Изобретение относится к предохраняющим от взрыва внутрь бандажам для электронно-лучевых трубок (ЭЛТ), в частности к способу формирования горячепосаженного предохраняющего от взрыва внутрь бандажа. ЭЛТ откачиваются до очень низкого внутреннего давления и соответственно подвержены возможности взрыва внутрь вследствие нагрузок, производимых атмосферным давлением, действующим на все поверхности ЭЛТ. Эта проблема решалась снабжением ЭЛТ предохраняющими от взрыва внутрь бандажами. Такие бандажи используются, чтобы прилагать сжимающую силу к боковым стенкам панели планшайбы ЭЛТ, чтобы перераспределить некоторые из панельных сил. Перераспределение панельных сил уменьшает вероятность взрыва внутрь трубки при минимизирующем напряжении в углах планшайбы. Предохраняющие от взрыва внутрь бандажи также выгодны, потому что улучшают сопротивление удару ЭЛТ. Стекло в сжатом состоянии прочнее, чем стекло, которое не сжато. Бандаж вызывает сжатие в областях планшайбы, которые иначе находятся в напряжении. Дополнительно в случае взрыва внутрь перераспределенные нагрузки заставляют взрывающееся внутрь стекло направляться к задней части корпуса, в котором установлена ЭЛТ, при этом существенно снижая вероятность поранить кого-либо вблизи взрывающейся внутрь ЭЛТ.
Предохраняющие от взрыва внутрь бандажи горячепосаженного типа обычно изготовляются формированием полосы стали в петле, имеющей такую же конфигурацию, что и планшайба, которую следует предохранять, и соединяющей два конца полосы на одной стороне бандажа. В некоторых примерах бандаж делается соединением двух идентичных полос на двух сторонах петли. Для обоих типов бандажей периферии петли несколько меньше, чем периферия панели планшайбы. Петля нагревается приблизительно до 300-500оС, и коэффициент расширения материала заставляет петлю расширяться до размеров, позволяющих петле скользить по сторонам панели. Поскольку полоса охлаждается, то она сокращается и плотно окружает панель, при этом налагая необходимое предохраняющее от взрыва внутрь сжатие на боковые стенки панели. Сжимающая сила может быть точно управляемой приданием размеров бандажу, потому что коэффициент расширения материала бандажа известен.
Концы полос неразъемно соединяются или сваркой, или обжимкой. В обоих случаях, так как бандаж используется, чтобы прилагать значительное давление на боковые стенки ЭЛТ, весьма важно, что соединение, образованное, когда два конца соединяются вместе, достаточно прочное, чтобы выдержать давление. Следовательно, важно проверять целостность соединения, прежде чем наложить бандаж на ЭЛТ. Также важно приготовить петлю таким способом, чтобы гарантировать, что петля будет должным образом сидеть на боковых стенках ЭЛТ и налагать оптимальные сжимающие силы на ЭЛТ. Изобретение удовлетворяет всем этим критериям.
Согласно изобретению способ формирования предохраняющего от взрыва внутрь бандажа для по существу прямоугольной ЭЛТ, имеющей скругленные углы, включает операции формирования по крайней мере одной полосы материала, в по существу прямоугольную петлю с размерами, обеспечивающими возможность прессовой посадки на баллон ЭЛТ. Диагональные размеры петли расширяются при растягивании петли по диагоналям, чтобы сформировать слегка суженную область текучести рядом с вырезом.
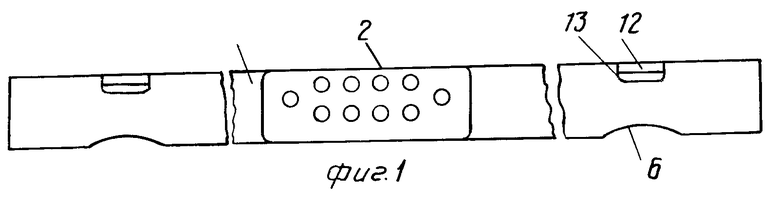
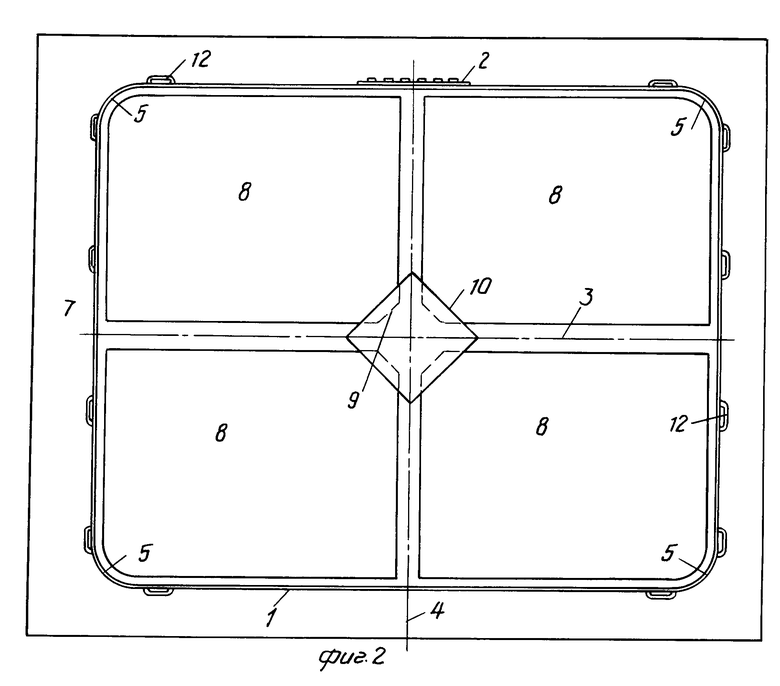
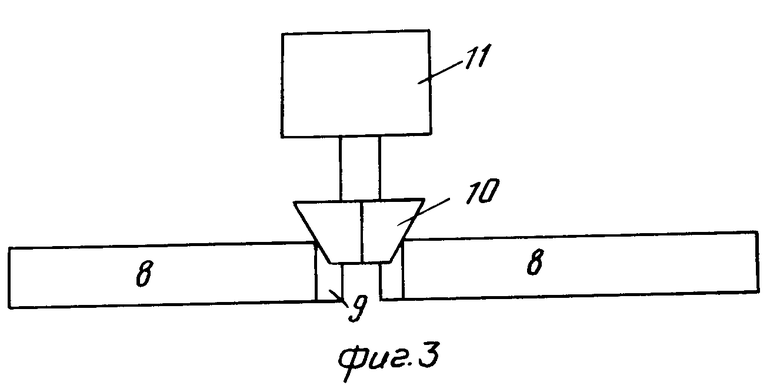
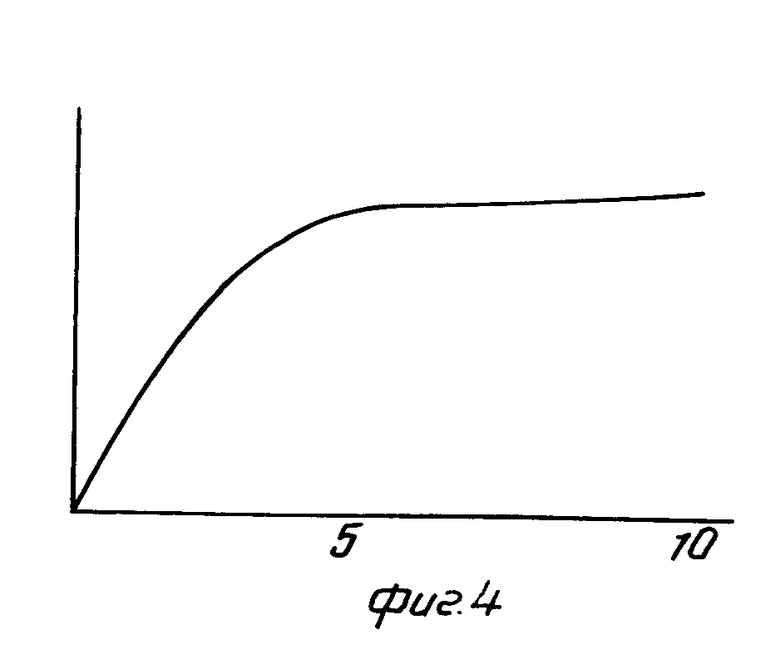
На фиг. 1 изображен предпочтительный вариант бандажа, сделанного согласно изобретению, вид сбоку; на фиг. 2 тот же бандаж с устройством для его растягивания и формирования, вид сверху; на фиг. 3 показано устройство для растягивания и формирования бандажа, вид сбоку; на фиг. 4 дана типичная кривая удлинения для материала, из которого может быть сделан бандаж.
Горячепосаженный бандаж формируется в петлю соединением концов стальной полосы в соединении 2. Концы полосы могут быть неразъемно соединены вместе сваркой или обжимкой. На фиг. 1 и 2 показано соединение обжимкой. Этот метод описан в патентах США N 4459735 и N 4757609. После того, как концы соединены, бандаж находится в форме петли, имеющей большую ось 3 и малую ось 4. Размеры большой и малой осей, а также периферия петли несколько меньше, чем соответствующие размеры ЭЛТ, на которую будет наложен бандаж. Бандаж имеет округленные углы. Обнаружено, что бандаж налагает оптимальные сжимающие силы на боковые стенки ЭЛТ, когда внутренний радиус углов 5 бандажа равен наружному радиусу углов планшайбы ЭЛТ. Лента, имеющая клей на обеих сторонах, прикладывается к ЭЛТ, где следует поместить бандаж. Лента помогает сцеплению бандажа в углах и таким образом помогает максимизировать напряжение вдоль сторон бандажа. Поскольку бандаж сокращается, то оптимальные сжимающие силы прилагаются к углам ЭЛТ и бандаж более равномерно касается всей ЭЛТ.
Также определено, что выгодно растягивать бандаж так, чтобы незначительно превышать предел эластичности металла, при этом заставляя металл подаваться в заранее определенные области. Несколько преимуществ реализуется таким предварительным напряжением материала бандажа за предел эластичности. Материал уже подался и таким образом налагает известное предсказанное напряжение на ЭЛТ. Это очевидно из фиг. 4, которая показывает, что напряжение остается постоянным после приблизительно 5%-ного удлинения. Растяжение подтверждает целостность соединения 2. Растяжение также образует суженную область 6, которая служит доказательством того, что соединение проверено.
На фиг. 2 и 3 представлено оборудование, которое может быть использовано, чтобы растягивать бандаж для того, чтобы реализовать вышезаявленные преимущества. Бандаж поддерживается каким-либо удобным способом, таким как опора 7. Множество пластин 8 располагаются так, чтобы лежать в петле бандажа. Пластины 8 с возможностью скольжения прикрепляются к опоре 7 и могут скользить в направлениях, параллельных диагонали устройства, и тем самым в направлениях диагоналей петли после ее формирования. Пластинам 8 придается форма одной четверти бандажа и, следовательно, форма и размер бандажа как требуется. Пластины отстоят друг от друга на малое расстояние и могут иметь удаленный угол, чтобы образовывать фаску 9. Фаски параллельны диагонали устройства. Клин 10 располагается между фасками и двигает пластины 8 цилиндров 11. Действие цилиндра двигает клин между пластинами и заставляет пластины двигаться и растягивать петлю. Расстояние хода пластин 8 точно управляется управляющим толчком цилиндра 11. Бандаж таким образом ложится вокруг пластины, а цилиндр действует так, чтобы двигать пластины на расстояние, достаточное, чтобы растягивать материал бандажа на 1-1,5% После того, как бандаж растянут, цилиндр дает обратный ход, и бандаж удаляется из устройства. Бандаж образует таким образом требуемую форму, и внутренний радиус углов бандажа равен внутреннему радиусу углов ЭЛТ, на которую будет посажен бандаж.
Бандаж включает крючки или стрелки 12, которые предусматриваются на обеих сторонах углов 5 и в других местах на всем протяжении бандажа. Стрелки используются, чтобы присоединять размагничивающие катушки и другие устройства, необходимые для работы ЭЛТ, вне ЭЛТ. Стрелки располагаются по одному краю бандажа и малые вырезанные участки 13 примыкают к стрелкам. Образование суженных областей выгодно по нескольким причинам. Во-первых, они являются прямым свидетельством того, что целостность соединения 2 проверена растяжением бандажа после образования соединения. Суженные области могут быть использованы в проверке, чтобы подтвердить, что растяжение сделано. В такой проверке бандаж лежит на освещенном столе с суженными участками 6 текучести, лежащими на столе, и со стрелками, обращенными вверх. Суженные участки текучести затем непосредственно видимы как подтверждение того, что соединение проверено на целостность, а отсутствие суженных областей дает в результате выбраковку бандажа. Однако суженные области являются визуальными данными в бандажах, наложенных на ЭЛТ, и таким образом служат признаком того, что бандаж сформирован должным образом и проверен.
Сущность изобретения: горячепосаженный предохраняющий от взрыва внутрь бандаж для ЭЛТ, имеющий скругленные углы, растягиваются по диагоналям, чтобы сформировать суженные области в бандаже. 3 з.п. ф-лы, 4 ил.
| Патент США N 4757609, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
