниже 1, 2 м от поверхности. Размеры образующихся в расплаве газовых пузырьков зависят от внешнего давления, при этом пузырьки (от поступающего в расплав газа и пузырьки, образовавшиеся в зоне зарождения при выделении газа), поднимаясь через слой металла, растут как за счет поступления в них газа, так и за счет снижения внешнего давления, причем скорость их подъема увеличивается с уменьшением глубины. Увеличение размера пузырьков и скорости их подъема особенно проявляется в самых верхних горизонтах, где мало влияние статического давления металла, соответственно в этих зонах быстро растет межфазная поверхность и интенсифицируется массообмен. Таким образом, основной массообмен имеет поверхностный характер и протекает в "активном" слое металла, что обуславливает необходимость в постоянном подводе свежего металла в эту зону для предотвращения истощения верхнего слоя расплава. Скорость подвода свежего металла определяется гидродинамикой расплава при вакуумировании, причем для гомогенизации расплава по составу является важным способ его перемешивания. Обычно для этого применяется продувка газом как самая экономичная.
Из достигнутого уровня техники известны струйное, ковшевое, порционное, циркуляционное и т.д. способы вакуумирования металла, каждый из которых имеет свои достоинства и недостатки (см. книгу, Б.С. Мастрюков. Теплофизика металлургических процессов. - М.: МИСиС, 1996, с. 183-17[1].
Например, при порционном вакуумировании (DH-процесс) металл под действием атмосферного давления поступает в вакуумную камеру через футерованный патрубок. Опорожнение камеры и забор новой порции осуществляются путем вертикального перемещения камеры или ковша. Толщина слоя металла в вакуумной камере 0,5-0,7 м, так что газовые пузыри образуются по всей высоте слоя. Дегазация длится ~ 20 с, затем дегазированный металл сливается в ковш и опускается на дно ковша. Обычно металл проходит через вакуумную камеру 3-4 раза (35-40 циклов).
Прототипом изобретения является способ циркуляционного вакуумирования (RH-процесс). При этом способе вакуумирование проточной ванны дополняется барботажем инертным газом. Установка содержит вакуум-камеру с двумя футерованными патрубками, опускаемыми в ковш с металлом. В одном из патрубков(подъемном) имеется средство для подвода инертного газа и образования в расплаве газометаллической смеси, имеющей пониженную плотность, которая поднимается вверх по этому патрубку. Попадая в вакуум-камеру, смесь освобождается от газа и металл под действием веса стекает обратно в ковш по другому(сливному) патрубку. Этим обеспечивается циркуляция расплава в ковше. Скорости движения расплава особенно велики вблизи подъемного и сливного патрубков и сравнительно малы у днища ковша. Кинетическая энергия турбулентных пульсаций и скорость ее диссипации также максимальны вблизи подъемного и сливного патрубков (см. А.Я. Поволоцкий и др. Внепечная обработка стали. - М.: МИСиС, 1995, с.86-89 [2].
Недостатком прототипа является то, что лимитирующим фактором скорости протекания массообмена в проточной ванне является скорость массообмена в приповерхностном слое расплава, в котором образуется приповерхностный буферный газированный слой расплава в виде скопления крупных и мелких газовых пузырей, которые, по мере разрушения самых верхних пузырей, мигрируют к верхней границе раздела фаз. Кроме того, часть циркуляционного потока "закольцовывается", т.е. часть обработанного расплава не уходит в объем металлургической емкости, а рециркулирует в восходящий циркуляционный поток. Кроме того, в объеме расплава, находящегося в металлургической емкости, образуются застойные зоны с низкой интенсивностью гомогенизации расплава. Это снижает скорость массообмена, увеличивает время обработки и снижает ее эффективность.
Задачей, решаемой изобретением, является повышение эффективности вакуумной обработки и качества металла.
Решение указанной задачи (в части способа) обеспечено тем, способ вакуумной обработки расплава металла, включающий создание контура циркуляции обрабатываемого расплава в металлургической емкости и циркуляционном вакууматоре, за счет вдувания продувочного газа в расплав и обработку расплава в проточной ванне вакууматора, сообщенной с циркуляционными всасывающим и сливным каналами, выполненными в его погружной части, согласно изобретению в процессе вакуумной обработки обеспечивают повышение интенсивности массообмена путем турбулентного перемешивания и формирования волновой поверхности расплава в проточной ванне, а также повышение кинетической энергии струи обработанного металла на выходе из вакууматора за счет ускорения циркуляционных потоков расплава в регулярно сужающихся в направлении циркуляции всасывающем и сливном каналах, сформированных внутренней поверхностью погружной части вакууматора и примыкающей к ней перегородкой.
В вариантах осуществления способа продувка расплава может осуществляться как через боковую стенку погружной части вакууматора в нижней части всасывающего канала, а также может быть и комбинированной, т.е. продувку ведут через дно металлургической емкости и боковую стенку погружной части вакууматора. Кроме того, боковая продувка расплава может вестись в пульсирующем режиме.
В других вариантах ввод потока газометаллической смеси в проточную ванну обеспечивают в пульсирующем режиме; пульсирующий режим боковой продувки осуществляют в резонансе с пульсациями давления в суженной части всасывающего канала, при этом длительность пульсаций выбирают равной или кратной четверти периода собственных колебаний столба расплава во всасывающем канале вакууматора; потоки расплава в сужающихся каналах дополнительно закручивают посредством перегородки, выполненной винтовой; осуществляют дополнительную интенсификацию массообмена за счет использования участка внутренней поверхности проточной камеры, расположенного в области буруна над выходом из всасывающего канала, и наибольшего размаха волновых колебаний уровня расплава в качестве средства для увеличения площади поверхности обработки расплава; средства для увеличения площади поверхности обработки расплава выполнены в виде кольцевых ребер и/или желобов, расположенных на боковой стенке проточной камеры, посредством которых из буруна и поверхностных волн улавливают часть расплава и распределяют по их поверхности с последующим сливом обработанного расплава в проточную ванну; площадь проходного сечения всасывающего канала на торце погружной части вакууматора составляет не менее 1,5 площади сливного канала, причем со стороны полости вакууматора соотношение этих площадей обратное; в металлургической емкости осуществляют расширение контура циркуляции за счет выполнения торца погружной части вакууматора ступенчатым с двухуровневым расположением всасывающего и сливного срезов циркуляционных каналов; в рабочем положении вакууматор ориентируют из условия расположения у стенки металлургической емкости центра сливного канала на нижнем срезе вакууматора, при этом прямая, соединяющая центры всасывающего и сливного каналов, пересекает ось металлургической емкости; при работе верхняя кромка перегородки должна быть расположена на глубине от поверхности расплава, составляющей 50-300 мм.
Решение указанной задачи (в части устройства) обеспечено тем, что устройство для циркуляционного вакуумирования, содержащее металлургическую емкость и вакууматор в виде футерованной камеры с проточной ванной и циркуляционными входным и выходным каналами, а также средствами для продувки расплава согласно изобретению погружная часть вакууматора выполнена с конусной внутренней поверхностью, образованной поверхностью усеченного конуса, меньшее основание которого расположено на нижнем срезе вакууматора, при этом всасывающий и сливной циркуляционные каналы образованы за счет продольной наклонной перегородки, закрепленной на конусной поверхности погружной части вакууматора и выполнены регулярно сужающимися в направлении от входа к выходу.
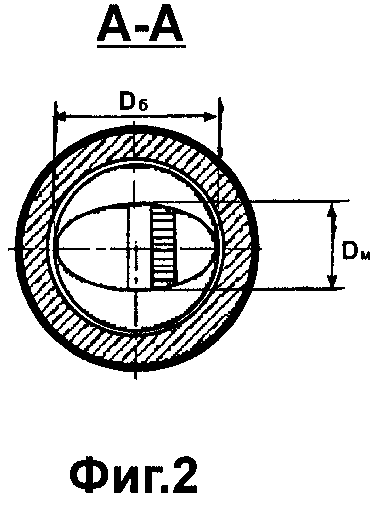
В вариантах выполнения устройства угол наклона перегородки к оси вакууматора составляет 13-21o; проходное сечение в нижнем срезе погружной части вакууматора выполнено в виде эллипса, при этом перегородка расположена параллельно короткому диаметру этого эллипса; перегородка выполнена винтовой; нижний срез погружной части вакууматора выполнен фасонным в виде одностороннего или двустороннего скоса с вершиной скоса, расположенной на нижнем торце перегородки, и углом скоса, составляющим не более 45o; нижний срез циркуляционного патрубка выполнен двухступенчатым с косым срезом ступеней, разделенных по торцевой поверхности перегородки, причем всасывающий срез расположен выше сливного, а скос ступеней выполнен противоположным и составляет не более 45o; на боковой поверхности проточной камеры выполнены кольцевые ребра и/или желоба.
Предложенное изобретение позволяет повысить скорость обработки расплава за счет турбулизации расплава в проточной ванне и снижения влияния "активного" слоя на скорость протекания массообмена. Кроме того, в проточной ванне, в области излива газометаллической смеси развивается пульсирующий бурун, индуцирующий возникновение поверхностных волн, в результате интерференции которых формируется волновая поверхность расплава. Это, а также захват ловушками части расплава из волн и буруна позволяет значительно увеличить площадь обработки расплава в проточной ванне вакууматора. Дополнительно повышение скорости выходного циркуляционного потока увеличивает дальнобойность его струи и повышает скорость гомогенизации расплава в металлургической емкости.
Изобретение иллюстрируется чертежами, где на фиг.1 изображен продольный разрез вакууматора (общий вид); на фиг.2- сечение А-А фиг.1; на фиг.3 - схематично показан продольный разрез общего вида рабочего положения вакууматора; на фиг.4 (а и б) - сечение В-В фиг.1 (варианты выполнения); на фиг.5 - схематично показан циркуляционный контур; на фиг.6 (г и д) - схематично показана проточная камера с вариантами выполнения ловушек; на фиг.7, 8, 9 - варианты выполнения нижнего среза футерованного патрубка.
Пример реализации предложенного способа приводится при описании работы предложенного устройства.
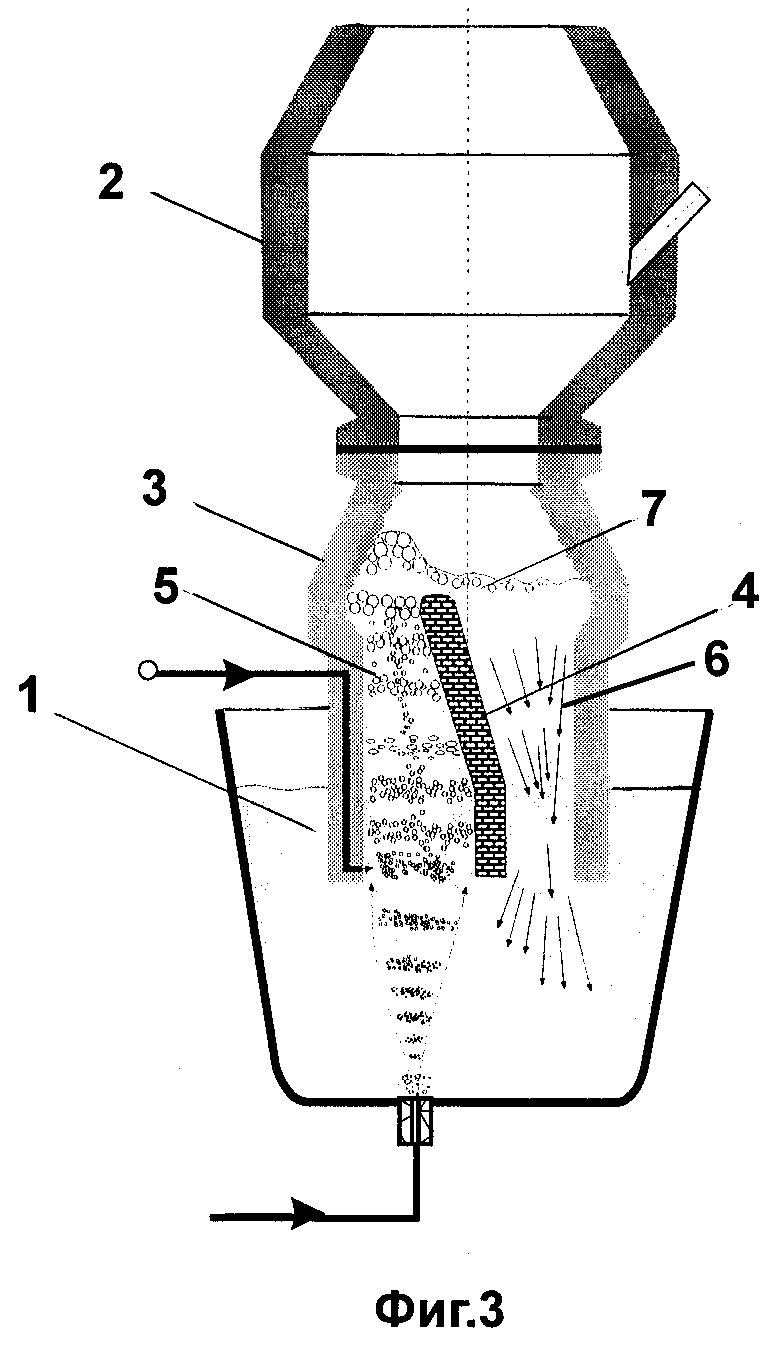
Устройство, реализующее предложенный способ, включают металлургическую емкость 1, вакууматор 2, погружная часть которого выполнена в виде съемного футерованного патрубка 3. Внутренняя поверхность патрубка 3 выполнена конической в виде усеченного конуса, с меньшим основанием расположенным на нижнем срезе. Проходное сечение в нижнем срезе патрубка 3 выполнено эллиптическим. Высота конической части внутренней поверхности съемного патрубка составляет 0,9-1,1 большого диаметра эллипса в нижнем срезе проходного сечения. В патрубке 3 установлена продольная перегородка 4, примыкающая к его внутренней поверхности и наклонная к оси патрубка под углом φ=13-21o. Перегородка 4 образует с внутренней поверхностью патрубка 3 всасывающий 5 и сливной 6 каналы с переменным проходным сечением, уменьшающимся от входа к выходу из этих каналов. Предпочтительно, чтобы перегородка была расположена параллельно короткому диаметру эллипса в проходном сечении нижнего среза съемного патрубка 3. Всасывающий 5 и сливной 6 каналы сообщены с проточной камерой 7, выполненной в патрубке 3.
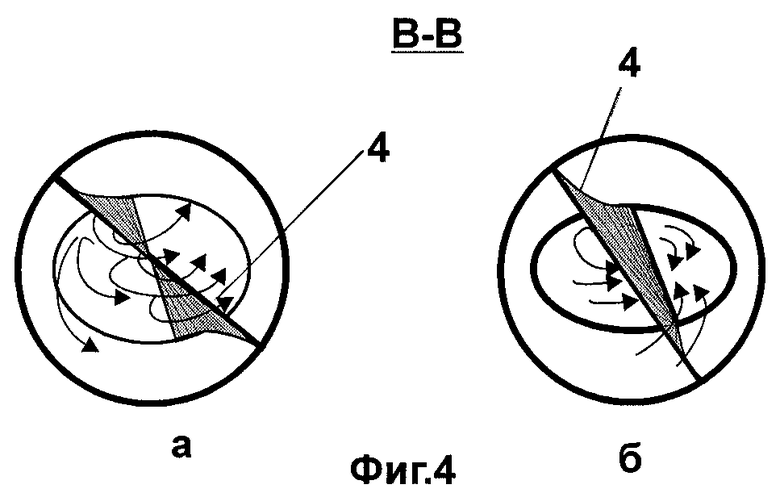
В вариантах выполнения, см. фиг.4, перегородка 4 выполнена винтовой, при этом возможны два варианта ее выполнения. В первом варианте (фиг.4а) винтовая поверхность перегородки образована относительным противоположным поворотом на угол (в плане) около 45o верхнего и нижнего оснований перегородки вокруг ее продольной оси. Во втором варианте, см. фиг.4б, - верхнее основание повернуто на тот же угол, но одно из оснований перегородки повернуто вокруг ее продольного ребра.
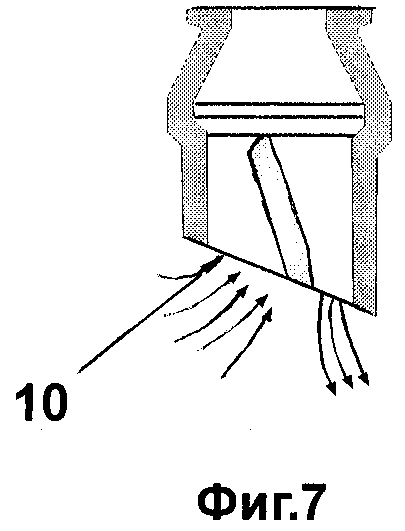
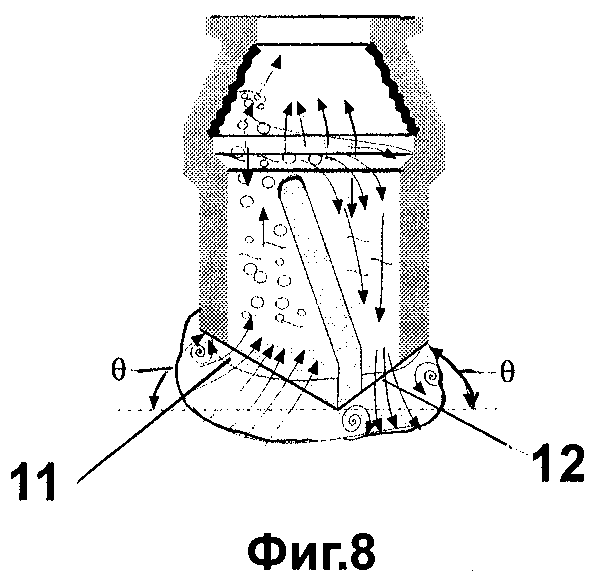
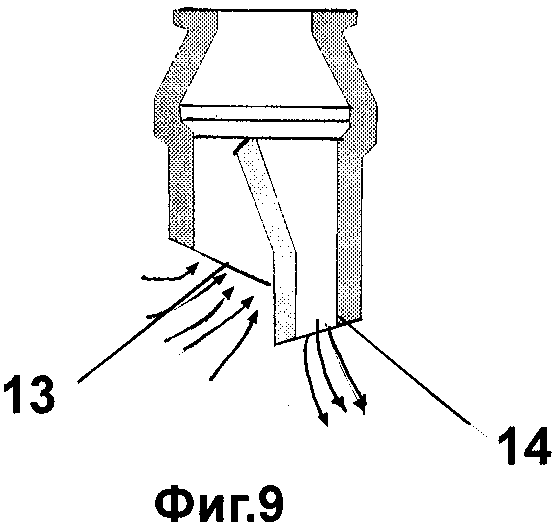
Нижний срез патрубка 3 может быть выполнен фасонным, с односторонним или двусторонним скосом с вершиной скоса, расположенной на нижнем торце перегородки, и углом скоса, составляющим не более 45o, см. фиг.7, 8, или двухступенчатым с косым срезом ступеней, разделенных по поверхности перегородки, см. фиг. 9, причем всасывающий срез должен быть расположен выше сливного, а скос ступеней составляет не более 45o и выполнен противоположным. В другом варианте стенка проточной камеры 7 выполнена с наклонными ребрами 8 и/или желобами 9.
Работа устройства осуществляется следующим образом.
В рабочем положении вакууматора его погружная часть опущена в ковш с металлом. При подаче во всасывающий канал 5 продувочного(инертного) газа образуется газометаллическая смесь с пониженной плотностью, которая поднимается по всасывающему каналу 5 и поступает в проточную ванну 7. Во всасывающем канале 5 газометаллическая смесь образуется как за счет поступления в расплав продувочного газа, так и за счет зарождения пузырьков в объеме расплава из-за понижения давления над расплавом. В проточной ванне 7 смесь освобождается от газа и металл под действием веса стекает обратно в ковш по сливному каналу 6. Этим обеспечивается создание контура циркуляции расплава в ковше и вакууматоре. При этом регулярное сужение каналов 5 и 6 в направлении циркуляции потоков расплава приводит к непрерывному повышению скорости движения циркуляционных потоков в этих каналах. Увеличение размера газовых пузырьков по мере их всплытия в регулярно уменьшающемся объеме всасывающего канала 5 приводит к возникновению микроциркуляций расплава из-за вытеснения из межпузырькового пространства микрообъемов расплава укрупняющимися газовыми пузырьками. В результате поток газометаллической смеси структурируется с возникновением слоистой структуры потока с чередующимися слоями большей и меньшей газонасыщенности расплава. Это приводит к возникновению пульсаций давления на выходе из всасывающего канала 5 и формированию в проточной камере 7 над выходом из канала 5 пульсирующего буруна, размеры которого изменяются с частотой пульсаций. В свою очередь, пульсации буруна индуцируют развитие волн на поверхности расплава в проточной ванне. В связи с тем, что пульсации давления во всасывающем канале 5 имеют автоколебательный характер, энергетически выгодно осуществлять боковую продувку расплава в пульсирующем режиме и в резонансе с колебаниями давления в канале 5. Для обеспечения условий резонанса длительность пульсаций должна быть равной или кратной четверти периода собственных колебаний столба расплава в канале 5. При комбинированной продувке расплава (через днище ковша и через стенку канала 5) также целесообразно вести боковую продувку в пульсирующем режиме. Ловушки в виде ряда ребер 8 или желобов 9 на боковой поверхности проточной ванны 7, выполненных по ее высоте в области волновых колебаний уровня расплава, предназначены для улавливания из буруна и гребней волн части обрабатываемого расплава, который затем стекает в капельном, пленочном и/ или струйном режиме обратно в проточную ванну 7. Это, а также волновой характер поверхности значительно повышает площадь и качество обработки расплава.
Выполнение циркуляционных каналов 5 и 6 в виде каналов, образованных между перегородкой 4 и поверхностью нижней части футерованного патрубка 3, позволяет получить максимально возможную площадь проходных сечений этих каналов и снизить вес патрубка 3. Выполнение сечения в нижней части футерованного патрубка 3 эллиптическим и расположение перегородки 4 параллельно короткому диаметру этого эллипса позволяет оптимизировать ширину перегородки 4 при минимальных гидравлических сопротивлениях в циркуляционных каналах 5 и 6. Соотношение площадей проходных сечений на торце погружной части вакууматора всасывающего (Sвс.) и сливного каналов (Sсл.), соответственно 5 и 6, Sвс.≥1,58 Sсл. определяется необходимостью обеспечения расширения зоны всасывания расплава в канал 5 и повышения кинетической энергии струи расплава на выходе из сливного канала 6. Указанное соотношение площадей также определяет диапазон углов наклона перегородки к оси вакууматора, которое составляет 13-21o. Меньшее или большее значение этих параметров - нецелесообразны, поскольку или затрудняется продувка и снижается скорость гомогенизации расплава, или значительно повышаются гидравлические сопротивления в вакууматоре.
Выполнение (в вариантах) перегородки 4 с винтовой закруткой позволяет с одной стороны, повысить время контакта продувочного газа с расплавом металла во всасывающем канале 5 и увеличить время прохождения расплавом зоны зарождения пузырьков, а с другой - и сообщить восходящим и нисходящим потокам в каналах 5 и 6 дополнительный вращательный импульс, что повышает их кинетическую энергию. Это позволяет улучшить турбулентное перемешивание расплава в проточной ванне 7 и снизить время гомогенизации расплава в металлургической емкости 1. Следует отметить, что по мере ускорения восходящего циркуляционного потока в канале 5 давление в нем падает, что способствует зарождению газовой фазы и повышению эффективности обработки.
Выполнение нижнего среза погружной части вакууматора в виде одностороннего 10 или двустороннего 11 скоса с углом, составляющим не более 45o, и расположение вершины скоса на нижнем торце перегородки обеспечивает расширение (по высоте скосов) влияния зон всасывания и излива вакууматора на расплав в металлургической емкости.
Выполнение нижнего среза погружной части вакууматора двухступенчатым с косым срезом ступеней 13 и 14, разделенных поверхностью перегородки, позволяет рационально организовать распределение циркуляционных потоков в металлургической емкости, при этом всасывание расплава осуществляется с верхнего уровня металлургической емкости, а слив осуществляется на нижние уровни. Кроме того, косые, противоположно направленные срезы на торце футерованного патрубка 3 в области всасывающего и сливного каналов 5 и 6 позволяют, с одной стороны - расширить зону всасывания, а с другой - расширить область воздействия на расплав в металлургической емкости струи обработанного расплава, истекающей из вакууматора за счет ее частичного разворота в направлении наклона косого среза.
Целесообразно, чтобы в рабочем положении вакууматор был ориентирован таким образом, чтобы любая прямая, соединяющая центры всасывающего и сливного каналов пересекала ось металлургической емкости, а сливной канал располагался у ее стенки. Такое положение вакууматора при работе позволяет снизить вероятность образования застойных зон в металлургической емкости. Кроме того, целесообразно, чтобы при работе верхняя кромка перегородки была расположена на глубине от поверхности расплава, составляющей 50-300 мм. При меньшем или большем значении этого параметра эффективность обработки расплава резко снижается из-за нарушения циркуляции.
Предложенное изобретение, не усложняя существующую технологию, позволяет повысить эффективность вакуумной обработки и повышает качество металла.


Изобретение относится к черной металлургии, в частности к вакуумной внепечной обработке жидкого металла. Технический результат - повышение эффективности вакуумной обработки и качества металла. Согласно способу в процессе вакуумной обработки обеспечивают повышение интенсивности массообмена путем турбулентного перемешивания и формирования волновой поверхности расплава в проточной ванне вакууматора. Повышают кинетическую энергию струи обработанного металла на выходе из вакууматора за счет ускорения циркуляционных потоков расплава в регулярно сужающихся в направлении циркуляции всасывающем и сливном каналах, сформированных внутренней поверхностью погружной части вакууматора и примыкающей к ней перегородкой. Продувка расплава газом может быть боковой и комбинированной. Рекомендовано вести боковую продувку в пульсирующем режиме. Обеспечивают пульсирующий режим ввода газометаллической смеси в проточную ванну, осуществляют закрутку потоков расплава в сужающихся каналах. В устройстве погружная часть вакууматора выполнена с конусной внутренней поверхностью, на которой закреплена продольная наклонная перегородка с образованием сужающихся (в направлении циркуляции) всасывающего и сливного циркуляционных каналов. Угол наклона перегородки к оси вакууматора может составлять 13-21o. Проходное сечение в нижнем срезе погружной части вакууматора может быть выполнено в виде эллипса. Перегородка расположена параллельно короткому диаметру этого эллипса. Перегородка может быть выполнена винтовой, нижний срез погружной части вакууматора - фасонным в виде одностороннего или двустороннего скоса с вершиной скоса, расположенной на нижнем торце перегородки, и углом скоса не более 45o. 2 с. и 18 з.п. ф-лы, 9 ил.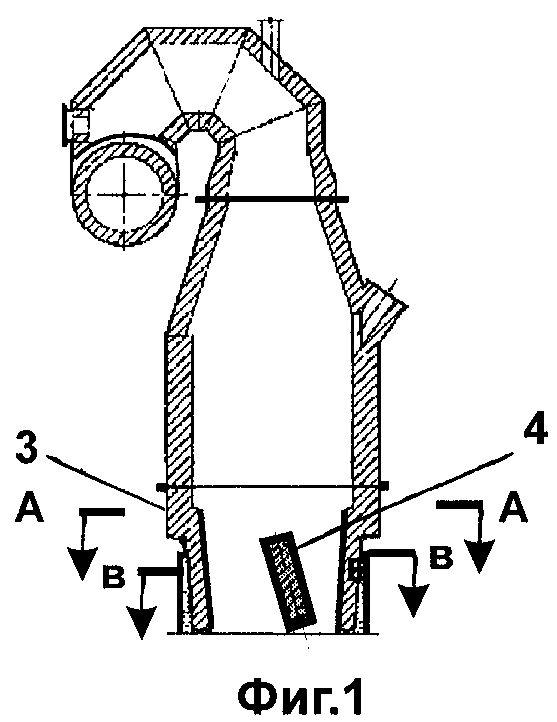
| ПОВОЛОЦКИЙ А.Я | |||
| и др | |||
| Внепечная обработка стали | |||
| - М.: МИСиС, 1995, с.86-89 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| Способ пластики мягких тканей при одномоментной установке дентальных имплантатов и постоянных индивидуальных абатментов в условиях тонкого биотипа десны | 2018 |
|
RU2676458C1 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО СУШИЛКИ ДЛЯ РУЛОННЫХ МАТЕРИАЛОВ | 0 |
|
SU297850A1 |
| УСТАНОВКА ДЛЯ РАФИНИРОВАНИЯ ЖИДКОЙ СТАЛИ ПРИ ПРОИЗВОДСТВЕ СВЕРХНИЗКОУГЛЕРОДИСТОЙ СТАЛИ И СПОСОБ РАФИНИРОВАНИЯ ЖИДКОЙ СТАЛИ | 1996 |
|
RU2150516C1 |
| Способ получения сталей с низким содержанием углерода | 1984 |
|
SU1484297A3 |
| Способ циркуляционного вакуумирования стали | 1980 |
|
SU899665A1 |

