Изобретение относится к электронной технике, более конкретно к способу изготовления слабопроникающих контактов интегральных микросхем на кремнии с мелкозалегающими р-n-переходами и особенно в тех случаях, когда требуется высокая термическая стабильность контактов и воспроизводимость их электрических параметров в условиях формирования высокотемпературной металлизации кремниевых интегральных схем.
Известны способы изготовления слабопроникающих термостабильных контактов полупроводниковых приборов и ИС на кремнии [1, 2] в которых используют многослойные структуры, содержащие контактный слой на основе силицида металла платиновой группы (Pd, Pt), диффузионно-барьерный слой нитрида тугоплавкого металла и верхний токопроводящий слой Al.
Основным недостатком указанных способов является то, что при создании контактов проводят многостадийный, поэтапный процесс формирования вначале контактного слоя силицида путем нанесения и последующего отжига пленки металла платиновой группы, затем процесс нанесения пленки нитрида тугоплавкого металла с целью формирования диффузионного барьера и, наконец, нанесение токопроводящего слоя Al.
Наиболее близким по технической сущности к предложенному является способ [3] в котором технологический цикл изготовления многослойных контактных структур сокращен за счет совмещения (интеграции) процессов формирования контактного и диффузионно-барьерного слоев, что достигается путем нанесения в вакууме и отжига в вакууме или нейтральной среде на подложке Si пленки сплава Pd и тугоплавкого металла, образующего с Pd твердый раствор. В процессе отжига подложки в пленке сплава происходит процесс так называемого "фазового расслоения" (ФР): в первоначально однородной по структуре и составу пленке в результате ее взаимодействия с кремниевой подложкой возникают два фазовыраженных слоя, а именно переходный слой Pd2Si, образующий с подложкой собственно контакт, и диффузионно-барьерный слой (ДБС) на основе тугоплавкого металла.
Недостатком известного способа [3] выбранного нами в качестве прототипа заявляемого изобретения, является низкая термическая и временная стабильность ДБС. Это приводит к тому, что на последующих после изготовления контактов стадиях высокотемпературной обработки ИС (например, операция планаризации и уплотнения межуровневого диэлектрика, производимая при температуре Т 600-850оС) происходит интенсивная диффузия атомов Si сквозь диффузионно-барьерный слой и, соответственно, деградация электрических параметров контактов. Известно, что ряд тугоплавких металлов (например, Ti, Ta, Nb) наряду с W являются высокоэффективными диффузионно-барьерными материалами, однако их использование в интегрированных по способу [3] процессах формирования контактов затруднено. Причиной этого является то, что указанные металлы образуют с платиноидами термодинамически устойчивые интерметаллические соединения, что, в свою очередь, приводит к блокировке протекания в этих сплавах процесса фазового расслоения.
Технический результат, полученный в изобретении, повышение термической стабильности металлизации ИС на кремнии.
Результат достигается тем, что на кремниевую подложку, маскированную диэлектриком со вскрытыми в нем окнами к активным областям, наносят пленку сплава, содержащего 20-50 ат. Со и 80-50 ат. Ti, методом ионно-плазменного распыления в смеси инертного газа и N2 при содержании N2 8-20 ат. затем проводят отжиг подложки с нанесенной на нее пленкой сплава при температуре 750-900оС в течение 20-30 мин, после чего формируют токопроводящий слой Аl.
Новизна заявляемого изобретения обуславливается тем, что, в отличие от известного способа [3] в качестве контактного материала используется сплав Со с тугоплавким металлом Ti, который образует с Со при стандартных условиях нанесения пленки сплава интерметаллические соединения (а не только твердый раствор, как это необходимо для реализации способа [3]), вследствие чего реакционного разделения фаз, как указывалось выше, в такой системе не происходит. Чтобы препятствовать возникновению интерметаллидов, при нанесении пленки сплава Со-Ti в состав рабочего газа вводится N2. Это приводит к тому, что на последующей стадии формирования контактов высокотемпературного отжига реализуется процесс фазового расслоения с образованием контактного переходного слоя на основе СоSi2 и более эффективного, чем в [3] диффузионно-барьерного слоя на основе термодинамически устойчивого соединения TiN (в [3] ДБС формируется на основе тугоплавкого металла). В то же время Со не образует с N2 каких-либо соединений и растворимость N2в Со пренебрежимо мала.
Известен способ [3] изготовления многослойной контактной системы, содержащей контактный и диффузионно-барьерный слои, в едином (интегрированном) технологическом процессе. Известен также способ формирования диффузионно-барьерных слоев на основе нитридов тугоплавких металлов [1, 2] Тем не менее легирование сплава Со-Ti азотом в заявляемом решении направлено на выполнение новой для N2 функции (исключить возможность образования интерметаллидов в системе Со-Ti, осуществить процесс фазового расслоения и одновременно сформировать ДБС на основе соединения нитрида тугоплавкого металла), которая не вытекает с очевидностью из его известных свойств. В науке и технике совместного использования данных отличительных признаков в заявляемой совокупности связей не обнаружено.
Выбор исходной толщины пленки сплава, концентрации ингредиентов в нем, а также состава рабочего газа для проведения процесса реактивного ионно-плазменного распыления был обусловлен следующим.
Толщина пленки сплава составляла 150-250 нм и выбиралась исходя из необходимости создания расчетной протяженности диффузионно-барьерного и контактного силицидного слоев после завершения в пленке процесса реакционного разделения фаз (при заданной концентрации ингредиентов).
Концентрация ингредиентов сплава выбиралась из необходимости получения заданного соотношения протяженностей диффузионно-барьерного и контактного силицидного слоев. Уменьшение концентрации Со < 20% приводит к образованию в ходе процесса ФР несплошного слоя силицида кобальта, а затем к деградации электрофизических параметров контактов. С другой стороны, превышение концентрации Со > 50% приводит к образованию в ходе процесса ФР слишком тонкого диффузионно-барьерного слоя на основе TiN, который оказывается неспособным выполнять свои функции.
Концентрация азота в рабочем газе выбиралась таким образом, чтобы связать в соединение TiNх как можно большую часть Ti, входящего в состав получаемой пленки сплава, тем самым предотвратить образование интерметаллических соединений СохТiy и освободить Со для взаимодействия с S1 с образованием СоSi2, а также получить при этом наиболее эффективный диффузионный барьер.
Выбор температуры отжига в указанном выше диапазоне обусловлен существованием температурной области реализации эффекта "фазового расслоения" в пленках сплава, используемого в заявляемом способе. При более низких температурах не удается сформировать контактную систему за счет интегрированного процесса реакционного разделения фаз. При более высоких температурах имеет место неконтролируемое взаимодействие ингредиентов сплава с полупроводниковой подложкой, сопровождаемое деградацией электрических параметров контакта. Конкретное время отжига пленки сплава в процессе изготовления контактов с использованием заявляемого способа зависит в общем случае от состава (т. е. от концентрации ингредиентов) и толщины пленки. В свою очередь, указанное время может быть оценено эмпирически по признаку завершенности процесса фазового расслоения и проконтролировано с использованием известных методов инструментального исследования контактных систем (например, метода рентгеновского фазового анализа, Оже-спектроскопии, снятия ВАХ-контактов и др.).
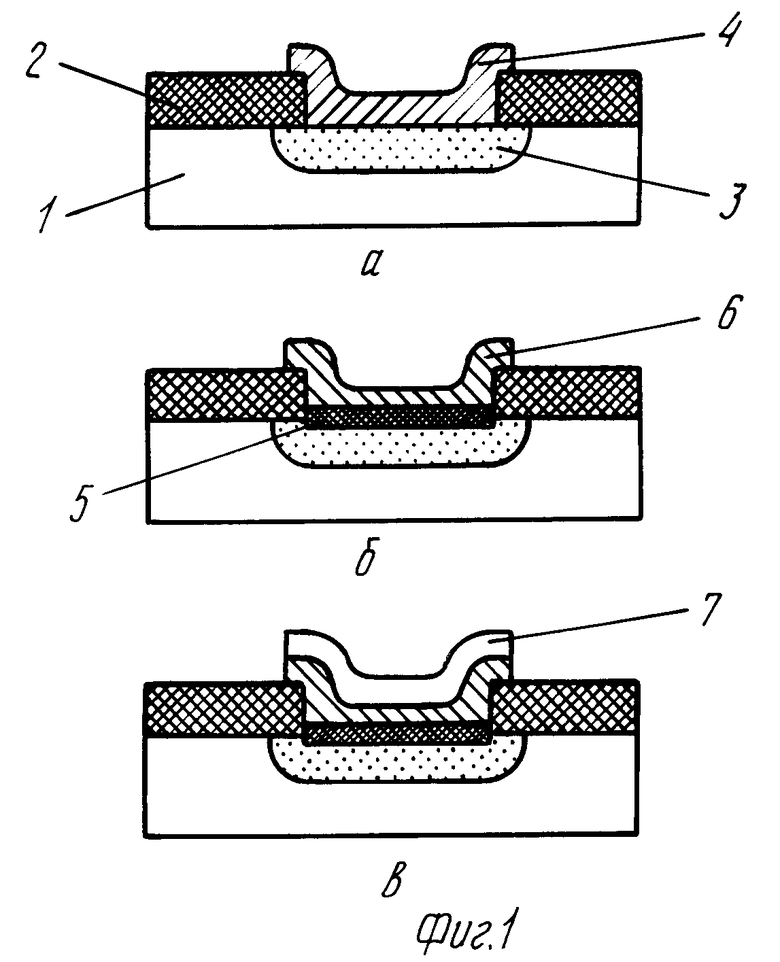
На фиг. 1 представлена последовательность технологических операций, иллюстрирующая сущность изобретения.
Согласно изобретению, способ изготовления термостабильных контактов полупроводниковых приборов и интегральных схем включает ряд стадий (фиг. 1):
1. Нанесение (методом ионно-плазменного распыления в среде, содержащей N2) на поверхность полупроводниковой подложки (Si) 1, локально маскированной диэлектрической пленкой (Si02, Si3N4) 2 и содержащей активные области 3, к которым должен быть осуществлен контакт, пленки 4 сплава Со-Тi, содержащей в качестве легирующего компонента азот (фиг. 1, а);
2. Отжиг подложки с нанесенной на ее поверхность пленкой сплава, в результате чего в первоначально однородной по структуре и фазовому составу пленке сплава образуются две фазовыраженные области (фиг. 1, б), а именно: переходный контактный слой 5 силицида CoSi2, который образует с подложкой выпрямляющий или невыпрямляющий контакт, и диффузионно-барьерный слой 6, образующийся поверх контактного слоя силицида и состоящий в основном из химического соединения TiNx;
3. Нанесение верхнего токопроводящего слоя Al 7 на поверхность сформированной контактной структуры TiNx(CoSi2)Si (фиг. 1, в).
Предлагаемый способ изготовления термостабильных контактов кремниевых микросхем реализован следующим образом.
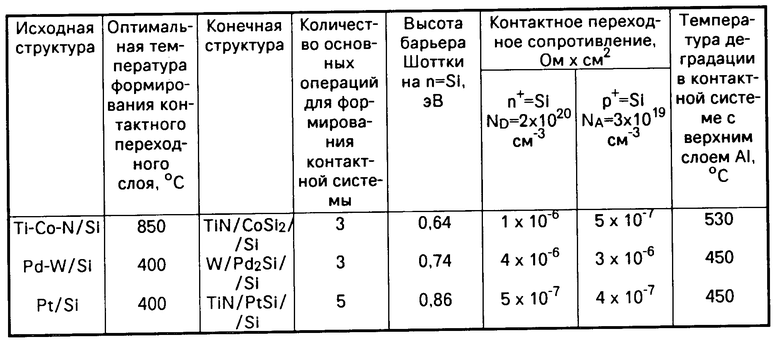
В качестве исходных тестовых структур, использованных для формирования выпрямляющих контактов (контактов с барьером Шоттки), были взяты пластины Si КЭФ-0,01, на поверхность которых с использованием известных способов эпитаксии, термического окисления и литографии был вначале выращен эпитаксиальный слой n Si с концентрацией ND 5 х 1015 см-3 (ρv= 1 Ом х см), затем получена пленка термического окисла SiO2 (толщиной d 0,3 мкм), после чего в слое окисла были вскрыты контактные окна (площадь окон 400-40000 мкм2).
Для измерения характеристик омических контактов использовались структуры с "ячейкой Кельвина", где концентрация примеси в сформированном ионной имплантацией диффузионном резисторе была в случае p+ Si NA 3 x 1019 см-3, в случае n+ Si ND 2 х 1020 см-3.
Непосредственно перед нанесением пленки сплава пластины проходили стандартное финишное освежение в буферном травителе, содержащем HF, для удаления следов естественного окисла с поверхности Si внутри контактных окон.
Нанесение сплава Со-Ti-N с заданной концентрацией ингредиентов осуществлялось методом реактивного ионно-плазменного распыления мозаичной мишени Со-Ti в смеси Ar + N2 на установке УРМ 3.279.026, оснащенной турбомолекулярным насосом.
Режимы процесса нанесения пленок сплава:
Давление остаточных газов
в рабочей камере
установки не выше 6,5х10-4 Па
Давление рабочего
газа (Ar + N2) 6,5х10-1 Па
Напряжение на мишени 500 В
Ток мишени 1-2 А
Скорость нанесения пле-
нок сплава 2-2,5  /с.
/с.
Отжиг структур с нанесенной пленкой сплава Со-Тi-N осуществлялся в вакууме Р < 1,3 х 10-3 Па в диапазоне 750-900оС с использованием печи резистивного нагрева, время отжига составляло 20-30 мин.
Нанесение верхнего токопроводящего слоя Al толщиной 0,6 мкм в случае изготовления структур с выпрямляющими и невыпрямляющими контактами и 500  в случае изготовления образцов для исследования методом рентгеновской фотоэлектронной спектроскопии осуществлялось в установке магнетронного распыления "Оратория-5". Режимы процесса напыления соответствовали стандартному маршруту металлизации ИС.
в случае изготовления образцов для исследования методом рентгеновской фотоэлектронной спектроскопии осуществлялось в установке магнетронного распыления "Оратория-5". Режимы процесса напыления соответствовали стандартному маршруту металлизации ИС.
Для формирования топологического рисунка контактной системы, полученной заявляемым способом, использовался метод обратной (взрывной) литографии. Для контроля завершенности процесса фазового расслоения применялись методы рентгеновского дифракционного анализа (дифракция на отражение по Бреггу-Брентано) на установке ДРОН-2, профильного анализа на установке рентгеновской фотоэлектронной спектроскопии (РФЭС) ESCALAB-5, а также метод снятия ВАХ контактов. При этом неизменность распределения элементов по глубине при РФЭС-анализе, а также стабилизация вида рентгеновских дифрактограмм или неизменность электрофизических характеристик контактов на уровне оптимальных для образцов, прошедших вакуумный отжиг при различных временах, свидетельствовало о завершении в пленке сплава процессов взаимодействия с подложкой.
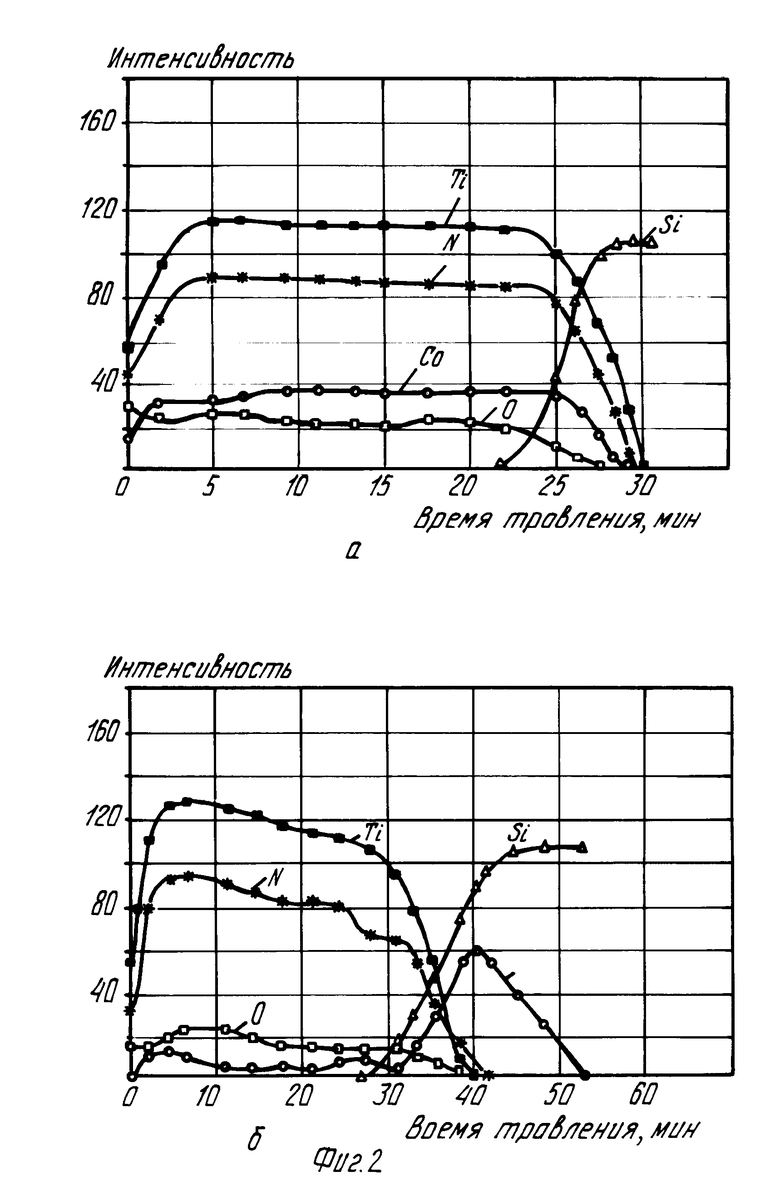
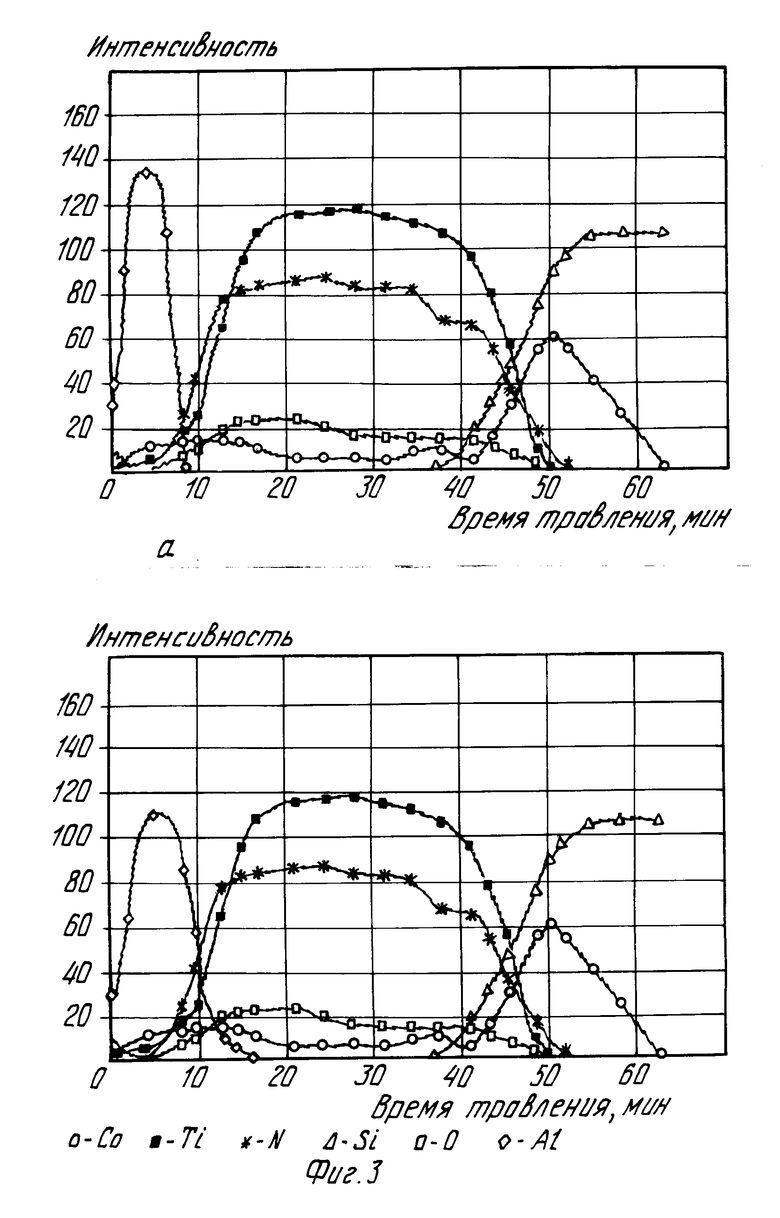
На фиг. 2, а и б, представлены типичные результаты профильного РФЭС-анализа для контактной системы на основе сплава Со-Ti-N до и после отжига при 850оС в течение 20 мин соответственно. Проведенные эксперименты подтвердили, что введение азота в состав контактного материала позволяет реализовать процесс фазового расслоения в сплаве Со-Ti, что выражается на РФЭС-профиле резким увеличением концентрации Со на границе раздела сплав-кремний (рис. 2, б). Исследования образцов методом рентгеновского дифракционного анализа подтвердили образование фаз СоSi2 и ТiN. На фиг. 3, а и б, приведены РФЭС-профили контактной системы Al/Co-Ti-N/Si, где структура Со-Ti-N/Si была подвергнута отжигу при 850оС продолжительностью 20 мин, соответственно, до и после термической обработки при 510оС в течение 60 мин. Сравнение приведенных результатов показывает, что за 60 мин отжига при Т 510оС происходит незначительное проникновение Al сквозь диффузионный барьер. Однако увеличение продолжительности отжига не приводит к видимому увеличению этой глубины. Это свидетельствует о том, что диффузионно-барьерный слой достаточно хорошо выполняет свою функцию.
Электрофизические свойства выпрямляющих и невыпрямляющих контактов на основе сплава Со-Ti-N и контактов, полученных на основе материалов, взятых нами за прототип, представлены в таблице. Анализ приведенных в таблице и на рис. 2 и 3 результатов указывает на то, что заявляемый способ позволяет получить контакты кремниевых ИС, обладающие повышенной термической стабильностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНЫХ СВЧ ТРАНЗИСТОРНЫХ СТРУКТУР СО СТАБИЛИЗИРУЮЩИМИ ЭМИТТЕРНЫМИ РЕЗИСТОРАМИ | 1991 |
|
RU2024994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ КОМПОНЕНТОВ СВЧ-МОЩНЫХ ТРАНЗИСТОРНЫХ МИКРОСБОРОК | 1991 |
|
RU2017271C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1994 |
|
RU2074429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНЫХ ТЕНЗОПРЕОБРАЗОВАТЕЛЕЙ | 1994 |
|
RU2076395C1 |
| СПОСОБ ПРОИЗВОДСТВА РАСПЫЛЯЕМЫХ МИШЕНЕЙ ИЗ ЛИТЫХ ДИСИЛИЦИДОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2356964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОМИЧЕСКИХ КОНТАКТОВ | 1987 |
|
SU1823709A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНФИГУРАЦИИ ЭЛЕМЕНТОВ КРЕМНИЙСОДЕРЖАЩИХ СЛОЕВ | 1992 |
|
RU2057204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОМИЧЕСКОГО КОНТАКТА С НИЗКИМ УДЕЛЬНЫМ СОПРОТИВЛЕНИЕМ К ПАССИВИРОВАННОЙ НИТРИД-ГАЛЛИЕВОЙ ГЕТЕРОСТРУКТУРЕ НА КРЕМНИЕВОЙ ПОДЛОЖКЕ | 2020 |
|
RU2748300C1 |
| ТЕРМОМЕТР СОПРОТИВЛЕНИЯ | 1993 |
|
RU2069324C1 |
| МИКРОНАГРЕВАТЕЛЬ | 1998 |
|
RU2170992C2 |
Использование: изобретение относится к электронной технике, в частности к технологии изготовления термостабильных слабопроникающих контактов кремниевых интегральных микросхем. Сущность изобретения заключается в том, что на кремниевую подложку, маскированную диэлектриком со вскрытыми в нем контактными окнами к активным областям, наносятся пленка сплава, содержащего 20 - 50 ат.% Со и 80 - 50 ат.% Ti. Нанесение пленки проводят методом ионно-плазменного распыления в смеси инертного газа и N2 при содержании N2 8 - 20 ат. % . Затем проводят отжиг подложки с нанесенной на нее пленкой сплава при температуре 750 - 900°С в течение 20 - 30 мин. 3 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ НА КРЕМНИИ, включающий нанесение на кремниевую подложку, маскированную диэлектриком со вскрытыми в нем окнами к активным областям, пленки сплава, содержащего тугоплавкий металл и металл из d-элементов 8 группы, отжиг подложки с нанесенной пленкой сплава, последующее нанесение токопроводящего слоя алюминия, отличающийся тем, что наносят пленку из сплава 20 50 ат. Co и 80 50 ат. Ti методом реактивного ионно-плазменного распыления в смеси инертного газа и азота при содержании последнего 8 20 об. а отжиг проводят при 750 900oС в течение 20 30 мин.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Tu K.N | |||
| Shallow and parallel silicide contacts | |||
| - J | |||
| Vac | |||
| Sci | |||
| Tec., - 1981, v.19, N 3, p.766-777. | |||
