Изобретение относится к строительным материалам, в частности к установкам для изготовления пустотелого кирпича и блоков из глины, отходов ракушечника, отходов терриконов, керамзита, перлита и других строительных материалов.
Известно устройство для изготовления изделий из строительных материалов, содержащее загрузочный бункер, смонтированные на общей станине матрицу и пуансон, днище которого связано с приводом, выталкиватель и приемную площадку.
Недостатком этого устройства является малая производительность из-за наличия только одной матричной формы.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для прессования строительных изделий, содержащее станину, матрицу с двумя формующими полостями, бункер для подачи формуемой смеси в матрицу, мерный ящик и прессующий пуансон.
Недостатком этого устройства является его громоздкость из-за наличия двух контейнеров для съема готового изделия с двух постов, а также недостаточное уплотнение формуемой массы из-за одноступенчатого формования кирпича, что также не позволяет достичь постоянной толщины готового изделия.
Техническим результатом является повышение качества изделий за счет дополнительного уплотнения готового изделия, а также возможность автоматического снятия изделий на один конвейер, что позволяет уменьшить производственную площадку под установку.
Технический результат достигается тем, что устройство снабжено по обеим сторонам от бункера дополнительными прессующими постами, каждый из которых выполнен из гидроцилиндров с пуансонами, несущими пустотообразователь, установленные сверху и снизу станины, мерный ящик снабжен консольной балкой с установленными на ней механизмом съема изделия, выполненным из рамы, на которой установлены шарнирные рычаги с ограничителями вертикального перемещения, боковыми захватами и рычагами сброса готового изделия, расположенными в нижней части боковых захватов, а станина снабжена подпружиненными клиновидными направляющими, воздействующими с рычагами сброса готового изделия.
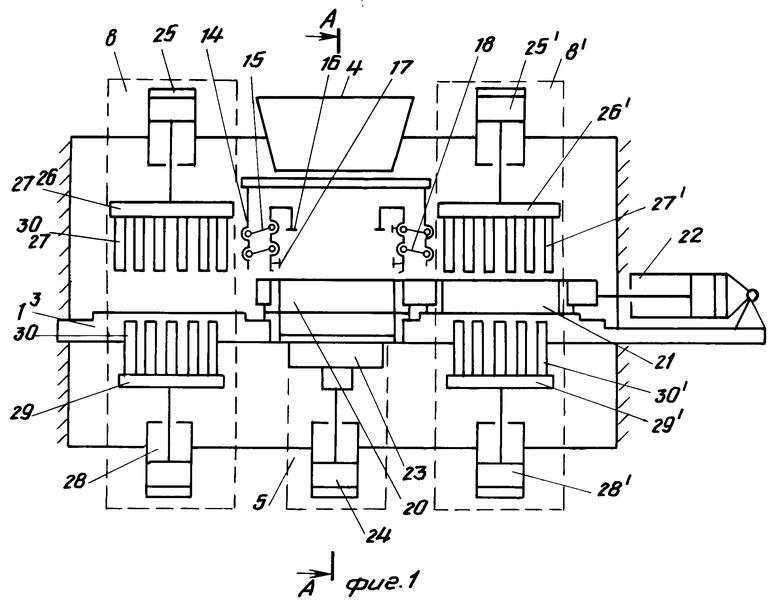
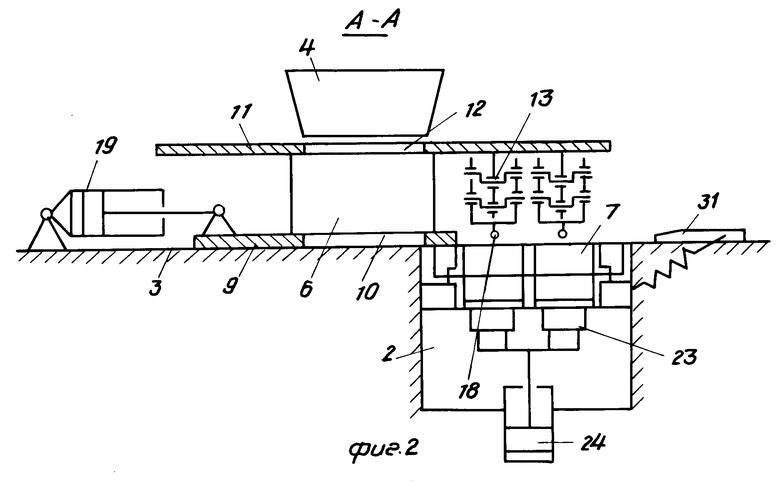
На фиг. 1 изображен общий вид устройства; на фиг. 2 разрез А-А на фиг. 1.
Устройство для формования изделий из строительных материалов содержит станину 1, установленную в приямке 2 основания 3, бункер 4, пост предварительного прессования 5, мерный ящик 6, установленную на станину 1 матрицу 7 и два дополнительных прессующих поста 8 и 8'. Мерный ящик 6 установлен в исходном положении под бункером 4 и снабжен в нижней части отсекателем 9 с отверстием 10, а в верхней части консольной балкой 11 с отверстием 12, причем на передней части консольной балки установлен механизм съема изделия 13, выполненный из рамы 14, на которой шарнирно установлены рычаги 15, имеющие в верхней части ограничители вертикального перемещения 16 готового изделия, а по бокам захваты 17. В нижней части захватов 17 установлены рычаги сброса 18 готового изделия. Мерный ящик 4 перемещается посредством гидроцилиндра 19.
На станине 1 расположена матрица 7, имеющая две формовочные полости 20 и 21, перемещаемые по станине 1 с помощью гидроцилиндра 22. В приямке 2 установлен пуансон 23, перемещаемый в вертикальном направлении при помощи гидроцилиндра 24 в формовочных полостях 20 и 21 матрицы 7 при изготовлении изделий.
С двух сторон от поста предварительного прессования 5 расположены дополнительные прессующие посты 8 и 8', каждый из которых состоит из гидроцилиндров 25 и 25', установленных сверху от станины 1 и связанных с прессующими пуансонами 26 и 26', снабженными пустотообразователями 27 и 27', и гидроцилиндров 28 и 28', расположенных снизу от станины 1 и снабженных аналогичными прессующими пуансонами 29 и 29' с пустотообразователями 30 и 30'. На основании 3 установлены подпружиненные клиновидные направляющие 31, между которыми расположена приемная площадка или конвейер (на чертеже не показана).
Устройство работает следующим образом.
В исходном положении матрица 7 находится в крайнем правом положении, пуансон 23 в нижнем положении, дополнительные прессующие пуансоны 26 и 26', 29 и 29' в крайнем верхнем и нижнем положениях, а мерный ящик 6 под бункером 4. Формовочный материал поступает из бункера 4 через отверстие 12 в мерный ящик 6. Гидроцилиндром 19 мерный ящик 6 с отсекателем 9 перемещают к приямку 2 и заполняют формовочную полость 20 матрицы 7 формовочным материалом. В это же время отверстие бункера 4 перекрываются задней частью консольной балки 11. Дальнейшим ходом гидроцилиндра 19 отсекатель 9 перекрывает формовочную полость 20, а ходом поршня гидроцилиндра 24 и пуансоном 23 предварительно уплотняют формовочный материал в формовочной полости 20 матрицы 7. Пуансоны 26 и 26', 29 и 29' совершают холостой ход. После предварительного уплотнения шток гидроцилиндра 24 возвращает пуансон 23 в исходное положение, а гидроцилиндр 19 возвращает мерный ящик 6 под бункер 4, где он заполняется формовочным материалом из бункера 4. Гидроцилиндром 22 перемещают матрицу 7 влево и формовочную полость 21 располагают под пуансоном 23. Гидроцилиндром 19 перемещают мерный ящик 6 и заполняют формовочную полость 21 формовочным материалом. Дальнейшим движением гидроцилиндра 19 перекрывают формовочную полость 21 матрицы 7 и производят предварительное уплотнение формовочного материала в формовочной полости 21. В то же время формовочная полость 20 располагается под дополнительным прессующим механизмом 8 и гидроцилиндры 25 и 28 перемещают прессующие пуансоны 26 и 29 с пустотообразователями 27 и 30 навстречу друг другу, допрессовывая готовое изделие с пустотами в формовочной полости 20 матрицы 7. Обратным ходом гидроцилиндров 25 и 28 отводят прессующие пуансоны 26 и 29 с пустотообразователями 27 и 30 в исходное положение и одновременно возвращает мерный ящик 6 под бункер 4, а гидроцилиндр 24 с пуансоном 23 в исходное положение.
После этого производят возврат матрицы 7 вправо, располагая формовочную полость 20 под пуансон 23, а формовочную полость 21 под дополнительным прессующим постом 8'. Гидроцилиндр 24 с пуансоном 23 выталкивает из формовочной полости 20 матрицы 7 готовое изделие и дальнейшим ходом гидроцилиндра 24 приподнимают готовое изделие вверх до упора в ограничители вертикального перемещения 16 готового изделия, которые поворачивают шарнирные рычаги 15 и зажимают готовое изделие с боков захватами 17, после чего гидроцилиндр 24 возвращается в исходное положение. Следующим этапом перемещают шток гидроцилиндра 19 и мерный ящик 6 заполняет формовочную полость 20 формовочным материалом, перекрывая затем ее отсекателем 9, а захваты 14, расположенные на консольной балке 11 мерного ящика 6, перемещают готовое изделие на разгрузку к приемной площадке. Рычаги сброса 17 захватов 18, наезжая на подпружиненные клиновидные направляющие 31, взаимодействуют с ними и на прямом их участке поворачивают шарнирные рычаги 15, разгружая готовые изделия на приемную площадку, при этом отсекатель 9, упираясь в подпружиненные клиновидные направляющие 31, перемещает их по основанию 3, а готовое изделие по приемной площадке на расстояние, равное длине двух готовых изделий. Длина хода подпружиненных клиновидных направляющих 31 определяется исходя из того, что передний рычаг сброса 17 должен выходить с прямого участка подпружиненных клиновидных направляющих 31, когда последние готовые изделия находятся за пределами захватов 18. Одновременно производят предварительное уплотнение формовочного материала в формовочной полости 20 пуансоном 23 и доуплотнение формовочного материала прессующими пуансонами 26' и 29' с пустотообразователями 27' и 28'. После этого гидроцилиндр 24 с пуансоном 23, гидроцилиндры 25' и 28' возвращаются в исходное положение.
При обратном движении штока гидроцилиндра 19 мерный ящик 6 и подпружиненная клиновидная направляющая 31 возвращаются также в исходное положение, а захваты 17, располагаясь на прямом участке подпружиненной клиновидной направляющей 31, не срабатывают на зажим готового изделия до занятия подпружиненными клиновидными направляющими 31 исходного положения. Движением штока гидроцилиндра 22 перемещают формовочную полость 20 на пост допрессовки 8, а формовочную полость 21 на пост предварительного прессования 5 под пуансоном 23. Производят выталкивание пуансоном 23 готового изделия из формовочной полости 21 матрицы 7 и зажимают его захватами 17. После этого процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1993 |
|
RU2040397C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2070109C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2072301C1 |
| УСТАНОВКА ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1993 |
|
RU2046701C1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ПЛАСТИНЧАТЫХ ИЗДЕЛИЙ ИЗ МЕЛКОЗЕРНИСТЫХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2040398C1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2041061C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031778C1 |
| ПРЕСС-ФОРМА К ПРЕССУ | 1993 |
|
RU2042525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для прессования строительных изделий | 1989 |
|
SU1706869A1 |
Использование: в установках для изготовления пустотелого кирпича и блоков из глины, отходов ракушечника, отходов терриконов, керамзита, перлита и других строительных материалов. Сущность изобретения: устройство снабжено по обеим сторонам бункера дополнительными прессующими постами, каждый из которых выполнен в виде силовых цилиндров, несущих прессующие пуансоны с пустотообразователями, установленными сверху и снизу станины, мерный ящик снабжен консольной балкой с установленным на ней механизмом съема изделия, выполненным из рамы, на которой установлены шарнирные рычаги с ограничителями вертикально перемещения и боковыми захватами с рычагами сброса готового изделия, а на основании установлены с возможностью перемещения в горизонтальном направлении подпружиненные клиновидные направляющие, взаимодействующие с рычагами сброса готового изделия и мерным ящиком. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ, содержащее расположенные на основании станину, матрицу с двумя формующими полостями и механизм ее перемещения, бункер для подачи формовочной смеси в матрицу, мерный ящик и прессующий пуансон, отличающееся тем, что оно снабжено расположенными по обеим сторонам бункера дополнительными прессующими постами, каждый из которых выполнен в виде силовых цилиндров, несущих прессующие пуансоны с пустотообразователями, установленными сверху и снизу станины, при этом мерный ящик снабжен консольной балкой с установленным на ней механизмов съема изделия, выполненным из рамы, на которой установлены шарнирные рычаги с ограничителями вертикального перемещения и боковыми захватами с рычагами сброса готового изделия, а на основании установлены с возможностью перемещения в горизонтальном направлении подпружиненные клиновидные направляющие, взаимодействующие с рычагами сброса готового изделия и мерным ящиком.
| Устройство для прессования строительных изделий | 1989 |
|
SU1706869A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
