Изобретение относится к технике бурения нефтяных и газовых скважин, конкретно к способам изготовления роторов винтовых забойных двигателей для бурения скважин.
Известен способ изготовления трубчатой оболочки однозаходного ротора винтового насоса или забойного двигателя [1] включающий формообразование поверхности трубчатой оболочки ротора воздействием давления текучей среды на внутреннюю поверхность трубчатой заготовки с размещением формующего элемента с винтовыми зубьями снаружи трубчатой заготовки. Формующий элемент имеет несколько осевых разъемов. Формообразование винтовых зубьев трубчатой оболочки осуществляют в несколько переходов, при каждом из которых трубчатую оболочку извлекают из формующего элемента для проведения отжига с целью снижения твердости и снятия внутренних напряжений.
Недостатками известного способа являются: необходимость приложения большого по величине давления, связанная со значительным удлинением контура поперечного сечения заготовки при формообразовании ротора; необходимость дополнительной механической обработки наружной рабочей поверхности оболочки после ее формообразования, связанная с устранением погрешностей профиля оболочки ротора в местах осевых разъемов формообразующего элемента; сложность изготовления формообразующего элемента, особенно для многозаходных роторов.
Указанные недостатки частично устранены в способе изготовления трубчатой оболочки ротора винтового забойного двигателя [2] включающем формообразование поверхности трубчатой оболочки воздействием давления текучей среды на наружную поверхность трубчатой заготовки с размещением формующего элемента с винтовыми зубьями внутри ее.
Как показала практика изготовления трубчатых оболочек роторов винтовых забойных двигателей точность трубчатой оболочки по диаметральным размерам и по профилю зубьев в значительной степени зависит от точности трубчатой заготовки по внутреннему и наружному диаметру и по толщине стенки, а также от отклонений прямолинейности внутреннего канала трубчатой заготовки.
При предельных значениях допустимых отклонений размеров труб, выпускаемых отечественной и зарубежной промышленностью, точность трубчатой оболочки ротора по диаметральным размерам и по профилю не обеспечивается. Например, допуск на толщину стенки холодно-деформируемых труб диаметром 133 мм составляет ±0,7 мм, а допуск на профиль трубчатой оболочки ротора ограничен величиной ±0,1 мм.
Это является существенным недостатком, который усугубляется большой величиной отношения длины оболочки к ее диаметру и малой толщиной стенки трубчатой заготовки.
Еще одним недостатком известного способа является невозможность управления (регулирования) диаметральными размерами ротора для обеспечения необходимого натяга в сопряжении ротора с зубьями эластомерной обкладки статора винтового забойного двигателя. Диаметральные размеры обкладки статора по зубьям имеют значительный разброс вследствие непостоянства усадки эластомерного материала обкладки (например, резины или полиуретана) при его полимеризации, вследствие чего для обеспечения нормальной работы винтовых забойных двигателей необходимо комплектовать статоры роторами соответствующего размера. Это затруднительно, так как сортамент трубчатых заготовок, выпускаемых отечественной и зарубежной промышленностью, по диаметрам труб и толщине стенки ограничен и имеет дискретный характер, с большими интервалами между соседними значениями диаметров.
Целью изобретения является устранение указанных недостатков известного способа изготовления трубчатых оболочек ротора, создание способа изготовления, обеспечивающего повышение точности трубчатых оболочек ротора и возможность регулирования диаметрального размера трубчатой оболочки ротора.
Цель достигается тем, что в известном способе изготовления трубчатой оболочки ротора винтового забойного двигателя, включающем формообразование поверхности трубчатой оболочки воздействием давления текучей среды на наружную поверхность трубчатой оболочки с размещением формующего элемента с винтовыми зубьями внутри ее, перед формообразованием поверхности трубчатой оболочки на формующем элементе с винтовыми зубьями осуществляют деформирование трубчатой заготовки действием давления текучей среды снаружи трубчатой заготовки с размещением внутри нее цилиндрического сердечника, а затем производят механическую обработку наружной поверхности трубчатой заготовки на сердечнике.
Осуществление перед формообразованием поверхности трубчатой оболочки на формующем элементе с винтовыми зубьями деформирования трубчатой заготовки действием давления текучей среды снаружи трубчатой заготовки с размещением внутри нее цилиндрического сердечника позволяет исправить форму поперечного сечения трубчатой заготовки и обеспечить плотное прилегание ее к поверхности сердечника. В результате этой операции уменьшается допуск колебаний внутреннего диаметра и выправляется исходная непрямолинейность оси внутренней поверхности трубчатой заготовки. При этом колебания по толщине стенки выводятся на наружную поверхность трубчатой заготовки, и при последующей механической обработке наружной поверхности на цилиндрическом сердечнике они устраняются. Это приводит к повышению точности трубчатой заготовки по наружному диаметру и толщине стенки (устраняется разнотолщинность). Другим преимуществом предложенного способа является то, что обеспечивается возможность выполнения наружного диаметра трубчатой заготовки ротора необходимой величины для получения требуемого наружного диаметра трубчатой оболочки ротора.
После проведения формообразования трубчатой оболочки воздействием давления текущей среды на наружную поверхность трубчатой заготовки с размещением формующего элемента с винтовыми зубьями внутри нее обеспечивается повышенная точность трубчатой оболочки ротора по диаметральным размерам и профилю зубьев.
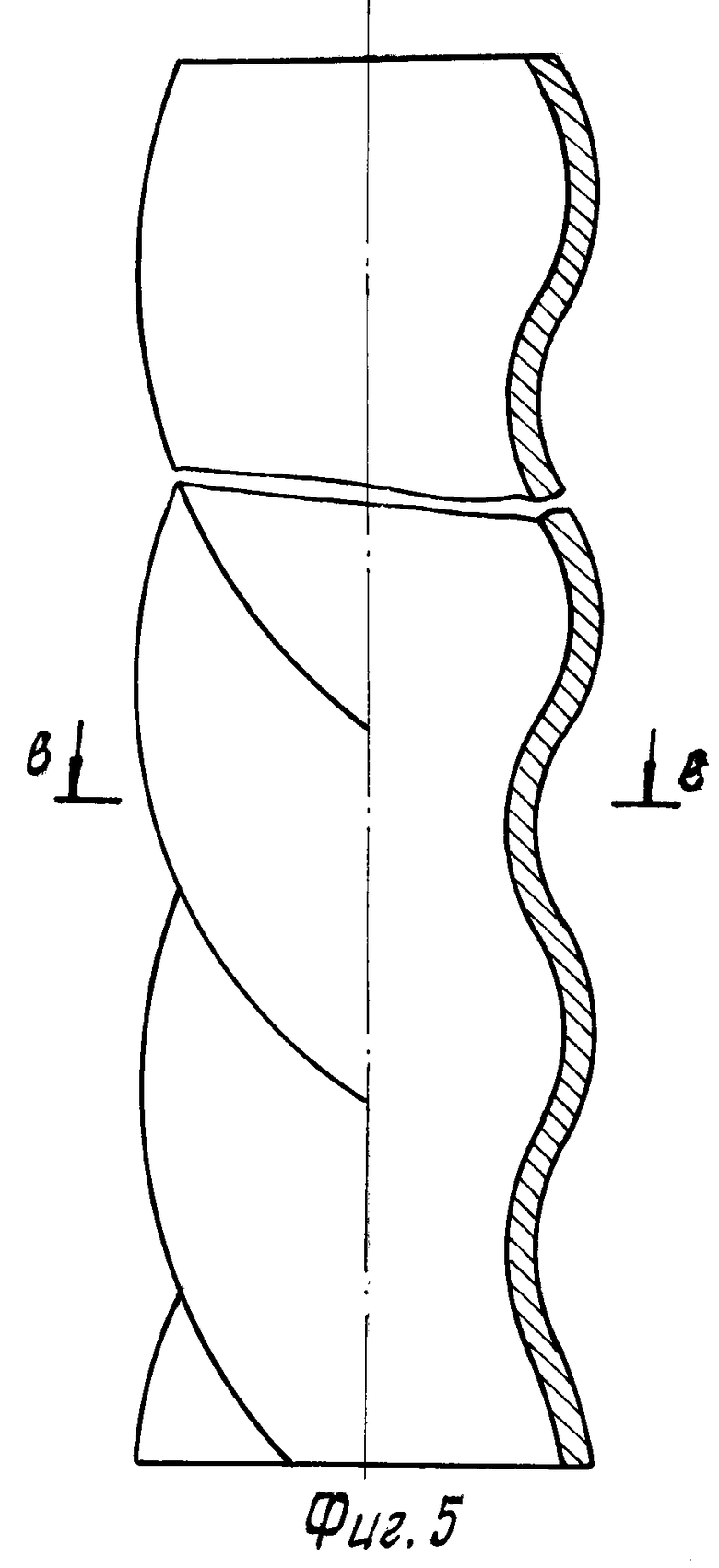
На фиг. 1 показано устройство для изготовления трубчатой оболочки ротора винтового забойного двигателя с установкой цилиндрического сердечника; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 устройство с установкой формующего элемента с винтовыми зубьями; на фиг. 4 сечение Б-Б на фиг. 3; на фиг.5 внешний вид трубчатой оболочки после ее изготовления; на фиг.6 сечение В-В на фиг. 5.
Устройство для изготовления трубчатой оболочки ротора винтового забойного двигателя содержит корпус 1 и цилиндрический сердечник 2, который установлен внутри корпуса 1 посредством центрирующих втулок 3. На цилиндрических проточках 4 центрирующих втулок 3 размещена трубчатая заготовка 5. Осевая затяжка цилиндрического сердечника 2 и трубчатой заготовки 5 осуществляется через центрирующие втулки 3 при помощи гаек 6, которые крепятся на концевые резьбы корпуса 1. Зазор между расточкой корпуса 1 и центрирующими втулками 3 уплотняется резиновыми кольцами 7. Между торцами проточек 4 центрирующих втулок 3 и торцами трубчатой заготовки 5 размещены с осевым натягом уплотнения 8 из эластичного материала. Между наружной поверхностью трубчатой заготовки 5, внутренней поверхностью корпуса 1 и центрирующими втулками 3 образована полость 9 для подачи под давлением текучей среды. С этой целью в корпусе 1 выполнены отверстия 10 и 11. В соответствии с данным способом сначала в устройстве устанавливается цилиндрический сердечник 2 (фиг. 1, 2), а после исправления формы поперечного сечения трубчатой заготовки 5 путем механической обработки вместо цилиндрического сердечника 2 устанавливается формующий элемент 12 с винтовыми зубьями (фиг. 3, 4).
Способ изготовления трубчатой оболочки ротора винтового забойного двигателя осуществляют следующим образом.
Формообразование поверхности, трубчатой оболочки осуществляют в два этапа. После сборки предлагаемого устройства с цилиндрическим сердечником 2 в отверстие 10 корпуса 1 подается текучая среда, например минеральное масло, и происходит заполнение полости 9 с вытеснением воздуха через отверстие 11. С появлением масла из отверстия 11 последнее перекрывается краном (не показан) и при дальнейшей подаче масла за счет повышения давления в полости 9 происходит деформирование трубчатой заготовки 5, которая плотно прилегает к поверхности цилиндрического сердечника 2 с выбором первоначальных зазоров между внутренней поверхностью трубчатой заготовки 5 и наружной поверхностью цилиндрического сердечника 2. Затем цилиндрический сердечник 2 вместе с трубчатой заготовкой 5, плотно обжимающей цилиндрический сердечник 2, извлекается из устройства и производится механическая обработка наружной поверхности трубчатой заготовки 5.
Далее в устройство вместо цилиндрического сердечника 2, устанавливается формующий элемент 12 с винтовыми зубьями. Процесс подачи масла под давлением повторяется вновь, при этом происходит формообразование винтовых зубьев трубчатой оболочки ротора винтового забойного двигателя.
П р и м е р. Изготавливали трубчатую оболочку ротора винтового забойного двигателя в габарите 195 нм. Трубчатую заготовку с наружным диаметром 136 мм, толщиной стенки 7 мм и длиной 1900 мм устанавливали на гладком цилиндрическом сердечнике 2 диаметром 121 мм и подвергали снаружи действию давления текучей среды (275 МПа). При этом осуществлялось деформирование трубчатой заготовки 5 в пределах первоначального зазора между внутренней поверхностью трубчатой заготовки 5 и наружной поверхностью цилиндрического сердечника 2, в результате чего трубчатая заготовка 5 плотно прилегала к поверхности сердечника 2, обеспечивалось повышение точности трубчатой заготовки 5 по внутреннему диаметру 121 мм и по прямолинейности внутреннего канала трубчатой заготовки 5.
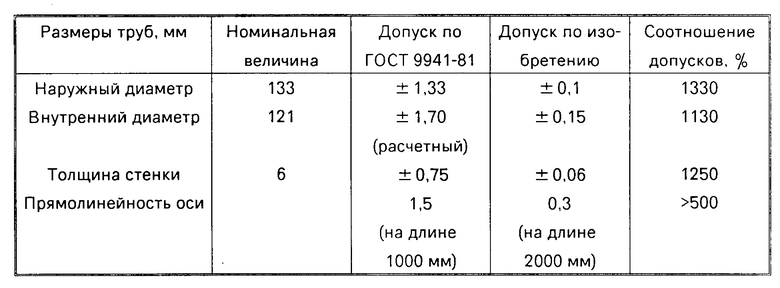
Затем цилиндрический сердечник 2 вместе с трубчатой заготовкой 5 извлекали из устройства и производили механическую обработку наружной поверхности трубчатой заготовки 5 токарной обточкой в центрах с подвижным люнетом. В результате этой операции обеспечивался необходимый наружный диаметральный размер 133 мм и прямолинейность наружной поверхности трубчатой заготовки 5, а также соосность этой поверхности с внутренней поверхностью трубчатой заготовки 5, за счет чего достигалось повышение точности трубчатой заготовки 5 по наружному диаметру и толщине стенки. Значения допусков трубчатой заготовки 5, достигаемые заявляемым способом, приведены в таблице. Для сравнения в таблице приведены допуски трубчатых заготовок по ГОСТ 9941-81.
Анализ таблицы показывает, что точность трубчатых заготовок по предлагаемому способу в 11-13 раз выше, чем у стандартных труб. Значительно снижается допуск на толщину стенки трубы, которым непосредственно определяется точность профиля трубчатой оболочки ротора.
После демонтажа механически обработанной трубчатой заготовки 5 с цилиндрического сердечника 2 ее устанавливали на формообразующий элемент 12 с винтовыми зубьями. Так как трубчатая заготовка 5 после деформирования на цилиндрическом сердечнике 2 имеет значительно сниженные допуски на прямолинейность внутреннего канала, операция по монтажу длинномерной трубчатой заготовки 5 на формообразующий элемент 12 с винтовыми зубьями облегчается.
Формообразующий элемент 12 с винтовыми зубьями и установленной на нем трубчатой заготовкой 5 собирали в предлагаемом устройстве и осуществляли формообразование трубчатой оболочки ротора воздействием давления текучей среды (300 МПа) на наружную поверхность трубчатой заготовки 5.
За счет уменьшенных допусков на толщину стенки трубчатой заготовки 5 профиль зубьев трубчатой оболочки имеет уменьшенные отклонения от расчетного профиля. Поскольку наружный диаметр трубчатой заготовки 5 при механической обработке на цилиндрическом сердечнике 2 может быть выполнен с требуемым номинальным размером, то упрощается задача получения необходимого размера трубчатой оболочки для обеспечения натяга в зацеплении с зубьями эластомерной обкладки статора винтового забойного двигателя.
Предлагаемый способ изготовления трубчатой оболочки может быть использован также для изготовления роторов и статоров винтовых насосов, труб с различным фигурным профилем, а также труб с повышенными параметрами точности по наружному диаметру, толщине стенки и прямолинейности оси по сравнению с выспукаемыми в настоящее время промышленностью.





Использование: в горном деле при производстве трубчатых оболочек ротора забойного двигателя. Способ изготовления трубчатой оболочки ротора включает формообразование поверхности трубчатой оболочки воздействием давления текучей среды на наружную поверхность заготовки с размещением формующего элемента с винтовыми зубьями внутри нее. Перед формообразованием осуществляют деформирование трубчатой заготовки давлением текучей среды снаружи трубчатой заготовки с размещением внутри нее цилиндрического сердечника, а затем производят механическую обработку наружной поверхности заготовки на сердечнике. 6 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ ОБОЛОЧКИ РОТОРА ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ, включающий формообразование поверхности трубчатой оболочки воздействием давления текучей среды на наружную поверхность трубчатой заготовки с размещением формующего элемента с винтовыми зубьями внутри ее, отличающийся тем, что перед формообразованием поверхности трубчатой оболочки на формующем элементе с винтовыми зубьями осуществляют деформирование трубчатой заготовки действием давления текучей среды снаружи трубчатой заготовки с размещением внутри нее цилиндрического сердечника, а затем производят механическую обработку наружной поверхности трубчатой заготовки на упомянутом сердечнике.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

