Изобретение относится к электромашиностроению, может быть использовано при эксплуатации установок с асинхронными однофазными, трехфазными и многоскоростными двигателями и обеспечивает повышенные требования по механической характеристике (зависимость вращающего момента от скольжения), в частности, по пусковым моментам и моментам в области больших скольжений, а также по виброшумовым параметрам.
Известен способ изготовления асинхронного электродвигателя, включающий доставку на производство материалов и полуфабрикатов, получение заготовки вала с последующей механической обработкой, штамповку листов сердечников ротора и статора из рулонной электротехнической стали, сборку листов сердечника ротора на оправку, прессование, установку в его пазы короткозамкнутой обмотки с замыкающими кольцами и вентиляционными лопатками, выпрессовку оправки, запрессовывание вала в подогретый сердечник с удержанием от смещения натягом посадки, производство после сборки механичекой обработки наружной поверхности сердечника и шеек вала - под посадку подшипников, динамическую балансировку ротора и напрессовку подшипников, сборку листов сердечника статора на оправку, прессование, скрепление, обработку наружной поверхности сердечника статора под посадку в станину, укладку в пазы обработанного сердечника изоляции, обмотки и клина, припаивание выводных концов, формирование лобовых частей, скрепление их бандажом, пропитку обмотки в лаке, ее сушку, подготовку заготовок корпуса, щитов, коробки выводов, вентилятора, механическую обработку литых деталей, сборку двигателя путем сборки статора, запрессовки сердечника в станину, обработки на базе внутреннего диаметра сердечника посадочных поверхностей под щит и поверхности лап, сборки коробки выводов, заведения в собранный статор ротора, установки на подшипники щитов с креплением их и напрессовки их на посадочные места станины, установки вентилятора, его кожуха, грузовых болтов и заземления, испытание собранного двигателя, окраску, консервацию и упаковку (см. например, Антонов М.В., Герасимова Л.С. Технология производства электрических машин. - М.: Энергоиздат, 1982, с.12-15, рис.1.2.).
Известен также асинхронный электродвигатель, содержащий статор с короткозамкнутым ротором, магнитопровод которого выполнен в виде пакетов с прямыми или скошенными пазами, в которых размещены стержни короткозамкнутой обмотки, соединенные между собой внешними и размещенными между пакетами общими промежуточными короткозамкнутыми кольцами (см. например, SU, 957357, H 02 K 1/22, 07.09.82).
Приведенный способ и указанное устройство являются наиболее близкими к изобретению и приняты в качестве наиболее близких аналогов, соответственно, способа изготовления асинхронного электродвигателя и асинхронного электродвигателя с короткозамкнутым ротором.
Недостатками известного способа и известной конструкции асинхронного электродвигателя являются недостаточно высокие показатели по пусковому моменту и моментам в области больших скольжений, виброшумовым параметрам, а также значительная трудоемкость при сборке магнитопровода ротора.
Задачей изобретения является обеспечение возможности получения повышенных показателей по пусковому моменту, моментам в области больших скольжений и по виброшумовым параметрам при одновременном снижении трудоемкости изготовления электродвигателя, что, в свою очередь, приведет к расширению области использования таких электродвигателей в качестве однофазных, трехфазных, многоскоростных, крановых, тяговых, лифтовых, тельферных и других.
Задача в части способа изготовления асинхронного электродвигателя решается за счет того, что в способе изготовления асинхронного электродвигателя, включающем доставку на производство материалов и полуфабрикатов, получение заготовки вала с последующей механической обработкой, штамповку листов сердечников ротора и статора из рулонной электротехнической стали, сборку листов сердечника ротора на оправку, прессование, установку в его пазы короткозамкнутой обмотки с замыкающими кольцами и вентиляционными лопатками, выпрессовку оправки, запрессовывание вала в подогретый сердечник с удержанием от смещения натягом посадки, производство после сборки механической обработки наружной поверхности сердечника и шеек вала - под посадку подшипников, динамическую балансировку ротора и напрессовку подшипников, сборку листов сердечника статора на оправку, прессование, скрепление, обработку наружной поверхности сердечника статора под посадку в станину, укладку в пазы обработанного сердечника изоляции, обмотки и клина, припаивание выводных концов, формирование лобовых частей, скрепление их бандажом, пропитку обмотки в лаке, ее сушку, подготовку заготовок корпуса, щитов, коробки выводов, вентилятора, механическую обработку литых деталей, сборку двигателя путем сборки статора, запрессовки сердечника в станину, обработки на базе внутреннего диаметра сердечника посадочных поверхностей под щит и поверхности лап, сборки коробки выводов, заведения в собранный статор ротора, установки на подшипники щитов с креплением их и напрессовки их на посадочные места станины, установки вентилятора, его кожуха, грузовых болтов и заземления, испытание собранного двигателя, окраску, консервацию и упаковку, согласно изобретению сборку листов сердечника ротора на оправку выполняют в виде трех пакетов с прямыми или скошенными пазами, пазы пакетов смещают между собой на половину пазового деления, короткозамкнутую обмотку в пазах выполняют стержневой с внешними и общими промежуточными замыкающими кольцами, средний пакет сердечника статора выполняют с числом пазов Z2', равным числу пазов Z2 крайних пакетов и смещенным относительно крайних пакетов на половину пазового деления, или не равным числу пазов Z2 крайних пакетов, причем одно из внешних замыкающих колец выполняют с большей, а другое - с меньшей площадью поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые выполняют равными между собой. При этом заготовку вала могут получать путем ее обрезки от круглого прутка с помощью приводной ножовки или дисковой пилы, а после отрезки заготовки вала производят правку ее под прессом или на правильно-калибровочном станке или заготовку ступенчатого вала получают поперечно-клиновой прокаткой круглой нагретой до ковочной температуры заготовки.
После получения заготовки вала последующую ее механическую обработку могут производить в следующем порядке: подрезают торцы заготовки вала, центрируют ее, обтачивая в центрах, а затем производят центровое или бесцентровое шлифование, причем подрезку и центровку заготовки вала осуществляют на револьверном станке, а обтачивание заготовки вала производят на токарных или многорезцовых станках.
Листы сердечников статора и ротора могут штамповать из электротехнической стали на листоштамповочных установках последовательной штамповкой многопозиционными штампами, листы сердечников статора и ротора штампуют из рулона электротехнической стали на двух последовательно работающих прессах с двумя штампами либо листы сердечников статора и ротора штампуют на универсальных прессах или пазовых прессах-автоматах, причем на совмещенных штампах штамповку листов статора и ротора производят в две операции: на первой операции вырубается лист статора и заготовка для ротора с центральным технологическим отверстием, на второй позиции вырубается лист ротора, а при штамповке многопозиционными штампами при первой позиции вырубают отверстия под вал, пазы ротора и отверстия для фиксации на следующих позициях, на второй позиции вырубают пазы статора, на третьей позиции вырубается лист ротора по наружному диаметру, на четвертой позиции вырубается лист статора по наружному диаметру.
После штамповки с листов сердечников статора и ротора могут удалять превышающие допустимые размеры заусенцы.
Перед сборкой листов сердечников статора и ротора на оправку их могут подвергать термообработке, а после термообработки листы сердечника статора подвергают изолировке, причем изолировку листов сердечника статора осуществляют лаком, например, бакелитовым.
Для сборки листов сердечников ротора и статора на оправку могут предусматривать специальные выштампованные шлицы для облегчения подборки и скрепления листов, а сборку листов сердечников статора и ротора могут производить следующим образом: на оправку надевают нижнюю нажимную шайбу, затем устанавливают нажимное кольцо, крайние листы и набирают остальные листы, листы ориентируют шпонкой, входящей в один из шлицев листов и дополнительно - по шихтовочному знаку на наружном диаметре листов, сверху устанавливают крайние листы, нажимное кольцо и верхнюю нажимную шайбу, затем пакет прессуют на прессе, причем крайние листы сердечников изготавливают, сваривая 2-3 листа точечной сваркой по всем зубцам и спине для повышения их жесткости и уменьшения распушения, а верхнюю нажимную шайбу фиксируют клиньями, которые стопорят скобами, после чего сердечники скрепляют.
Скрепление сердечника могут осуществлять скобами, для установки которых в нажимных шайбах выполняют пазы, а сами скобы приваривают соответственно к верхней и нижней нажимным шайбам либо скрепление листов сердечника могут осуществлять сваркой, расплавлением основного металла, имеющего специальную разделку прессованного сердечника, на снимая давления.
При изготовлении ротора, не снимая давления пресса, в пазы оправки могут закладывать две шпонки, удерживающие сердечник в спрессованном состоянии после установки в пазы сердечника короткозамкнутой обмотки и замыкающих колец, причем установку короткозамкнутой обмотки ротора с замыкающими кольцами выполняют путем заливания расплавленным алюминием пазов предварительно нагретого сердечника ротора, при этом перед заливкой расплавленным алюминием пазы сердечника ротора предварительно прогревают при помощи приставного индукционного нагревателя, выполненного в виде статора многофазной асинхронной машины или установку короткозамкнутой обмотки с замыкающими кольцами выполняют закладкой в пазы сердечника ротора проводников высокой электропроводности, которые затем подвергают расплаву при помощи приставного индукционного нагревателя.
Проводники могут закладывать высокой электропроводности в виде стержней или полос, или закладывают проводники высокой электропроводности в виде опилок, стружки, свернутого металлического плетения, заготовки в виде винтообразно или иным образом изогнутой проволоки.
Установку короткозамкнутой обмотки с замыкающими кольцами могут выполнять, помещая сердечник ротора вместе с заготовками в виде шайб из токопроводящего материала, установленных с двух его сторон, в прессформу, нагревая до температуры 350-400oС и прикладывая усилие для вдавливания вдоль оси ротора в пазы его сердечника, либо установку короткозамкнутой обмотки с замыкающими кольцами выполняют, устанавливая на сердечник ротора с пазами втулку из токопроводящего материала, и осуществляют ее вдавливание в пазы в холодном состоянии до их полного заполнения токопроводящим материалом, например, посредством закатки, с последующим удалением оставшегося на поверхности сердечника материала.
Крепление сердечника ротора к валу могут осуществлять следующим образом. Вал вставляют в прессованный сердечник ротора и производят крепление сердечника в осевом направлении, причем вал вставляют в прессованный сердечник ротора до тех пор, пока нажимная шайба не опустится ниже выточки на валу, в выточку устанавливают две полукруглые шпонки, которые после снятия давления приваривают к валу либо крепление сердечника ротора на валу могут осуществлять втулкой, которая удерживается на валу посадкой натягом, для чего после прессовки сердечника ротора надевают на вал нагретую втулку, давление не снимают до тех пор, пока втулка не остынет.
Статическую балансировку ротора могут производить установкой ротора на стальные параллельные призмы или ролики, выводя ротор из равновесия, определяют "тяжелое место" ротора, затем опытным путем или расчетом определяют массу уравновешивающего груза, устанавливаемого в "легком месте", а динамическую балансировку ротора могут осуществлять на балансировочных станках. Неуравновешенность ротора могут устранять съемом лишнего металла фрезерованием или сверлением в "тяжелом месте" и/или добавлением груза в "легком".
Перед механической обработкой наружной поверхности сердечника статора в каждый паз сердечника могут забивать навстречу друг другу два специальных клина, которые удерживают зубцы на месте, после механической обработки клинья выбивают, причем механическую обработку наружной поверхности сердечника статора осуществляют обработкой пазов, опиливая их или протягивая их протяжками.
Изоляцию в пазах обработанного сердечника статора могут выполнять в виде короба из изоляционного материала, обладающего упругими свойствами, обеспечивающими плотное прилегание к стенкам паза, а также свойствами не сминаться при укладке обмотки, стойкости к надрыву и скользкости.
Укладку обмотки в пазы сердечника статора могут осуществлять совмещенным способом, при котором образование витков и укладку их в пазы статора производят одновременно с отводом провода, находящегося в пазу, ко дну паза, или укладку обмотки в пазы статора могут осуществлять раздельной намоткой, сначала наматывая катушечную группу на шаблон определенной формы, раскладывая проводники в ряд, а затем перенося специальным устройством катушечную группу на станок, который втягивает обмотку в пазы сердечника, после втягивания производят разжим лобовых частей.
Перед введением пазового клина в паз могут производить отжим обмотки в местах введения клиньев в паз.
После укладки всей обмотки и бандажирования лобовых частей их могут формировать и калибровать для придания лобовым частям размеров и формы, предусмотренных чертежом.
Пропитку обмотки статора лаком могут производить погружением в ванну с лаком; пропитку обмотки статора лаком могут производить в вакууме и под давлением, для чего помещают ее сначала в автоклав, создают вакуум и, сохраняя его, подают в автоклав лак, когда уровень лака станет выше изделия, создают давление, после снятия давления еще раз создают вакуум и извлекают изделие из автоклава.
Пропитку обмотки статора могут производить струйным способом, для чего статор подключают к источнику электрического тока низкого напряжения для нагрева обмотки, в нагретую обмотку через сопло подают пропиточный состав, при этом статор находится в наклонном положении и вращается, по окончании пропитки статор поворачивают в горизонтальное положение и продолжают вращать.
Для надежного крепления в станине сердечник могут нагревать специальной обмоткой до температуры, на 50-70o превышающей температуру станины.
Установку статора в станину могут производить на гидравлическом прессе.
При испытании собранного электродвигателя могут измерять сопротивление изоляции обмотки статора относительно станины, измеряют сопротивление обмоток при постоянном токе в практически холодном состоянии, производят испытание изоляции обмоток относительно станины и между обмотками на электрическую прочность, испытание межвитковой изоляции обмоток на электрическую прочность, причем при испытании собранного электродвигателя определяют ток и потери холостого хода, ток и потери короткого замыкания.
В части конструкции асинхронного электродвигателя с короткозамкнутым ротором задача решается за счет того, что в асинхронном электродвигателе, содержащем статор и короткозамкнутый ротор, магнитопровод которого выполнен в виде пакетов с прямыми или скошенными пазами, в которых размещены стержни короткозамкнутой обмотки, соединенные между собой внешними и размещенными между пакетами общими промежуточными короткозамкнутыми кольцами, согласно изобретению короткозамкнутый ротор снабжен средним пакетом, выполненным с числом пазов Z2', равным числу пазов Z2 крайних пакетов и смещенным относительно крайних на половину пазового деления или не равным числу пазов Z2 крайних пакетов, причем одно из внешних короткозамкнутых колец имеет большую, а другое - меньшую площади поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые равны между собой.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в создании неравных удельных активных сопротивлений короткозамкнутых обмоток отдельных пакетов за счет соответствующих соотношений величин площадей поперечных сечений внешних и общих промежуточных колец, что обеспечивает повышенные технические параметры асинхронных двигателей и позволяет расширить область применения в качестве однофазных и многоскоростных двигателей, где требуются повышенные пусковой момент и моменты в области больших скольжений с низкоактивными шумовыми параметрами.
Сущность изобретения поясняется чертежом, на котором изображен магнитопровод ротора со средним пакетом.
Согласно изобретению короткозамкнутый ротор асинхронного двигателя с магнитопроводом в виде пакетов 1 с прямыми (на чертеже не показано) или скошенными 2 пазами, в которых размещены стержни 3 короткозамкнутой обмотки, соединенные между собой внешними 4 и 5 и размещенными между пакетами общими промежуточными 6 короткозамкнутыми кольцами. Магнитопровод снабжен средним пакетом 7, выполненным с числом пазов Z2', равным числу пазов Z2 крайних пакетов и смещенным относительно крайних на половину пазового деления (на чертеже не показано) или не равным числу пазов Z2 крайних пакетов 1. Причем одно из внешних короткозамкнутых колец 5 имеет большую, а другое 4 - меньшую площади поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец 6, которые равны между собой.
Повышение пускового момента и моментов в области больших скольжений, а также ликвидация возможных синхронных моментов по сравнению с типовыми конструкциями асинхронных двигателей обеспечивается выбором соотношений поперечных сечений внешних и общих промежуточных короткозамкнутых колец. Площадь Sн1 меньшего поперечного сечения внешних короткозамкнутых колец выбирается не менее 0,15 от сечения промежуточных короткозамкнутых колец (Sн1 ≥ 0,15 Sв). Площадь (Sн2) большего поперечного сечения выбирается более 1,1 сечения промежуточного короткозамкнутого кольца (S2н > 1,1 Sв). Этим самым меняется соотношение удельных активных сопротивлений (отношение приведенного активного сопротивления короткозамкнутой обмотки отдельного пакета R'2i к его длине li) короткозамкнутых обмоток отдельных пакетов. Различие в удельных активных сопротивлениях короткозамкнутых обмоток в отдельных пакетах вызывает перераспределение магнитного потока, большая часть которого сосредотoчивается над каким-либо пакетом, где удельное сопротивление короткозамкнутой обмотки больше, чем в других пакетах магнитопровода ротора. Следовательно, его механическая характеристика смещается в область электромагнитного тормоза и общая механическая характеристика двигателя будет иметь повышенные пусковые моменты и моменты в области больших скольжений, при этом ликвидируются возможные синхронные моменты в двигательном режиме, а также уменьшаются импульсные шумы при пуске.
Снижение виброшумовых параметров в области частот первых гармонических составляющих магнитодвижущей силы ротора для типовых электродвигателей и, в частности, для многоскоростных - это смещение отдельных пакетов с равными числами пазов магнитопровода ротора на половину пазового деления. Кроме того, различной величиной скоса пазов и выбором определенных соотношений поперечных сечений общих промежуточных и внешних короткозамкнутых колец вызывается положительное воздействие на ротор от первых зубцовых гармоник статора и в режимах пуска электродвигателя. Соотношение различных чисел пазов Z'2 и Z2 отдельных пакетов магнитопровода ротора выбирается по типовым рекомендациям из таблиц при проектировании как для типовых двигателей, так и, в особенности, для многоскоростных, у которых невозможно подобрать благоприятные соотношения чисел зубцов статора Z1 и ротора Z2 для различной полюсности.
Геометрия пазов, их число, длина пакетов могут быть различными. В короткозамкнутых обмотках заявленное соотношение площадей поперечных сечений внешних короткозамкнутых колец и промежуточных обеспечивает в однофазных, трехфазных и многоскоростных асинхронных двигателях улучшение механической характеристики, уменьшение теплового влияния на обмотку статора за счет рационального распределения тепловых потерь в роторе.
При неравенстве площадей поперечных сечений внешних и промежуточных короткозамкнутых колец короткозамкнутые обмотки отдельных пакетов ротора отличаются между собой по величине удельных активных сопротивлений, что при работе асинхронного двигателя вызывает перераспределение магнитного потока в воздушном зазоре.
Способ изготовления асинхронного электродвигателя с короткозамкнутым ротором описанной конструкции включает следующие операции: доставку на производство материалов и полуфабрикатов, получение заготовки вала с последующей механической обработкой, штамповку листов сердечников ротора и статора из рулонной электротехнической стали, сборку листов сердечника ротора на оправку, прессование, установку в его пазы короткозамкнутой обмотки с замыкающими кольцами и вентиляционными лопатками, выпрессовку оправки, запрессовывание вала в подогретый сердечник с удержанием от смещения натягом посадки, производство после сборки механической обработки наружной поверхности сердечника и шеек вала - под посадку подшипников, динамическую балансировку ротора и напрессовку подшипников, сборку листов сердечника статора на оправку, прессование, скрепление, обработку наружной поверхности сердечника статора под посадку в станину, укладку в пазы обработанного сердечника изоляции, обмотки и клина, припаивание выводных концов, формирование лобовых частей, скрепление их бандажом, пропитку обмотки в лаке, ее сушку, подготовку заготовок корпуса, щитов, коробки выводов, вентилятора, механическую обработку литых деталей, сборку двигателя путем сборки статора, запрессовки сердечника в станину, обработки на базе внутреннего диаметра сердечника посадочных поверхностей под щит и поверхности лап, сборки коробки выводов, заведения в собранный статор ротора, установки на подшипники щитов с креплением их и напрессовки их на посадочные места станины, установки вентилятора, его кожуха, грузовых болтов и заземления, испытание собранного двигателя, окраску, консервацию и упаковку.
Сборку листов сердечника ротора на оправку выполняют в виде трех пакетов с прямыми или скошенными пазами, пазы пакетов смещают между собой на половину пазового деления, короткозамкнутую обмотку в пазах выполняют стержневой с внешними и общими промежуточными замыкающими кольцами, средний пакет сердечника статора выполняют с числом пазов Z2', равным числу пазов Z2 крайних пакетов и смещенным относительно крайних пакетов на половину пазового деления, или не равным числу пазов Z2 крайних пакетов, причем одно из внешних замыкающих колец выполняют с большей, а другое - с меньшей площадью поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые выполняют равными между собой.
При этом заготовку вала получают путем ее отрезки от круглого прутка с помощью приводной ножовки или дисковой пилы, а после отрезки заготовки вала производят правку ее под прессом или на правильно-калибровочном станке, или заготовку ступенчатого вала получают поперечно-клиновой прокаткой круглой нагретой до ковочной температуры заготовки.
После получения заготовки вала последующую ее механическую обработку производят в следующем порядке: подрезают торцы заготовки вала, центрируют ее, обтачивая в центрах, а затем производят центровое или бесцентровое шлифование, причем подрезку и центровку заготовки вала осуществляют на револьверном станке, а обтачивание заготовки вала производят на токарных или многорезцовых станках.
Листы сердечников статора и ротора штампуют из электротехнической стали на листоштамповочных установках последовательной штамповкой многопозиционными штампами; листы сердечников статора и ротора штампуют из рулона электротехнической стали на двух последовательно работающих прессах с двумя штампами либо листы сердечников статора и ротора штампуют на универсальных прессах или пазовых прессах-автоматах, причем на совмещенных штампах штамповку листов статора и ротора производят в две операции: на первой операции вырубается лист статора и заготовка для ротора с центральным технологическим отверстием, на второй позиции вырубается лист ротора, а при штамповке многопозиционными штампами при первой позиции вырубают отверстия под вал, пазы ротора и отверстия для фиксации на следующих позициях, на второй позиции вырубают пазы статора, на третьей позиции вырубается лист ротора по наружному диаметру, на четвертой позиции вырубается лист статора по наружному диаметру.
После штамповки с листов сердечников статора и ротора удаляют превышающие допустимые размеры заусенцы.
Перед сборкой листов сердечников статора и ротора на оправку их подвергают термообработке, а после термообработки листы сердечника статора подвергают изолировке, причем изолировку листов сердечника статора осуществляют лаком, например, бакелитовым.
Для сборки листов сердечников ротора и статора на оправку предусматривают специальные выштамповочные шлицы для облегчения подборки и скрепления листов, а сборку листов сердечников статора и ротора производят следующим образом: на оправку надевают нижнюю нажимную шайбу, затем устанавливают нажимное кольцо, крайние листы и набирают остальные листы, листы ориентируют шпонкой, входящей в один из шлицев листов, и дополнительно - по шихтовочному знаку на наружном диаметре листов, сверху устанавливают крайние листы, нажимное кольцо и верхнюю нажимную шайбу, затем пакет прессуют на прессе, причем крайние листы сердечников изготавливают, сваривая 2-3 листа точечной сваркой по всем зубцам и спинке для повышения их жесткости и уменьшения распушения, а верхнюю нажимную шайбу фиксируют клиньями, которые стопорят скобами, после чего сердечники скрепляют.
Скрепление листов сердечника осуществляют скобами, для установки которых в нажимных шайбах выполняют пазы, а сами скобы приваривают соответственно к верхней и нижней нажимным шайбам либо скрепление листов сердечника осуществляют сваркой, расплавлением основного металла имеющего специальную разделку прессованного сердечника, не снимая давления.
При изготовлении ротора, не снимая давления пресса, в пазы оправки закладываются две шпонки, удерживающие сердечник в спрессованном состоянии после установки в пазы сердечника короткозамкнутой обмотки и замыкающих колец, причем установку короткозамкнутой обмотки ротора с замыкающими кольцами выполняют путем заливания расплавленным алюминием пазов предварительно нагретого сердечника ротора, при этом перед заливкой расплавленным алюминием пазы сердечника ротора предварительно прогревают при помощи приставного индукционного нагревателя, выполненного в виде статора многофазной асинхронной машины или установку короткозамкнутой обмотки с замыкающими кольцами выполняют закладкой в пазы сердечника ротора проводников высокой электропроводности, которые затем подвергают расплаву при помощи приставного индукционного нагревателя.
Закладывают проводники высокой электропроводности в виде стержней или полос или закладывают проводники высокой электропроводности в виде опилок, стружки, свернутого металлического плетения, заготовки в виде винтообразно или иным образом изогнутой проволоки.
Установку короткозамкнутой обмотки с замыкающими кольцами выполняют, помещая сердечник ротора вместе с заготовками в виде шайб из токопроводящего материала, установленных с двух его сторон, в пресс-форму, нагревая до температуры 350-400oС и прикладывая усилие для вдавливания вдоль оси ротора в пазы его сердечника, либо установку короткозамкнутой обмотки с замыкающими кольцами выполняют, устанавливая на сердечник ротора с пазами втулку из токопроводящего материала, и осуществляют ее вдавливание в пазы в холодном состоянии до их полного заполнения токопроводящим материалом, например, посредством закатки, с последующим удалением оставшегося на поверхности сердечника материала.
Крепление сердечника ротора к валу осуществляют следующим образом: вал вставляют в прессованный сердечник ротора и производят крепление сердечника в осевом направлении, причем вал вставляют в прессованный сердечник ротора до тех пор, пока нажимная шайба не опустится ниже выточки на валу, в выточку устанавливают две полукруглые шпонки, которые после снятия давления приваривают к валу либо крепление сердечника ротора на валу осуществляют втулкой, которая удерживается на валу посадкой натягом, для чего после прессовки сердечника ротора надевают на вал нагретую втулку, давление не снимают до тех пор, пока втулка не остынет.
Статическую балансировку ротора производят установкой ротора на стальные параллельные призмы или ролики, выводя ротор из равновесия, определяют "тяжелое место" ротора, затем опытным путем или расчетом определяют массу уравновешивающего груза, устанавливаемого в "легком месте", а динамическую балансировку ротора осуществляют на балансировочных станках.
Неуравновешенность ротора устраняется съемом лишнего металла фрезерованием или сверлением в "тяжелом месте", и/или добавлением груза "в легком".
Перед механической обработкой наружной поверхности сердечника статора в каждый паз сердечника забивают навстречу друг другу два специальных клина, которые удерживают зубцы на месте, после механической обработки клинья выбивают, причем механическую обработку наружной поверхности сердечника статора осуществляют обработкой пазов, опиливая их или протягивая их протяжками.
Изоляцию в пазах обработанного сердечника статора выполняют в виде короба из изоляционного материала, обладающего упругими свойствами, обеспечивающими плотное прилегание к стенкам паза, а также свойствами не сминаться при укладке обмотки, стойкости к надрыву и скользкости.
Укладку обмотки в пазы сердечника статора осуществляют совмещенным способом, при котором образование витков и укладку их в пазы статора производят одновременно с отводом провода, находящегося в пазу, ко дну паза, или укладку обмотки в пазы статора осуществляют раздельной намоткой, сначала наматывая катушечную группу на шаблон определенной формы, раскладывая проводники в ряд, а затем перенося специальным устройством катушечную группу на станок, который втягивает обмотку в пазы сердечника, после втягивания производят разжим лобовых частей.
Перед введением пазового клина в паз производят отжим обмотки в местах введения клиньев в паз.
После укладки всей обмотки и бандажирования лобовых частей их формируют и калибруют для придания лобовым частям размеров и формы, предусмотренных чертежом.
Пропитку обмотки статора лаком производят погружением в ванну с лаком.
Пропитку обмотки статора лаком могут производить в вакууме и под давлением, для чего помещают ее сначала в автоклав, создают вакуум и, сохраняя его, подают в автоклав лак, когда уровень лака станет выше изделия, создают давление, после снятия давления еще раз создают вакуум и извлекают изделие из автоклава.
Пропитку обмотки статора могут производить струйным способом, для чего статор подключают к источнику электрического тока низкого напряжения для нагрева обмотки, в нагретую обмотку через сопло подается пропиточный состав, при этом статор находится в наклонном положении и вращается, по окончании пропитки статор поворачивают в горизонтальное положение и продолжают вращать.
Для надежного крепления в станине сердечник нагревается специальной обмоткой до температуры, на 50-70oС превышающей температуру станины.
Установку статора в станину могут производит на гидравлическом прессе.
При испытании собранного электродвигателя измеряют сопротивление изоляции обмотки статора относительно станины, измеряют сопротивление обмоток при постоянном токе в практически холодном состоянии, проводят испытание изоляции обмоток относительно станины и между обмотками на электрическую прочность, испытание межвитковой изоляции обмоток на электрическую прочность, причем при испытании собранного электродвигателя определяют ток и потери холостого хода, ток и потери короткого замыкания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2752234C2 |
| СПОСОБ ЗАЩИТНОГО ОКРАШИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2178732C1 |
| Ротор асинхронного электродвигателя | 2016 |
|
RU2617445C1 |
| РОТОР ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2014 |
|
RU2643529C2 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
Использование: при эксплуатации установок с асинхронными двигателями. Магнитопровод короткозамкнутого ротора асинхронного двигателя выполнен в виде пакетов с прямыми или скошенными пазами, в которых размещены стержни короткозамкнутой обмотки, соединенные между собой внешними и размещенными между пакетами общими промежуточными короткозамкнутыми кольцами. Средний пакет выполнен с числом пазов , равным числу пазов крайних пакетов. Одно из внешних короткозамкнутых колец имеет большую, а другое - меньшую площади поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые равны между собой. Описан способ изготовления такого двигателя. Технический результат состоит в повышении технических параметров асинхронных двигателей, а именно пускового момента, моментов в области больших скольжений и обеспечении низкоактивных шумовых параметров при одновременном упрощении изготовления. 2 с. и 24 з.п. ф-лы, 1 ил.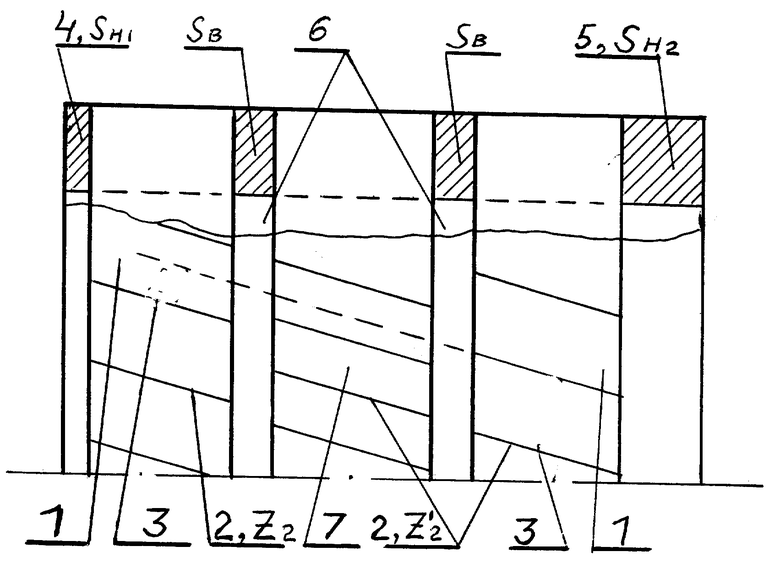
 равным числу пазов Z2 крайних пакетов и смешенным относительно крайних пакетов на половину пазового деления, или неравным числу пазов Z2 крайних пакетов, причем одно из внешних замыкающих колец выполняют с большей, а другое - с меньшей площадью поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые выполняют равными между собой.
равным числу пазов Z2 крайних пакетов и смешенным относительно крайних пакетов на половину пазового деления, или неравным числу пазов Z2 крайних пакетов, причем одно из внешних замыкающих колец выполняют с большей, а другое - с меньшей площадью поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые выполняют равными между собой. равным числу пазов Z2 крайних пакетов и смещенным относительно крайних на половину пазового деления или неравным числу пазов Z2 крайних пакетов, причем одно из внешних короткозамкнутых колец имеет большую, а другое - меньшую площади поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые равны между собой.
равным числу пазов Z2 крайних пакетов и смещенным относительно крайних на половину пазового деления или неравным числу пазов Z2 крайних пакетов, причем одно из внешних короткозамкнутых колец имеет большую, а другое - меньшую площади поперечного сечения, чем площади поперечного сечения общих промежуточных короткозамкнутых колец, которые равны между собой.
| SU, 957357 А, 07.09.82 | |||
| SU, 97756 А, 24.09.58 | |||
| SU, 106187 А, 17.05.57 | |||
| GB 1167969 А, 22.10.69 | |||
| EP 0435313 А1, 03.07.91 | |||
| Короткозамкнутый ротор асинхронного двигателя | 1984 |
|
SU1211835A1 |
| М.В.Антонов, Л.С.Герасимова "Технология производства электрических машин" | |||
| М., "Энергоатомиздат", 1982, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
