Изобретение относится к металлургии, а именно к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, измерение температуры рабочих стенок кристаллизатора, а также отслеживание перемещения элементов поверхности слитка вдоль кристаллизатора. В процессе разливки измеряют расходы и перепады температур охлаждающей воды на входе и выходе из каналов в рабочих стенках кристаллизатора. На основании этих данных определяют момент нарушения сплошности оболочки слитка. Скорость вытягивания слитка не изменяют [1]
Недостатком известного способа является неудовлетворительная точность определения момента нарушения сплошности или разрыва оболочки слитка в кристаллизаторе. Это объясняется тем, что при больших расходах охлаждающей воды, протекающей по каналам кристаллизатора снизу вверх, невозможно замерить перепад температуры воды, фиксирующий момент разрыва оболочки слитка. Этот перепад температур незначителен по величине и лежит ниже предела чувствительности существующих измерительных приборов. В результате отсутствует возможность своевременно изменять технологические параметры процесса непрерывной разливки для устранения последствий разрывов оболочки слитка, что приводит к прорывам металла под кристаллизатором, а следовательно, снижает производительность и стабильность процесса непрерывной разливки металлов.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, измерение температуры рабочих стенок кристаллизатора, а также отслеживание перемещения элементов поверхности слитка вдоль кристаллизатора. Вдоль и по периметру рабочей полости в медных стенках кристаллизатора устанавливается медь-константановые термопары. В процессе непрерывной разливки фиксируют показания этих термопар и определяют температуру рабочих стенок кристаллизатора. На основании полученных данных рассчитывают толщину оболочки слитка по длине кристаллизаторе. Скорость вытягивания слитка не изменяют [2]
Недостатком известного способа является неудовлетворительная точность определения момента нарушения сплошности или разрыва оболочки слитка в кристаллизаторе. Это объясняется тем, что в процессе непрерывной разливки не фиксируют последовательность по времени изменения температуры рабочих стенок кристаллизатора по его длине. Вследствие этого отсутствует возможность контролировать момент образования разрыва оболочки слитка и его перемещения по длине кристаллизатора. Сказанное приводит к прорывам металла под кристаллизатором, что снижает производительность и стабильность процесса непрерывной разливки металлов.
Технический эффект при использовании изобретения заключается в повышении стабильности и производительности процесса непрерывной разливки металлов.
Указанный технический эффект достигается тем, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное движение, подают на мениск металла в кристаллизаторе шлаковую смесь, охлаждают рабочие стенки кристаллизатора проточной водой, охлаждают поверхность слитка под кристаллизатором охладителем, распыливаемым форсунками, измеряют температуру рабочих стенок кристаллизатора по длине и периметру слитка при помощи термопар, измерение температуры рабочих стенок кристаллизатора производят как минимум на двух уровнях по длине слитка, находящегося в кристаллизаторе, на расстоянии соответственно 0,7-1,0 и 1,4-2,2 толщины слитка от мениска металла, определяют момент повышения температуры рабочих стенок на верхнем уровне измерения на 10-25% от рабочего значения и через время, равное l/Vp, определяют момент повышения температуры на нижнем уровне измерения и в случае ее повышения на ту же относительную величину уменьшают скорость вытягивания слитка на 10-60% от рабочего значения, при этом скорость вытягивания слитка увеличивают до рабочего значения через время
τ= [L l (0,7÷1,0)H]/(0,4÷0,9)Vp, где L длина слитка, находящегося в кристаллизаторе, м;
l расстояние между уровнями измерения температуры рабочих стенок кристаллизатора, м;
Vp рабочее значение скорости вытягивания слитка, м/мин;
Н толщина слитка, м;
(0,7÷1,0) эмпирический коэффициент, учитывающий расположение верхнего уровня изменения от мениска металла в кристаллизаторе, безразмерный;
(0,4÷0,9) эмпирический коэффициент, учитывающий величину уменьшения скорости вытягивания слитка, безразмерный.
Повышение производительности и стабильности процесса непрерывной разливки металлов будет происходить вследствие своевременного уменьшения скорости вытягивания слитка, что гарантирует повторную кристаллизацию и "залечивание" участка слитка между разрывами оболочки. Последовательное фиксирование как минимум двух и более моментов увеличения значений температуры на последовательно расположенных уровнях измерения температуры рабочих стенок кристаллизатора позволяет гарантированно определять факт разрыва оболочки слитка и своевременно изменять технологические параметры процесса разливки, что позволяет избежать прорыва металла под кристаллизатором.
Диапазон значений расстояния расположения первого уровня измерения температуры рабочих стенок кристаллизатора в пределах 0,7-1,0 толщины слитка от мениска металла объясняется закономерностями разрыва оболочки слитка в верхней части кристаллизатора. При меньших значениях повышение температуры в случае разрыва оболочки будет незначительным, что делает невозможным его измерение. При больших значениях информация о случае разрыва оболочки слитка будет запоздалой для соответствующего изменения технологических параметров процесса разливки, что приведет к прорывам металла под кристаллизатором.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от толщины слитка.
Диапазон значений расстояния расположения второго нижнего уровня измерения температуры рабочих стенок кристаллизатора в пределах 1,4-2,2 толщины слитка от мениска металла объясняется закономерностями разрыва и взаимного расположения краев обрывов оболочки по длине кристаллизатора. При меньших значениях разница в результатах измерения температуры стенок кристаллизатора будет незначительной, что делает невозможным ее измерение. При больших значениях информация о повышении температуры стенок кристаллизатора будет запоздалой для соответствующего изменения технологических параметров процесса разливки, что приведет к прорывам металла под кристаллизатором.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины слитка.
Диапазон значений повышения температуры рабочих стенок кристаллизатора в пределах 10-25% от рабочего значения на обоих уровнях измерения объясняется закономерностями теплоотвода через рабочую стенку в случае ее контакта с целой оболочкой слитка и с жидким металлом в районе разрыва. При меньших значениях повышение температуры рабочих стенок не будет означать факт разрыва оболочки слитка. Большие значения устанавливать не имеет смысла, так как факт разрыва оболочки устанавливается при меньших значениях.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения температуры рабочих стенок на обоих уровнях измерения.
Диапазон значений уменьшения скорости вытягивания слитка в пределах 10-60% от рабочего значения объясняется закономерностями "залечивания" оболочки слитка в месте разрыва. При больших значениях будет нарушаться стабильность формирования оболочки слитка на мениске металла в кристаллизаторе, что приводит к образованию на поверхности слитков заворотов, поясов, ужимин и к их браку. При меньших значениях разрывы оболочки слитка не будут успевать "залечиваться" или срастаться, что приводит к прорывам металла под кристаллизатором.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Диапазон значений эмпирического коэффициента в пределах (0,7-1,0) объясняется закономерностями разрыва оболочки слитка в верхней части кристаллизатора. При меньших значениях повышение температуры в случае разрыва оболочки будет незначительным, что делает невозможным его измерение. При больших значениях информация о случае разрыва оболочки слитка будет запоздалой для соответствующего изменения технологических параметров процесса разливки, что приводит к прорывам металла под кристаллизатором.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от толщины слитка.
Диапазон значений эмпирического коэффициента в пределах (0,4-0,9) объясняется закономерностями "залечивания" оболочки слитка. При меньших значениях будет нарушаться стабильность формирования оболочки слитка на мениске металла в кристаллизаторе, что приводит к образованию на поверхности слитков затворов, поясов, ужимин и к их раку. При больших значениях разрывы оболочки слитка не будут успевать "залечиваться" или срастаться, что приводит к прорывам металла под кристаллизатором.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа непрерывной разливки металлов от признаков известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "Изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное движение, подают на мениск металла в кристаллизаторе шлаковую смесь на основе CaO-SiO2-Al2O3, охлаждают рабочие стенки кристаллизатора проточной водой, охлаждают поверхность слитка под кристаллизатором водой, распыливаемой форсунками, измеряют температуру рабочих стенок кристаллизатора по длине и периметру слитка при помощи медь-константановых термопар.
Термопары устанавливают на двух уровнях по высоте и с шагом 200 мм по периметру кристаллизатора. Спаи термопар располагают на расстоянии 2 мм от рабочей поверхности медных стенок кристаллизатора. Сигналы с термопар обрабатывают соответствующим образом в ЭВМ.
Измерение температуры рабочих стенок кристаллизатора производят как минимум на двух уровнях по длине слитка, находящегося в кристаллизаторе, на расстоянии соответственно 0,7-1,0 и 1,4-2,2 толщины слитка от мениска металла, определяют момент повышения температуры рабочих стенок на верхнем уровне измерения на 10-25% от рабочего значения и через время, равное l/Vp, определяют момент повышения температуры на нижнем уровне измерения и в случае ее повышения на ту же относительную величину уменьшают скорость вытягивания слитка на 10-60% от рабочего значения.
Скорость вытягивания слитка увеличивают до рабочего значения через время
τ= [L l (0,7÷1,0)H]/(0,4÷0,9)˙Vp, где L длина слитка, находящегося в кристаллизаторе, м.
l расстояние между уровнями измерения температуры рабочих стенок кристаллизатора, м;
Vp рабочее значение скорости вытягивания слитка, м/мин;
Н толщина слитка, м;
(0,7÷1,0) эмпирический коэффициент, учитывающий расположение верхнего уровня измерения от мениска металла в кристаллизаторе безразмерный;
(0,4÷0,9) эмпирический коэффициент, учитывающий величину уменьшения скорости вытягивания слитка, безразмерный.
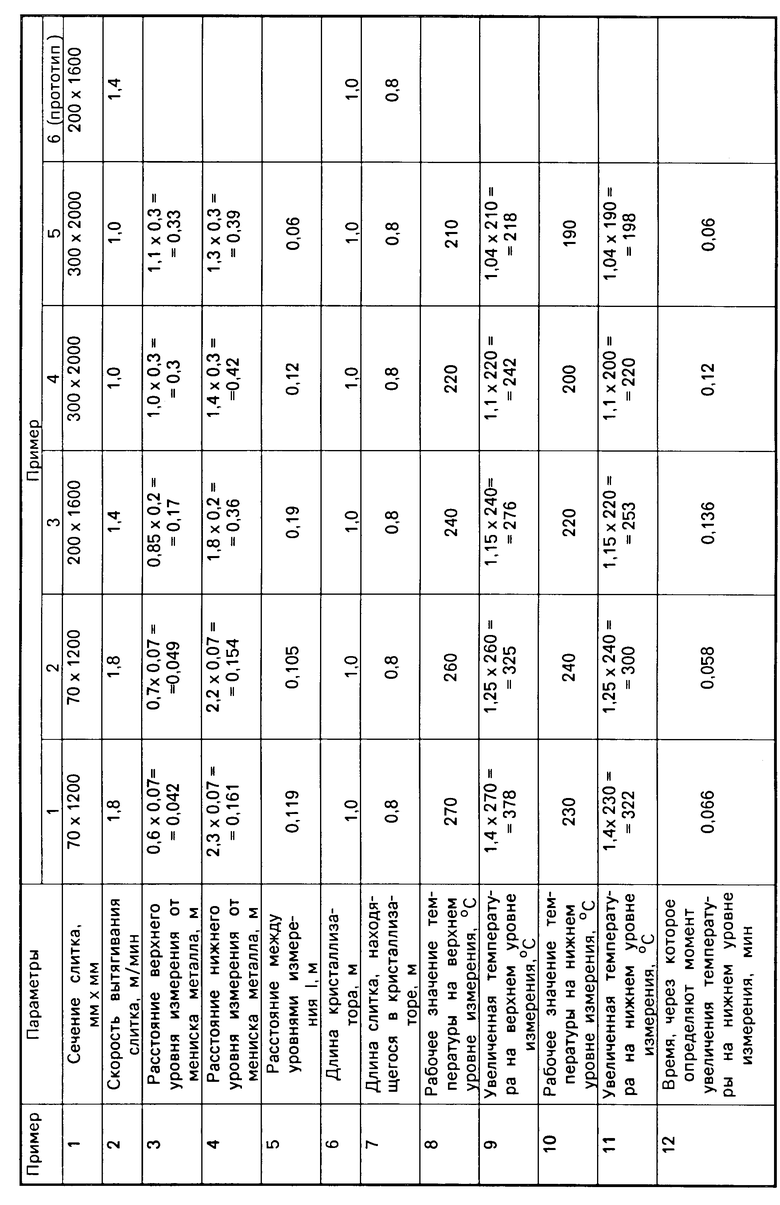
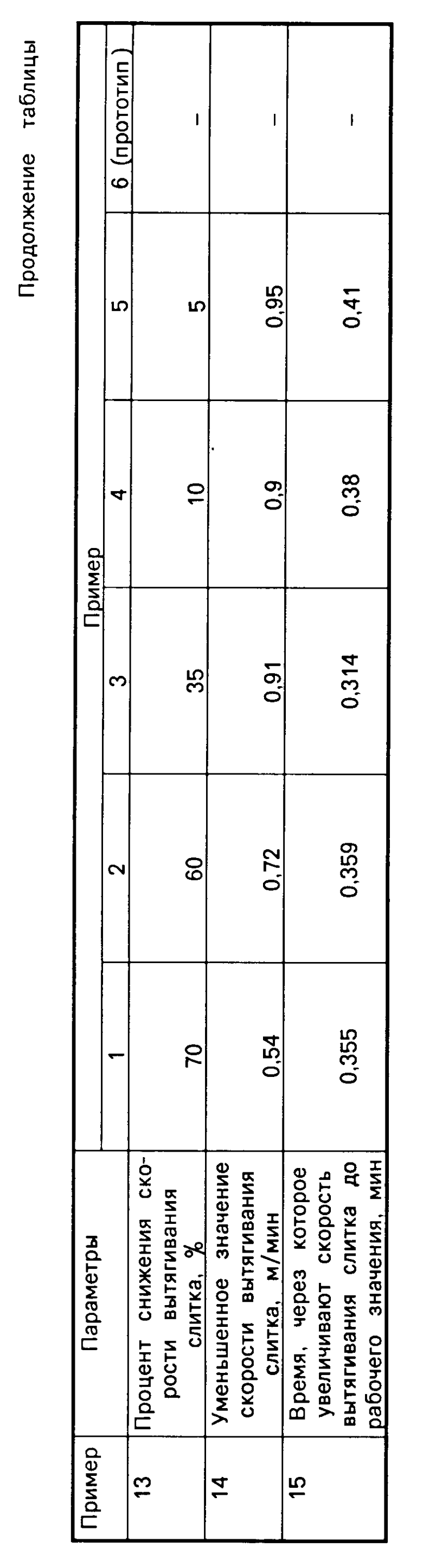
В таблице приведены примеры осуществления способа непрерывной разливки металлов при различных технологических параметрах процесса разливки.
В первом примере вследствие большой величины снижения скорости вытягивания слитка на его поверхности будут образовываться заливины, ужимины, завороты, пояса и т.д. Кроме того, вследствие близкого расположения первого уровня измерения к мениску металла в кристаллизаторе повышение температуры на этом уровне в случае разрыва оболочки делает невозможным фиксирование этого разрыва. Сказанное приводит к прорывам металла под кристаллизатором.
В пятом примере вследствие малой величины снижения скорости вытягивания слитка разрывы оболочки не успевают "залечиваться". Кроме того, вследствие малого расстояния между уровнями измерения делает невозможным фиксирование момента разрыва оболочки слитка. Сказанное приводит к прорывам металла под кристаллизатором.
В шестом примере вследствие отсутствия последовательного фиксирования во времени изменения температуры рабочих стенок кристаллизатора по его длине не производится фиксирование момента разрыва оболочки слитка, что делает невозможным изменением соответствующих технологических параметров процесса разливки. Сказанное приводит к прорывам металла под кристаллизатором.
В примерах 2-4 вследствие своевременного уменьшения скорости вытягивания в оптимальных пределах после фиксирования момента разрыва оболочки слитка на двух уровнях измерения устраняются прорывы металла под кристаллизатором, что приводит к повышению производительности и стабильности процесса непрерывной разливки металлов.
Применение предлагаемого способа позволяет повысить производительность процесса непрерывной разливки металлов на 1,4%
Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ непрерывной разливки металлов, применяемый на Череповецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038899C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038902C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038900C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
Изобретение относится к металлургии. Способ непрерывной разливки металлов, включает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью и измерение температуры рабочих стенок кристаллизатора по длине и периметру слитка при помощи термопар по меньшей мере, на двух уровнях по длине слитка, находящегося в кристаллизаторе, на расстоянии соответственно 0,7 1,0 и 1,4 2,2 толщины слитка от мениска металла, определяют момент повышения температуры рабочих стенок на верхнем уровне измерения на 10 25% от рабочего значения и через время, равное l/vp определяют момент повышения температуры на нижнем уровне измерения и в случае ее повышения на ту же относительную величину уменьшают скорость вытягивания слитка на 10 60% от рабочего значения, где l расстояние между уровнями измерения температуры рабочих стенок кристаллизатора, м; vp рабочее значение скорости вытягивания слитка, м/мин. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, измерение температуры рабочих стенок кристаллизатора по длине и периметру слитка при помощи термопар, отличающийся тем, что измерение температуры рабочих стенок кристаллизатора производят по меньшей мере на двух уровнях по длине слитка, находящегося в кристаллизаторе, на расстоянии соответственно 0,7 1,0 и 1,4 2,2 толщины слитка от мениска металла, при этом при последовательном повышении температуры рабочих стенок на верхнем и нижнем уровнях измерения на 10 25% от рабочего значения в течение времени, равном l/vр, уменьшают скорость вытягивания слитка на 10 60% от рабочего значения, а затем ее увеличивают до рабочего значения через время τ определяемое по зависимости
t = [L-l-(0,7-1,0)H]/(0,4-0,9)·Vp,
где L длина слитка, находящегося в кристаллизаторе, м;
l расстояние между уровнями измерения температуры рабочих стенок кристаллизатора, м;
vр рабочее значение скорости вытягивания слитка, м/мин;
H толщина слитка, м;
(0,7 1,0) эмпирический коэффициент, учитывающий расположение верхнего уровня измерения от мениска металла в кристаллизаторе, безразмерный;
(0,4 0,9) эмпирический коэффициент, учитывающий величину уменьшения скорости вытягивания слитка, безразмерный.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бойченко М.С | |||
| и др | |||
| Непрерывная разливка стали, М..: Металлургиздат, 1961, с.200-203, рис.127. | |||
