Изобретение относится к производству алюминия электролизом.
Известен элемент непрерывного анода в виде сплошного углеродного блока с вырезами в боковой поверхности для сопряжения с соседними блоками.
Известен также элемент непрерывного анода в виде обожженного углеродного блока с каналом для шпинделя, снабженного резьбой.
Известные элементы непрерывного анода выполнены из однородного по объему углеродного материала, обжигаемого при температурах до 1500оС, что повышает их электропроводность по сравнению с самообжигающимися анодами, однако ухудшает обрабатываемость. Последнее затрудняет вращение шпинделя и создает опасность хрупкого разрушения в резьбовом соединении углеродного блока с шпинделем.
Предлагаемый элемент непрерывного анода содержит, подобно известному элементу, обожженный углеродный блок с каналом для шпинделя, снабженного резьбой. Новым является то, что в блок заделана графитовая втулка, а канал выполнен внутри втулки, вдоль нее. Канал выполнен гладкостенным. Втулка составлена из двух желобов полукруглого сечения. Наружная боковая поверхность втулки имеет поперечные ребра.
Такое выполнение элемента анода облегчает вращение шпинделя и перемещение анода, снижает электрическое сопротивление в контакте блока с шпинделем и по толщине блока, повышает точность ходового резьбового соединения.
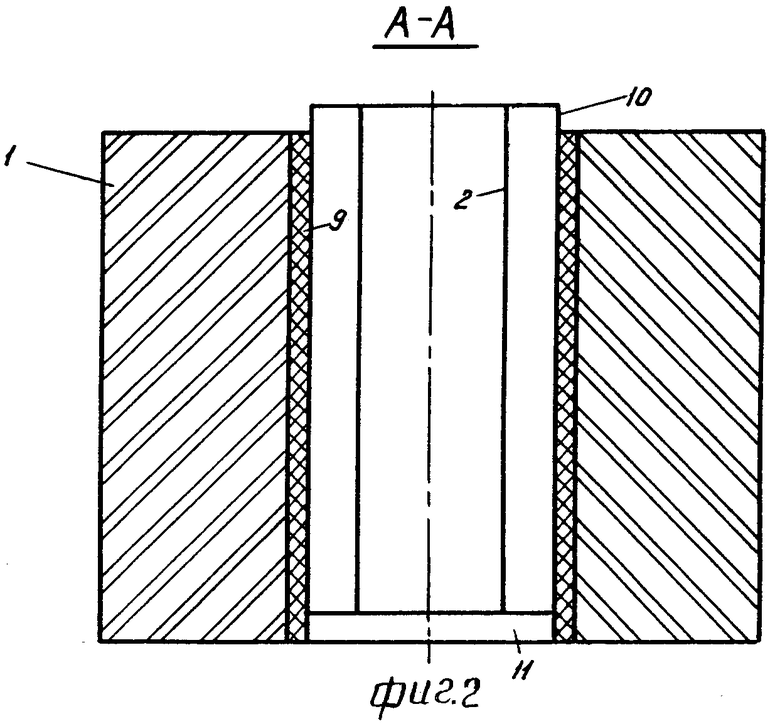
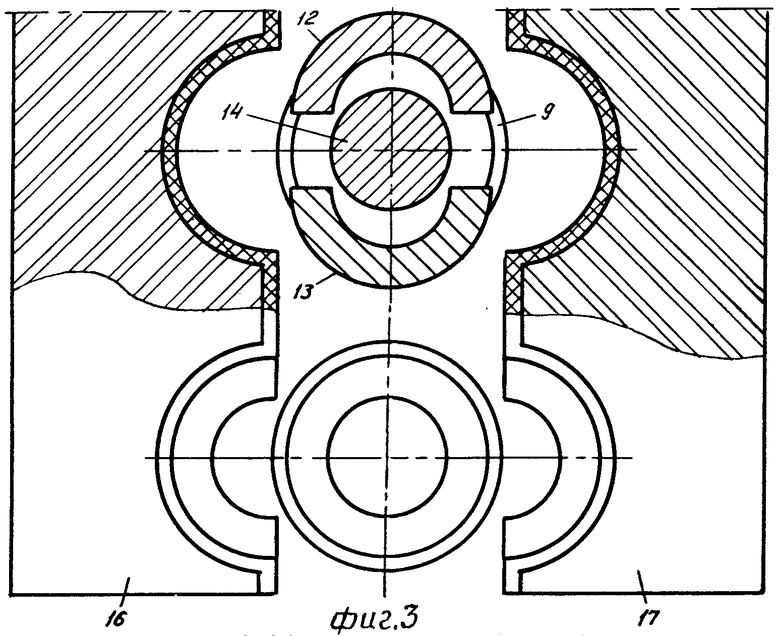
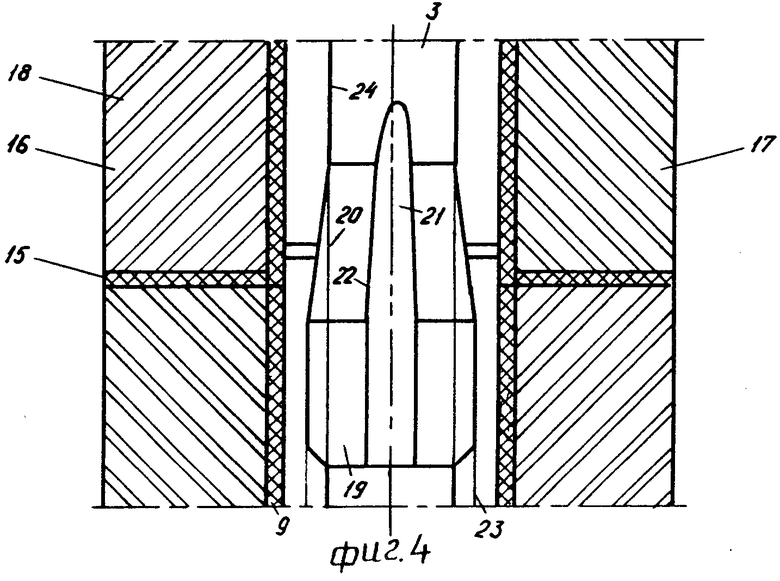
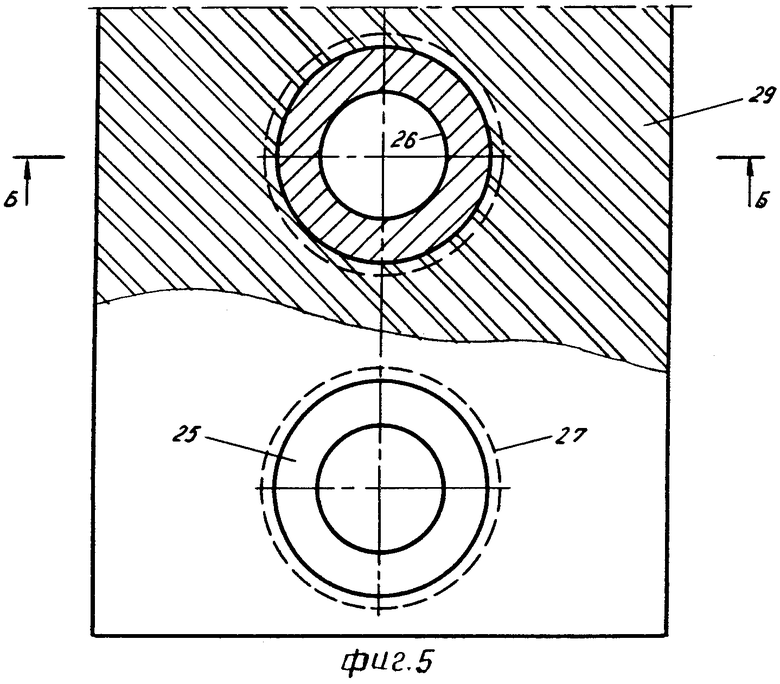
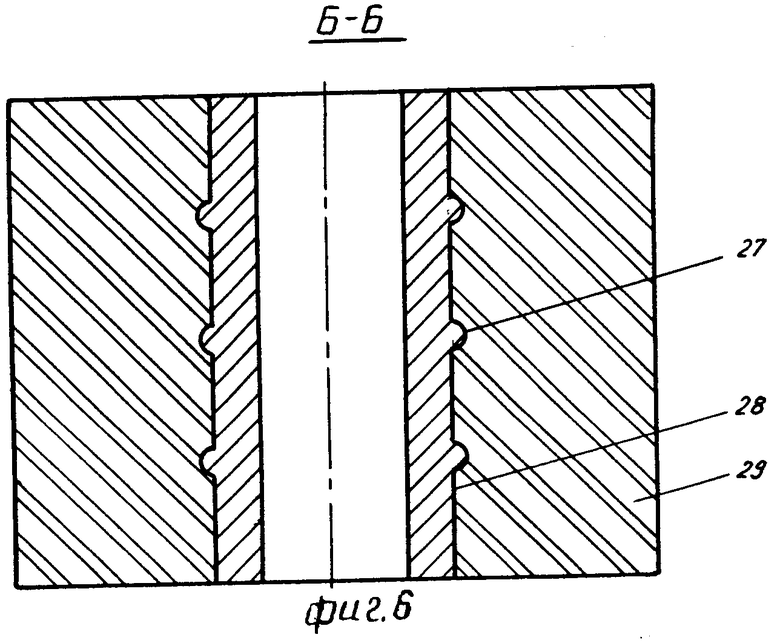
На фиг. 1 изображен элемент непрерывного анода, вид сверху; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 положение блоков в процессе наращивания анода; на фиг. 4 взаимное расположение шпинделя и смежных блоков в процессе опускания анода; на фиг. 5 вариант элемента непрерывного анода; фиг. 6 разрез Б-Б на фиг. 5.
Элемент непрерывного анода включает предварительно обожженный углеродный блок 1 с каналом 2 для шпинделя 3. Углеродный блок выполнен из измельченного кокса и каменноугольной смолы. В углеродный блок заделана графитовая втулка 4, а канал расположен внутри втулки и выполнен гладкостенным. Втулка составлена из двух графитовых желобов 5 и 6 полукруглого поперечного сечения. Блок 1 составлен из двух секций 7 и 8, соединенных слоем 9 клеющей мастики, которая также представляет собой смесь коксовой пыли и каменноугольной смолы.
Желоба сдвинуты в вертикальном направлении относительно секций 7 и 8 для защиты шпинделя от проникания мастики из зазоров между секциями. Образующиеся при сдвиге выступ 10 и гнездо 11 служат, кроме того, для взаимной фиксации блоков. При наращивании анода дополнительные графитовые желоба 12 и 13 смыкают вокруг вала 14 шпинделя, покрывают блок 1 слоем 15 мастики, соединяют секции 16 и 17 верхнего блока 18 и опускают их на блок 1. В процессе электролиза мастика подвергается постепенному обжигу и затвердевает, скрепляя смежные блоки и секции в каждом из блоков.
Утолщенный конец 19 шпинделя имеет резьбу 20, которая рассечена продольным пазом 21. Паз имеет режущую кромку 22, которая образована разрывами в витках резьбы. Резьба выполнена правой. При вращении шпинделя против часовой стрелки (вывинчивание из блока вверх) кромка 22 нарезает взаимную резьбу 23 в гладкостенной части 24 канала. Выполнение шпинделя с режущей кромкой, а канала с гладкими стенками, на которых шпиндель нарезает резьбу в процессе опускания анода, автоматически обеспечивает геометрическое соответствие между резьбой в смежных блоках 1 и 18. Этого не удается достигнуть в известных конструкциях непрерывного анода с резьбой, выполненной в блоках до их соединения, так как заполненные мастикой швы препятствуют точной стыковке частей резьбы при сборке блоков из секций и при сборке анода из блоков. В другом варианте элемента непрерывного анода (см. фиг. 5 и 6) графитовая втулка представляет собой цельный цилиндр 25 с гладкостенной полостью 26. Поперечные ребра 27 на внешней поверхности 28 цилиндра улучшают его сцепление с монолитным блоком 29. Готовый цилиндр из графита либо графитированного углеродного материала вставляют в заготовку блока на стадии ее формовки из кокса и смолы. В процессе последующего обжига материал втулки спекается с материалом блока. Для наращивания анода монолитными блоками 29 шпиндель выполняют разъемным, а блок надевают на шпиндель сверху в месте разъема. После закрепления блока на аноде и соединения частей шпинделя шпиндель приводят во вращение, что сопровождается нарезанием резьбы в гладкостенной полости 26 и опусканием анода для восстановления межэлектродного зазора электролизной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕМЕЩЕНИЯ АНОДА И АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2041293C1 |
| СПОСОБ КОНТРОЛЯ СОСТАВА ЭЛЕКТРОЛИТА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И ЩУП | 1993 |
|
RU2039131C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ЭЛЕКТРОКАПИЛЛЯРНЫХ ЯВЛЕНИЙ НА ЖИДКОМ ЭЛЕКТРОДЕ И УСТРОЙСТВО ДЛЯ ИХ РЕГИСТРАЦИИ | 1992 |
|
RU2069849C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТУРБИННАЯ ЛОПАТКА | 1993 |
|
RU2078948C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| ТУРБИННАЯ ЛОПАТКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ | 1994 |
|
RU2078945C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| ТУРБИННАЯ ЛОПАТКА | 1993 |
|
RU2088764C1 |
| АККУМУЛЯТОР | 1992 |
|
RU2030034C1 |
| КАНАЛ МГД-ГЕНЕРАТОРА | 1991 |
|
RU2018202C1 |
Использование: изобретение относится к производству алюминия электролизом. Сущность: элемент непрерывного анода имеет вид обожженного углеродного блока 1 с каналом 2 для шпинделя, снабженного резьбой. Новым является то, что в блок заделана графитовая втулка 4, а канал выполнен внутри втулки, вдоль нее. Канал выполнен гладкостенным в продольном направлении. Втулка составлена из двух графитовых желобов полукруглого сечения. Наружная боковая поверхность втулки может иметь поперечные ребра для сцепления с блоком. Втулка может быть изготовлена из графита либо графитированного углеродного материала. 4 з.п. ф-лы, 6 ил.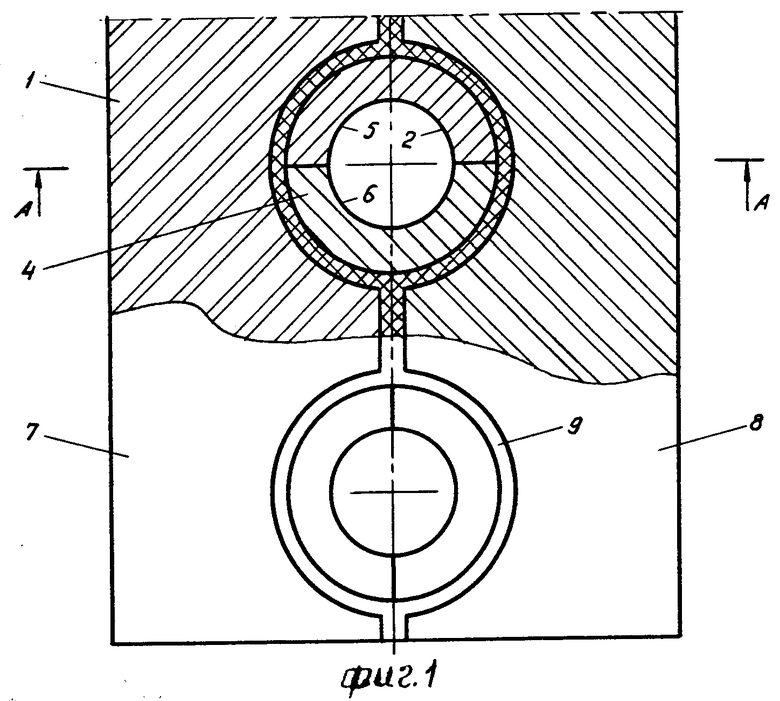
| Патент США N 5071534, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
