Изобретение относится к радиоэлектронике и может быть использовано при изготовлении блоков радиоэлектронной аппаратуры.
К современным электронным блокам предъявляются высокие требования по надежности, теплопроводности и снижению массы особенно для аппаратуры в носимом исполнении.
Известен способ изготовления модуля с электронными схемами, реализованный в конструкции [1] Модель содержит корпус, на противоположных внутренних стенках которого устанавливают первую и вторую подложки с заданным зазором между ними. Первую и вторую группы электронных компонентов монтируют на соответствующих участках пленки. Первая группа имеет компонент с низкой теплостойкостью. Промежуток между первой и второй группами компонентов заполнен слоем смолы с низкой теплопроводностью, что предотвращает нагрев компонентов с низкой теплостойкостью.
Недостатками такого технического решения являются значительная масса модуля, так как происходит заполнение всей свободной полости заливочным материалом с более высоким удельным весом, чем у вспенивающих материалов, а также пониженная надежность из-за исключения возможности обдувки радиоэлементов охлаждающим реагентом и высокая трудоемкость при конструировании платы, связанная с определенным расположением радиоэлементов по теплоотдаче.
Наиболее близким к предлагаемому изобретению является способ изготовления монолитного электронного устройства [2]
Способ заключается в том, что вытравленную пластину из стеклоэпоксидного ламината формируют при температуре около 80оС до вида части цилиндра. После монтажа электронных элементов на пластине устанавливают ее в корпус из полистирола, состоящий из двух частей, а затем заливают в вакууме изоляционной массой, например силиконовым каучуком.
Недостатками данного способа изготовления являются большой вес монолитного электронного устройства из-за высокой плотности заливочного материала, а также плохая теплоотдача вследствие плохой теплопроводности заливочного материала, что приводит к снижению надежности.
Цель изобретения повышение надежности путем улучшения теплового режима, а также уменьшение массы и расширение функциональных возможностей за счет высвобождения свободной полости.
На фиг. 1, 2 показан цилиндрический корпус, вид сверху и сбоку.
В цилиндрическом корпусе, состоящем из двух частей, закреплена гибкая печатная плата, включающая монтаж радиоэлементов с теплоотводами 5.
Способ осуществляется следующим образом.
Плату 1 размещают и закрепляют по периметру корпуса 2 радиоэлементами 3 в сторону внутренней стенки корпуса. После заполняют корпус заливочным материалом 4, преимущественно вспенивающимся пенопластом. Устанавливают блок в центрифугу 6 и осуществляют полимеризацию при включенной центрифуге с образованием свободной полости в зоне расположения теплоотводов (фиг. 2) за счет появления центробежных сил.
Предложенный способ позволяет обеспечить значительное снижение веса конструкции по сравнению с вышеописанными способами, поскольку в качестве заливочного материала применяется пенопласт, который имеет небольшой удельный вес.
Расчет требуемой смеси компонентов пенопласта для заливки элементов определяется по формуле
P= V˙γ+a, где Р вес смеси исходных компонентов в указанном соотношении, г;
V объем, подлежащий заполнению, см3;
γ- плотность пенопласта, г/см3;
а общие технологические потери, г (а=3 при объеме 1000 см3, а=2 при объеме свыше 1000 см3).
Рассчитывая величину объема V в зависимости от размеров и габаритов радиоэлементов в различных блоках, определяют полость отсутствия заливочного материала у основания элементов печатной платы, которая позволяет обеспечить хороший теплоотвод, чем повышается надежность работы.
Высвобождение свободной полости после полимеризации пеноматериала дает возможность использовать ее для других конструктивных решений, например для резервирования аппаратуры, чем повышается величина надежности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Радиоэлектронный блок и способ его изготовления | 1989 |
|
SU1728992A1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2257022C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2248108C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2001 |
|
RU2216885C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2237986C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2002 |
|
RU2233565C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2366125C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2002 |
|
RU2233566C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2257021C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2000 |
|
RU2191494C2 |
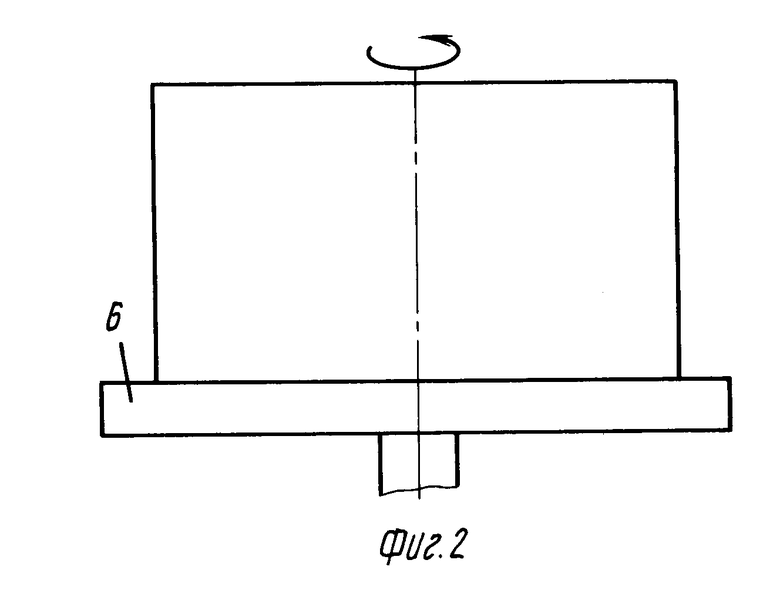
Использование: при изготовлении блоков радиоэлектронной аппаратуры повышенной надежности. Сущность изобретения: плату 1 размещают и закрепляют по периметру корпуса 2 радиоэлементами 3 в сторону внутренней стенки корпуса, а после заполнения заливочным материалом 4, преимущественно пенопластом, устанавливают блок в центрифугу и осуществляют полимеризацию при включенной центрифуге с образованием свободной полости в зоне расположения теплоотводов 5. 2 ил.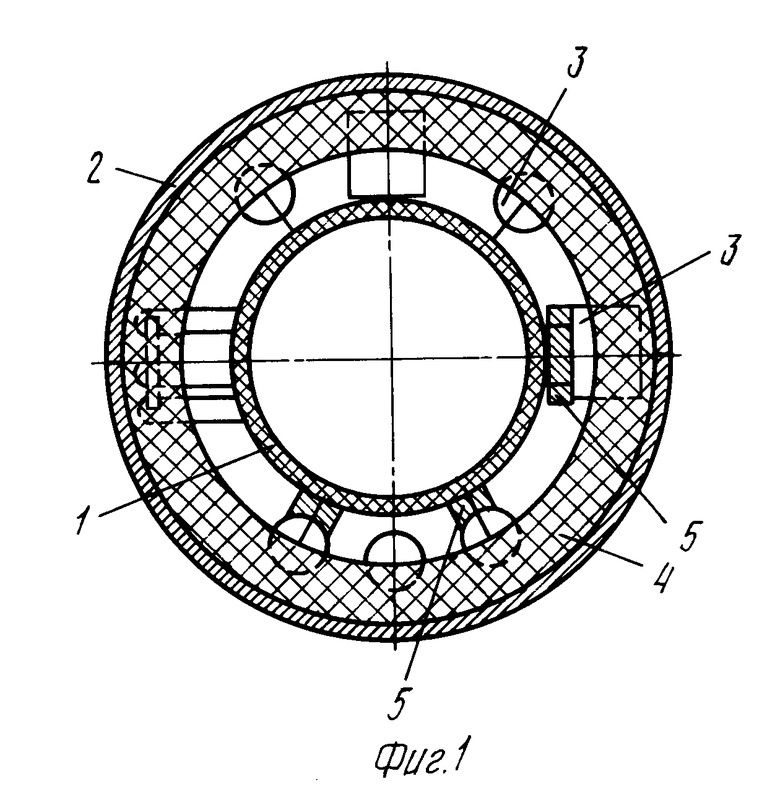
СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОЭЛЕКТРОННОГО БЛОКА, включающий монтаж радиоэлементов с теплоотводами на гибкой печатной плате, размещение и закрепление платы в цилиндрическом корпусе, состоящем из двух частей, заполнение заливочным материалом и его полимеризацию, отличающийся тем, что размещают и закрепляют плату по периметру корпуса радиоэлементами в сторону внутренней стенки корпуса, а после заполнения заливочным материалом, преимущественно пенопластом, устанавливают блок в центрифугу и осуществляют полимеризацию при включенной центрифуге с образованием свободной полости в зоне расположения теплоотводов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка Польши N 269496, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
