Изобретение относится к технике прямого преобразования солнечной энергии в электрическую и может быть использовано в фотоэлектрических модулях электрической мощностью от десятков ватт до нескольких киловатт и при их изготовлении.
Известен фотоэлектрический модуль, содержащий панели солнечных элементов, которые выполнены в виде матриц, элементы крепления и соединительные элементы [1]
Недостатком известного фотоэлектрического модуля является сложность конструкции, обусловленная большим количеством соединительных элементов в системе крепления панелей и в электрических соединениях.
Наиболее близким по технической сущности к заявленному фотоэлектрическому модулю является фотоэлектрический модуль, содержащий герметизированные панели солнечных элементов, снабженные профилями с продольными пазами, в которых расположены периферические участки панелей, фиксирующие элементы, размещенные на стыках профилей, и токоотводы [2]
Недостатками известного фотоэлектрического модуля являются низкая эксплуатационная надежность, обусловленная жестким соединением панелей с профилями, и значительный вес модуля вследствие сложности конструкции фиксирующих элементов. Так, стыковка профилей смежных панелей в модуле осуществляется при помощи сложной системы соединительных узлов, состоящих из вкладышей с несколькими выступами, нескольких соединительных элементов и стыковочных блоков.
Наиболее близким по технической сущности к заявляемому способу является способ изготовления фотоэлектрического модуля, включающий изготовление панелей солнечных элементов с токоотводами, изготовление профилей с углублениями для фиксирующих элементов, размещение панелей в профилях, соединение панелей и электрическую коммутацию [3]
Недостатком известного способа является низкая производительность процесса изготовления вследствие большого количества ручных операций, связанных с необходимостью крепления большого числа различных деталей конструкции и сложностью совместной герметизации солнечных элементов в панели.
Изобретение направлено на повышение эксплуатационной надежности и снижение веса фотоэлектрического модуля при одновременном увеличении производительности процесса его изготовления.
Для достижения указанного технического результата предложен новый фотоэлектрический модуль и способ его изготовления. В заявленном фотоэлектрическом модуле, содержащем герметизированные панели солнечных элементов, снабженных профилями с продольными пазами, в которых расположены периферические участки панелей, фиксирующие элементы, размещенные на стыках профилей и токоотводы, введены прокладки из упругого материала, размещенные между панелями и стенками пазов профилей, в профилях выполнены дополнительные пазы, в которых зафиксированы токоотводы, каждый фиксирующий элемент выполнен в виде стержня с проточками и расположен в углублениях, выполненных в стенках смежных профилей, при этом проточки стержня заполнены материалом профилей, при этом предпочтительно концевые участки профилей выполнять со скосами, и совмещать скосы смежных профилей.
В предложенном способе изготовления фотоэлектрических модулей, включающем изготовление панелей солнечных элементов с токоотводами, изготовление профилей с углублениями для фиксирующих элементов, размещение панелей в профилях, соединение панелей и электрическую коммутацию, до соединения панелей с профилями дополнительно изготавливают упругие прокладки с пазами и размещают их на периферийных участках панелей, при соединении панелей размещают фиксирующие элементы в углублениях профилей и вдавливают материал стенок профилей в проточки фиксирующих элементов, а электрическую коммутацию осуществляют, размещая токоотводы в пазах профилей, при этом предпочтительно токоотводы смежных панелей коммутировать между собой после соединения панелей; а при соединении панелей их фронтальные поверхности располагать в одной плоскости.
В заявленном фотоэлектрическом модуле за счет введения прокладок из упругого материала, размещенных между панелями и стенками пазов профилей, удалось не только повысить эксплуатационную надежность за счет компенсации механических и термомеханических нагрузок на панели, но и существенно снизить вес модуля посредством уменьшения количества соединительных элементов. Этой же цели служит и выполнение каждого фиксирующего элемента в виде стержня с проточками, в которые вдавливается материал тонкостенных участков профилей, что позволяет предельно упростить систему стыковки смежных панелей. Повышению эксплуатационной надежности способствует выполнение в профилях дополнительных пазов, в которых фиксируются токоотводы, поскольку таким образом токоотводы защищаются от всевозможных внешних воздействий. Выполнение концевых участков профилей со скосами способствует снижению веса, так как при стыковке смежных профилей их скосы совмещают и фиксируют при помощи самонарезающихся винтов.
В заявленном способе, при помощи которого изготавливают фотоэлектрический модуль предложенной конструкции, перед сборкой предварительно изготавливают профили с дополнительными пазами для токоотводов и с углублениями для фиксирующих элементов и дополнительно изготавливают упругие прокладки с пазами, в которых затем размещают периферические участки панелей. После установки профилей соединение смежных панелей в модуле осуществляют, размещая в углублениях профилей стержни и вдавливая материал профилей в проточки этих стержней, что позволяет предельно упростить операцию соединения смежных панелей. Процесс коммутации токоотводов смежных панелей упрощается за счет размещения токоотводов в дополнительных пазах профилей, при этом соединение токоотводов осуществляют после стыковки панелей. Ускорению процесса сборки модуля способствует размещение фронтальных поверхностей всех панелей модуля в одной плоскости, поскольку при этом облегчается процесс совмещения смежных отверстий.
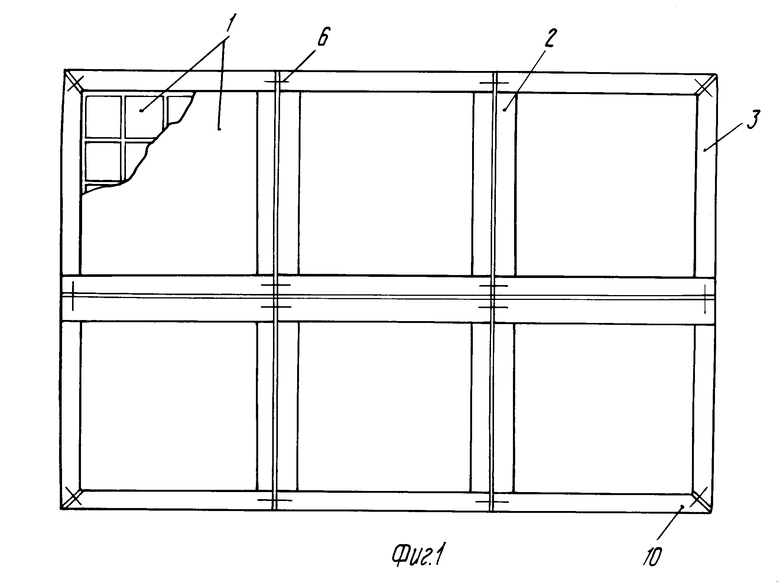
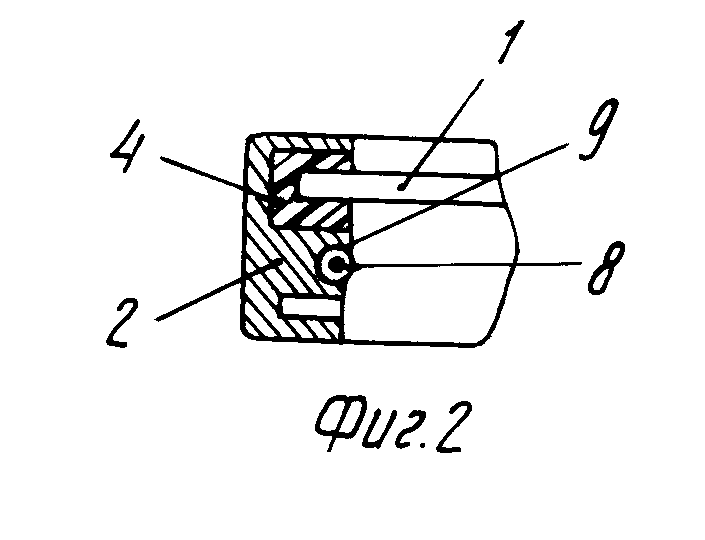
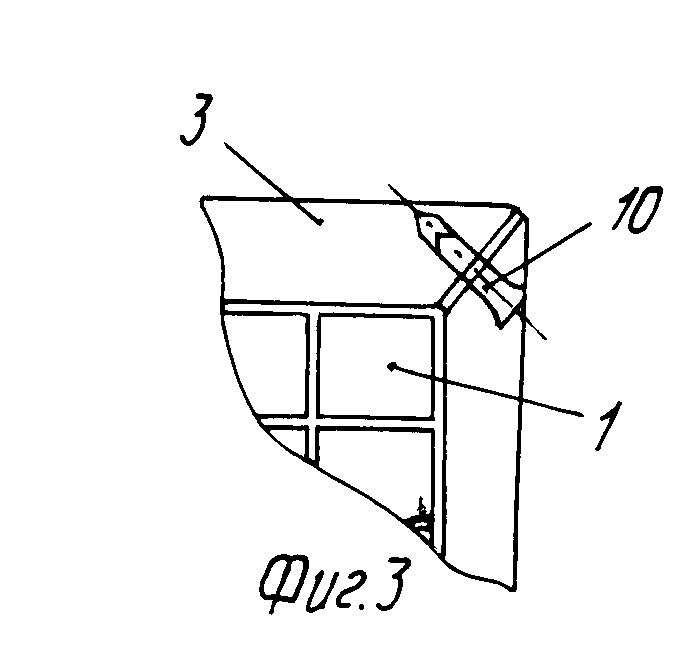
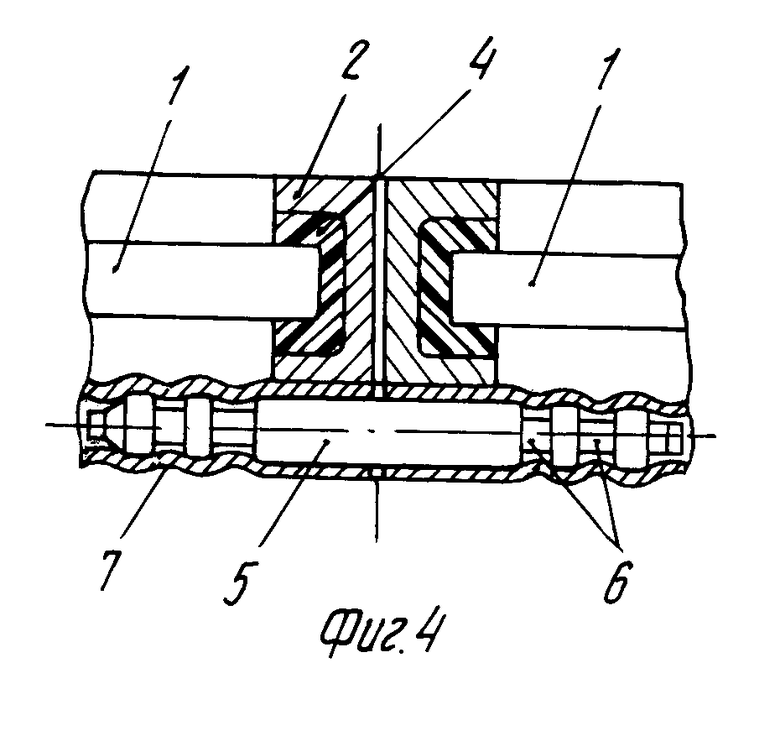
На фиг. 1 показан фотоэлектрический модуль, вид сверху; на фиг. 2 часть фотоэлектрического модуля, поперечное сечение; на фиг. 3 угловая зона фотоэлектрического модуля; на фиг. 4 соединение панелей в фотоэлектрическом модуле.
Фотоэлектрический модуль содержит панели 1 батарей солнечных элементов, профили 2 с продольными пазами, размещенные в центральной зоне модуля, профили 3 с продольными пазами, размещенные по периметру модуля, прокладки 4 из упругого материала, фиксирующие элементы, выполненные в виде стержней 5 с проточками 6, заполненными материалом тонкостенных участков профилей 7, токоотводы 8, размещенные в дополнительных пазах 9 профиля, самонарезающиеся винты 10, при помощи которых соединяются профили.
Каждая панель 1 (см. фиг. 1) состоит из набора батарей высокоэффективных солнечных элементов (обычно кремниевых), электрически соединенных параллельно или параллельно-последовательно. Профили 2, 3 изготавливают, как правило, из алюминиевых сплавов. В профилях предусмотрены участки с тонкостенными стенками 7, которые при сборке модуля вдавливают в проточки 6 стержней 5. Токоотводы 8, предназначенные для электрической коммутации панелей, зафиксированы в дополнительных пазах 9 профилей.
Пример конкретной реализации заявленного способа изготовления фотоэлектрического модуля заявленной конструкции. Изготавливали солнечные элементы из кремниевых пластин толщиной 400 мкм по стандартной технологии. Солнечные элементы коммутировали в батарею, состоящую из последовательно соединенных элементов, и затем батарею при помощи прозрачного компаунда приклеивали к плите, выполненной из кремниевого стекла. Изготавливали профили с продольными пазами, дополнительными пазами и углублениями из алюминиевого сплава АД-31. Из резины литьем изготавливали прокладки с продольными пазами, которые затем размещали на периферических участках панелей. Прокладки панелей размещали в продольных пазах профилей, при этом совмещали скосы смежных профилей и соединяли их самонарезающимися винтами. Токоотводы панелей фиксировали в дополнительных пазах профилей и фронтальные поверхности всех панелей размещали на плоскости монтажного стола. При стыковке панелей между собой в углублениях их профилей размещали стержни и затем обжимали тонкостенные участки профилей, вдавливая материал стенок профилей в проточки стержней. После соединения панелей проводили электрическую коммутацию их токоотводов.
Изготовленный фотоэлектрический модуль работает следующим образом. Освещаемую поверхность панелей 1 размещали перпендикулярно потоку солнечного излучения. Присоединяли к концевым участкам токоотводов 8 электрическую нагрузку (не указана). Солнечная энергия превращалась солнечными элементами панелей 1 в электрическую и с токоотводов 8 в полезную нагрузку поступала электрическая энергия. При всевозможных механических и термомеханических нагрузках прокладки 4 из упругого материала полностью предохраняли панели 1 от воздействия указанных нагрузок.
Заявленный фотоэлектрический модуль удобен в изготовлении, обладает повышенной эксплуатационной надежностью, при этом вес модуля более чем на 10% ниже веса известных фотоэлектрических модулей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 1994 |
|
RU2066502C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 1994 |
|
RU2066503C1 |
| КЛЕММНАЯ ПАНЕЛЬ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1991 |
|
RU2042235C1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| ПРОФИЛЬ ДЛЯ СОСТАВНОГО СОЛНЕЧНОГО МОДУЛЯ | 2004 |
|
RU2281584C1 |
| ВОДОНЕПРОНИЦАЕМАЯ КОНСТРУКЦИЯ ДЛЯ ПАНЕЛЕЙ СОЛНЕЧНЫХ БАТАРЕЙ, РАЗМЕЩАЕМЫХ НА КРЫШЕ, И ПАНЕЛЕЙ СОЛНЕЧНЫХ БАТАРЕЙ, РАЗМЕЩАЕМЫХ НА СТЕНАХ ЗДАНИЙ | 2019 |
|
RU2723428C1 |
| ТРУБКА ЗАЩИТНАЯ С ФИКСАТОРОМ И АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБКИ | 2012 |
|
RU2553972C2 |
| Фотоэлектрический тепловой модуль с составной металлополимерной конструкцией теплового абсорбера | 2019 |
|
RU2733154C1 |
| ПАНЕЛЬ СОЛНЕЧНОЙ БАТАРЕИ | 2007 |
|
RU2332750C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОЦИКЛИЧЕСКИХ ИСПЫТАНИЙ ПАНЕЛЕЙ ФОТОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 1992 |
|
RU2040076C1 |
Использование: в оптоэлектронике. Сущность изобретения: в фотоэлектрический модуль, содержащий герметизированные панели солнечных элементов, снабженные профилями с продольными пазами, в которых расположены периферические участки панелей, фиксирующие элементы, размещенные на стыках профилей, и токоотводы введены прокладки из упругого материала, размещенные между панелями и стенками пазов профилей, в профилях выполнены дополнительные пазы, в которых зафиксированы токоотводы, каждый фиксирующий элемент выполнен в виде стержня с проточками и расположен в углублениях, выполненных в стенках профилей, при этом проточки стержня заполнены материалом профилей. Концевые участки профилей могут быть выполнены со скосами, при этом скосы смежных профилей совмещены. В способе изготовления фотоэлектрического модуля, включающем изготовление панелей солнечных элементов с токоотводами, изготовление профилей с углублениями для фиксации элементов, размещение панелей в профилях, соединение и электрическую коммутацию панелей, до соединения панелей с профилями дополнительно изготавливают упругие прокладки с пазами и размещают их на периферических участках панелей, при соединении панелей размещают фиксирующие элементы в углублениях профилей и вдавливают материал стенок профилей в проточки фиксирующих элементов, а электрическую коммутацию осуществляют, размещая токоотводы в пазах профилей. Токоотводы смежных панелей коммутируют между собой после соединения панелей. При соединении панелей их фронтальные поверхности располагают в одной плоскости. 2 с. п. ф-лы, 4 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ниппельное соединение трубопроводов | 1988 |
|
SU1554507A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
