Изобретение относится к металлургии и может быть использовано при подготовке стружковых и шламовых отходов металлообработки к металлургическому переплаву.
Известен способ брикетирования стальной стружки (1), согласно которому стружку подвергают дроблению, холодному прессованию, нагреву на воздухе до температуры 700-800°С и горячему прессованию. Холодное прессование стружки проводят с целью получения плотного брикета, способного противостоять внутреннему окислению при нагреве. Брикет нагревают в две стадии. Вначале осуществляют нагрев до 250-350°С со скоростью 10-20°С/мин для удаления влаги и разложения масла на летучие составляющие и свободный углерод. Затем температуру повышают до 700-800°С со скоростью 25-35°С/мин. При этом стружку предохраняет от окисления свободный углерод в виде твердых сажистых отложений на ее поверхности.
К недостаткам известного способа следует отнести низкую защищенность поверхностного слоя брикета от окисления. При нагреве на воздухе до температур 700-800°С пористый поверхностный слой обезуглероживается и окисляется.
Способ не позволяет осуществлять брикетирование стружки малопластичных высокоуглеродистых или высоколегированных сталей, например подшипниковой или инструментальной. Стружка этих сталей не поддается холодному брикетированию. При нагреве на воздухе в некомпактированном виде она окисляется.
Наиболее близким по технической сущности к предлагаемому изобретению является способ брикетирования стальной и чугунной стружки (2-прототип), согласно которому стружку подвергают дроблению, механическому отжатию от смазочно-охлаждающей жидкости (СОЖ), нагреву до температуры 650-700°С и горячему прессованию.
К недостаткам известного способа следует отнести низкую плотность стружки при нагреве и свободный доступ воздуха в зону нагрева. СОЖ сгорает, процесс пиролитического разложения масляной фазы протекает кратковременно. Эффективность защитной атмосферы, а также количество выделенного углерода оказываются недостаточными для предохранения стружки от окисления. Стружка окисляется как в зоне нагрева, так и на выходе из печи. Мелкая стружка, размером менее 1 мм, с высокой удельной поверхностью, активно сгорает, что препятствует введению в состав шихты шлифовальных, заточных, опиловочных и обкатных шламов.
Известно устройство для брикетирования металлической стружки (1), включающее пресс для холодного прессования стружки, камерную нагревательную печь для нагрева брикетов и молот для динамической допрессовки горячих брикетов.
Недостатком устройства является наличие окислительной атмосферы в зоне нагрева брикетов из-за негерметичности камеры нагревательной печи.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство горячего брикетирования стальной и чугунной стружки (2 - прототип), включающее дробилку, центрифугу, нагревательную печь и брикетировочный пресс. Стружка нагревается в наклонном вращающемся барабане газовой печи. Газовое пламя образуется при вдувании в барабан природного газа и воздуха. СОЖ сгорает вместе с газом и удаляется из печи. Продукты неполного сгорания направляются в камеру дожигания, в которой также установлены газовые горелки. Образующийся углекислый газ с парами воды проходит через водяной рекуператор, охлаждается и подвергается очистке вначале в циклоне для удаления твердых частиц, затем в сухих или мокрых фильтрах. После чего газ выбрасывается в атмосферу.
К недостаткам известного устройства следует отнести наличие окислительной атмосферы в рабочем пространстве печи. Слой стружки при вращении барабана печи разрыхляется и не оказывает сопротивления выходу в печь продуктов возгонки СОЖ. Значительное количество металлической пыли (до 20%), образуемой при сушке шлама, уносится из печи вместе с печными газами.
Задача, решаемая данным изобретением, состоит в повышении качества брикетов и универсализации процесса горячего брикетирования стружки.
Поставленная задача решается тем, что в способе брикетирования металлической стружки, включающем ее дробление, механическое отжатие от смазочно-охлаждающей жидкости (СОЖ), нагрев до температуры б50-700°С и горячее прессование, содержание СОЖ в стружке при механическом отжатии доводят до 2-4%, затем стружку перемешивают с металлическим или металлоабразивным шламом с содержанием СОЖ 5-10%, при этом количество шлама дозируют в пределах 5-25% от массы смеси, после чего смесь формуют в пористый слой плотностью 700-1400 кг/м3 и пропускают через зону нагрева с отношением длины к размеру поперечного сечения, равным 7-10, при этом скорость движения слоя составляет 0,06-0,1 м/мин.
Для осуществления способа в устройстве брикетирования металлической стружки, включающем дробилку, центрифугу, нагревательную печь и брикетировочный пресс, канал для перемещения стружки при нагреве изготовлен в виде пустотелого муфеля и двух виброопор, расположенных у его впускной и выпускной горловин, при этом в боковых стенках муфеля выполнены отверстия таким образом, что отношение расстояния между ними в продольном сечении муфеля к ширине его внутренней полости находится в пределах 2,2-3,5, а площадь каждого из отверстий по отношению к площади поперечного сечения полости составляет 3-5%.
Предлагаемый способ реализуется с помощью устройства (см. чертеж), которое состоит из приемного вибробункера 1, установленного на четырех пружинных опорах 2 и снабженного электромеханическим вибратором 3. Пружины 2 размещены в углах вентиляционной коробки 4, смонтированной на перекрытии 5. Коробка 4 имеет отверстия А для улавливания отработанных печных газов. Этой же цели служит герметичный гибкий чехол 6, перекрывающий пространство между вибробункером 1 и вентиляционной коробкой 4.
Направляющая горловина вибробункера 1 входит в стальной пустотелый муфель 7 нагревательной печи 8. Муфель 7 опирается заплечиками 9 на перекрытие 5. Муфель 7 имеет отверстия Б для выхода газов в рабочее пространство В печи 8. Выпускная горловина муфеля 7 пропущена в отверстие, выполненное в основании печи 8. Печь 8 снабжена газовыми горелками 10 и воздушными кранами 11 для вдувания в нее природного газа и воздуха. Верхнее перекрытие печи 8 имеет отверстие Г для выхода газов в вентиляционную коробку 4. Непосредственно у основания печи расположены щелевидные отверстия Д, выполняющие роль поддувала и приемника газов, исходящих от нагретого металла, выходящего из муфеля 7. Над отверстиями Д установлены вытяжные колпаки 12, 13.
Печь 8 смонтирована на стальной опоре 14, которая имеет две стяжные плиты 15, 16. Между плитами установлен механизм вибролотка 17. Вибролоток 17 снабжен электромеханическим вибратором 18, прикрепленным к его днищу. Вибролоток 17 опирается на подпружиненные траверсы 19, 20, перемещаемые по четырем направляющим колонкам 21 штоками гидроцилиндров 22, 23. Вертикальные направляющие колонки 21 закреплены в гнездах плит 15, 16. Работа гидроцилиндров 22, 23, а следовательно, перемещение траверс 19,20 обеспечиваются гидростанцией 24.
Положение вибролотка 17 и угол его наклона определяется положением траверс 19, 20, Фиксирование рабочего положения лотка 17 осуществляется с помощью жестких опор, устанавливаемых под траверсами 19, 20 (не показаны). В горизонтальном положении лоток 17 запирает муфель 7. При этом во избежание непроизводительных потерь стружки при первоначальном пуске устройства используется пустотелая вставка 25. Положение лотка 17с уклоном вправо предназначено для подачи стружки в приемный бункер 26 брикетировочного пресса 27. Положение лотка 17 с уклоном влево используется для отвода стружки в короб 30.
Пустотелый муфель 7 и две виброопоры: вибробункер 1 и вибролоток 17 представляют собой канал для перемещения стружки при нагреве.
Устройство работает следующим образом. В рабочем пространстве В печи 8 с помощью газовых горелок 10 и воздушного дутья устанавливается температура 650-700°С. Кислород, необходимый для работы горелок 10, поступает вместе с воздухом через поддувало Д. Гидроцилиндры 22, 23 выводят вибролоток 17 в горизонтальное положение и прижимают его к выпускной горловине муфеля 7. При этом вставка 25, установленная на лотке 17, вводится внутрь горловины и запирает муфель 7. Гидроцилиндры 22, 23, воздействуя через лоток 17 на муфель 7, приподнимают его, отрывая заплечики 9 от перекрытия 5.
Стружко-порошковая смесь засыпается в приемный бункер 1 и муфель 7. Включаются вибраторы 3, 18, смесь формуется до заданной плотности. Образуется пористый слой смеси, представляющий собой плотную теплопроводную сердцевину муфеля 7. Слой нагревается до температуры 650-700°С при выключенных вибраторах 3, 18.
Зона нагрева, т.е. зона непосредственного теплового воздействия со стороны печи 8 на слой стружки в муфеле 7 ограничена длиной рабочего пространства печи L и шириной слоя а. Передача тепла от печи 8 стружке осуществляется контактным способом. Слой нагревается равномерно по всему объему. Вначале нагревается стальной муфель 7, а затем металлическая составляющая смеси. После этого происходит нагрев и возгонка СОЖ.
Нагреваемый объем стружки, благодаря высокой теплопроводности муфеля 7 и самой стружки, значительно превышает объем зоны нагрева. Это обстоятельство, с одной стороны, повышает производительность нагрева, а с другой стороны, позволяет поддержать температуру стружки в выпускной горловине муфеля 7, расположенной ниже зоны нагрева.
На протяжении всего нагрева пористый слой смеси продувается продуктами возгонки собственной СОЖ: вначале парами воды и летучими фракциями масла (100-400°С), затем угарным и углекислым газом, низкомолекулярными углеводородными соединениями и сажей (400-700°С). Образуется защитная углеводородная атмосфера, выходу которой из муфеля препятствует сопротивление слоя стружки. В муфеле создается избыточное давление, препятствующее проникновению в него воздуха. Надежность защитной атмосферы обеспечивается большой плотностью и протяженностью нагреваемого слоя.
Пористый слой смеси выполняет роль фильтра, на котором оседает сажистый углерод - продукт пиролиза углеводородных соединений. В условиях отсутствия окислителя и горения термодеструктируемой масляной фазы количество выделяемого углерода максимально. Наиболее интенсивно процесс пиролиза протекает при температурах 550-650°С. Стальная стружка является катализатором этого процесса.
Избыток газа выпускается в печь 8 через отверстия Б в муфеле 7 и дожигается. Это необходимо для ускорения процесса сушки стружки. Отверстия Б выполнены в боковых стенках муфеля на разных уровнях. Они делят муфель на секции, длина которых равна расстоянию между отверстиями (1) в продольном сечении муфеля. Количество отверстий определяется по формуле L/1-1. Каждая секция задерживает газ в муфеле 7 настолько, насколько это необходимо для поддержания динамического равновесия между вновь образующимся объемом газа и объемом газа, который выпускается из муфеля 7 в печь 8. Динамическое равновесие регулируется двумя параметрами: отношением расстояния между отверстиями Б в продольном сечении муфеля 7 к ширине его внутренней полости (l/а) и отношением площади каждого из отверстий Б к площади поперечного сечения полости (f/F).
Процесс возгонки СОЖ, сопровождаемый длительной термодеструкцией масляной фазы, протекает при температурах 400-450°С. Температура металла при этом практически остается постоянной, равной температуре масла на его поверхности. Объем газа в муфеле 7 поддерживается постоянным. По окончании процесса сушки температура металла возрастает, достигая температуры рабочего пространства В печи 8, т.е. 650-700°С. Количество газа в муфеле 7 убывает, что сопровождается отложением большого количества сажи на поверхности стружки.
По окончании процессов сушки и нагрева стружки гидроцилиндры 22, 23 опускают вибролоток 17 в крайнее нижнее положение. Вставка 25 выводится из муфеля 7 и убирается с лотка 17. Гидроцилиндры 22, 23 выводят вибролоток 17 в рабочее положение с уклоном вправо. Это положение фиксируется с помощью жестких опор, установленных под траверсами 19, 20 (не показаны). Включаются вибраторы 3, 18, нагретая смесь подается в приемный бункер 26 пресса 27. Начинается процесс горячего прессования. Получаемые горячие брикеты 28 скатываются по наклонному лотку 29 на ленту транспортера, установленного под прессом, и выгружаются в короб (на рис. не показаны).
Использование вставки 25 при первоначальном пуске устройства позволяет исключить непроизводительные потери "холодной" стружки в выпускной горловине муфеля 7, расположенной ниже зоны нагрева.
После уплотнения смеси в муфеле 7 вибратор 3 выключается. Подача смеси в бункер 26 осуществляется периодическими включениями вибратора 18. Уровень смеси в приемном бункере 1 понижается. Очередная загрузка смеси осуществляется при его полном освобождении. Таким образом обеспечивается процесс непрерывной подачи, нагрева и прессования стружки. Каждая очередная порция смеси последовательно уплотняется в муфеле 7 за счет вибрации и пропускается через зону нагрева. При этом она полностью очищается от СОЖ и нагревается. Выпуск смеси из печи осуществляется в момент достижения ею температуры рабочего пространства печи.
Условия теплопередачи, а следовательно, скорость и длительность сушки и нагрева стружко-порошковой смеси при заданной температуре рабочего пространства В печи 8 определяются отношением длины зоны нагрева к размеру ее поперечного сечения (L/a), а также скоростью движения слоя в муфеле 7. Последний параметр зависит от производительности пресса 27.
Формовка смеси в муфеле 7 и, при необходимости, ее проталкивание в процессе непрерывного нагрева и прессования осуществляются следующим образом. Гидроцилиндры 22, 23, воздействуя через лоток 17 и слой стружки на муфель 7, приподнимают его, отрывая заплечики 9 от перекрытия 5. Включаются вибраторы 3, 18. Муфель 7 получает вибрацию от верхней и нижней виброопор 1, 17, передающих движение через нагреваемый слой стружки. Смесь устремляется в бункер 26 пресса 27.
Чехол 6 предотвращает выброс дымовых газов и пламени из печи 8 в атмосферу при подъеме муфеля 7.
На выходе из печи стружка защищена от окисления плотным слоем сажи. Газы, исходящие от нагретого металла, улавливаются колпаками 12, 13 и возвращаются в печь через отверстия Д, благодаря большой тяге в дымоходе печи В. Эта тяга создается за счет большой высоты дымохода В и дополнительной вытяжки со стороны дымососа (не показан). Процесс горения природного газа и продуктов возгонки СОЖ поддерживается вдуванием в печь воздуха через краны 11, а также воздуха, поступающего в печь через поддувало Д. Продукты полного сгорания выходят из печи 8 через отверстия Г и А и попадают в вентиляционную коробку 4. Из коробки 4 они подаются в рекуператор и экономайзер. После теплообмена газы подвергаются очистке в циклоне, фильтре и выбрасываются в атмосферу.
В случае аварийной остановки пресса 27, во избежание саморазогрева, оплавления и "закозления" стружки в муфеле 7 гидроцилиндры 22, 23 выводят лоток 7 в положение с уклоном влево. Включаются вибраторы 3, 18, и стружко-порошковая смесь сбрасывается в короб 30.
Способ брикетирования металлической стружки осуществляется следующим образом.
Пример 1. Токарную стружку подшипниковой стали ШХ15 с исходным содержанием СОЖ (сульфофрезола) 20% после дробления подвергали центрифугированию при частоте вращения ротора центрифуги 470 об/мин и диаметре барабана 1,12 м. Остаточное содержание СОЖ составляло 3,0%. Шлифовальный шлам той же марки стали с исходным содержанием СОЖ (эмульсола) 40% отстаивали на наклонной площадке в течение 3 дней, после чего содержание эмульсола понижалось до 8%.
Стружку перемешивали со шламом, количество которого составляло 15% от массы смеси. Смесь засыпали в грейферный короб и направляли в приемный бункер установки горячего брикетирования.
Стружко-порошковую смесь формовали в пористый слой плотностью 1000 кг/м3 и пропускали через зону нагрева с температурой 700°С. Скорость перемещения слоя в муфеле составляла 0,08 м/мин. Отношение длины зоны нагрева к размеру ее поперечного сечения L/a было равным 8,5. Производительность печи и спаренного с ней пресса составляла 1200 кг/час. Нагретая смесь непрерывно подавалась в бункер брикетировочного пресса.
Смесь прессовали на гидравлическом прессе под давлением 360 МПа. Получали брикеты со следующими параметрами: диаметр 150 мм, высота 80-100 мм, плотность 7000 кг/м3, содержание свободного углерода 0,5%. Осыпаемость, а также поверхностное и внутреннее окисление брикетов отсутствовали.
Остальные примеры осуществляли согласно примеру 1. Результаты испытаний и режимы осуществления представлены в таблице.
Примеры 1-5, 8 осуществляли на стали ШХ15, пример 6 - на стали Р6М5, пример 7 - на стали 45, пример 8 - прототип.
В отличие от прототипа стружко-порошковая смесь формуется в плотный пористый слой, который нагревается в замкнутом пространстве без доступа воздуха. Содержание масла в стружке в количестве 2-4% и СОЖ в шламе 5-10% при плотности пористого слоя 700-1400 кг/м3 обеспечивает создание надежной защитной атмосферы (примеры 1-3, 6, 7). При отношении длины зоны нагрева к размеру ее поперечного сечения (L/a), равным 7-10, и скорости движения слоя 0,06-1,1 м/мин процессы возгонки и пиролиза СОЖ протекают в полном объеме. Содержание свободного углерода в брикете составляет 0,4-0,6%. Окисление и осыпаемость брикетов отсутствуют.
Удержание защитной атмосферы в зоне нагрева стружки обеспечивается отношением расстояния между выпускными отверстиями муфеля к ширине его внутренней полости (l/а), равным 2,2-3,5. При этом площадь каждого из этих отверстий по отношению к площади поперечного сечения полости составляет 3-5% (примеры 1-3, 6, 7).
Выход за пределы указанных параметров в ту или иную сторону (примеры 4-5) приводит к снижению эффективности защиты металла углеводородной атмосферой.
Результаты испытаний и режимы осуществления способа
Количество выделенного углерода оказывается недостаточным. Брикеты окисляются, снижаются их плотность и прочность.
По сравнению с прототипом предлагаемый способ позволяет получать более качественные брикеты. Плотность брикета достигает значений 6700-7100 кг/м3 при полном отсутствии осыпаемости по ГОСТ 2787-75 (примеры 1-3, 6, 7). Достижению высокой плотности способствует введение в состав шихты шлифовальных, обкатных, опиловочных, заточных и других шламов (примеры 1-3, 6, 7). Порошок шлама заполняет пустоты в спрессованной стружке. Однако превышение содержания шлама свыше 25% приводит к ослаблению механических связей между фракциями стружки, появлению трещин и осыпаемости брикетов (пример 5). Снижение содержания шлама ниже 5% (пример 4) экономически нецелесообразно.
Использование пластичной стружки, например стружки среднеуглеродистой конструкционной стали 45, позволяет получать брикеты повышенной плотности и прочности (пример 7).
Предлагаемый способ позволяет значительно расширить область применения процесса горячего брикетирования стружки. Оказывается возможным брикетирование стружки малопластичных труднодеформируемых сталей, например подшипниковых, инструментальных (примеры 1-6), а также шламов, вывозимых до этого в отвал. Металлическая пыль удерживается в зоне нагрева более крупными уплотненными фракциями стружки и не уносится из печи вместе с печными газами. Конструкция канала для перемещения стружки практически исключает выброс пыли в рабочее пространство печи и в атмосферу.
Библиографические данные
1. Авт. свид. СССР №1253735, кл. B 22 F 3/14. Способ переработки металлической стружки. Бюлл. изобр. №32, 1986.
2. R.A.Fawcett. The recycling of cast iron borings and steel swarf. Conservation & Recycling. Vol.2, pp.205-210. Pergamon Press Ltd., 1979. Printed in Great Britain - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2266968C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-АВТОМАТ | 2010 |
|
RU2452626C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2251580C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ СТАЛЬНОЙ СТРУЖКИ | 2007 |
|
RU2354723C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТРУЖКИ | 2000 |
|
RU2161547C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТА ДЛЯ РАСКИСЛЕНИЯ ЧУГУНА ИЛИ СТАЛИ | 2007 |
|
RU2379357C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ВОДОМАСЛООКАЛИНОСОДЕРЖАЩИХ ОТХОДОВ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037541C1 |
| Способ изготовления брикета для раскисления стали | 2016 |
|
RU2633682C1 |
| КОМПАКТИРОВАННОЕ МЕТАЛЛУРГИЧЕСКОЕ ИЗДЕЛИЕ, СПОСОБ ПРОИЗВОДСТВА КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ И ПРИМЕНЕНИЕ КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ | 2010 |
|
RU2476609C2 |
| УСТАНОВКА ДЛЯ БРИКЕТИРОВАНИЯ УГОЛЬНЫХ ШЛАМОВ | 2014 |
|
RU2553985C1 |
Изобретение относится к металлургии и может быть использовано при подготовке стружковых и шламовых отходов металлообработки к металлургическому переплаву. Способ включает ее дробление, механическое отжатие от смазочно-охлаждающей жидкости (СОЖ), нагрев до температуры 650-700°С и горячее прессование. Содержание СОЖ в стружке при механическом отжатии доводят до 2-4%, в стружку вводят металлический или металлоабразивный шлам с содержанием СОЖ 5-10%. Количество шлама дозируют в пределах 5-25% от массы смеси, после чего смесь формуют в пористый слой плотностью 700-1400 кг/м3 и пропускают через зону нагрева с отношением длины к размеру поперечного сечения, равным 7-10. Скорость движения слоя составляет 0,06-0,1 м/мин. Брикетирование осуществляют в устройстве, включающем дробилку, центрифугу, нагревательную печь и брикетировочный пресс. Канал для перемещения стружки при нагреве изготовлен в виде пустотелого муфеля и двух виброопор. В боковых стенках муфеля выполнены отверстия, таким образом, что отношение расстояния между ними в продольном сечении муфеля к ширине его внутренней полости находится в пределах 2,2-3,5, а площадь каждого из отверстий по отношению к площади поперечного сечения полости составляет 3-5%. Изобретение позволит брикетировать стружку малопластичных труднодеформируемых сталей, а также шламов, вывозимых до этого в отвал, исключить выброс пыли в рабочее пространство печи и в атмосферу. 1 ил., 1 табл.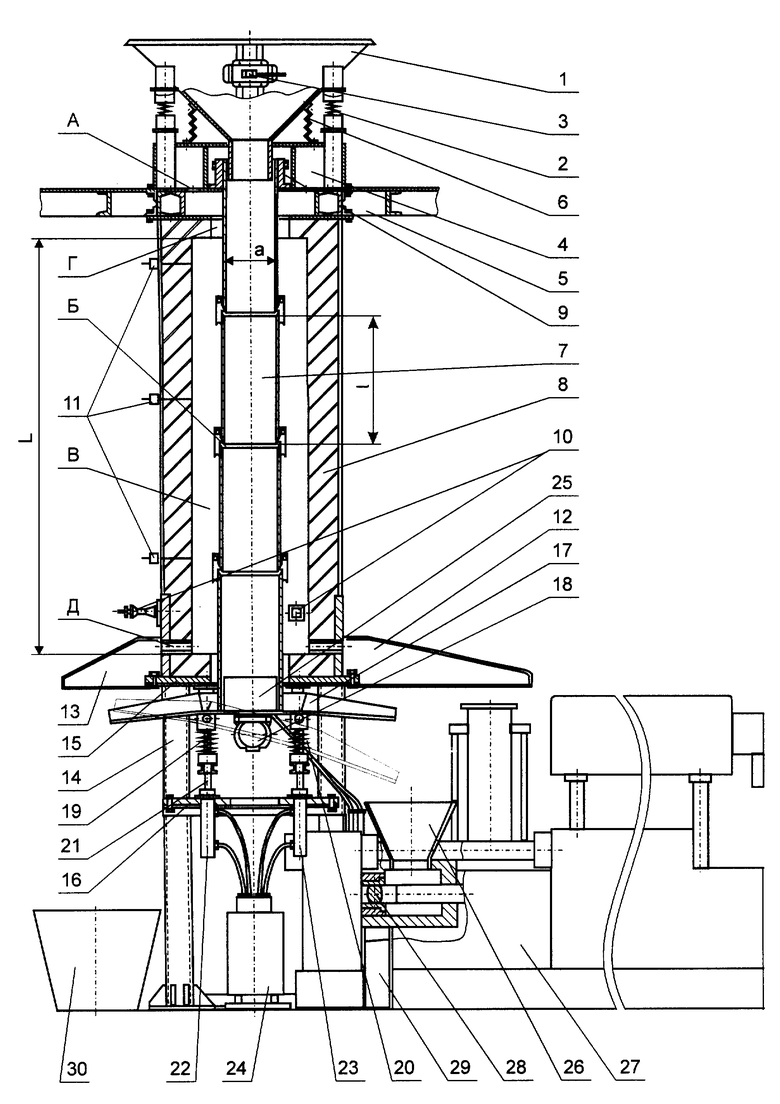
| Способ брикетирования металлической стружки | 1986 |
|
SU1375475A1 |
| СПОСОБ УТИЛИЗАЦИИ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1993 |
|
RU2040367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТРУЖКИ | 2000 |
|
RU2161547C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

