Изобретение относится к разделению на составляющие компоненты водомаслоокалиносодержащих отходов (ВМОСО) металлургического и машиностроительного производства и может быть использовано на этих производствах с целью утилизации, регенерации продуктов и их повторного использования.
Известен способ термической переработки водомаслоокалиносодержащих смесей (ВМОСС), включающий обработку смеси с содержанием воды около 26% которую отделяют перегонкой при температуре до 100о С. Затем смесь сушат при температуре 120о С. Далее емкость со смесью вакуумируют и проводят перегонку масла при давлении не выше 30 мм рт.ст. и при температуре 300-350о С. Затем подвергают сушке, поднимая температуру, но не более 400о С. После охлаждения и выравнивания давления до атмосферного выгружают окалину. Способ позволяет извлекать 94% масла с содержанием в нем механических примесей до 0,007% т.е. получить высокие качественные показатели [1]
Однако известный способ требует больших энергозатрат на стадии выпаривания воды до ее полного удаления из массы загруженного шлама. Мала производительность печи в связи с большой продолжительностью процесса перегонки и недостаточностью удельного содержания твердых компонентов в составе смеси при данном объеме печи. По окончании цикла в печи остается порошкообразная окалина. Для выгрузки, транспортирования окалины и для очистки при необходимости печи от пригоревшего осадка требуется дополнительное оборудование, что усложняет технологию на вспомогательных операциях и еще более увеличивает цикл переработки, снижая производительность печи. Кроме того, полученный твердый остаток в виде порошкообразной окалины нельзя считать удовлетворительным результатам, поскольку при последующем ее переплаве мелкодисперсные легкие частицы уносятся тепловым потоком, что приводит не только к частичной потере металла и загрязнению окружающей среды, но также усложняет процесс переплавки, поскольку на расплавление порошковой массы требуется больший расход энергии.
Известна технологическая схема тепловой обработки ВМОСС содержащая приемный бункер, снабженный подающим дозирующим механизмом, печь, систему теплообменников и конденсаторов, камеру охлаждения [2]
Однако технология не позволяет решить задачу полного восстановления окалины до железа в печи без дополнительных мер. Гранулометрический состав твердых фаз таков, что требует дальнейшего помола. Необходима трехкратная перегрузка твердой фазы из одного аппарата в другой.
Согласно изобретению способ разделения ВМОСС включает отбор смеси, предполагающей наличие около 25% воды, нагрев и разделение смеси на отдельные компоненты, преимущественно перегонкой воды и масла при температуре не выше температуры кипения масла. Новым в изобретении является то, что смесь из приемного бункера загружают в перфорированные обоймы, в которых смесь подвергают последовательно отжиму, при котором удаляют большую часть воды и масла (до 70% ), и прессованию. Сформированные брикеты загружают в печь стационарного нагрева с температурой не выше 450о С, соответствующей наивысшей точке кипения масляного остатка, и выдерживают в печи до достижения указанной температуры в верхнем слое загруженных брикетов.
Линия для осуществления способа содержит приемный бункер с дозирующим питателем, печь и грузоподъемное оборудование. В отличие от известной установки предлагаемая линия содержит дозирующий питатель, выходной конец которого смонтирован на вспомогательном раздаточном столе первого пресса, например, имеющего номинальное усилие 100 кН. Первый пресс укомплектован металлическими перфорированными обоймами. На этом прессе отжимают смазочно-охлаждающую жидкость (СОЖ), находящуюся в смеси в свободной жидкой фазе. Обоймы с уплотненным продуктом переработки имеют возможность перемещения, например, посредством транспортеров к второму прессу, имеющему большее номинальное усилие, например, до 2500 кН, на котором осуществляют отжатие жидкой фазы смеси, находящейся в свободном состоянии, и брикетирование продукта. На втором прессе содержание жидкой фазы смеси снижается до 10% в объеме продукта, причем жидкая фаза остается преимущественно в адсорбированном виде. Печь стационарного тепловыделения подключена к системе теплообменников и конденсаторов и укомплектована корзинами для переноса брикетов грузоподъемным оборудованием от второго пресса в печь, а из печи в камеру для охлаждения и на площадку для выгрузки брикетов.
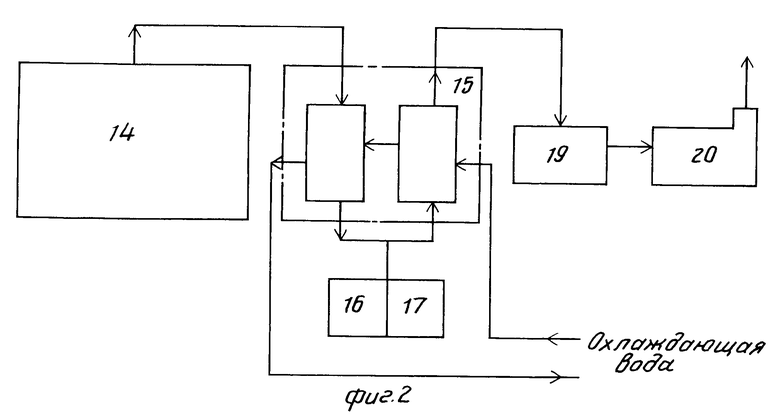
На фиг. 1 изображена схема линии для разделения ВМОСС, на фиг.2 схема теплообменников и конденсаторов.
Линия включает в себя в соответствии с последовательностью выполняемых операций приемный бункер 1, снабженный дозирующим питателем 2, например, в виде транспортера. Выход питателя 2 подведен к вспомогательному раздаточному столу 3, на котором смесь загружают в металлические перфорированные обоймы 4. Диаметр обоймы 50 мм, толщина стенок около 5 мм, высота 100-120 мм, диаметр перфораций 0,2-0,5 мм в зависимости от дисперсности твердой фазы ВМОСС. Обойма 4 с загруженным продуктом подается на стол первого пресса 5, на котором из продукта через отверстия в обойме отжимается водомаслосодержащая смесь давлением 15-20 МПа. После отжатия на первом прессе обойма с уплотненным продуктом транспортером 6 подается к второму прессу 7, на котором из обоймы предварительно уплотненный продукт пуансоном пресс-формы подается в пресс-форму, в которой максимально отжимают водомаслосодержащую смесь из продукта и формируют брикет 8. Усилие отжатия и брикетирования 500-600 МПа ( например, на прессе ДГ 2434 номинальным усилием 2500 кН). Отжатая на прессах 5 и 7 смесь по отводным каналам (не показаны) поступает в емкости 9 и 10 для сбора отжатой водомаслосодержащей смеси. Далее брикеты 8 загружают в корзину 11. Корзины 11 выполнены, например, в виде соосно расположенных перфорированных металлических поддонов 12, с помощью которых формируется плотная кассета брикетированного продукта переработки. Кран-балкой 13 корзины 11 с брикетами 8 устанавливают в печь 14 стационарного нагрева с установленной максимальной температурой, соответствующей температуре конца кипения масляных отходов 430-450о С. Во избежание самовозгорания водомасляной парообразной смеси в диапазоне температур перегонки низкокипящих фракций масла 200-230о С печь 14 подключена к системе теплообменников и конденсаторов, снабженных вытяжным вентилятором.
Названная система включает в себя двухсекционный теплообменник 15 с двумя приемниками 16 и 17 конденсата воды и масла. Количество теплообменников и приемников масла может быть увеличено.
После температурной обработки в печи 14 корзины 11 транспортируют кран-балкой 13 в камеру 18 для охлаждения брикетов.
Способ осуществляется следующим образом.
Из вторичных отстойников отходов металлургической и металлообрабатывающей промышленности с содержанием жидких компонентов до 80% сгущенную пульпу, содержащую около 50% шлама, перекачивают в приемный бункер 1. Из бункера смесь загружают питателем-дозатором 2 в перфорированный металлические обоймы 4. На первом прессе 5 осуществляют предварительный отжим воды и масла, находящихся в смеси в свободной жидкой фазе. После отжима в смеси сохраняется 7-8% воды, 15-17% масла и 75-78% шлама. Уплотненный продукт проявляет способность удерживаться в обойме для целей последующих перемещений. Обоймы с этой уплотненной смесью устанавливают на транспортер (рольганг, склизы) и подают к гидропрессу 7. На втором прессе осуществляется максимальное отжатие жидкой фазы из продукта и формирование брикетов 8. Содержание воды и масла в них не превышает 10% в основном в адсорбированном состоянии. Брикеты хорошо сохраняют форму на всех последующих стадиях. Отжатая водомаслосодержащая смесь собиpается в приемных емкостях 9 и 10 первого и второго прессов. Обоймы, освободившиеся после выпрессовки брикетов, транспортируют к раздаточному столу 3 первого пресса 5, а брикеты загружают в корзину 11. Корзины, заполненные брикетами 8, кран-балкой 13 устанавливают в печь 14 со стационарным максимальным тепловыделением, например, электропечь СШЦМ 6,6/9 4УХЛМ. Заданная температура нагрева соответствует температуре конца кипения высокомолекулярных фракций масла 430-450о С. В печи осуществляется операция термической десорбции, в ходе которой происходит выпаривание из брикетов адсорбированных воды и масла. Регулировка тепловыделения в печи не требуется, т.к. происходит саморегуляция температуры в объеме печи. После установки корзины в печь температура в печи падает и по мере выпаривания десорбированной воды в осевом направлении печи перемещается зона 100-130о С. За этой зоной перемещается зона 150-220о С, соответствующая температура перегонки низкомолекулярных фракций масла, и затем зона 220-350о С, в которой десорбируется среднемолекулярная фракция. В зоне 350-450о С происходит частичный пиролиз высокомолекулярной фракции. Процесс завершается при температуре в верхней части печи 450о С. Один цикл термообработки не превышает 1,5 ч при объеме загрузки до 250 кг, остаток масла в брикетах не превышает 2% плотность брикета составляет 4,2-4,5 г/см3, содержание окислов не превышает 40% по сравнению с прототипом цикл сокращается в 1,5-2 раза.
Серия опытов показала, что процесс идет с хорошей повторяемостью и предсказуемостью. Характер распределения температур в объеме загрузки печи остается неизменным даже в том случае, если увеличить максимальную температуру в печи. Изменяется лишь скорость рекуперации воды и масла. Опыт показал также, что при загрузке печи брикетированным продуктом с содержанием адсорбированной СОЖ около 10% процесс пиролиза преобладает над коксованием.
Для обеспечения полной конденсации паров и предотвращения уноса паров или жидкости в капельной форме используется сочетание двухсекционного конденсатора 15 с встроенными между ними двумя приемниками конденсата воды 16 и масла 17 и масляного ротоклона 19 с перепадом высот масла на его рабочих пластинах не более 15 см. Вентилятор 20 обеспечивает отсос паров из печи, их продувку через теплообменник и ротоклон. Создаваемое разрежение в объеме печи не выше 3 кПа.
Предварительный отжим воды и масла, находящихся в ВМОСС в свободном жидком состоянии, и брикетирование продукта перед термообработкой позволяет получить следующие преимущества:
значительно сокращаются энергозатраты на выпаривание свободной жидкой фазы, уменьшается паровыделение и загрязнение атмосферы помещения во время загрузки печи, снижаются мощности и габариты необходимых теплообменников, сборников конденсата воды и масла, в отсутствии интенсивного паровыделения нет необходимости вакуумирования загружаемой емкости во избежание самовозгорания масляно-воздушной смеси;
существенно улучшаются экологические условия на участке термообработки ВМОСС как по наличию водомасляной пыли в атмосфере, так и по условию видимости атмосферы;
достигается простота и удобство брикетирования, т.к. текучая водомаслоокалиновая суспензия проще поддается загрузке в формирующие перфорированные обоймы по сравнению, например, с известным брикетированием продукта после отжига, которое сопровождается большим запылением помещения и атмосферы;
упрощается транспортировка обрабатываемого продукта с соблюдением на всех стадиях процесс условий гигиены труда, т.к. брикетированные отходы обладают достаточной прочностью на ударные воздействия как до, так и после термообработки;
при том же качестве разделения продуктов, что и в прототипе, уменьшаются также энергозатраты и время термообработки в связи с большей величиной теплопроводности брикетированного продукта, чем насыпного, это же качество полезно при дальнейшей обработке металла, при переплавке и на агломерационных фабриках сокращается унос мелких частиц металла тепловым потоком печей, что обеспечивает экономию металла и снижение экологических вредных выбросов;
значительно увеличивается производительность печи при рассмотрении равновеликих объемов известной и предлагаемой печей: больше масса загружаемого твердого компонента, сокращается процесс термодесорбции как за счет минимального наличия СОЖ в брикетах, так и за счет увеличения теплопроводности более плотной брикетированной массы, практически отпадает необходимость в проведении вспомогательных операций по очистке печи от пригоревшего остатка, таким образом, сокращаются по времени и совершенствуются условия обслуживания и эксплуатации предлагаемой линии в сравнении с проведением известных аналогичных процессов;
загрузка и разгрузка печи не требует специального оборудования и осуществляется, например, универсальным крановым оборудованием кран-балкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛСОДЕРЖАЩИХ ШЛАМОВ | 2002 |
|
RU2237544C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217510C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266969C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 1994 |
|
RU2083694C1 |
| СПОСОБ ОЧИСТКИ ОБОРОТНОЙ ВОДЫ СИСТЕМ ГАЗООЧИСТОК ПЛАВИЛЬНЫХ ПЕЧЕЙ И УТИЛИЗАЦИИ МЕТАЛЛОСОДЕРЖАЩИХ ШЛАМОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2413015C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ УГОЛЬНЫХ ШЛАМОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2349635C1 |
| СОСТАВ ДЛЯ БРИКЕТИРОВАННОГО ТОПЛИВА | 1996 |
|
RU2100419C1 |
| СОСТАВ ДЛЯ БРИКЕТИРОВАННОГО ТОПЛИВА | 1996 |
|
RU2100420C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ШЛАМОВ | 1994 |
|
RU2097166C1 |
| СТАЛЕПЛАВИЛЬНЫЙ ФЛЮС И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2374327C2 |

Использование: разделение на составляющие компоненты водомаслоокалиносодержащих отходов металлургического и машиностроительного производств. Сущность изобретения: водомаслоокалиносодержащие отходы загружают в перфорированные обоймы, в которых смесь подвергают последовательно отжиму и прессованию. Сформированные брикеты загружают в печь стационарного нагрева и контролируют достижение заданной температуры в верхнем слое загруженных брикетов. Линия для осуществления способа включает приемный бункер, снабженный дозирующим питателем, подающим смесь на раздаточный стол, укомплектованный перфорированными обоймами. Загруженные смесью обоймы подают на стол первого пресса, на котором под давлением 15 - 20 МПа отжимают маслосодержащую смесь. Затем обойму с уплотненным продуктом подают транспортером на второй пресс. Далее брикеты загружают в корзину, которую устанавливают в печь стационарного нагрева с установленной максимальной температурой, соответствующей температуре конца кипения масляных отходов 430 - 450°С. После температурной обработки в печи корзины транспортируют кран-балкой в камеру для охлаждения. 2 с.п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
