Область техники
Данное изобретение относится к защитным трубкам с фиксатором, в котором фиксаторы, форма которых обеспечивает зацепление с отверстиями панелей, прессуются как составная часть защитных трубок, содержащих электрические провода, и к аппаратам для изготовления защитных трубок с фиксатором.
Известный уровень техники
В автомобилях и тому подобных машинах устанавливают различные электрические устройства и электрические компоненты. В качестве средств передачи к этим электрическим устройствам и электрическим компонентам электрической энергии от источника энергии или управляющих сигналов от управляющих устройств применяют монтажные жгуты.
Монтажные жгуты прокладывают по панелям, образующим кузова автомобилей или тому подобных машин. Предлагалось использование различных типов монтажных жгутов, которые снабжены зажимами для проводов, вставляемыми в крепежные отверстия панелей (см. документ PTL 1-3).
Вышеупомянутый монтажный жгут снабжен защитной трубкой в виде внешнего компонента для предотвращения повреждения электрического провода при взаимодействии с панелью при прокладке (см., например, документ PTL 4). К защитной трубке прикреплен фиксатор для крепления внешней части защитной трубки и зацепления с фиксирующим отверстием панели.
Фиксатор снабжен лентой, крепящейся к внешней части защитной трубки, форма фиксатора обеспечивает возможность вставки фиксатора в фиксирующее отверстие и фиксатор скрепляют с защитной трубкой с заданным натяжением при помощи крепежного инструмента (см., например, документ PTL 5).
Крепежный инструмент снабжен крепежным узлом, закрепляющим ленту фиксатора, рычагом ручного управления крепежным узлом и режущим узлом, отрезающим ленту, закрепленную крепежным узлом (см., например, документ PTL 6).
Вышеупомянутый монтажный жгут имеет такую конфигурацию, при которой крепежный инструмент, который удерживает и разветвляет электрический провод и инструмент крепления фиксатора, при помощи которого фиксатор крепят к защитной трубке, располагаются вертикально, и электрический провод прокладывается в двухмерной плоскости на монтажной панели для прокладки в трехмерном пространстве над панелью заданным образом при помощи монтажной панели, обозначающей траекторию прокладки электрического провода заданным образом (см., например, документ PTL 7).
Инструмент крепления фиксатора снабжен основанием, закрепленным на монтажной панели при помощи болта или тому подобного элемента, колоннообразной частью, идущей вертикально от основания, принимающей частью, расположенной на вершине колоннообразной части и принимающей фиксатор фиксирующего элемента, и направляющей параллельной принимающей части, которая направляет ленту фиксатора (см., например, документ PTL8).
Список использованной патентной литературы
[документ PTL 1]
Выложенная публикация заявки на патент Японии No. 2002-315164.
[документ PTL 2]
Выложенная публикация заявки на патент Японии No. 2005-26178.
[документ PTL 3]
Выложенная публикация заявки на патент Японии No. 2006-14569.
[документ PTL 4]
Выложенная публикация заявки на патент Японии No. H11-205943.
[документ PTL 5]
Выложенная публикация заявки на патент Японии No. 2009-171648.
[документ PTL 6]
Выложенная публикация заявки на патент Японии No. 2007-529321.
[документ PTL 7]
Выложенная публикация заявки на патент Японии No. 2007-26988.
[документ PTL 8]
Выложенная публикация заявки на патент Японии No. Н8-58752.
Краткое описание изобретения
Техническая задача
Недостатком вышеупомянутой защитной трубки является то, что закрепленная лентой зажима часть разрывается и происходит закусывание электрического провода в районе разрушенной части защитной трубки. Кроме того, в разрушенной части защитной трубки уменьшается объем для вставки электрического провода и исчезает зазор в объеме, содержащим электрический провод, что снижает свойства защитной трубки по защите электрического провода. Кроме того, разрушенная часть защитной трубки представляет собой часть, где электрический провод и защитная трубка скреплены при помощи ленты фиксатора и в связи с этим подвержены воздействию большой колебательной нагрузки и тому подобным нагрузкам, прикладываемым к электрическому проводу. Разрушенная часть защитной трубки частично закусывается электрическим проводом. Кроме того, из-за разрушения защитной трубки происходит ухудшение внешнего вида.
Кроме того, поскольку фиксатор вышеупомянутой защитной трубки скрепляют с защитной трубкой при помощи крепежного инструмента, необходимо наличие пространства для работы оператора крепежного инструмента. В связи с этим вышеупомянутая монтажная панель оказывается переразмеренной из-за резервирования рабочего пространства для обеспечения возможности работы.
Там, где на монтажной панели электрический провод разветвляется на множество проводов, электрический провод размещают с интервалами достаточными для обеспечения рабочего пространства для крепежного инструмента, в результате чего снижается гибкость прокладки электрического провода. Помимо снижения гибкости прокладки электрического провода изменение направления фиксирующего инструмента или электрического провода на направление, при котором обеспечивается рабочее пространство для крепежного инструмента может привести к перекручиванию электрического провода при прокладке электрического провода на панели.
Кроме того, вышеупомянутый инструмент крепления фиксатора в силу наличия в нем различных типов механизмов для крепления фиксирующего инструмента к электрическому проводу усложняется и приобретает большие размеры. В связи с этим требуется резервирование большого пространства в качестве крепежного пространства для закрепления инструмента крепления фиксатора на монтажной панели.
Кроме того, в случае использования защитного устройства отличного от вышеупомянутой защитной трубки защитное устройство, для которого требуется изготовление специальной формы для каждой конкретной задачи, не обладает универсальностью и становится дорогостоящим. Однако при использовании защитной трубки, которая является универсальной и недорогой, возникают вышеуказанные недостатки.
Целью данного изобретения является решение соответствующих проблем. В частности, настоящее изобретение направлено на разработку защитной трубки, снабженной фиксатором, отливаемым в пресс-форме совместно с защитной трубкой, и аппарата для изготовления защитной трубки с фиксатором.
Решение проблемы
Для устранения проблем и достижения цели один из объектов изобретения относится к защитной трубке с фиксатором, в которой фиксатор, входящий в зацепление с крепежным отверстием панели, по которой прокладывается электрический провод, имеет трубчатую форму и расположен на внешней периферической поверхности защитной трубки, содержащей электрический провод.
Предпочтительно изобретение относится к аппарату для изготовления защитной трубки с фиксатором, снабженному пресс-формой, включающей полость защитной трубки для размещения защитной трубки, полостью фиксатора, сообщающейся с полостью защитной трубки и повторяющей внешний профиль фиксатора, и валом, проходящим через защитную трубку, расположенную в полости защитной трубки пресс-формы.
Предпочтительно вал снабжен выступающей полосой, которая выступает от внешнего периметра вала и проходит в осевом направлении вала.
Предпочтительно на внутренней периферической поверхности защитной трубки расположена круговая выступающая полоса, сформированная вдоль профиля защитной трубки и упирающаяся во внешнюю периферическую поверхность.
Преимущества изобретения
В соответствии с изобретением, относящимся к одному объекту, поскольку не требуется плотного скрепления защитной трубки, снабженной фиксатором, с защитной трубкой, и фиксатор отливается в пресс-форме заодно с защитной трубкой, защитная трубка не подвержена разрушению. За счет этого защитная трубка выполняет изначальную функцию защиты электрического провода. Следовательно, устраняются стандартные различные типы недостатков, возникающие из-за разрушения защитной трубки, такие как закусывание электрического провода защитной трубкой, увеличение передаваемой на электрический провод нагрузки, такой как колебательная нагрузка, и ухудшение внешнего вида.
Кроме того, поскольку не требуется плотного скрепления защитной трубки с фиксатором, обеспечивается возможность уменьшения размеров монтажной панели за счет исключения пространства для работы крепежного инструмента. Использование пространства для работы крепежного инструмента в качестве объема для прокладки электрического провода также обеспечивает повышение гибкости укладки электрического провода на двухмерной плоскости монтажной панели. Увеличение рабочего пространства для прокладки проводов на монтажной панели позволяет проводить прокладку проводов в направлении, гарантирующем возможность работы гибочного инструмента без изменения направления крепежного инструмента или электрического провода. За счет этого монтажный жгут с защитной трубкой, снабженной фиксатором, при укладке в трехмерном пространстве панели ограничивает скручивание провода.
Кроме того, для защитной трубки с фиксатором не требуется стандартный крепежный инструмент больших размеров и сложной конструкции и, следовательно, можно использовать простой инструмент малого размера. Вследствие этого увеличивается пространство для прокладки проводов на монтажной панели.
Для защитной трубки с фиксатором возможно применение универсальной защитной трубки, такой как имеющиеся на рынке изделия, которые проще могут быть приспособлены для различных типов автомобилей или панелей, чем стандартные защитные элементы, являющиеся изделиями специального назначения. В связи с этим возможно создание защитной трубки с фиксатором при оптимальных затратах.
Согласно изобретению, поскольку вал, проходящий через защитную трубку, обеспечивает снижение деформации защитной трубки, вызванной давлением впрыска расплавленной смолы, формирующей фиксатор, аппарат для изготовления защитной трубки с фиксатором производит защитную трубку с фиксатором, для которой сохраняется исходная форма и защитная функция.
Согласно изобретению, поскольку на защитной трубке, снабженной пазом, через который в осевом направлении проходит электрический провод по всей длине, отливается под давлением фиксатор, у которого паз непрерывно сообщается по всей длине с пазом, аппарат для изготовления защитной трубки с фиксатором выпускает защитную трубку с фиксатором, в котором сформирован паз.
Согласно изобретению, поскольку расплавленная смола, впрыскиваемая в полость фиксатора, задерживается круговой выступающей полосой в аппарате для изготовления защитной трубки с фиксатором, не допускается попадание расплавленной смолы на участок, где не производится формирование фиксатора. Таким образом, предотвращается попадание расплавленной смолы из полости фиксатора в полость защитной трубки и возникновение дефектов защитной трубки с фиксатором, за счет чего снижается частота дефектов защитной трубки 1 с фиксатором.
Краткое описание чертежей
Фиг.1 - пространственный вид монтажного жгута, включающего защитную трубку с фиксатором по одному варианту осуществления изобретения.
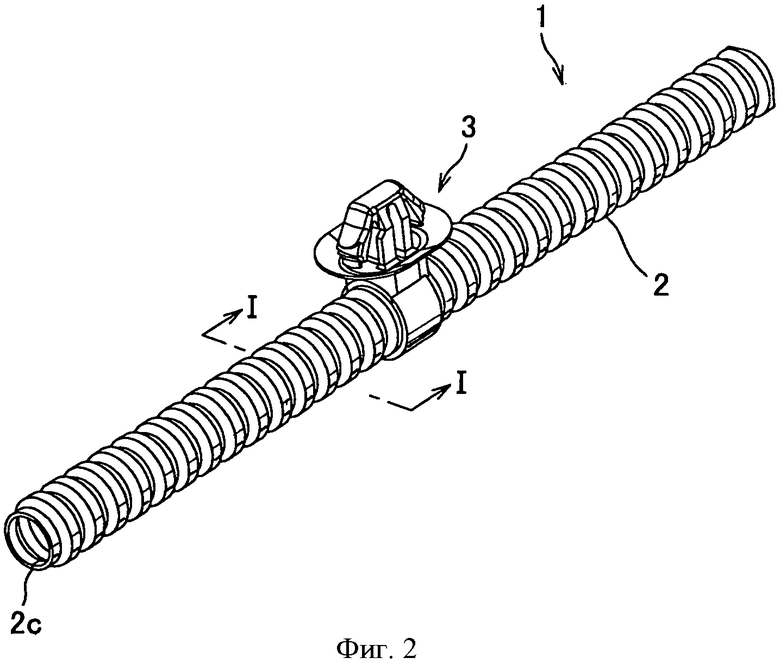
Фиг.2 - пространственный вид защитной трубки с фиксатором, показанной на Фиг.1.
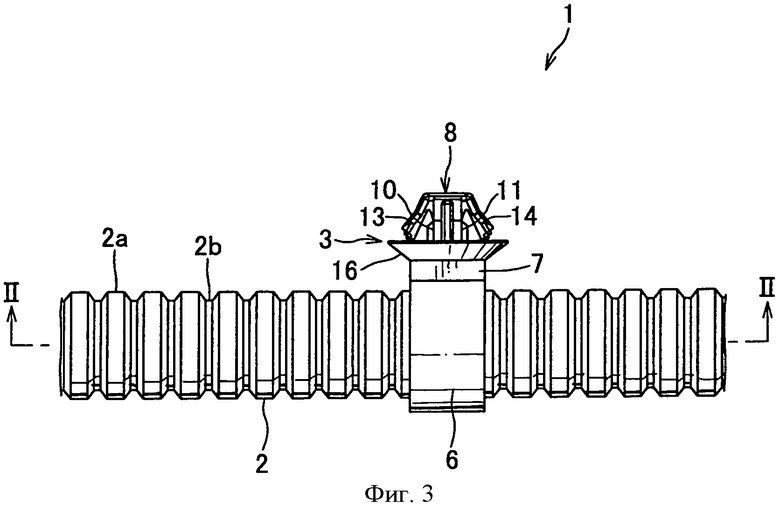
Фиг 3 - вид сбоку защитной трубки с фиксатором, показанной на фиг.2.
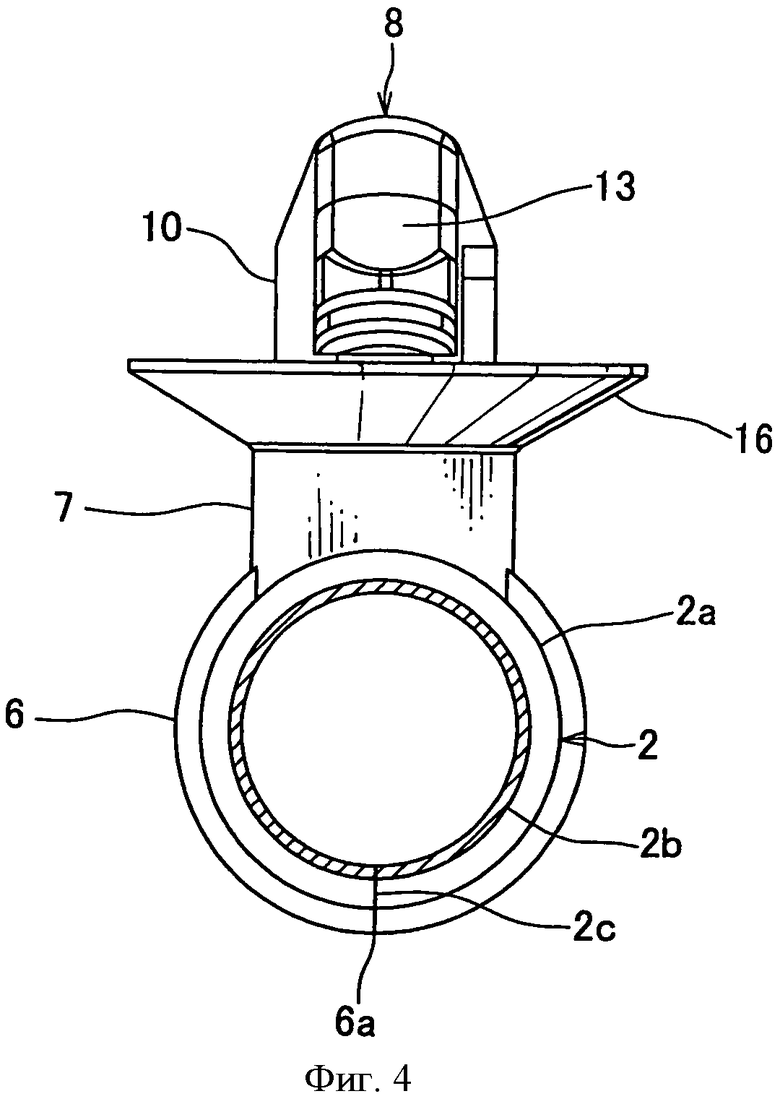
Фиг.4 - вид в сечении по стрелке I-I защитной трубки с фиксатором, показанной на Фиг.2.
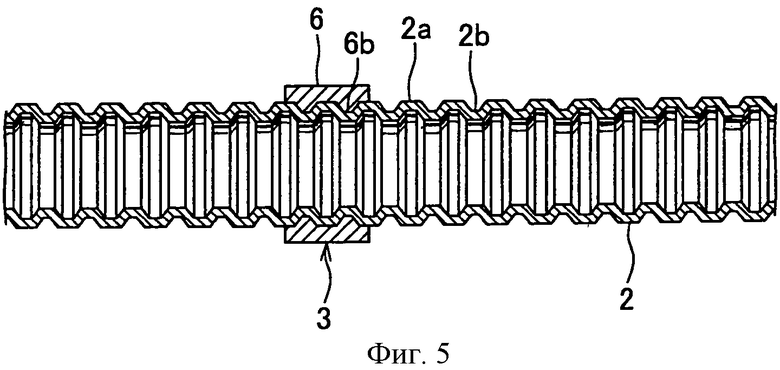
Фиг.5 - вид в сечении по стрелке II-II защитной трубки с фиксатором, показанной на Фиг.3.
Фиг.6 - вид сбоку защитной трубки с фиксатором, показанной на фиг.2.
Фиг.7 - пространственный вид защитной трубки с фиксатором, показанной на фиг.2.
Фиг.8 - принципиальная схема аппарата для изготовления защитной трубки с фиксатором, показанной на фиг.2.
Фиг.9 - поперечное сечение основной секции пресс-формы устройства литья под давлением производственного аппарата, показанного на Фиг.8.
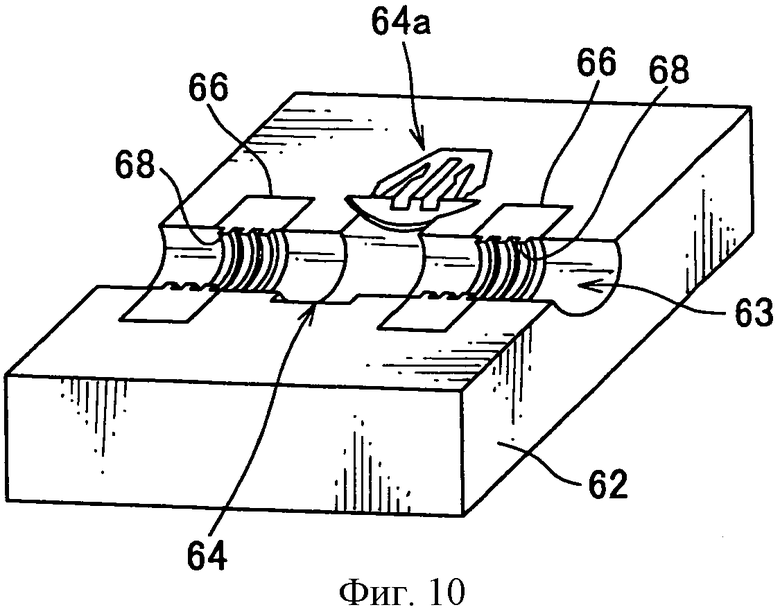
Фиг.10 - пространственный вид нижней части пресс-формы, показанной на фиг.9.
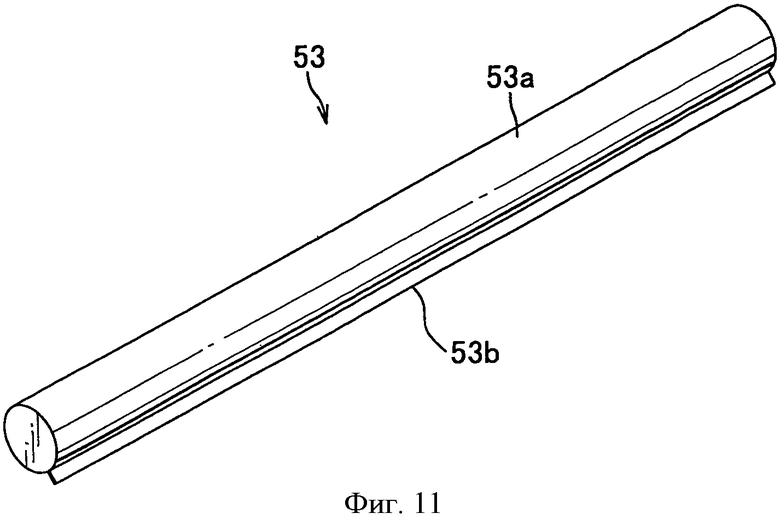
Фиг.11 - пространственный вид вала позиционирующего инструмента производственного аппарата, показанного на Фиг.8.
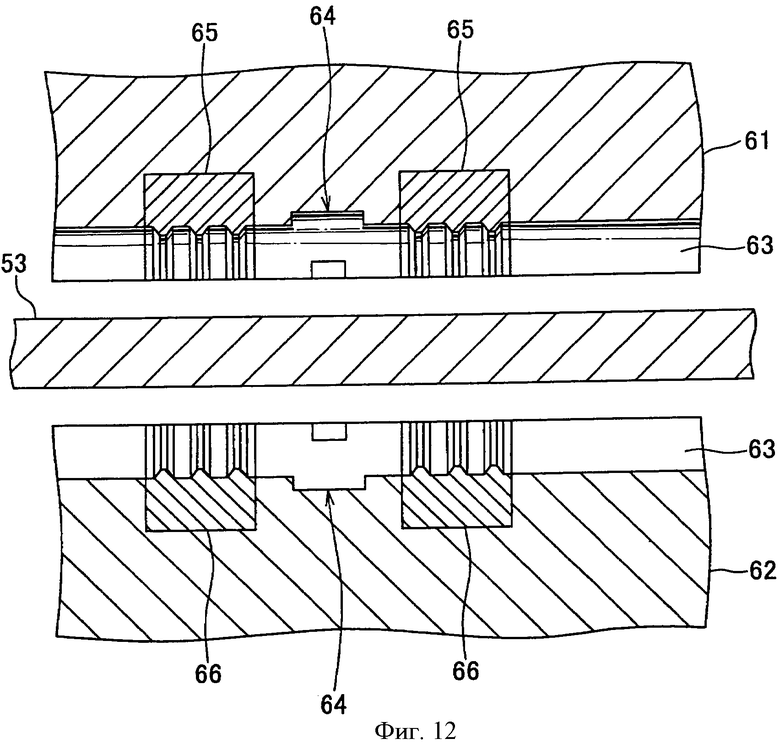
Фиг.12 - поперечное сечение основной секции пресс-формы с валом в начальном состоянии производственного аппарата, показанного на Фиг.8.
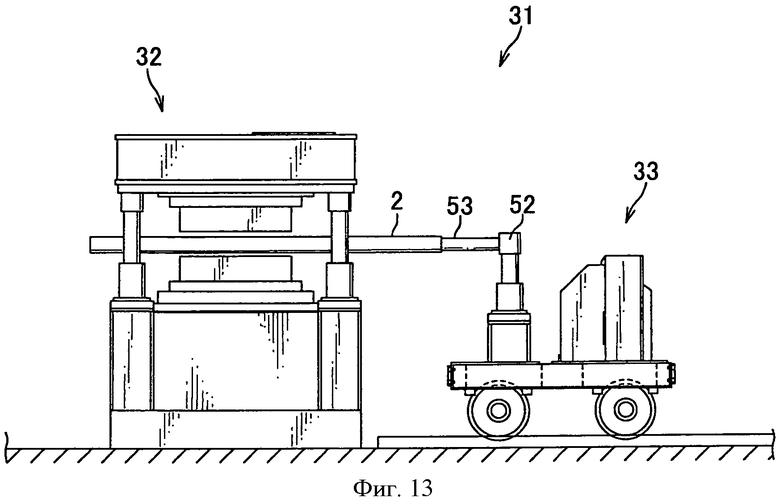
Фиг.13 - схематичный вид состояния, в котором защитная трубка установлена в производственном аппарате, показанном на фиг.8.
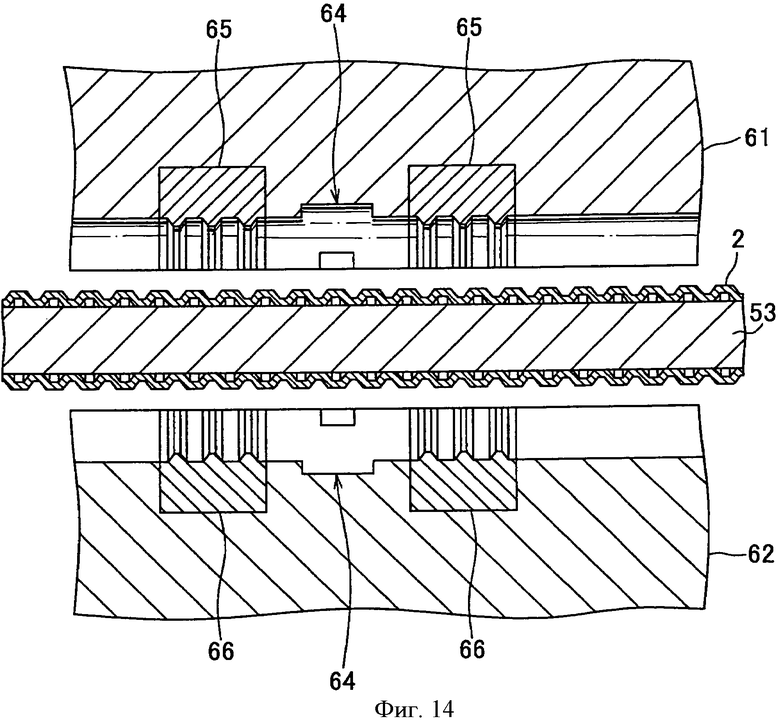
Фиг.14 - поперечное сечение основной секции пресс-формы с валом и защитной трубкой производственного аппарата, показанного на Фиг.13.
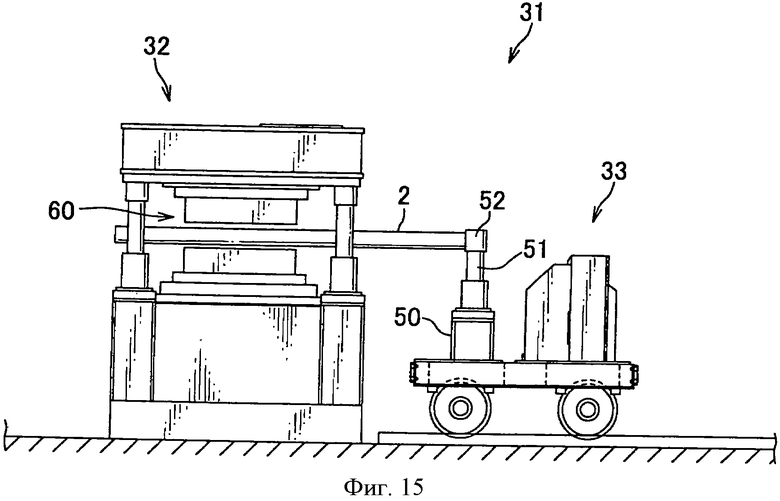
Фиг.15 - схематичный вид состояния, в котором защитная трубка в производственном аппарате установлена, как показано на Фиг.13.
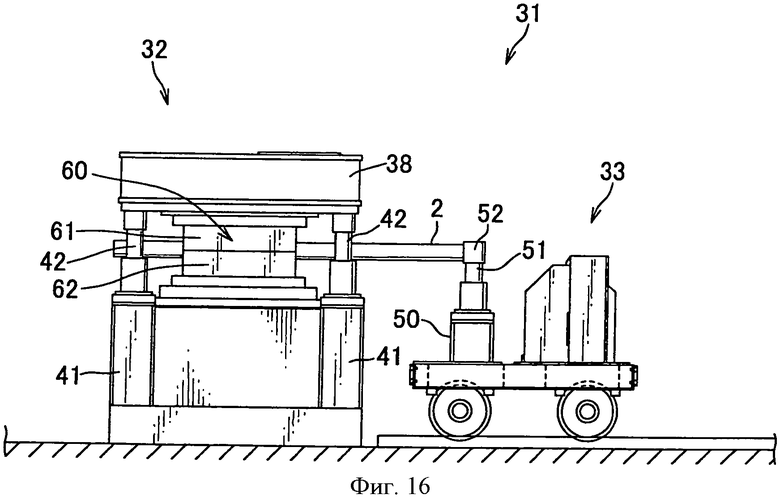
Фиг.16 - схематичный вид состояния, в котором пресс-форма производственного аппарата закрыта, как показано на Фиг.15.
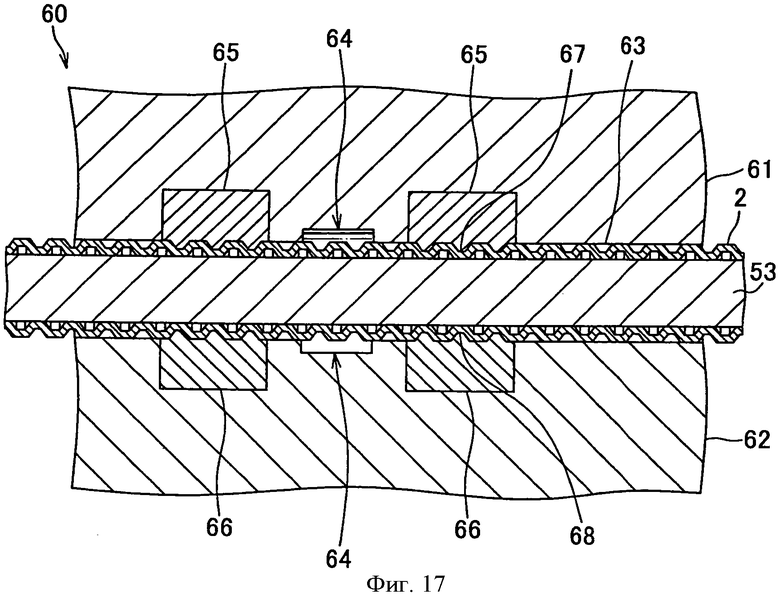
Фиг.17 - поперечное сечение основной секции пресс-формы с валом и защитной трубкой производственного аппарата, показанного на Фиг.16.
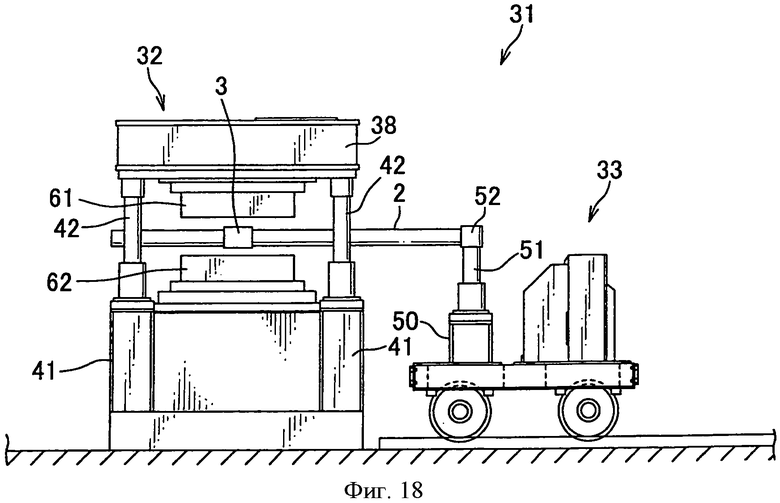
Фиг.18 - схематичный вид состояния, в котором пресс-форма отсоединена от производственного аппарата, показанного на Фиг.15.
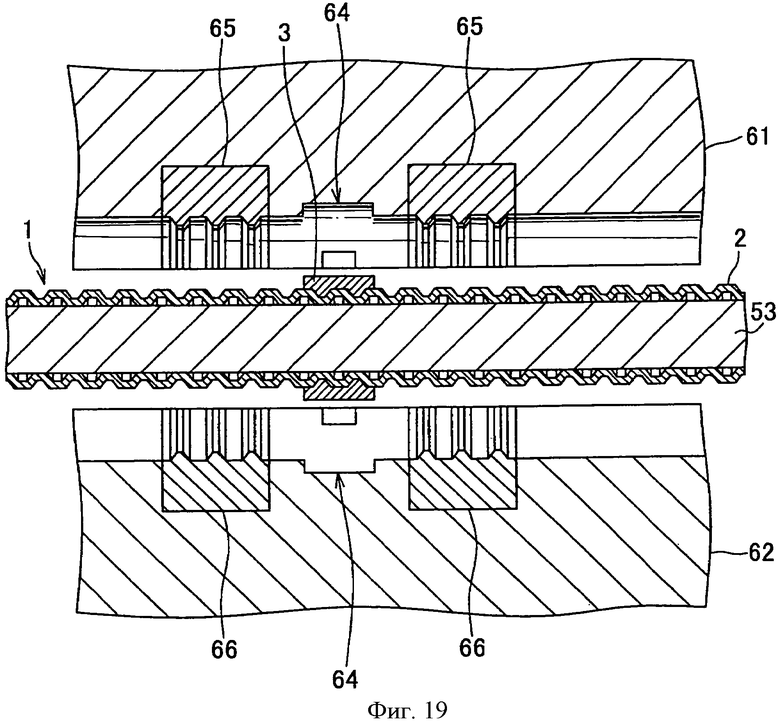
Фиг.19 - поперечное сечение основной секции пресс-формы с валом и защитной трубкой производственного аппарата, показанного на Фиг.18.
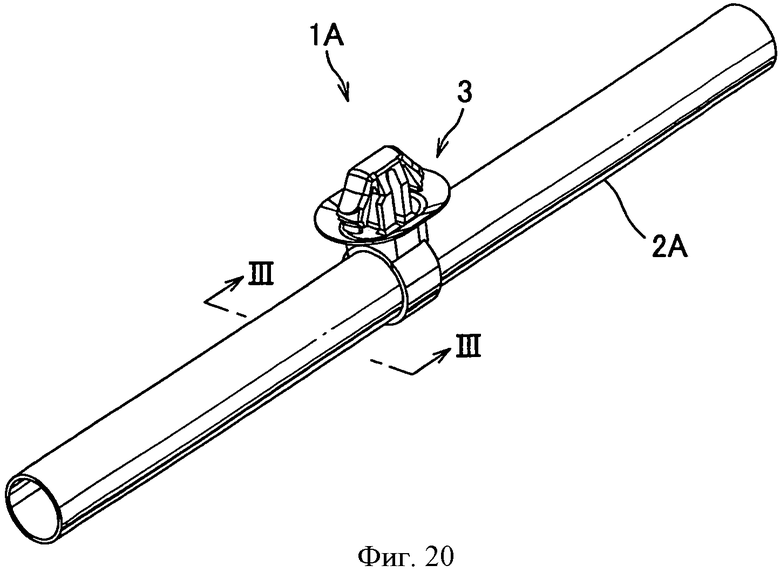
Фиг.20 - пространственный вид защитной трубки с фиксатором согласно второму варианту осуществления изобретения.
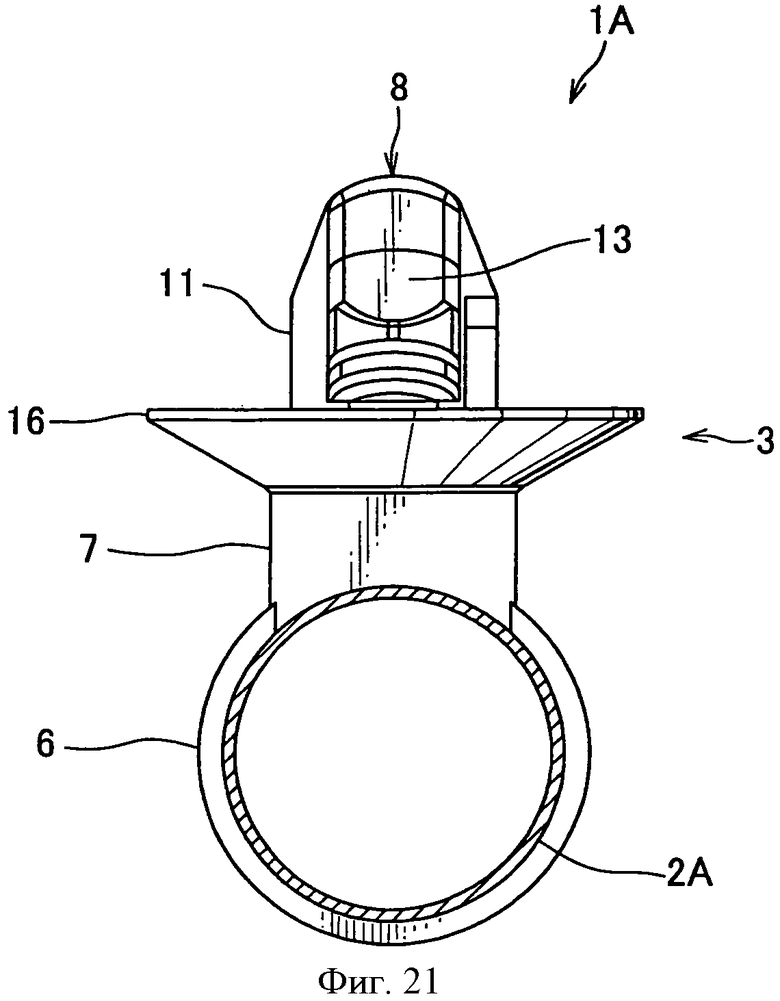
Фиг.21 - вид в сечении по стрелке III-III защитной трубки с фиксатором, показанной на Фиг.20.
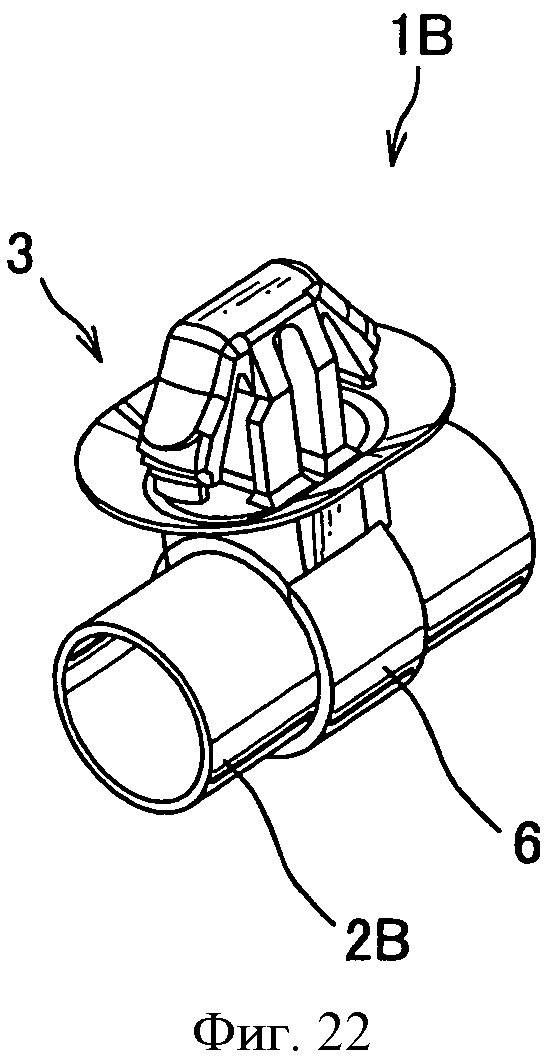
Фиг.22 - пространственный вид защитной трубки с фиксатором согласно третьему варианту осуществления изобретения.
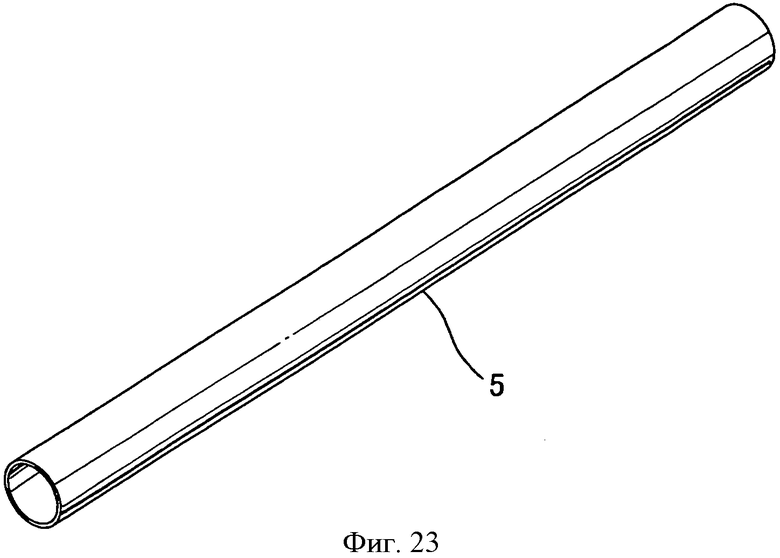
Фиг.23 - пространственный вид защитной трубки, прикрепленной к защитной трубке с фиксатором, показанной на фиг.22.
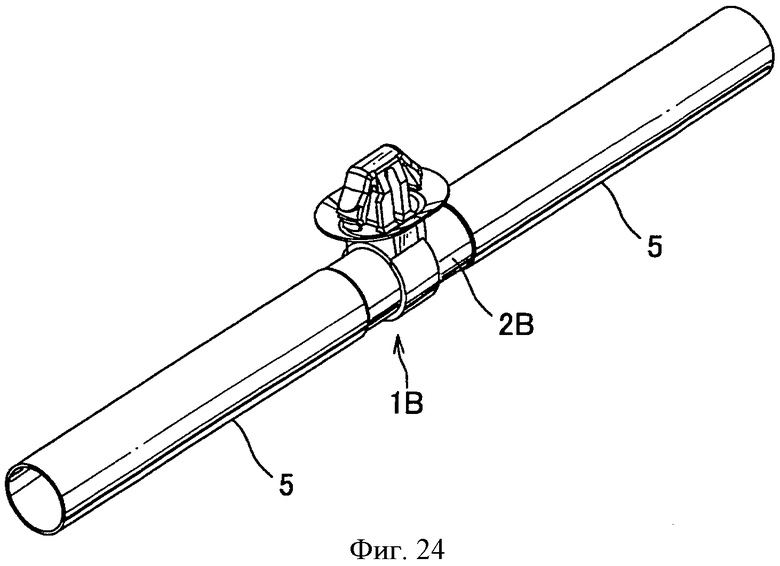
Фиг.24 - пространственный вид состояния, в котором защитная трубка, показанная на Фиг.23, прикреплена к защитной трубке с фиксатором, показанной на фиг.22.
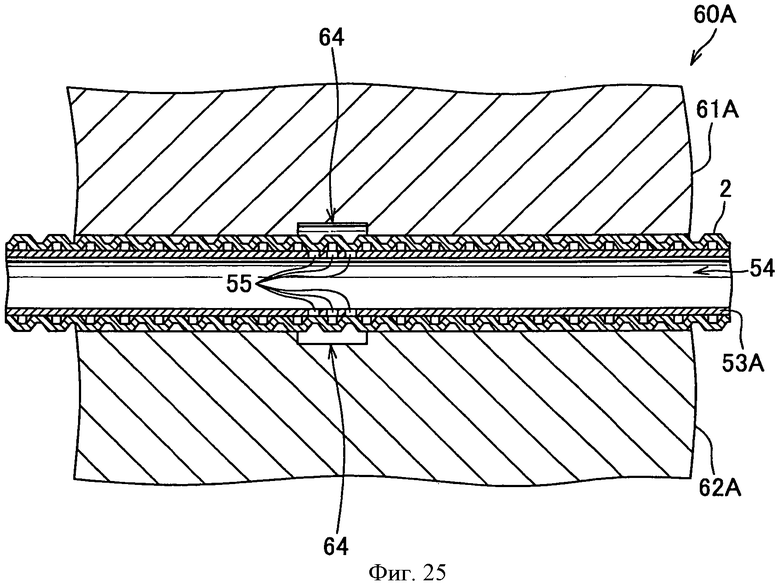
Фиг.25 - поперечное сечение основной секции пресс-формы с валом для варианта, при котором модификации подвергаются пресс-форма устройства литья под давлением и вал позиционирующего инструмента, показанные на Фиг.9.
Описание вариантов осуществления
Далее со ссылками на Фиг.1-25 приводится описание вариантов осуществления изобретения.
Монтажный жгут 21 с защитной трубкой 1 с фиксатором по первому варианту осуществления настоящего изобретения, как показано на Фиг.1, включает жгут 22 электрических проводов, размещенных внутри защитной трубки 1 с фиксатором, предназначенный для прокладки на панели. Жгут 22 монтажного жгута сформирован таким образом, что множество электрических проводов 23 связано и обмотано непоказанной клейкой лентой, такой как лента для монтажных жгутов.
Электрический провод 23 снабжен проводящим сердечником и изоляционным покрытием. Сердечник сформирован путем переплетения множества проводников. Проводники выполнены из проводящего металла, такого как медь или медный сплав. Покрытие выполнено из поливинилхлоридной или полиэтиленовой смолы, как смолы негалогенного состава, и тому подобной смолы, расположено на внешней окружной поверхности сердечника и покрывает сердечник. Таким образом, внешняя поверхность электрического провода 23 становится внешней поверхностью покрытия. Следует заметить, что сердечник может быть выполнен из единичного проводника.
Защитная трубка 1 с фиксатором, как показано на Фиг.2, снабжена защитной трубкой 2, внутрь которой помещен электрический провод 22, и которая предотвращает контакт жгута 22 электрических проводов с панелью и различными типами устройств, а также предотвращает повреждение жгута, а фиксатор 3 выполнен с возможностью зацепления с крепежным отверстием, выполненным в панели.
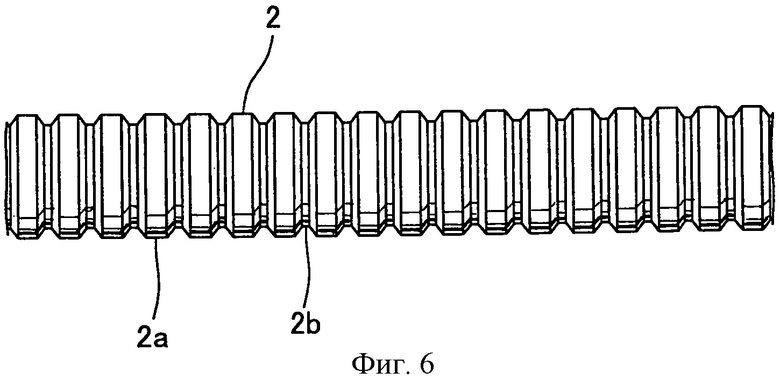
Защитная трубка 2, как показано на Фиг.2 и 6, представляет собой трубку, называемую гофрированной трубкой, расположенную таким образом, что выступ 2a и углубление 2b с чередованием расположены в осевом направлении защитной трубки 2. Защитная трубка 2, как показано на Фиг.2, снабжена пазом 2c по всей длине. Таким образом, через паз 2c жгут 22 электрических проводов размещается внутри защитной трубки 2. Защитная трубка 2 выполнена из синтетической смолы, такой как нейлоновая смола, которая является смолой с негалогенным составом, в котором не используется фтор, хлор или бромовое огнезащитное вещество, которое соответствует защите от огня степени V-0 стандартов UL 94.
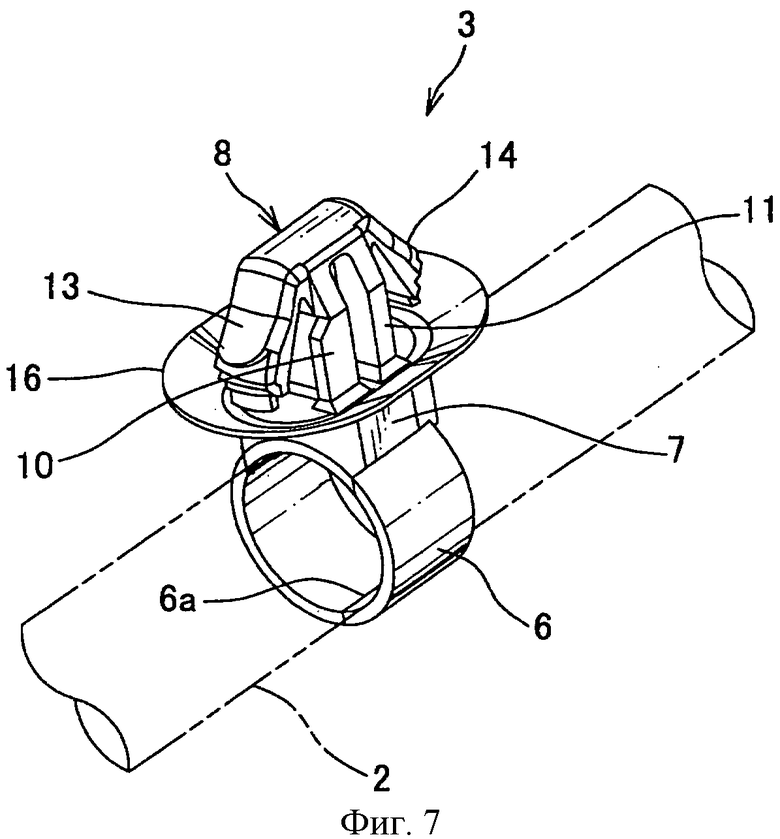
Фиксатор 3, как показано на Фиг.3 и 4, имеет трубчатую часть 6, расположенную на внешней периферической поверхности защитной трубки, и имеет трубчатую форму, при этом основная часть 7 расположена вертикально на трубчатой части 6, фиксатор 8 идет вертикально вверх на конце основной части 7 и нажимная часть 16 увеличивается в диаметре от конца основной части 7. Фиксатор 3 отливается под давлением как единая деталь из синтетической смолы, такой как нейлоновая смола, которая является смолой с негалогенным составом, содержащим то же огнезащитное вещество, что и защитная трубка 2, а также обладает эластичностью.
Трубчатая часть 6, как показано на Фиг.4 и 5, снабжена пазом 6а, расположенным на внешней периферической поверхности защитной трубки 2 и непрерывно сообщающимся с пазом 2c. На внутренней периферической поверхности трубчатой части 6 расположено множество кольцевых выступающих полос 6b, входящих в углубления 2b защитной трубки 2.
Основная часть 7, как показано на Фиг.3 и 4, расположена вертикально на трубчатой части 6. Основная часть 7 выполнена более узкой, чем внешний диаметр выступа 2a защитной трубки 2, и также сформирована по всей длине в осевом направлении защитной трубки 2 на трубчатой части 6.
Фиксирующая часть 8, как показано на Фиг.3 и 4, снабжена колоннообразными частями 10 и 11, идущими в вертикальном направлении от основной части 7, и фиксирующими элементами 13, 14, проходящими от конца колоннообразных частей 10, 11 к основной части 7. Колоннообразные части 10, 11 расположены параллельно одна рядом с другой. Фиксирующие элементы 13, 14 постепенно отделяются по мере приближения к основной части 7 от концов колоннообразных частей 10, 11 и выполнены с возможностью перемещения в направлении параллельно оси защитной трубки 2. Следует заметить, что фиксирующая часть 8 выполнена не только в форме, которая называется центральной крыльчаткой, включающей фиксирующие элементы 13, 14, но также в форме, которая называется консолью, включающей один из фиксирующих элементов 13.
Нажимная часть 16 сформирована в виде конуса, диаметр которого увеличивается от периферической кромки конца основной части 7 к концу колоннообразных частей 10, 11. Нажимная деталь 16 обладает некоторой эластичностью, за счет которой происходит создание давления на поверхности панели при зацеплении фиксирующей части 8 с крепежным отверстием панели.
Защитная трубка 1 с фиксатором, имеющая конфигурацию, описанную выше и показанную на Фиг.8, изготавливается при помощи аппарата 31 для изготовления защитной трубки 1 с фиксатором.
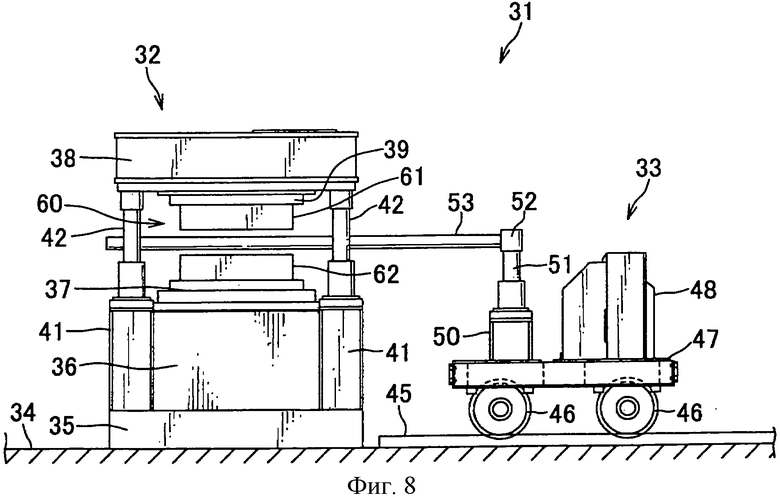
Производственный аппарат 31, как показано на Фиг.8, снабжен устройством 32 литья под давлением, выполняющим прессование фиксирующей части 3 на внешней периферической поверхности защитной трубки 2, и позиционирующим устройством 33, регулирующим в процессе прессования положение фиксатора 3, выполняемого при помощи литья под давлением на периферической поверхности защитной трубки 2. Устройство 32 литья под давление и позиционирующее устройство 33 устанавливают на пол 34 линии по производству монтажного жгута 21 Производственный аппарат 31 автоматически управляется компьютером, посылающим и принимающим управляющие сигналы устройства 32 литья под давлением и позиционирующего устройства 33. Из этого следует, что оператор может управлять множеством производственных аппаратов 31.
Устройство 32 литья под давлением, как показано на Фиг.8, снабжено непоказанным устройством впрыска, осуществляющим впрыск расплавленной смолы, столом 35, установленным на полу 34, основанием 36 закрепленном на столе 35, удерживающей пластиной 37, закрепленной на основании 36, нижней частью 62 пресс-формы, соответствующей удержанию пресс-формы 60 на удерживающей пластине 37, гидравлическими устройствами 41, 41 закрепленными на удерживающей пластине 37 и размещенными вокруг основания 36, гидравлическими цилиндрами 42, 42 осуществляющими возвратно-поступательные перемещения под действием гидравлических устройств 41, 41, балкой 38 образующей соединение над гидравлическими цилиндрами 42, 42, удерживающей пластиной 39, скрепленной с нижней поверхностью балки 38, и верхней частью 61 пресс-формы, при фиксации пресс-формы 60 на удерживающей пластине 39. Устройство 32 литья под давлением включает управляющее устройство, которое управляет устройством впрыска и гидравлическим устройством и автоматически управляется входными и выходными сигналами компьютера.
Расплавленная смола состоит из синтетической смолы, такой как нейлоновая смола, обладающая огнестойкостью V-0 в соответствии со стандартами UL 94, в которой не используется фторированная смола, хлорированная смола или бромовое огнестойкое вещество. Материал расплавленной смолы может применяться для формирования полой пеллеты или гранулированной пеллеты, либо только недорогой гранулированной пеллеты.
Гидравлические устройства 41, 41 снабжены рабочим маслом, масляным баком, в который залито рабочее масло, гидравлическим насосом, создающим давление в рабочем масле, электродвигателем, приводящим гидравлический насос, гидравлическим контуром, по которому поступает рабочее масло под давлением от гидравлического насоса, и перепускным клапаном, переключающим канал потока рабочего масла гидравлического контура.
Гидравлические цилиндры 42, 42 снабжены трубой цилиндра, сообщающейся с гидравлическим контуром, и штоком цилиндра, размещенным с возможностью скольжения внутри трубы цилиндра, и осуществляющим возвратно-поступательное перемещение под действием рабочего масла, поступающего в трубу цилиндра.
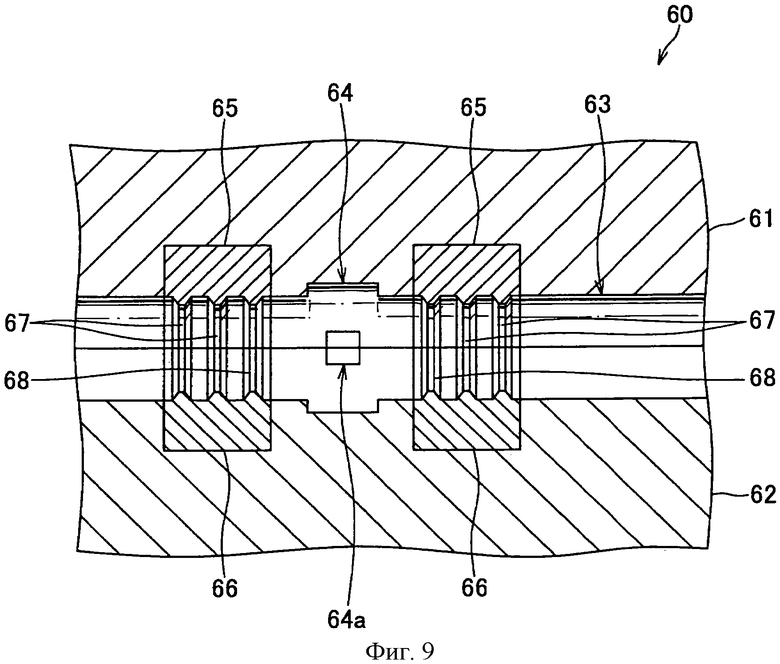
Пресс-форма 60, как показано на Фиг.8, снабжена верхней частью 61 пресс-формы, являющуюся частью подвижного типа, и нижней частью 62 пресс-формы, являющейся частью неподвижного типа. Пресс-форма 60, как показано на Фиг.7, снабжена полостью 63 защитной трубки, имеющей круговую форму вдоль внешнего диаметра выступа 2а защитной трубки 2, в которую вставляется защитная трубка 2, полостью 64 фиксатора, сформированной вдоль профиля фиксатора 3, и порогами 65, 66, расположенными в защитной трубке 63 и расположенными с обеих сторон полости 64 фиксатора.
В камере 64 фиксатора, как показано на Фиг.10, пресс-форма 60, снабженная полостью 64а фиксатора, которая формирует фиксирующую часть 8 фиксатора 3, как показано на Фиг.48, имеет верхнюю часть 61 пресс-формы, перемещаемую в вертикальном направлении при помощи механизма обжатия пресс-формы, который состоит из гидравлического устройства 41, гидравлических цилиндров 42 и балки 38 и обеспечивает раскрытие, закрытие и обжатие пресс-формы 60.
Следует заметить, что пресс-форма 60 может обеспечивать параллельную заливку множества полостей 63 защитной трубки в пресс-форме 60 с одновременным прессованием фиксаторов 3 на множестве защитных трубок одинакового диаметра или прессованием фиксаторов 3 на множестве защитных трубок разного диаметра. Кроме того, пресс-форма 60 может обеспечивать расположение множества полостей 64 фиксаторов в полости 63 защитной трубки и прессование множества фиксаторов 3 на одной защитной трубке 2.
Следует заметить, что в пресс-форме 60 в случае одновременного прессования множества фиксаторов 3 на одной защитной трубке 2 выполняется множество полостей 64 фиксаторов, когда защитная трубка 1 с фиксатором крепится к панели с зацеплением множества фиксаторов 3 с крепежным отверстием панели. Более конкретно, множество фиксаторов 3 размещается таким образом, чтобы их положение относительно защитной трубки 2 обеспечивало зацепление с крепежным отверстием панели.
Под тем, что множество фиксаторов 3 размещается таким образом, чтобы их положение относительно защитной трубки 2 обеспечивало зацепление с крепежным отверстием панели, как изложено в изобретении, подразумевается, что в защитной трубке 1 с фиксатором, получаемым литьем смолы под давлением в полость 64 фиксатора, которая удерживается в проектном относительном положении защитной трубки 1 с фиксатором относительно полости 63 защитной трубки, сохраняется заданное определенное при проектировании положение множества фиксаторов 3 относительно защитной трубки 2, за исключением погрешностей возникающих при литье.
Пороги 65, 66, как показано на Фиг.6, 9 и 10, имеют полукруглую форму и примыкают к выступам 2а и углублениям 2b, которые попеременно чередуются на внешней периферической поверхности защитной трубки 2. Пороги 65, 66, как показано на Фиг.9, расположены в верхней части 61 пресс-формы. Пороги 65, 66, как показано на Фиг.10, расположены в нижней части 62 пресс-формы. Пороги 65, 66 имеют множество дугообразных выступов 67, 68, размещенных для предотвращения попадания расплавленной смолы в полость 63 защитной трубки.
Дугообразные выступы 67, 68, как показано на Фиг.9 и 10, имеют полукруглую форму вдоль профиля углубления 2b внешней периферической поверхности защитной трубки 2. Множество параллельных дугообразных выступов 67, 68 расположены таким образом, что они примыкают к канавке 2b, находящейся рядом с защитной трубкой 2.
Позиционирующее устройство 33 снабжено рельсом 45, закрепленном на полу 45, колесом 46, катящимся по рельсу 45, корпусом 47, шарнирно установленном на оси, на которой расположено колесо 46, приводным устройством 48, установленном на корпусе 47, которое приводит в движение и останавливает колесо 47, непоказанным регистратором продольного положения, регистрирующим текущее положение корпуса 47, непоказанным контроллером, управляющим приводным устройством 48 на основании данных о положении, полученных регистратором продольного положения, гидравлическим устройством 50, установленном на корпусе 47, гидравлическим цилиндром 51, совершающим возвратно-поступательное перемещение под действием гидравлического устройства 50, держателем 52, расположенным на конце гидравлического цилиндра 51, и валом 53, установленным на держателе 52 и проходящим в горизонтальном направлении в сторону устройства 32 литья под давлением. Следует заметить, что хотя позиционирующее устройство 33 может включать скользящую конструкцию, выполненную с возможностью перемещения параллельно валу 53, конструкция, включающая корпус 47 приведена в качестве примера.
Приводное устройство 48 снабжено электродвигателем, приводимым в действие от непоказанного внешнего источника энергии, замедляющего механизма, передающего вращение оси электродвигателя колесу 46, и управляющего механизма, который управляет колесом 46.
Регистратор продольного положения снабжен полосчатой шкалой, расположенной вдоль рельса, и фиксирующим данные полосчатого индикатора регистратором, расположенным в корпусе 47. В качестве индикатора продольного положения используется так называемая линейная шкала, такая как магнитная шкала, прозрачная фотоэлектрическая шакала, отражательная фотоэлектрическая шкала, лазерная топографическая шкала или электромагнитная направленная шкала.
Управляющее устройство снабжено арифметическим контуром, сравнивающим данные о положении, полученные регистратором продольного положения, и заранее заданными данными о положении, введенные компьютером, инвертором, управляющим электрическим двигателем приводного устройства 48 на основании результатов, полученных в арифметическом контуре, приемопередатчиком, передающим и принимающим эти управляющие сигналы компьютера.
Гидравлическое устройство 50 снабжено рабочим маслом, масляным баком, в котором хранится рабочее масло, гидравлическим насосом, создающим давление в рабочем масле, электродвигателем, приводящим гидравлический насос, гидравлическим контуром, по которому поступает рабочее масло под давлением от гидравлического насоса, и перепускным клапаном, переключающим канал потока рабочего масла гидравлического контура.
Гидравлический цилиндр 51 снабжен трубой цилиндра, сообщающейся с гидравлическим контуром, и штоком цилиндра, размещенным с возможностью скольжения внутри трубы цилиндра и осуществляющим возвратно-поступательное перемещение под действием рабочего масла, поступающего в трубу цилиндра.
Держатель 52 имеет такую форму, при которой множество валов 53 различного диаметра являются съемными. Держатель 52 снабжен упорной поверхностью на крепежной части, в месте крепления вала 53, которая упирается в один конец защитной трубки 2, в которую вставляется вал 5.
Вал 53, как показано на Фиг.11, снабжен колоннообразной частью 53а, идущей прямолинейно в горизонтальном направлении от держателя 52 и имеющей колоннообразную форму, и выступающей полосой 53b выступающей из внешней периферической поверхности колоннообразной части 53a и проходящей в осевом направлении колоннообразной части 53a. Колоннообразная часть 53a имеет такую форму, при которой ее диаметр меньше, чем внутренний диаметр углубления 2b защитной трубки 2. Выступающая полоса 53b сформирована по всей длине колоннообразной части 53a и выступает на величину, превышающую суммарную толщину защитной трубки 2, проходящей через колоннообразную часть 53a, и трубчатой части 6 фиксатора 3, сформированного на внешней периферической поверхности защитной трубки 2.
Вал 53 установлен таким образом, что его внешний диаметр находится в диапазоне 4-12 мм, при этом подготавливается четыре типа вала 53, имеющих внешний диаметр 4 мм, 8 мм, 10 мм и 12 мм соответственно. Каждый из валов 53 сформирован с возможностью отсоединения от держателя 53 и устанавливается с возможностью снятия в соответствии с размером защитной трубки 2, на которой формируется фиксатор 3.
Способ изготовления вышеупомянутой защитной трубки 1 с фиксатором при помощи производственного аппарата 31, конфигурация которого соответствует вышеприведенному описанию, описывается со ссылками на Фиг.12-19.
Сначала, как показано на Фиг.8 и 12, производится разъединение верхней части 61 и нижней части 62 пресс-формы 60 и размещение вала 53 в полостях 63, 63 защитной трубки, расположенных в верхней части 61 и нижней части 60 пресс-формы.
Затем, как показано на Фиг.13-14, защитная трубка 2 надевается на вал 53, и, поскольку один край защитной трубки 2 упирается в держатель 52, защитная трубка 2 прижимается к держателю 52. В этот момент, как показано на Фиг.14, внешняя периферическая поверхность вала 53 и внутренняя периферическая поверхность углубления 2b защитной трубки 2 упираются одна в другую. Следует заметить, что в качестве защитной трубки 2 применяется трубка, имеющая габаритную длину в пределах 300 мм.
Затем, как показано на Фиг.5, позиционирующее устройство 33 перемещается в заданное положение, в котором будет формироваться фиксатор 3 на внешней периферической поверхности защитной трубки 2, и таким образом осуществляется позиционирование защитной трубки 2. В этот момент позиционирующее устройство 33 определяет положение корпуса 47 при помощи устройства продольного положения и перемещается на заданное положение, предварительно введенное в компьютер. Следует заметить, что оператор может перемещать позиционирующее устройство 33 вручную, визуально подтверждая положение. Положение, в котором формируется фиксатор 3 на защитной трубке 2, находится в осевом направлении в пределах 80-150 мм от края защитной трубки.
Затем, как показано на Фиг.16 и 17, при помощи механизма сжатия пресс-формы, состоящего из гидравлических устройств 41, 41, гидравлических цилиндров 42, 42 и балки 38, опускается верхняя часть 61 формы, и таким образом смыкается и обжимается пресс-форма 60. В этот момент, как показано на Фиг.17, внешняя периферическая поверхность выступа 2а защитной трубки 2 упирается во внутреннюю периферическую поверхность полости 63 защитной трубки пресс-формы 60 и пороги 65, 66, внешняя периферическая поверхность углубления 2b защитной трубки 2 также упирается в дугообразные выступающие полоски 67, 68 порогов 65, 66, и внутренняя периферическая поверхность углубления 2b защитной трубки 2 упирается во внешнюю периферическую поверхность вала 53. Из этого следует, что обеспечивается предотвращение деформации выступа 2а и углубления 2b защитной трубки 2 под действием давления расплавленной смолы, впрыскиваемой в полость 64 фиксатора, и предотвращение попадания расплавленной смолы в полость 63 защитной трубки.
Затем из непоказанного устройства впрыска производится впрыск расплавленной смолы в пресс-форму 60 и заполнение полости 64 расплавленной смолой. В этот момент расплавленная смола нагревается до температуры, лежащей в диапазоне температур, при которых не происходит пластических деформаций защитной трубки 2.
Затем, как показано на Фиг.18 и 19, после отверждения заполнившей полость 64 фиксатора смолы производится перемещение вверх верхней части 61 пресс-формы и раскрытие пресс-формы 60, гидравлический цилиндр 51 выдвигается вверх гидравлическим устройством 50 позиционирующего устройства 33 и защитная трубка выталкивается из нижней части 62 пресс-формы. В этот момент формируется защитная трубка с фиксатором, в которой фиксатор 3 напрессован на внешней периферической поверхности защитной трубки 2.
Затем защитная трубка 1 с фиксатором снимается с вала 53, после чего защитная трубка 1 с фиксатором готова. После этого путем повторения производственного процесса описанного выше изготавливается защитная трубка 1 с фиксатором.
В защитную трубку 1 с фиксатором, изготовленную при помощи вышеописанного производственного аппарата 31, в паз 6d фиксатора и паз 2 с защитной трубки 2 вставляют жгут 22 электрических проводов, прокладываемых на монтажной панели, при этом жгут 22 электрических проводов вставляется в защитную трубку 2, и непоказанные различные внешние компоненты крепятся к жгуту 22 электрических проводов для завершения монтажного жгута 21.
Монтажный жгут 21 выталкивается из монтажной панели и прокладывается требуемым образом в данной панели автомобиля. В этот момент фиксирующая часть 8 фиксатора 3 защитной трубки 1 входит в крепежное отверстие панели, и свободные концы фиксирующих элементов 13, 14 упруго деформируются в направлении друг друга.
Затем фиксирующая часть 8 проходит через крепежное отверстие 8, и свободные концы фиксирующих элементов 13, 14 перемещаются в направлении удаления друг от друга под действием упругой восстанавливающей силы. Затем свободные концы фиксирующих элементов 13, 14 перемещаются в направлении удаления друг от друга, каждый из которых упирается в периферическую кромку крепежного отверстия и входит в зацепление с крепежным отверстием.
В этот момент торец нажимной части 16 упирается в панель, фиксирующее усилие фиксирующей части 8 увеличивается и фиксирующая часть 8 закрепляется в крепежном отверстии 8. После этого монтажный жгут 21 вместе с защитной трубкой 1 с фиксатором скрепляются с панелью.
Защитная трубка 1 с фиксатором, относящаяся к вышеописанному первому варианту осуществления изобретения имеет фиксатор 3, который входит в зацепление с крепежным отверстием панели, на которой производится прокладка электрического провода 23, расположенный на внешней периферической поверхности защитной трубки 2, имеющей трубчатую форму и содержащей электрический провод 23.
В связи с этим, поскольку защитная трубка 1 с фиксатором не требует плотного скрепления с защитной трубкой 2 при помощи фиксатора 3 и получается литьем заодно с защитной трубкой 1 с фиксатором, в защитной трубке с фиксатором не возникает разрушения защитной трубки 2 фиксатором 3. В связи с этим защитная трубка сохраняет изначальное свойство защиты электрического провода. Соответственно решаются различные проблемы, возникающие при использовании стандартной защитной трубки 2, которая разрушается с закусыванием электрического провода 23 защитной трубкой 2, в которой происходит увеличение нагрузки, такой как вибрационная нагрузка, на электрический провод 23, или в которой происходит ухудшение внешнего вида.
Кроме того, поскольку защитная трубка 1 с фиксатором не требует плотного стягивания защитной трубки 2 при помощи фиксатора 3, устранение рабочего пространства для манипулирования крепежным инструментом позволяет снизить размеры монтажной панели. Использование рабочего пространства для манипулирования крепежным инструментом в качестве пространства для прокладки электрического провода 23 повышает степень свободы для выбора форм прокладки электрического провода 23 в двухмерной плоскости монтажной панели. Кроме того, увеличение рабочего пространства для прокладки проводки на монтажной панели позволяет проводит прокладку проводки в направлении, обеспечивающим манипулирование крепежным инструментом без смены фиксатора 3 или электрического провода 23. Это позволяет избежать перекручивания электрического провода 23 монтажного жгута 21, снабженного с защитной трубкой с фиксатором, при прокладке в трехмерном пространстве панели.
Кроме того, отсутствует необходимость использования для защитной трубки 1 с фиксатором крепежного инструмента больших размеров со сложными механизмами подобного стандартному крепежному инструменту и обеспечивается возможность применять простой и компактный крепежный инструмент. За счет этого увеличивается пространство для прокладки провода на монтажной панели.
Кроме того, для защитной трубки 1 с фиксатором возможно применение универсальной защитной трубки 2, такой как имеющиеся на рынке изделия, которые проще могут быть приспособлены для различных типов автомобилей или панелей, чем стандартные защитные элементы, являющиеся уникальными изделиями. За счет этого обеспечивается снижение стоимости защитной трубки 1 с фиксатором.
Кроме того, защитная трубка 1 с фиксатором изготавливается при помощи производственного аппарата 31 и монтажный жгут изготавливается при помощи производственного аппарата 31 и снабжается защитной трубкой 1 с фиксатором. Это позволяет избежать существенного изменения процесса изготовления монтажного жгута и, в результате, изготовление защитной трубки 1 с фиксатором может производиться при помощи стандартной производственной линии.
Второй вариант осуществления изобретения
Далее описывается второй вариант осуществления защитной трубки с фиксатором по изобретению со ссылками на Фиг.20 и 21. Следует заметить, что детали, совпадающие с деталями вышеупомянутого варианта осуществления изобретения, обозначены одинаковыми ссылочными позициями и их описание не повторяется в данном документе.
Защитная трубка 1 с фиксатором в соответствии с вариантом осуществления изобретения, показанным на Фиг.20 и 21, снабжена защитной трубкой 2A для приема непоказанного жгута 22 электрических проводов и фиксатором 3, который сформирован с возможностью зацепления с крепежным отверстием панели, и фиксатор 3 расположен на внешней периферической поверхности защитной трубки 2A с фиксатором.
Защитная трубка 2A, как показано на Фиг.20 и 21, представляет собой так называемую виниловую электрическую трубку из твердой виниловой трубки для электрического провода, имеющей трубчатую форму, внешняя периферическая поверхность и внутренняя периферическая поверхность которой являются гладкими. Защитная трубка 2A соответствует уровню V-0 огнестойкости стандартов UL 94 и выполнена из синтетической смолы, такой как нейлоновая смола. Когда на внешней периферической поверхности защитной трубки 2A с фиксатором производится прессование фиксатора 3 путем литья под давлением применяется пресс-форма 60 без пороговой части.
Следует заметить, что защитная трубка 2A с фиксатором может представлять собой трубки различной формы, такие как скрученная трубка, в которой единичный лист из полимерной смолы скручивается в направлении его периферии и начальный край скрутки и конечный край скрутки перекрывают друг друга, или плетеная трубка, в которой трубчатая форма получается плетением нити из смолы. Защитная трубка 2A может представлять собой обычно применяемую трубку для электрического провода, такую как трубка для электрического провода, выполненная из пластмассы из синтетической смолы. Следует заметить, что поскольку плетеная трубка допускает попадание в сетчатую структуру расплавленной смолы в процессе литья под давлением, происходит дополнительное сцепление прессуемого фиксатора 3 и переплетенной трубки.
Защитная трубка с фиксатором, относящаяся к вышеописанному второму варианту осуществления изобретения, имеет фиксатор 3, который входит в зацепление с крепежным отверстием панели, в которой производится прокладка электрического провода 23, выступающий из внешней периферической поверхности защитной трубки 2, имеющей трубчатую форму и принимающей электрический провод 23. Защитная трубка 2A выполнена из твердой виниловой трубки для электрического провода.
За счет этого защитная трубка 1 с фиксатором относящаяся ко второму варианту осуществления изобретения, поскольку прочность защитной трубки 2A существенно повышается, обеспечивает существенное улучшение защитных характеристик по защите жгута 22 электрических проводов.
Третий вариант осуществления изобретения
Далее описывается третий вариант осуществления защитной трубки 1 с фиксатором по изобретению со ссылками на Фиг.20 и 21. Следует заметить, что детали, совпадающие с деталями вышеупомянутого варианта осуществления изобретения, обозначены одинаковыми ссылочными позициями, и их описание не повторяется в данном документе.
Защитная трубка 1B с фиксатором в соответствии с вариантом осуществления изобретения, показанным на Фиг.22, снабжена защитной трубкой 2B для приема непоказанного жгута 22 электрических проводов и фиксатором 3, который сформирован с возможностью зацепления с крепежным отверстием панели, и фиксатор 3 расположен на внешней периферической поверхности защитной трубки 2B с фиксатором.
Защитная трубка 2B, как показано на Фиг.22, представляет собой так называемую виниловую электрическую трубку из твердой виниловой трубки для электрического провода, имеющей трубчатую форму, внешняя периферическая поверхность и внутренняя периферическая поверхность которой являются гладкими. Защитная трубка 2B соответствует уровню V-0 огнестойкости стандартов UL 94 и выполнена из синтетической смолы, такой как нейлоновая смола. Формирование защитной трубки 2B производится таким образом, что после размещения на защитной трубке 2B, которая имеет продолговатую форму, множества фиксаторов 3 с заданными интервалами производится, защитная трубка 2B разрезается на отрезки заданной длины. Когда на внешней периферической поверхности защитной трубки 2B с фиксатором производится прессование фиксатора 3 путем литья под давлением применяется пресс-форма 60 без пороговой части.
Оба конца защитной трубки 2B, как показано на Фиг.23, снабжены второй защитной трубкой 5, надевающейся на защитную трубку 2B и устанавливающейся с плотным прилеганием. Вторая защитная трубка 5 сформирована таким образом, что ее внутренний диаметр имеет по существу такую же величину, что и внешний диаметр защитной трубки 2B. Вторая защитная трубка 5 представляет собой так называемую виниловую электрическую трубку из твердого винила для электрического провода, внешняя периферическая поверхность и внутренняя периферическая поверхность которой являются гладкими. Вторая защитная трубка 5 соответствует уровню V-0 огнестойкости стандартов UL 94 и выполнена из синтетической смолы, такой как нейлоновая смола.
Защитная трубка 1B с фиксатором, имеющая вышеописанную конфигурацию, как показано на Фиг.24, выполнена таким образом, что вторая защитная трубка 5 входит в зацепление с обоими концами защитной трубки 2В и прессуется в единую деталь, непоказанный жгут 22 электрических проводов вставляется во вторую защитную трубку 2В для крепления к панели.
Поскольку защитная трубка 1B с фиксатором, относящаяся к вышеупомянутому третьему варианту осуществления изобретения выполнена таким образом, что в зацепление с обоими концами защитной трубки 2B может входить защитная трубка 5, возможно применение защитных трубок различного типа и длины в соответствии с решаемой задачей или местом прокладки проводки. Таким образом, защитная трубка 1B с фиксатором обладает универсальностью, может применяться в широком диапазоне задач и обеспечивает гибкость изготовления на линии по производству монтажного жгута 21. Поскольку из одной защитной трубки 2B формируется несколько защитных трубок 1B с фиксатором, их изготовление может осуществляться с малыми затратами.
Следует заметить, что защитная трубка 1, 1A и 1B с фиксатором по первому - третьему вариантам осуществления изобретения, описанным выше, как показано на Фиг.25, может быть выполнена таким образом, что защитная трубка 2 надевается на переход 54, сформированный в виде полой трубки и вставленный при помощи сжатого воздуха и вала 53A, снабженного входным отверстием 55, через которое подается сжатый воздух, защитная трубка 2 зажимается между верхней частью 61A и нижней частью 62A пресс-формы, каждая из которых снабжена полостью 64 фиксатора, и подвергается прессованию с использованием сжатого воздуха.
Следует заметить, что вышеупомянутые варианты осуществления только показывают типовые варианты осуществления настоящего изобретения, однако изобретение не ограничивается данными вариантами осуществления или их модификациями. В частности, следует понимать, что специалисты в данной области техники могут легко вносить различные изменения и производить модификации. В связи с этим, если данные изменения и модификации не выходят за рамки объема настоящего изобретения, определяемого далее, они должны рассматриваться, как включенные в данное изобретение.
Промышленная применимость
Защитная трубка с фиксатором по изобретению может применяться в качестве защитного элемента для защиты монтажного жгута, прокладываемого вдоль крепежного отверстия панели корпуса автомобиля, такого как легковой автомобиль, и аппарат для изготовления защитной трубки с фиксатором по изобретению применяется в качестве аппарата для изготовления защитной трубки с фиксатором, защищающей монтажный жгут, прокладываемый вдоль крепежного отверстия панели корпуса автомобиля, такого как легковой автомобиль.
Список обозначений
1 - защитная трубка с фиксатором.
2 - защитная трубка.
2C - паз.
3 - фиксатор.
31 - производственный аппарат.
53 - вал.
53b - выступающая полоса.
65, 66 - порог.
60 - пресс-форма.
63 - полость защитной трубки.
64 - полость фиксатора.
Изобретение относится к защитным трубкам с фиксатором, в котором фиксаторы, форма которых обеспечивает зацепление с отверстиями панелей, прессуются как составная часть защитных трубок, содержащих электрические провода, и к аппаратам для изготовления защитных трубок с фиксатором. Защитная трубка с фиксатором, в которой фиксатор выполнен с возможностью зацепления с крепежным отверстием панели, получается прессованием, а именно отлит под давлением совместно с защитной трубкой, в которую вставляется электрический провод, и разработан аппарат для изготовления защитной трубки с фиксатором. Защитная трубка с фиксатором (1) включает фиксатор (3), предназначенный для зацепления с крепежным отверстием панели, на которой производится прокладка электрического провода, расположенный на внешней периферической поверхности защитной трубки (2), имеющей трубчатую форму и принимающей электрический провод 23. 3 н. и 5 з.п. ф-лы, 25 ил.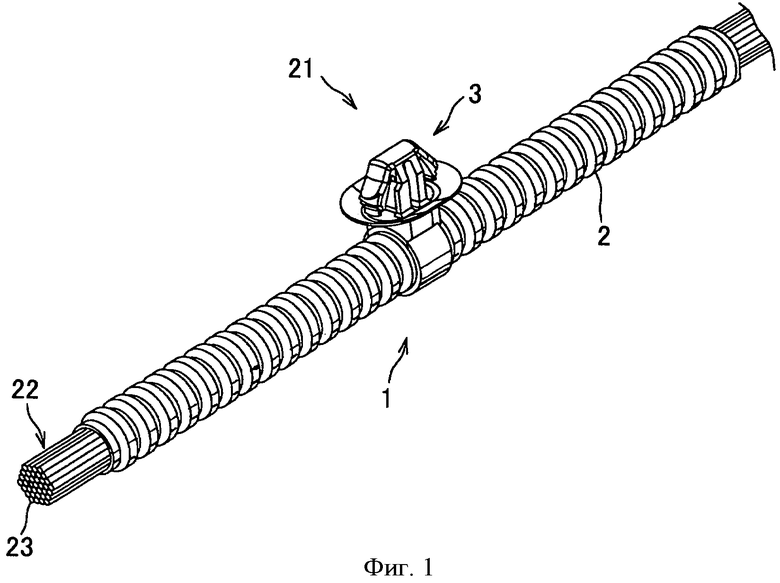
1. Защитная трубка, снабженная фиксатором, предназначенным для зацепления с крепежным отверстием панели, на которой производится прокладка электрического провода, при этом защитная трубка содержит электрический провод, отличающаяся тем, что фиксатор расположен на внешней периферической поверхности защитной трубки, при этом фиксатор отлит под давлением совместно с защитной трубкой в окружном направлении.
2. Защитная трубка по п. 1, отличающаяся тем, что включает в себя гофрированную трубку, в которой выступы и углубления расположены с переменным чередованием в осевом направлении и которая снабжена пазом, проходящим по всей ее длине, а фиксатор снабжен колоннообразной частью, расположенной на внешней периферической поверхности защитной трубки и имеющей цилиндрическую форму, при этом колоннообразная часть снабжена пазом, сообщающимся с пазом гофрированной трубки.
3. Способ изготовления защитной трубки по п. 1, включающий в себя следующие этапы:
использование пресс-формы, имеющей полость защитной трубки, принимающую защитную трубку, и полость фиксатора, сообщающуюся с полостью защитной трубки и сформированную вдоль профиля фиксатора,
пропускание вала через защитную трубку, вставленную в полость защитной трубки пресс-формы,
обжатие пресс-формы,
выпрыск расплавленной смолы внутрь пресс-формы,
разъединение пресс-формы после отверждения расплавленной смолы, заполнившей полость фиксатора, для формирования защитной трубки с фиксатором, и
извлечение вала из защитной трубки с фиксатором.
4. Способ по п. 3, отличающийся тем, что вал снабжен полосой, выступающей от внешней периферии вала и проходящей в его осевом направлении.
5. Способ по п. 3, отличающийся тем, что на внутренней периферической поверхности полости защитной трубки расположена круговая выступающая полоса вдоль профиля защитной трубки, примыкающая к внешней периферической поверхности защитной трубки.
6. Аппарат для изготовления защитной трубки по п. 1, содержащий пресс-форму, включающую в себя полость защитной трубки, принимающую защитную трубку, полость фиксатора, сообщающуюся с полостью защитной трубки и сформированную вдоль профиля фиксатора, и вал, установленный так, что он проходит через защитную трубку, вставленную в полость защитной трубки пресс-формы.
7. Аппарат по п. 6, отличающийся тем, что вал снабжен полосой, выступающей от внешней периферии вала и проходящей в его осевом направлении.
8. Аппарат по п. 6, отличающийся тем, что на внутренней периферической поверхности полости защитной трубки расположена круговая выступающая полоса вдоль профиля защитной трубки, примыкающая к внешней периферической поверхности защитной трубки.
| JPS61161913 A , 22.07.1986 | |||
| US6669150 B2, 30.12.2003 | |||
| US6491067 B1, 10.12.2002 | |||
| JP2006014569 A 12.01.2006 | |||
| JP2002315164 A ,12.04.2001 | |||
| Пластмассовый держатель изолированных проводов | 1957 |
|
SU114730A1 |
| Устройство для крепления кабеля к размещенному в скважине трубопроводу | 1984 |
|
SU1259381A1 |

