Изобретение относится к турбомашиностроению и может быть использовано в газотурбинных установках (ГТУ) и в авиационных газотурбинных двигателях (ГТД), в частности в вентиляторах ГТД для замены поврежденных лопаток ротора без демонтажа его из корпуса.
Известен способ замены рабочих лопаток, основанный на равенстве статических моментов (статмоментов) удаляемой и устанавливаемой лопаток.
Применительно к рабочим лопаткам вентилятора, значения статмоментов которых имеют разброс от нескольких сотен до нескольких тысяч грамм.сантиметров (г.см), использование этого способа ограничено даже в условиях завода-изготовителя, так как подбор резервных лопаток должен производиться по статмоменту с точностью от нескольких единиц до нескольких десятков г.см в зависимости от допустимого количества заменяемых лопаток. Способ этот позволяет замену ограниченного числа лопаток, так как чем больше количество заменяемых лопаток, тем больше отличия возникают по дисбалансу ротора в сравнении с векторами исходного дисбаланса ротора.
За прототип выбран способ, допускающий замену любого числа рабочих лопаток вентилятора газотурбинного двигателя, состоящий в разработке вентилятора для обеспечения доступа к рабочим лопаткам, демонтаже поврежденных лопаток и установке на их месте резервных лопаток с последующей сборкой вентилятора.
Целью изобретения является снижение трудоемкости и повышение уровня эксплуатационной технологичности вентилятора ГТД за счет обеспечения возможности в эксплуатационных условиях производить замену любого числа поврежденных лопаток ротора, который не демонтируется из своего корпуса, при этом подбор лопаток по статмоменту может производиться при многократном расширении допуска (в сравнении со способом-аналогом) на разность между статмоментами между каждой поврежденной и устанавливаемой на ее место резервной лопатками с сохранением векторов исходного дисбаланса ротора.
Одной из частых и опасных ситуаций при эксплуатации авиационных ГТД является попадание в проточную часть двигателя посторонних предметов или птиц, в результате чего чаще всего повреждаются лопатки вентилятора. Обнаруживают повреждения обычно с помощью эндоскопов, которые заводят через специальные лючки. При разрушении лопаток двигатель направляется на ремонтный завод для разборки, дефектации деталей и восстановления его. При повреждении лопаток без изменения их массы (забоины, трещины, надрывы, деформации пера) в зависимости от числа поврежденных лопаток возможны два решения. Если число поврежденных лопаток не превышает нормированного количества, например по 5 штук на ступень, то лопатки заменяются в условиях эксплуатации по способу, указанному как аналог. Если число поврежденных лопаток превышает норму, то двигатель направляется на ремонтный завод, где вентилятор восстанавливают. Предложенный же способ позволяет заменять в условиях эксплуатации любое количество поврежденных лопаток вплоть до всех лопаток всех ступеней без демонтажа ротора вентилятора и без его балансировки, так как при демонтаже ротора объем переборочных работ многократно увеличивается, а двигатель должен пройти стендовое испытание.
В заводских условиях общепринятым способом восстановления вентилятора в случае повреждения большого числа рабочих лопаток является следующий цикл работ: демонтируют вентилятор с двигателя и разбирают его в объеме, необходимом для демонтажа ротора, подбирают резервные лопатки и устанавливают их взамен поврежденных, динамически балансируют ротор и монтируют его в корпус вентилятора, после чего собирают двигатель и проводят его стендовые приемно-сдаточные испытания.
В отличие от заводских условий для реализации всех известных способов замены поврежденных лопаток в условиях эксплуатирующих организаций выполняют работы в объеме, необходимом для демонтажа рабочих лопаток, например, отстыковывают верхнюю часть корпуса по горизонтальному разъему, после чего демонтируют поврежденные и устанавливают на их места резервные лопатки, затем собирают вентилятор. Этот порядок действий над объектом сохраняется и в предложенном способе, однако действия над поврежденными и резервными лопатками существенно отличаются от известных.
Сущность изобретения состоит в следующем. Выполняют работы в три последовательных этапа.
На первом этапе обеспечивают доступ к поврежденным рабочим лопаткам вентилятора, наносят на перьях лопаток номера соответствующих пазов диска, демонтируют поврежденные лопатки с ротора, демонтируют по очереди каждый балансировочный груз, предварительно пометив на роторе место его установки, и после взвешивания устанавливают грузы на прежние места, записав их массы и места установки на роторе.
На втором этапе подбираются резервные лопатки по высотам перьев, заданной разночастотности и по статмоментам при расширении в 5-10 раз допуска на разность статмомента между поврежденной и резервной лопатками. Далее работы выполняют на другом экземпляре данного типа ротора, это может быть технологический или забракованный ротор вентилятора, который в дальнейшем будем именовать (РТ) в отличие от штатного ротора вентилятора (РВ).
На РТ демонтируют лопатки из дисковых пазов, номера которых соответствуют поврежденным лопаткам, устанавливают в освободившиеся пазы соответствующие поврежденные лопатки, демонтируют с РТ все балансировочные грузы и устанавливают на нем такие же грузы, что и на РВ по массам и угловым положениям, балансируют РТ, устраняя дисбалансы технологическими грузами, например пластилином или воском. Не снимая указанных технологических грузов, заменяют поврежденные лопатки на соответствующие подобранные резервные лопатки и вновь балансируют РТ, устраняя дисбалансы установкой новых и корректировкой по массе прежних штатных балансировочных грузов, помечая, например, новые грузы красной краской, а измененные по массе прежние грузы синей краской, демонтируют с РТ помеченные грузы, записывая места их установки на РТ, демонтируют с РТ резервные лопатки.
Таким образом, на РТ определяют дисбалансы, вносимые заменой лопаток, и систему балансировочных грузов, устраняющих эти дисбалансы. Результаты этой работы определяются с большой точностью, что обеспечивает сохранение векторов исходных дисбалансов РВ без изменений.
На третьем этапе монтируют на РВ подобранные резервные лопатки, добавляют новые балансировочные грузы, помеченные красной краской и заменяют часть прежних грузов на новые помеченные синей краской. При необходимости удаляют отдельные прежние грузы, в которых корректировка по массе выполнена до нуля.
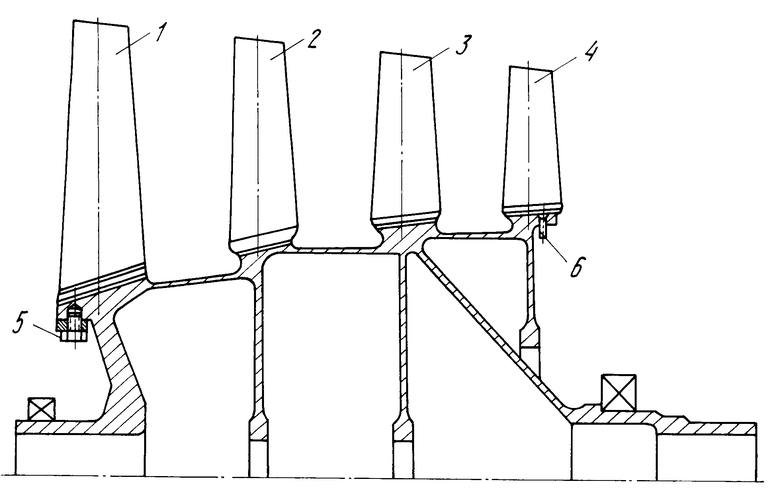
На фиг. 1 приведена схема ротора вентилятора, на которой позициями 1, 2, 3, 4 показаны рабочие лопатки I.IV ступеней, соответственно, а позициями 5, 6 балансировочные грузы, каждый из которых может быть доработан с целью уменьшения его массы.
На фиг. 1 приведена схема ротора вентилятора современного ГТД, установленного на самолете МИГ-29. Согласно действующей документации, на вентиляторе допускается замена не более 5 лопаток на каждой ступени по способу, изложенному в аналоге, при этом изменение дисбаланса ротора может составлять (50-80) г. см. Основные трудности при реализации используемого способа это точный подбор резервных лопаток по статмоментам.
При повреждении более 5 лопаток на ступень двигатель снимается с эксплуатации и направляется на ремонтный завод.
При использовании предложенного способа исключаются трудности подбора лопаток по статмоменту, снимается ограничение на количество лопаток, которые можно заменить, а следовательно, большее число двигателей можно восстанавливать в условиях эксплуатации. Изменение исходного дисбаланса ротора вентилятора в данном случае не зависит от числа замененных лопаток и составляет 10 г.см в плоскости каждой опоры ротора.
Технико-экономические показатели предложенного способа опрееляются резким сокращением числа ГТД, направляемых на ремонтные заводы для восстановления двигателя. Способ исключает не нормируемые операции подбора лопаток по статмоменту, заменяя эту процедуру четкими и простыми действиями над объектом. Способ прост, надежен и не требует для реализации сложного оснащения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕНЫ КОМПЛЕКТА РАБОЧИХ ЛОПАТОК СТУПЕНИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2099541C1 |
| СПОСОБ ЗАМЕНЫ РАБОЧИХ ЛОПАТОК ОСЕВОГО КОМПРЕССОРА | 1992 |
|
RU2013568C1 |
| Способ сборки и балансировки высокооборотных роторов и валопроводов авиационных газотурбинных двигателей и газоперекачивающих агрегатов | 2022 |
|
RU2822671C2 |
| СПОСОБ РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1994 |
|
RU2069847C1 |
| СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ), СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ПАРТИИ, ПОПОЛНЯЕМОЙ ГРУППЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ | 2013 |
|
RU2555932C2 |
| СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ), СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ПАРТИИ, ПОПОЛНЯЕМОЙ ГРУППЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ | 2013 |
|
RU2555922C2 |
| УСТРОЙСТВО ДЛЯ КОНВЕКТИВНОГО ОХЛАЖДЕНИЯ ДЕТАЛЕЙ ТУРБИНЫ | 1990 |
|
RU2009331C1 |
| Рабочее колесо ротора компрессора газотурбинного двигателя | 2018 |
|
RU2682217C1 |
| РОТОРНАЯ МАШИНА (ЕЕ ВАРИАНТЫ) | 1989 |
|
RU1828166C |
| СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ), СПОСОБ КАПИТАЛЬНОГО РЕМОНТА ПАРТИИ ПОПОЛНЯЕМОЙ ГРУППЫ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОТРЕМОНТИРОВАННЫЙ ЭТИМ СПОСОБОМ | 2013 |
|
RU2555937C2 |
Использование: в турбомашиностроении, в частности в способах замены поврежденных лопаток ротора вентилятора газотурбинного двигателя. Сущность изобретения: способ замены поврежденных лопаток ротора вентилятора газотурбинного двигателя без демонтажа ротора предусматривает точное определение и устранение дисбаланса, возникающего при замене поврежденных лопаток ротора. 1 ил.
СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННЫХ ЛОПАТОК РОТОРА ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, состоящий в разборке вентилятора для обеспечения доступа к рабочим лопаткам, демонтаже поврежденных и установка на их место резервных лопаток с последующей сборкой вентилятора, отличающийся тем, что перед разборкой поврежденных лопаток их помечают номерами, соответствующими пазам дисков, а после их разборки демонтируют балансировочные грузы, определяют их массы и места установки, подбирают резервные лопатки по заданным статмоментам и параметрам, затем на аналогичном технологическом роторе демонтируют лопатки из пазов дисков, соответствующих поврежденным лопаткам, устанавливают в освободившиеся пазы соответствующие поврежденные лопатки, демонтируют с технологического ротора все балансировочные грузы, а затем устанавливают на него балансировочные грузы ротора, балансируют технологический ротор, устраняя дисбаланс технологическими грузами, после чего заменяют поврежденные лопатки на подобранные резервные лопатки и повторно балансируют технологический ротор, устраняя дисбалансы постановкой новых штатных грузов и корректировкой по массе прежних грузов, определяют массы и места установки добавляемых и скорректированных грузов, демонтируют с технологического ротора резервные лопатки и балансировочные грузы для установки их на соответствующие места ротора вентилятора.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
