Изобретение относится к области металлургии, в частности к способам переработки металлолома, а именно лома электродвигателей.
Известен способ механической переработки лома электродвигателей [1] включающий отделение ротора от статора, обрезку лобовой части медных обмоток статора и ротора, обжиг статоров и роторов с целью разрушения изоляции, извлечение медной обмотки, обжиг лобовой части медной обмотки статора и ротора, прессование медной обмотки.
Недостатком известного способа является низкая эффективность переработки лома электродвигателей.
Известен наиболее близкий по технической сущности и достигаемому эффекту способ разделки лома электродвигателей, включающий разделение ротора и статора, разрушение корпуса электродвигателя и сортировку продуктов разрушения [2]
Известный участок разделки лома электродвигателей [2] прототип линии, содержит установку разрушения корпуса электродвигателя и удаления статора и ротора, транспортирующие устройства и контейнеры-накопители лома.
Известный способ имеет следующие недостатки: низкую эффективность процесса, так как медная и алюминиевая обмотки не извлекаются из электродвигателей, а незначительный эффект получен за счет снижения содержания черных металлов при дроблении чугунных корпусов, в силу чего готовая продукция представляет собой ту же смесь черных и цветных металлов, причем цветные металлы (медь) находятся в том же виде и состоянии, что и в исходном сырье (в изоляции, уложенной в пазы пластин электротехнической стали статоров и роторов). Способ позволяет только частично решить проблему разделки лома электродвигателей.
Имеющееся на участке оборудование позволяет осуществить только предварительную разделку исходного сырья и не обеспечивает высокого качества конечной продукции, так как в своем составе участок не имеет установок по разделению статоров и роторов, извлечению медных и алюминиевых обмоток и удалению стальных деталей, в том числе вала. Полную разделку лома электродвигателей на составляющие компоненты (сталь, чугун, медь, алюминий) известное оборудование не обеспечивает.
Цель изобретения повышение эффективности дальнейшей переработки.
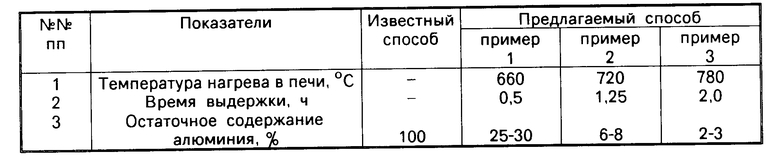
Цель достигается благодаря тому, что в способе разделки лома электродвигателей, включающем разрушение корпуса электродвигателя, содержащего наружные стальные детали, удаление ротора из статора и сортировку продуктов разрушения, перед отделением ротора от статора отделяют наружные стальные детали, а ротор и статор разделяют на две части и извлекают из них медную обмотку; медную обмотку после извлечения дробят на фракции размером до 150 мм, при разделении ротора с коллектором обрезают часть медной обмотки с коллектором по границе припайки коллекторных пластин, после чего коллектор разрушают; роторы с обмоткой из алюминиевых стержней подвеpгают нагреванию до 660-780оС, выдерживают в течение 0,5-2,0 ч до полного выплавления алюминия.
Цель достигается тем, что линия разделки лома электродвигателей, содержащая установку разрушения корпуса электродвигателя и удаления статора и ротора, транспортирующие устройства и контейнеры-накопители, снабжена установкой для резки статорных и роторных колец и установкой для извлечения медной обмотки, а установка разрушения корпуса электродвигателя и удаления статора и ротора дополнительно содержит механизм выпрессовки вала электродвигателя и установлена перед установкой для резки статорных и роторных колец. Линия также снабжена устройством для удаления подшипников и контактных колец с вала электродвигателя, дробилкой для измельчения медной обмотки и сепарирующим устройством для отделения изоляционного материала, установленными после установки для извлечения медной обмотки, и печью для выплавки алюминия, установленной после установки выпрессовки вала и разрушения корпуса электродвигателя.
Удаление перед отделением ротора от статора наружных стальных деталей, например кожуха вентилятора, шкива, муфты, позволяет отделить стальной лом от чугунного и алюминиевого и проводить операции разрушения корпуса без помех (стальной кожух вентилятора сминается, а муфта и шкив мешают выпрессовке вала).
Разделение на две части роторного кольца и удаление раздельно из каждой его части медной обмотки позволяет ускорить процесс отделения цветных металлов от черных и обеспечить полное извлечение меди.
Удаление с вала ротора подшипников и контактных колец позволяет отделить легированный лом (подшипники), медный лом (контактные кольца) от углеродистого лома (вал ротора) и тем самым повысить качество готовой продукции.
Дробление удаленной из статора и ротора медной обмотки на фракции размером до 150 мм обеспечивает разрушение имеющейся на ней изоляции и отделение ее от меди, что позволяет при дальнейшей сепарации дробленого продукта получить высококачественную медь без примесей изоляции.
Нагрев роторов с обмоткой из алюминиевых стержней до 660-780оС и выдержка в течение 1,5-2,0 ч позволяет извлекать из короткозамкнутых роторов алюминий путем выплавления алюминиевых стержней из пазов роторного кольца, набранного из пластин электротехнической стали. В результате происходит разделение роторного кольца на стальной лом (пластины электротехнической стали) и алюминий (вторичный).
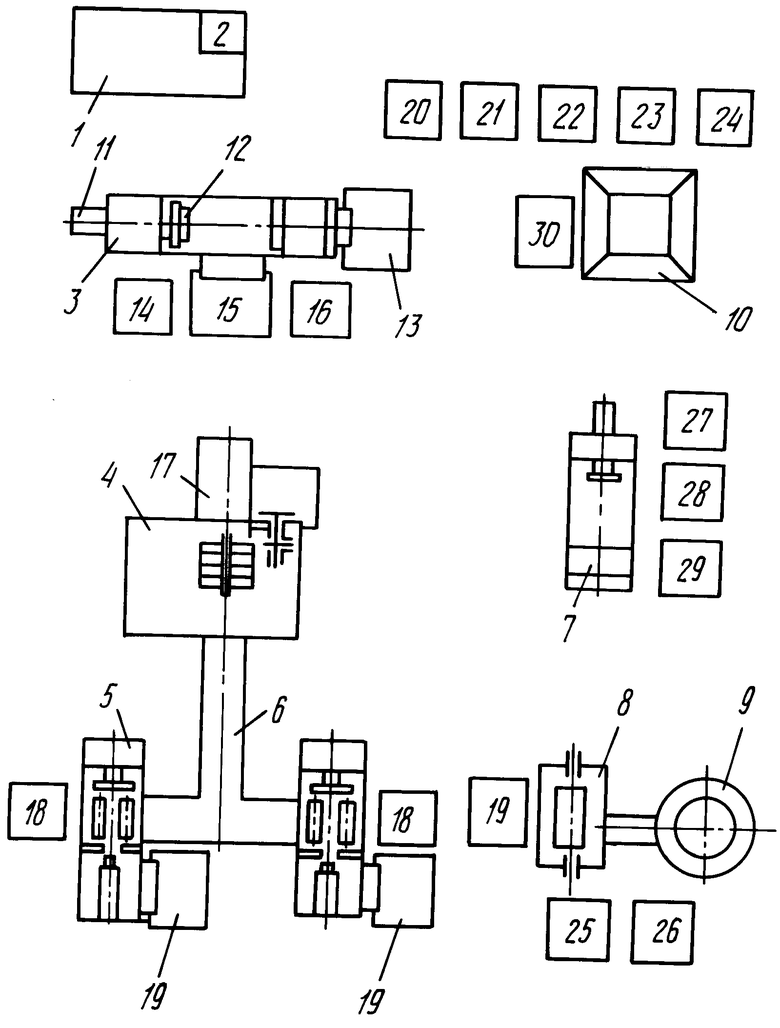
На чертеже представлена схема предлагаемой линии.
Линия содержит подготовительную площадку 1 с постом 2 газовой резки, установку 3 выпрессовки валов и разрушения корпусов электродвигателей, установку 4 для резки статорных и роторных колец и обрезания торцевой части обмоток, две установки 5 для удаления медной обмотки из частей статорных и роторных колец, склиз 6 для передачи частей статорных и роторных колец от установки 4 к установкам 5, пресс 7 для удаления подшипников и контактных колец с валов электродвигателей, дробилку 8 для измельчения медной обмотки, сепарирующее устройство 9 для отделения изоляционного материала и печь 10 для выплавки алюминия.
Установка 3 выпрессовки валов и разрушения корпусов электродвигателей выполнена в виде пресса с механизмом 11 предварительной выпрессовки вала, разрушения корпуса и удаления статора и ротора и механизма 12 окончательного удаления вала. Для приема продуктов переработки лома электродвигателей служат контейнеры 13-29.
Предлагаемый способ реализуют следующим образом.
Предварительно рассортированные по диаметру корпуса и конструктивному исполнению списанные в лом электродвигатели подают на подготовительную площадку 1, на которой обрезают газовой резкой от поста 2 скрепленные с электродвигателями стальные части: шкивы, муфты, крышки вентиляторов, а также разрезают стальные корпуса электродвигателей специальных конструкций. С подготовительной площадки электродвигатели краном подают на установку 3 выпрессовки валов и разрушения корпусов электродвигателей, на которой осуществляют предварительную разделку электродвигателей: механизмом 11 предварительной выпрессовки выпрессовывают вал, разрушают крышки (переднюю и заднюю) и корпус. Механизмом 12 окончательно удаляют вал и сбрасывают в контейнер 13. Затем краном (не показан) удаляют по отдельности полученные (освобожденные после выпрессовки вала) статорные и роторные кольца (магнитопроводы с обмоткой), после чего сортируют в отдельные контейнеры 14, 15, 16 продукты разрушения соответственно: чугунные куски от корпусов, алюминиевые куски от корпусов и клеммных коробок, выводы медных проводников тока. Освобожденные от корпуса и вала статорное и (или) роторное кольцо с медной обмоткой передают по склизу 6 на приемный стол режущего механизма установки 4, с помощью которого кольцо разрезают на две части. Полученные части по склизу 6 подают к установкам 5 для извлечения медных обмоток. После извлечения обмотки оставшееся полукольцо из пластин электротехнической стали сбрасывают в контейнер 18, а извлеченную медную обмотку в контейнер 19.
У роторных колец с медной стержневой обмоткой и коллектором перед резкой предварительно обрезают коллектор, который складируют отдельно, а впоследствии дробят на установке 3. Продукты дробления коллектора сортируют вручную на кусковую медь в виде пластин, изоляцию (меканит), чугун, сталь и алюминий в контейнеры 20, 21, 22, 23, 24 соответственно. Контейнер 19 с извлеченной из статоров и роторов на установках 5 медной обмоткой, покрытой различной изоляцией (лак, стеклоткань, шелк и т.п.), с помощью крана (не показан) подают к дробилке 8, измельчают обмотку на фракцию размером до 150 мм. В процессе дробления обмотки происходит раскрытие изоляции, ее измельчение и отделение от меди, в результате чего при последующей сортировке с помощью сепарирующего устройства 9 происходит отделение неметаллических материалов и остается чистая медь высокого качества. Продукты сепарации собирают в контейнеры 25 и 26. При дроблении медной обмотки на фракцию больших, чем 150 мм, размеров, часть изоляции на отдельных кусках остается на металле, что ухудшает качество готовой продукции. Валы электродвигателей с подшипниками и контактными кольцами с установки 3 передают краном (не показан) на пресс 7, с помощью которого с вала снимают подшипники и медные контактные кольца. В результате получают медный кусковой лом, который раздельно складируют в контейнеры 27, 28, 29. Роторные кольца с алюминиевой обмоткой в виде залитых стержней (типа беличье колесо) с установки 3 укладывают на поддон и загружают в печь 10, нагревают до 660-780оС и выдерживают в течение 0,5-2,0 ч. По расплавлении жидкий алюминий вытекает из пазов ротора и собирается на дне поддона или в копильнике печи. После полного выплавления из роторов алюминий сливают из печи и разливают в формы, а роторы складируют в контейнер 30.
Примеры реализации способа выплавки алюминия из короткозамкнутых роторов приграничных и средней температурах нагрева и времени выдержки приведены в таблице.
Температура нагрева роторов с алюминиевыми стержнями ниже 660оС нецелесообразна, так как эта температура является нижним пределом температуры плавления алюминия. Для ускорения процесса выплавки целесообразно повысить температуру, так как при этом повышается жидкотекучесть и теплопроводность алюминия. Однако температура выше 780оС нецелесообразна, так как это приводит к повышению растворимости водорода в алюминии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ МЕТАЛЛИЧЕСКОГО ЛОМА | 1991 |
|
RU2031003C1 |
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2752234C2 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| ДИСКОВАЯ АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2024 |
|
RU2834619C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2010 |
|
RU2422969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ ТИПА БЕЛИЧЬЕЙ КЛЕТКИ В ЦИЛИНДРИЧЕСКОМ ОРГАНЕ РАБОЧЕЙ МАШИНЫ | 1936 |
|
SU52388A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
Использование: на ломоперерабатывающих предприятиях и копровых цехах металлургических заводов. Сущность: линия содержит площадку с постом газовой резки, установку (УВ) выпрессовки вала и разрушения корпусов электродвигателей (Э), установку (УР) для резки статорных и роторных колец, установку (УУ) для удаления медной обмотки, транспортер, пресс для удаления подшипников и контактных колец с валов Э, дробилку с сепарирующим устройством, печь, контейнеры. Э подают на площадку, срезают стальные части: шкивы, муфты, крышки вентиляторов. На УВ выпрессовывают вал, разрушают крышки и корпус Э. Статорное и роторное кольца на УР разрезают на две части и подают на УУ, где извлекают медную обмотку, которую затем измельчают в дробилке и отделяют изоляцию сепарационным устройством. С валов Э на прессе снимают подшипники и медные контактные кольца. Роторные кольца с алюминиевой обмоткой загружают в печь, нагревают до 660 - 780°С, выдерживают 0,5 - 2,0 ч до полной выплавки алюминия. Продукты переработки лома складируют в контейнеры. 2 с. и 6 з.п. ф-лы, 1 ил., 1 табл.
| Худяков И.Ф | |||
| и др | |||
| Металлургия вторичных цветных металлов | |||
| М.: Металлургия, 1987 | |||
| с | |||
| Горный компас | 0 |
|
SU81A1 |
