Изобретение относится к получению алюминия методом Холла-Геру с использованием электролизера.
По сравнению с известными предлагаемый электролизер имеет следующие преимущества.
Общий процесс.
1. Снижение удельного потребления электрической энергии до 20%
Наиболее совершенные, управляемые компьютером электролизеры для получения алюминия, рассчитанные на ток от 150 до 300 кА, характеризуются удельным потреблением электроэнергии около 13 кВт на 1 кг алюминия. Предлагаемый электролизер потребляет 10-11 кВт на 1 кг алюминия.
2. Уменьшение теплообразования в электролите за счет более низкой плотности тока.
В настоящее время в мощных электролизерах (>150 кА) анодная плотность тока составляет обычно 0,65-0,85 А/см2. В более ранних электролизерах анодная плотность тока была даже выше 0,85 А/см2. По экономическим соображениям и для сохранения необходимого теплового баланса плотность тока не снижают ниже 0,65 А/см2.
Цель изобретения снижение плотности тока в электролизной ванне без ограничения пропорционального силе тока металлоoбразования в электролизере.
Это достигается тем, что противоположные активные поверхности анода и катода увеличиваются путем придания оптимальной формы, т.е. пространственно-временной выход не должен уменьшаться. В описываемом варианте выполнения электролизера плотность тока предпочтительно устанавливается меньше 0,6 А/см2.
3. Уменьшение тепловых потерь через боковые кромки электролизера.
Электролизеры старых конструкций, а в большинстве своем и современные обслуживаются по длинным сторонам, т.е. с этих сторон с многочасовой периодичностью производится подача в электролизную ванну окиси алюминия путем продавливания покрывающей корки, находящейся выше окиси алюминия. В электролизерах с большой силой тока (>150 кА) или в модернизированных электролизных системах подача окиси осуществляется в центральную зону электролизеров, например в средний проход или в подходящую точку между двумя рядами обычных анодных блоков. Для дозирования окиси алюминия применяют управляемые компьютером автоматические дробильные и загрузочные устройства, которые согласно заданной программе поддерживают в электролите относительно низкую концентрацию окиси около 1-4 мас.
Для бокового борта электролитической ванны до сих пор не имеется никакого постоянного облицовочного материала. По этой причине для боковых бортов необходимо образование корки из отвердевшего электролитного расплава. Это обеспечивается за счет достаточного отвода тепла через боковые стенки электролитической ванны. Вследствие этого в электролизерах обслуживаемых по середине потери тепла через боковые стенки составляют до 30% общих тепловых потерь.
Чтобы ограничить высокий боковой теплоотвод, в предлагаемом электролизере предусматривается подача окиси алюминия вдоль наружных кромок или с помощью жестко установленных или подвижно расположенных швертов, которыми на большем или меньшем участке дробится покрывающая корка, или точечно с помощью точечного дозатора, перемещаемого в соответствии с программой вдоль всей боковой стороны. Тепло, идущее через жидкий алюминий и расплавленный электролит к краю, используется для нагрева и расплавления загруженной, т.е. поданной с дозированием окиси. Таким образом, обеспечивается усиление теплоизолирующей краевой корки и защита от слишком быстрого растворения.
Кроме того, в одном из вариантов теплопроводный алюминий удерживается на удалении от боковой стенки с помощью бокового цоколя, который по своей высоте соответствует слою алюминия на катоде.
4. Уменьшение приблизительно на 40% тепловых потерь с отходящими газами.
Обычно из современных закрытых электролизеров на 200 кА отводится 5000 м3 отходящих газов. Это соответствует удельному объему 80 м3 на 1 кг алюминия, если электролизер характеризуется выходом по току 93% и, следовательно, производительностью 62,5 кг алюминия в 1 ч. Теоретически объем получаемого анодного газа (СО2+СО) составляет приблизительно 0,01 часть от этого количества, т.е. около 0,8 м3 на 1 кг алюминия.
Так как предлагаемый электролизер исходит из концепции уменьшения утечек и корпус должен открываться только с помощью относительно малой заслонки один раз в день для выпуска металла, то объем отходящих газов можно уменьшить наполовину без ущерба для выпуска фтора. Охлаждение электролизера посредством отводимого газа не является необходимым.
С отводом отходящих газов, обогащенных подсасываемым воздухом, из пространства над анодным щитом выводится значительное количество тепла, как показывают следующие ориентировочные расчеты: с теплом отходящих газов 2,83х10-4 кВтч/кг К; плотность газов 0,83 кг/м3; разница температур 90 К между 105оС (температура на выходе печи) и 15оС (средняя наружная температура) и указанные выше 80 м3 на 1 кг алюминия дают около 2,5 кВтч на 1 кг алюминия. В предлагаемом электролизере эта величина уменьшается на 1 кВтч на 1 кг алюминия. Уменьшение объема отходящих газов на 50% позволяет соответственно уменьшить затраты на трубопроводы, очистные установки и эксгаустеры.
5. Снижение пузырькового сопротивления и предельного анодного потенциала.
Углеродный газ под действием выделяющегося при электролизе кислорода сгорает с образованием анодного газа, который наряду с СО преимущественно содержит СО2. Этот анодный газ собирается непосредственно под анодными блоками в виде пузырьков и перемещается в расплаве электролита к краям блока, далее он поднимается и улетучивается. Газовые пузырьки вследствие задержки под шероховатой поверхностью анода и объемного вытеснения электролита создают пузырьковое сопротивление, что означает повышенное омическое сопротивление для электролизного тока. Согласно изобретению такое пузырьковое сопротивление благодаря наклонной поверхности анода, меньшей плотности анодного тока и концентрации окисла около 4 мас. уменьшается на 0,1 В (приблизительно 0,3 кВтч на 1 кг алюминия) по отношению к балансу напряжения электролизера.
Кроме того, экспериментально доказано,что анодный эффект, возникающий в результате уменьшения Al2O3 в криолитном расплаве, при малых концентрациях окисла устанавливается на наклонных анодных поверхностях на указанной стадии как при горизонтальных поверхностях.
6. Уменьшение относительного расхода анода до 8%
Обусловленное конструктивно уменьшение окисления анодных блоков воздухом при предлагаемом согласно изобретению процессе сокращает удельный расход анода до величины 0,40 кг углерода на 1 кг алюминия.
7. Уменьшение выпуска фтора.
Отводимый из электролизеров газ, содержащий пыль и фтор, подается на сухую очистку, где газообразный фтор в виде HF адсорбируется на окиси алюминия, а содержащие фтор пылевые частицы осаждаются в фильтровальных установках. Выпуск фтора зависит не только от эффективности очистной установки. Для различных операций обслуживания необходимо кожух, в который помещен электролизер, частично приоткрывать. Это приводит к дополнительному выпуску фтора.
В электролизерах с предварительно обожженными не непрерывными анодными блоками в большинстве случаев необходима ежедневная замена анодного блока. Извлеченный анодный блок относительно сильно дымит до его охлаждения ниже температуры обжига, а пятна расправленного электролита, остающиеся некоторое время после извлечения неприкрытыми, являются источником усиленных фтористых испарений.
В известных электролизерах с предварительно обожженными непрерывными анодными блоками необходимо в продольных сторонах корпуса делать проходы для дробления корки и загрузки окиси. Кроме того, время от времени необходимо при открытых боковых проходах проводить относительно продолжительную операцию отсоединения анодных штанг всех блоков (четыре штанги на блок) от нижнего ряда ниппелей и пристыковки к верхнему ряду. Нижний ряд контактных ниппелей затем вынимается. Газоотвод неэффективен даже в том случае, когда укладывается новый анодный блок.
Учитывая необходимость эффективной защиты окружающей среды, в предлагаемом электролизере нет необходимости открывать корпус для упомянутых целей.
Так как углеродные аноды содержат серу и выделяют двуокись серы, которая при высоком содержании серы в анодных блоках также должна быть удалена из отходящего газа, то десульфурация небольшого объема отходящего газа гораздо выгоднее.
8. Уменьшение примесей в первичном металле.
В предлагаемом электролизере использованы преимущества предварительно обожженного непрерывного анода, о котором известно, что с его помощью обеспечивается более высокая чистота металла, чем с помощью предварительно обожженных прерывистых анодов.
Более высокая степень загрязнения объясняется тем, что стальные ниппели анодных блоков подвергаются в электролизере более сильной коррозии и что анодные остатки должны быть покрыты толстым слоем электролита и окиси и возвращены в цикл. Частицы железа и ржавчины, находящиеся в дробильном, измельчающем и транспортирующем оборудовании регенерационных установок, обуславливают высокое содержание железа в произведенном алюминии.
По сравнению с известной анодной системой с предварительно обожженными непрерывными анодными блоками в предлагаемой отказались от корродирующих стальных ниппелей, вставленных в анодный блок, и допускается сила тока в электролизере свыше 150 кА.
Анодная зона.
1. Никаких различий в падении напряжения и силе тока в отдельных анодных блоках.
Существенной частью предлагаемого электролизера является анодная система с предварительно обожженными непрерывными анодными блоками, предпочтительно для электролизеров с суммарной силой тока свыше 150 кА. Для отдельных анодных блоков такой системы предусматривается короткий путь тока между токовводами и электролитической ванной. Этим определяются одинаковые падение напряжения и плотность тока для всех анодных блоков.
Однородное распределение плотности тока в предлагаемой анодной системе по сравнению с такой же системой с прерывными анодными блоками дает преимущество, которое состоит в спокойном и постоянном характере электролитического процесса, в высоком выходе по току и в низком удельном энергопотреблении. В электролизере с прерывной анодной системой все анодные блоки находятся в различном положении по расходу, что неизбежно влечет за собой большую неравномерность в падении напряжения и силе тока по отдельным блокам. Таким образом, в прерывной анодной системе постоянно имеются две группы анодных блоков, из которых одна по потреблению или по плотности тока находится ниже, а другая выше номинальной силы тока. Во время эксплуатации анодного блока сила тока в блоке повышается от нуля при замене до максимальной величины при извлечении остатка. Поэтому после установки нового блока должны пройти один-два дня, пока блок не выйдет на среднюю рабочую температуру с полным участием в процессе электролиза. Указанные недостатки растут с укрупнением электролизных и анодных блоков.
2. Никакой текущей замены анодных блоков.
Для анодной системы с предварительно обожженными прерывными анодными блоками является обычной ежедневная замена одного анодного блока, т.е. остаток анодного блока (около 20-30% начального веса) извлекают и заменяют новым. В больших электролизерах с силой тока более 200 кА ежедневно может заменяться два анодных блока или одна пара анодных блоков. Такая замена анодных блоков отрицательно влияет на процесс электролиза и ведет к указанной неравномерности в распределении плотности анодного тока. Дополнение анодных блоков согласно предлагаемому способу вообще не оказывает влияния на собственно процесс электролиза; все-таки приблизительно один раз в месяц необходимо на находящуюся в электролизере стопу анодных блоков укладывать новый слой анодных блоков.
3. Только один ряд анодных блоков на каждый электролизер.
В современных мощных или модернизированных электролизерах анодные блоки без исключения располагаются в двух продольных рядах. В предлагаемом электролизере анодные блоки размещаются по всей ширине, предназначенной под анод площади сечения внутри электролизной ванны. Таким образом, при анодных блоках согласно предлагаемому способу отпадают две торцовые поверхности вдоль центрального прохода, которые являются предпосылкой ускоренного выгорания воздуха и СО2 и усиленной эрозии.
4. Отсутствие отходов из анодных остатков.
Благодаря отсутствию анодных остатков достигаются технологическое преимущество и экономия. Прежде всего происходит экономия на съеме покрывающего слоя и отвердевшего расплавленного электролита и окиси алюминия с анодных остатков и на их последующей очистке. В количественном отношении очищенный, измельченный и возвращенный в электролизер материал составляет около 20% от веса анодных блоков. Точно так же остаточный вес вынимаемых из электролизера анодов составляет в зависимости от режима работы 20-30% от их начального веса. Этот внутрипроизводственный рециклинг анодных остатков ведет к постоянной перегрузке анодных фабрик по трем основным технологическим стадиям (подготовка, формование и обжиг) в 20-30% по сравнению с основной производственной мощностью предлагаемого способа. Другим недостатком является то, что из-за содержания в анодных остатках фтора и необходимости поэтому выполнять нормы по эмиссии к кольцевой обжиговой печи для анодных блоков необходимо подключать устройства для очистки печных отходящих газов, содержащих фтор.
Между электролизом и анодным производством на алюминиевом заводе имеется участок присоединения анодов, функциями которого являются: вывод анодных остатков из электролиза, охлаждение, очистка, отделение анодных остатков и литых гильз от анодных штанг и приготовление для повторного использования. Кроме того, на участке новые анодные блоки посредством литых или штампованных стальных ниппелей соединяют с анодными штангами и, таким образом, подготавливают для использования при электролизе.
Предлагаемый способ позволяет отказаться от этих многочисленных рабочих операций и соответствующего оборудования.
5. Никакой подготовки анодных блоков.
По сравнению с известными способами с предварительно обожженными непрерывными анодами в анодных блоках нужно на позиции подготовки сверлить ниппельные отверстия и с помощью соответствующей углеродной массы жестко заделывать туда стальные контактные стержни. Предлагаемый способ не нуждается в таких подготовительных работах или в аналогичных мерах, так как токопровод осуществляется посредством безниппельного контактирования.
Кроме того, непрерывно используемые анодные блоки на позиции подготовки по нижней стороне снабжаются соединительным слоем из клеевой или замазочной массы, которая изготавливается обычно на основе нефтяного кокса и электродной смолы. Замазочная масса в горячем жидком состоянии наносится на предварительно подогретую соединительную поверхность анодного блока, т.е. на повернутую вверх нижнюю сторону анодного блока, слоем около 2 см.
Согласно предлагаемому способу позиция нанесения замазочной массы устраняется. Таким образом, становятся ненужными рабочая площадь и затраты энергии на подогрев анодного блока и расплавление замазочной массы.
Конструкция и принцип действия предлагаемого электролизера делают возможным нанесение замазочной массы в виде гранулята на теплую верхнюю поверхность анодных блоков, находящихся в электролизере, чтобы затем наложить на нее холодные, подогретые или лучше всего еще горячие после процесса обжига анодные блоки. Последниe освобождают только, если необходимо, от упаковочного материала, но никакой специальной подготовки они не требуют. Очевидно, что за счет этого обеспечивается экономия тепловой энергии, капитальных вложений и трудозатрат.
Катодная зона.
1. Никакого влияния магнитного поля на расплав алюминия.
Предлагаемая система анодов с предварительно обожженными, непрерывными анодными блоками позволяет электролитически активные нижние стороны анодных блоков, погруженные в расплав электролита, выполнить не плоскими в горизонтальном направлении (как обычно), а и клино- или дугообразными. Если нет алюминиевой ванны с плоской поверхностью в качестве катода, то анодный блок в расплаве электролита приспосабливается в отношении формы своей граничной поверхности к форме противолежащей поверхности катода.
В предпочтительном варианте выполнения дно электролизера из углеродных катодных блоков в соответствии с количеством анодных блоков выполнено крышеобразным или полуцилиндрическим. В сечении катодные блоки имеют, например, форму треугольника, полукруга или другой подобной геометрической фигуры. Под катодными блоками, проходящими параллельно поперек электролизера, устроена сборная камера для жидкого алюминия. Кроме того, между нижними кромками параллельных катодных блоков предусмотрен проход, соединяющий плоскую донную камеру для жидкого алюминия и расположенную выше камеру для расплава электролита. Алюминий под действием тока электролиза осаждается на наклонных поверхностях катодных блоков и стекает в плоскую донную камеру под катодными блоками.
Проблема магнитного поля в обычных мощных электролизерах заключается в том, что пронизываемый током слой жидкого алюминия на углеродном дне со стороны катода вступает во взаимодействие с магнитными полями, которыми окружены все токопроводы внутри и снаружи электролизера. Магнитные силовые линии, воздействующие на слой жидкого алюминия, вытесняют алюминий и вызывают искривление и вращение металла. Поэтому при проектировании, конструировании и эксплуатации мощных электролизеров (особенно с током выше 100 кА), необходимо располагать токовые шины с учетом магнитного поля, чтобы свести к минимуму искривление и движение металла и сделать возможным производство металла в электролизере.
В предлагаемом электролизере действие магнитного поля устранено за счет того, что входящий в катод ток электролиза не пересекает алюминиевую ванну, так как сборный резервуар для жидкого алюминия находится вне пути тока, под катодными блоками.
2. Свободный выбор экономически оптимального направления токовых шин.
Для токовых шин в наружной зоне электролизеров затрачивается значительное количество алюминия, например 50 т на 1000 т годовой производительности.
Если, как это предусматривается изобретением, компенсацию магнитного поля внутри электролизера учитывать не обязательно, то для электрических соединений между последовательно включенными электролизерами, а также для электрораспределения на аноды и катоды следует выбирать кратчайшие и рациональные пути. Например, стояки, проложенные из соображений компенсации магнитного поля по центральной панели электролизера и затрудняющие обслуживание электролизера, можно проложить на конце предлагаемого электролизера, где они не мешают. Возможность свободного выбора расположения токовых шин позволяет приблизительно на 20% сэкономить расход алюминия на токопроводы. Кроме того, следует учитывать более низкие потери мощности в токопроводах.
3. Отсутствие опасности растворения катодного железа в алюминии и увеличение срока службы футеровки электролизера.
Обычно для токопровода в пазы на нижней стороне углеродных катодных блоков заделываются стальные полосы. Часто бывает, что с течением времени в углеродном дне появляются трещины, через которые жидкий алюминий проникает до стальных катодных полос, которые растворяются с образованием сплава. Одной из самых частых причин отключения и остановки электролизеров поэтому является растворение железа из катодных полос в алюминиевой ванне.
Согласно изобретению эта причина выхода из строя устраняется за счет того, что алюминиевая ванна находится под катодными блоками, а стальные полосы в катодные блоки заделываются сверху.
К дну предлагаемого электролизера, несущему слой алюминия, согласно изобретению ток не подводится. Поэтому оно подвергается в меньшей степени химическому и механическому износу, а также разрушающей инфильтрации натрия, которая сопровождается объемным расширением и процессами превращения, чем выполняющее двойную функцию катодное дно известных электролизеров. Конструктивное разделение катода и дна электролизера, кроме того, приводит к повышению стойкости и увеличению срока службы футеровки электролизера. Это означает не только уменьшение затрат, но и облегчает решение проблемы, связанной с использованными материалами футеровки.
Если в предлагаемом электролизере используются устойчивые к натрию катодные блоки из графита с высокой теплопроводностью 80-100 Вт/м ˙К, то через них отводится меньше тепла в изоляцию дна. Катодные блоки подвергаются меньшему износу, так как на них отсутствуют течение металла и абразивное воздействие шлама окиси алюминия. Кроме того, в катодных блоках и подводах к ним ниже падение напряжения.
Таким образом, были описаны характерные преимущества предлагаемого электролизера по сравнению с известными электролизерами с предварительно обожженными анодными блоками. Как уже указывалось, для принципиального решения поставленных задач в рамках предлагаемого электролизера необходима непрерывно работающая анодная система.
Непрерывная анодная система с обожженными углеродными блоками известна и ее принцип действия и технический уровень представлены в следующих работах
G. Lange and G. Wilde: Large Aluminum Cells with Continuous Prebaked Anodes, Extractive Metallurgy of Aluminum, Vol.2, Edited by G.Gerrads, Intersience Publishers, New York, 1962, S. 197-209.
Г.Гисберг и С.Вилькенинг. Термодинамические и энергетические аспекты электролиза расплава алюминия, часть II, Металл, 18 г. изд. (1964), вып. 9, с. 908-918.
К. Виннакер, Л.Кюхлер. Химическая технология, т. 6, Металлургия, с. 194, Изд. Карла Ганзера, Мюнхен, 1973.
Описанная в указанных выше работах анодная система неприменима для достижения основных целей изобретения: низкое энергопотребление, очень небольшое воздействие на окружающую среду, высокая степень автоматизации, исключение трудоемких и вредных для здоровья рабочих операций из-за того, что обожженные анодные блоки известных непрерывных анодных систем снабжены боковыми контактными ниппелями с разъемными анодными штангами Перенос и повторные присоединения анодных штанг, а также извлечение контактных ниппелей требуют значительных затрат ручного труда. Для этих операций предназначено боковое пространство в электролизере, которое не может быть использовано для других устройств, например устройств автоматической подачи окиси. Боковые проходы электролизера должны открываться для операций обслуживания. К тому же токоввод в анодные блоки осуществляется через торцовые стороны и в относительно высоко расположенные контактные ниппели по длинным токовым путям в анодных блоках. Вследствие этого наблюдается большое падение напряжения в аноде, которое в среднем на 0,5 В выше чем в прерывных анодных блоках. Для электролизеров с силой тока 180 кА и выше анодные блоки должны быть на 1/3 длиннее, чем применяемые до сих пор, поэтому разница в напряжении в анодных блоках между входом и выходом тока будет значительно хуже.
В предлагаемом электролизере также используются крупноформатные углеродные блоки, однако их длина существенно превышает известный размер, а их производство особенно рационально и рассчитано на будущее. Ток электролиза к ним подается не через стальные контактные стержни, вставленные в отверстия, но с возможностью практически бесступенчатого сдвига через спрессованный в пачку графитовый порошок вдоль обеих продольных сторон отдельных анодных блоков.
По известному способу периодически устанавливаемые друг на друга анодные блоки соединяют между собой с помощью коксующейся клеевой или замазочной массы, предварительно нанесенной на нижнюю сторону верхнего блока. Согласно изобретению количество замазочной массы сокращается наполовину и, следовательно, толщина клеевого слоя составляет около 1-2 см. Кроме того, замазочная масса может наноситься в виде гранулята на нагретые до температуры 200-250оС анодные блоки в электролизере. Значительно улучшаются условия коксования замазочного слоя, что обеспечивает более высокие герметичность и прочность.
В европейском патенте N 0380300, кл. С 25 С 3/12, 1990, описан электролизер с непрерывным анодом. Отличие от предлагаемого электролизера заключается в том, что токопровод к анодным блокам осуществляется непосредственно через плоскостные жесткие зажимные приспособления с горизонтальной запрессовкой, а не через спрессованный в пачки без связующего порошок графита или кокса. Кроме того, этот электролизер обладает совершенно другими признаками в отношении расположения, крепления и наращивания анодных блоков.
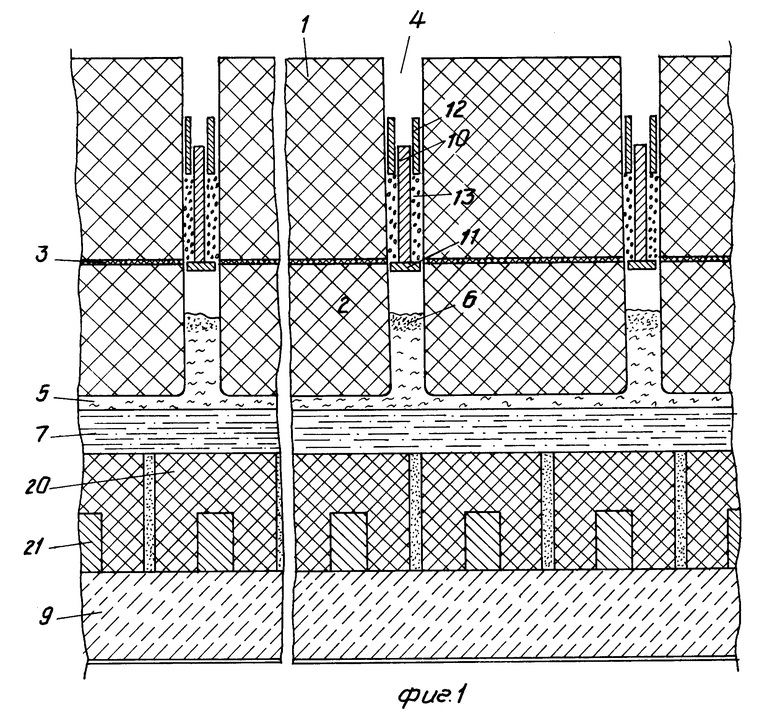
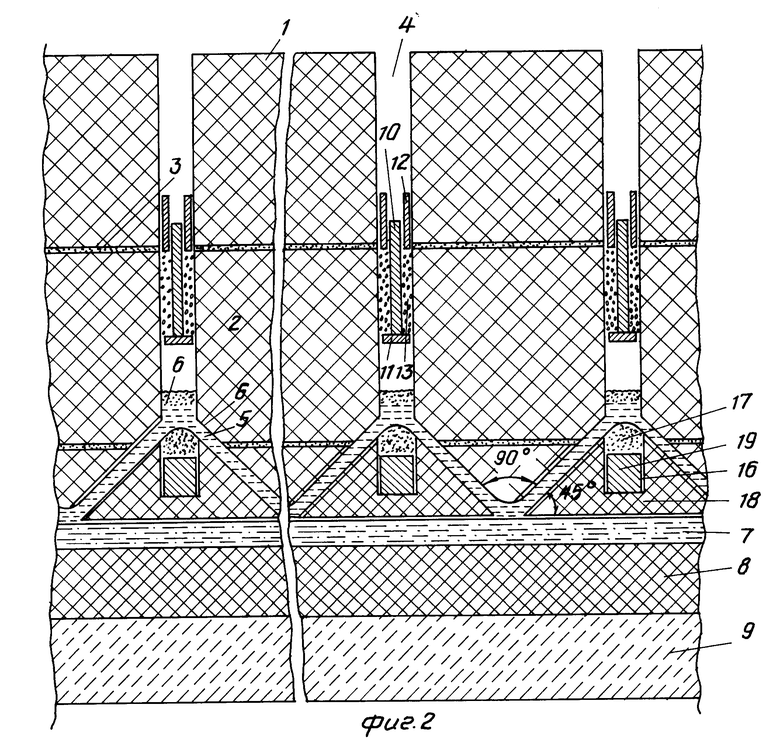
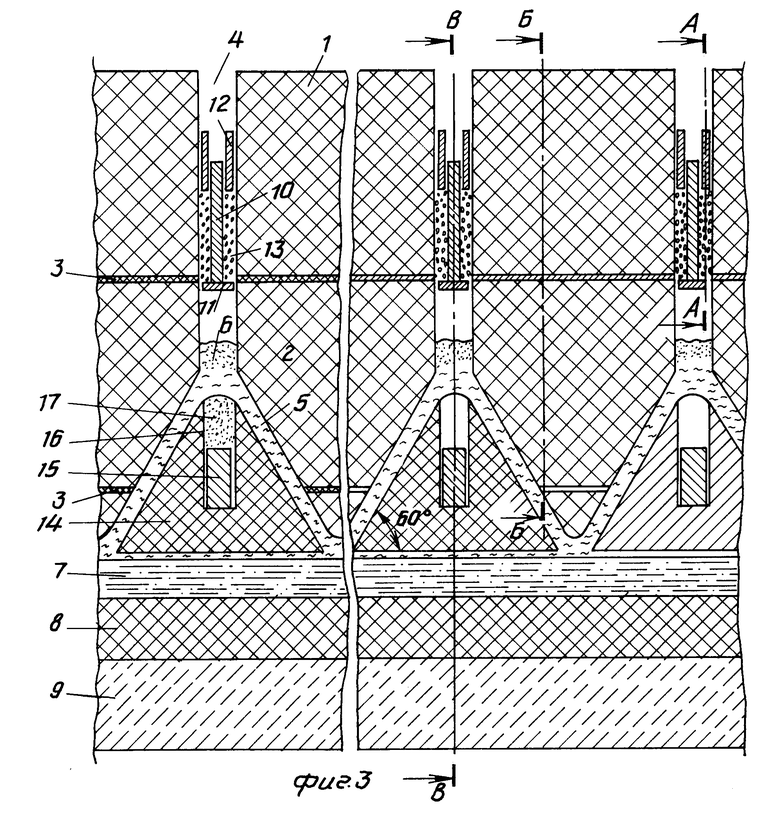
На фиг. показан предлагаемый электролизер с плоскими катодом и анодом, продольный разрез; на фиг.2 то же но с катодом, имеющим поверхность новой формы; на фиг.3 то же, но с угловым соотношением анода и катода 60о, на фиг. 4 сечение А-А на фиг.3; на фиг.5 сечение Б-Б на фиг.3; на фиг.6 электролизер, план; на фиг.7 увеличенный участок вида, показанного на фиг.7; на фиг.8 сечение В-В на фиг.3.
Анодные блоки 1 и 2 проходят поперек оси электролизера и соединяются друг с другом замазочным слоем 3. В проходе 4 между двумя смежными пакетами анодных блоков расположена поперечная связка 10 из полосовой стали с опорной поперечиной 11. Зазор между связкой 10 и продольной стороной анодного блока заполнен крупным графитовым порошком 13, спрессованным с помощью стальных прессующих брусков 12.
Таким образом, токопроводящее устройство состоит из конструктивных элементов 10, 11 и 12 и спрессованного графитового порошка 13. Вместо электрографитового порошка можно также использовать порошковые фракции нефтяного кокса, пекового кокса или дробленых анодных остатков; однако эти углеродные материалы имеют в 3-6 раз более высокое электрическое удельное сопротивление. Кроме того, можно применять гранулированную смесь из электрографита и кокса. Твердые зерна кокса повышают трение между порошковой пачкой и анодным блоком и могут понадобиться для предотвращения проскальзывания анодных блоков. С помощью такого контактного устройства ток электролиза подводится к анодному блоку 1 или 2 с обеих сторон по всей длине с малым падением напряжения. Кроме того, проход 4 перекрывается по всей длине, поэтому по нему пары электролита и анодные газы не проникают вверх.
С другой стороны, нижние горячие боковые поверхности анодных блоков защищены от проникновения сверху воздуха и угара. Удельное прессующее давление на графитовый порошок составляет 150-300 Н/см2.
Для опорной поперечины 11, которая с нижней стороны подвергается высокой температуре и усиленной коррозии, используются максимально жаро- и коррозионностойкие стали или сплавы других металлов; по соображениям сокращения токового пути и снижения падения напряжения или потерь мощности стремятся расположить токоподводящее устройство возможно ближе к корке 6.
В предпочтительном варианте предлагаемого электролизера связка 10 имеет небольшое трапециевидное расширение к опорной поперечине 11. Тем самым, усиливается боковое прижатие пачки 13 гранулята к анодному блоку при том же усилии прессования на гранулят.
Пакет анодного блока 1 и 2 погружается в электролит или расплав электролита 5, при этом погружаемая электролитически активная часть анодного пакета принимает такую же форму поверхности, как и противолежащий катод.
На фиг.2 предусмотрен профиль сечения анода с вершиной 90о и соответствующим углом откоса 45о, на фиг.3 этот угол составляет 60о. Таким образом, уменьшение плотности тока в электролите по сравнению с фиг.1 для варианта на фиг. 2 характеризуется коэффициентом  1,4, а для варианта на фиг.3 коэффициентом 2. Ванна расплавленного электролита в варианте на фиг.2 на 20 25 см, а в варианте на фиг.3 на 40 45 см глубже, чем в случае плоского, известного катода (фиг.1). В то время как слой 7 жидкого алюминия находится на фиг.1 на катодных блоках 20, на фиг.2 и 3 он располагается под катодными блоками 14 и 18 на карбокерамическом дне 8. Под катодными блоками 20 (фиг.1) или под дном 8 (фиг.2 и 3) располагается теплоизоляция 9.
1,4, а для варианта на фиг.3 коэффициентом 2. Ванна расплавленного электролита в варианте на фиг.2 на 20 25 см, а в варианте на фиг.3 на 40 45 см глубже, чем в случае плоского, известного катода (фиг.1). В то время как слой 7 жидкого алюминия находится на фиг.1 на катодных блоках 20, на фиг.2 и 3 он располагается под катодными блоками 14 и 18 на карбокерамическом дне 8. Под катодными блоками 20 (фиг.1) или под дном 8 (фиг.2 и 3) располагается теплоизоляция 9.
Катодные блоки 14 и 18 (фиг.3 и 2) имеют треугольное сечение. В катодном блоке 14 с профилем сечения в виде равностороннего треугольника сверху выполнен прямоугольный продольный паз 16, в котором заделана стальная полоса 15 (называемая также катодным железом) для токоотвода. Заделка катодного железа 15 производится или путем заливки чугуна или путем забивки углеродной массы с хорошей электропроводностью. Пространство над катодным железом 15 заполняется забивкой на основе углерода или графита, твердеющей в результате коксования связующего.
Катодные блоки 14, 18 выполнены из электродного материала, обычного для таких изделий но с добавкой предпочтительно огнестойких карбидов, нитридов или боридов к углеродным материалам. На фиг.3 и 2 показано, что катодные блоки 14 и 18 окружены электролитом. Возникающая в катодном блоке 14, в катодном железе 15 и в зонах перехода теплота сопротивления остается в электролизном пространстве. К тому же падение напряжения между активными наклонными поверхностями катода и токоотводящим катодным железом вследствие оптимального распределения тока и более короткого токового пути меньше, чем в обычных конструкциях катода, например в варианте по фиг.1, поэтому на электролизном процессе в целом экономится около 0,5 кВтч на 1 кг алюминия.
Алюминий, осаждающийся на наклонных катодных поверхностях, стекает в алюминиевую ванну 7, расположенную под катодными блоками. Через алюминиевую ванну не проходит ток, поэтому в ней не возникают электродинамические силы в результате взаимодействия с сильными магнитными полями. Кроме того, алюминий в сборном резервуаре под катодами не оказывает растворяющего действия на катодное железо 15.
Углеродсодержащая футеровка 8 (фиг.2 и 3) предназначена для защиты теплоизоляции 9 от проникновения алюминия и компонентов расплава электролита 5. Так как от футеровочного слоя 8 не требуется никакой электропроводности, для него можно использовать плотные композиты из углерода, оксидов и карбидов, которые обеспечивают высокую герметичность и теплоизоляцию. Огнеупорная футеровка со слоями 8 и 9 обеспечивает более хорошую и устойчивую теплозащиту и более высокий срок службы, чем известная комбинация из обтекаемого током углеродного дна и расположенной под ним теплоизоляции.
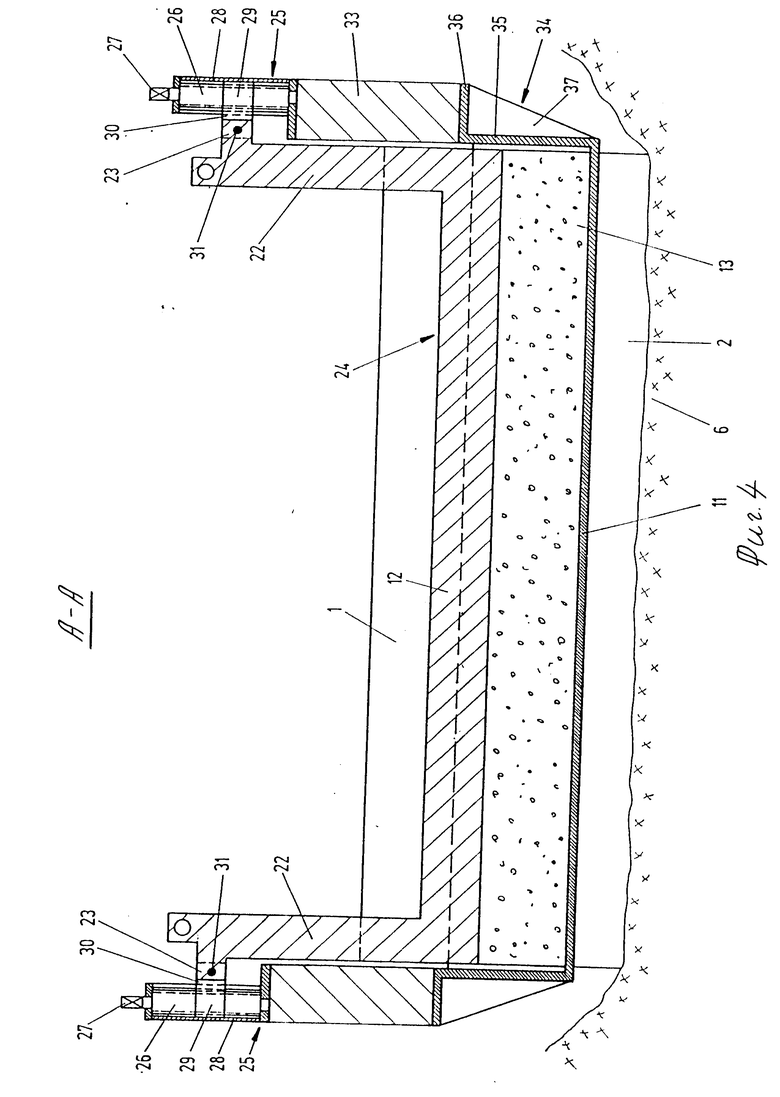
На фиг.4 показано сечение через прессующий брусок 12 и пачку графитового порошка 13. Прессующий брусок 12 по обе стороны имеет стойки 22, к верхним концам которых прикреплены серьги 23 с отверстием, которые выступают над анодной балкой 33. Конструктивный узел из прессующего бруска 12, вертикальных стоек 22 и серег 23 далее именуется стяжным хомутом 24.
Привод стяжного хомута 24 осуществляется с помощью шпиндельного механизма 25, который смонтирован на анодной балке 33 и содержит шпиндель 26, вращаемый посредством четырехгранной головки 27. На шпинделе 26 насажена цилиндрическая гайка 29 с серьгой 30. Скользящая втулка 28 служит для точного перемещения цилиндрической гайки 29 и имеет продольную прорезь, в которой перемещается серьга 30 при вращении шпинделя 26. Сeрьга 23 стяжного хомута 24 и серьга 30 цилиндрической гайки 29 соединены друг с другом пальцем 31 (см. фиг. 7). Одновременным вращением левого и правого шпинделей 26, например, с помощью импульсного винтоверта, давление передается на хомут 24, т.е. на графитовый порошок 13. После снятия давления и извлечения соединительных пальцев 31 можно каждый хомут 24 удалить по отдельности. Можно также каждый пакет анодных блоков поднять в любой момент во время работы электролизера (например, при повреждении) после разгрузки стяжных хомутов 24. Если необходимо дополнить графитовый порошок в узком пространстве между связкой 10 и анодными блоками 1 или 2, то прессующий брусок 12 поднимают выше верхнего края связки 10. После этого можно с помощью трубки досыпать сверху графитовый порошок в проход 4. Досыпка графитового порошка 13 производится при необходимости и вызывается смещением анодного пакета.
На фиг. 4 показано также боковое ограждение анодных блоков. В верхней части оно содержит анодную балку 33, в нижней части анодную раму 34, которая состоит из рамной стенки 35 и консоли 36. Балка 33 и консоль 36 привинчены друг к другу с обеспечением хорошей электрической проводимости. Для увеличения жесткости рамы 34 она снабжена косынками 37, приваренными с промежутками. К внутренней стороне стенки 35 прикреплены поперечные связки 10. Для этого также предпочтительно разъемное соединение с помощью болтов.
Ток электролиза идет от анодной балки 33 из алюминия через толстостенную анодную раму 34 из стали к поперечным связкам 10 и от них через пакеты 13 графитового порошка в анодные блоки. Небольшая часть тока может проходить прямо от анодной балки 33 к связке 10 через направляющие планки 32, которые приварены к нижнему концу поперечной связки 10 и в верхней части привинчена к анодной балке (см. фиг.7 и 8). Ток от анодной балки на пачку 13 графитового порошка может передавать также хомут 24.
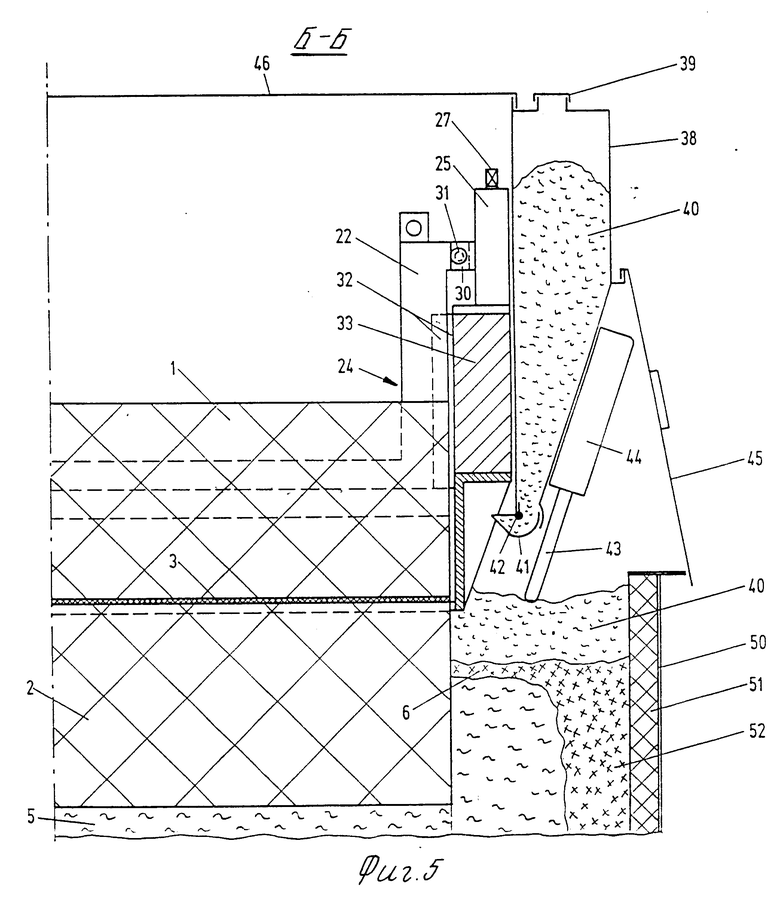
На фиг. 5 показана упрощенная схема загрузочного устройства для окиси алюминия. Толкатель 43, который проламывает корку 6 и пробивает отверстие для подачи окиси алюминия, перемещается с помощью пневматического цилиндра 44, который укреплен на неподвижном стальном кожухе 38. Кожух проходит по всей длине электролизера, опирается по концам на две опорные конструкции и служит в качестве бункера для хранения и загрузки окиси алюминия 40. В отдельных камерах (не показаны) кожуха 38 могут содержаться также флюсы, например фторид алюминия. На нижнем конце кожуха 38 установлена выпускная заслонка 41 для выгрузки окиси алюминия. При повороте вала 42 окись алюминия высыпается из заслонки 41, при этом прерывается поступление окиси алюминия из кожуха 38. Частота и количество загрузки окиси алюминия регулируется дистанционно и автоматически.
Вместо стационарного пробойника можно предусмотреть передвижной цилиндр с пробойником, который перемещается по всему фронту боковой стороны и может осуществлять пролом корки в любом, определяемом компьютером положении. Другой вариант обслуживания по всему фронту боковой стороны с загрузкой окиси алюминия заключается в применении проходящего вдоль боковой стороны дробильного приспособления с промывающими дорнами.
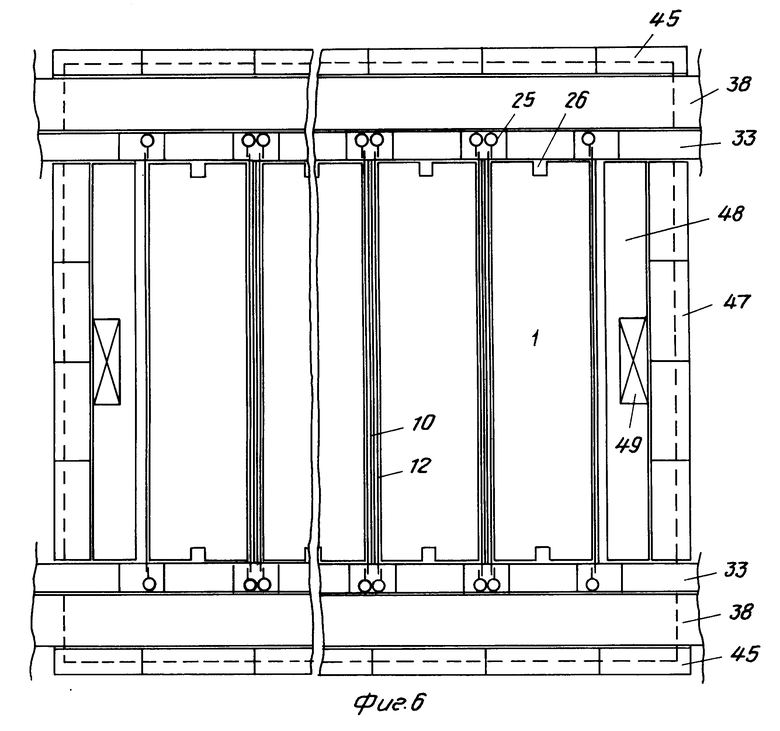
Стальной кожух 38 через трубчатый патрубок 39, который может быть составной частью системы распределения окиси, заполняется окисью алюминия 40. Сбоку от электролизера снаружи расположены подвесные заслонки 45 в виде листа алюминия. С торцовых сторон электролизер отделен от наружного пространства аналогичными алюминиевыми панелями 47 (см. фиг.6). Сверху все анодное пространство перекрыто горизонтальными крышками 46.
На нижнем правом поле фиг.5 изображен разрез футеровки электролизера. Стальная стенка 50 электролизной ванны защищена краевой плитой 51, устойчивой к криолиту и алюминию. Перед краевой плитой образуется толстая корка 52 из содержащего окись алюминия затвердевшего расплава электролита, что является эффективной защитой от электролизной ванны 5.
На фиг.6 показано, как из электролизера отводится анодный газ. По торцовым сторонам электролизера расположены два герметично присоединенные к анодным блокам 1 полых короба, U-образно открытых снизу и сверху закрытых крышкой 28. Из крышки 48 выходит канал 49 к трубопроводу для отвода газа. К полому коробу под крышкой 48 подвешены съемные панели 47 в виде заслонок.
На фиг. 5 и 6 показано, что верхняя часть электролизера закрыта герметично и при нормальных условиях эксплуатации не может быть выхода пыли и газа в окружающее пространство. Верхняя конструкция электролизера, т.е. расположение анодов и токоподвод к ним, используется для того, чтобы герметизировать сверху поверхность электролизера, перекрывающую анод. Кроме того, для большей надежности улавливания газа над анодным полем предусмотрены перемещаемые горизонтально щитовые перекрытия 46.
Катодный блок 14 с заделанной стальной полосой 15 опирается на цоколи 53 и 54 из углерода или графита, расположенные в центре и сбоку (фиг.8). Перед боковыми цоколями 54 образуется донная угловая корка 55. Стыки между катодным блоком 14 и краевой плитой 51 забиты углеродсодержащей массой 56.
Межполюсный промежуток между анодом и катодом регулируется после подачи напряжения с помощью подъемных шпинделей, к которым подвешен коробообразный узел из анодной балки 33 и анодной рамы 34. В соответствии с расходом углеродного анода необходимо через определенные периоды поднимать узел из анодной балки и анодной рамы относительно пакета анодных блоков. Опускание и подъем анодной рамы происходит в пределах 10-20 см. Чтобы осуществить такое вертикальное относительное перемещение между анодными блоками и несущей из анодной рамой, применяется вспомогательный мост, к которому временно подвешиваются пакеты анодных блоков. Вспомогательный мост имеет вертикальные удерживающие кронштейны, которые при или после установки вспомогательного моста в прямоугольные вертикальные пазы 60 (фиг.6 и 7) опускают анодные блоки до 20 см над электролизной ванной.
Удерживающий кронштейн выполнен из неподвижного U-профиля, нижний конец которого скошен в виде клина, и перемещаемой в нем прямоугольной штанги, которая на своем нижнем конце имеет клиновый башмак, прилегающий к скошенным полкам U-профиля.
В результате осуществляемого гидравлически вытягивания прямоугольной штанги удерживающий кронштейн закрепляется на нижнем конце в пазу 60 анода. Зубчатый венец как на клиновом башмаке прямоугольной штанги, так и на нижнем конце профиля обеспечивает бессдвиговую посадку удерживающего кронштейна в пазу 60. После этого освобождают шпиндельными механизмами 25 все хомуты 24, которыми прессуется графитовый порошок, и при скользящем электрическом контакте поднимается целиком конструкция из анодной балки и анодной рамы. После этого завинчивают хомуты 24, освобождают удерживающие пики вспомогательного моста, который передвижным краном снимают и отводят.
Чтобы смещение анодной рамы по соображениям укорочения токовых путей и экономии энергии происходило по возможности малыми шагами, т.е. очень часто, рекомендуется автоматизировать освобождение и затягивание хомутов 24. Это можно осуществить за счет того, что все шпиндели 26 через приводные колеса и муфты присоединяются к общему валу с левым и правым вращением, приводимому от двигателя. Применяется коромысло с такими же удерживающими кронштейнами, как было описано выше, чтобы при повреждениях можно было поднять при необходимости отдельные пакеты анодных блоков.


Изобретение относится к способу получения алюминия с использованием электролизера. Изобретением является электролизер для получения алюминия электролизом расплава, содержащий систему непрерывных анодов с использованием предварительно обожженных анодных блоков. Отличительная особенность изобретения состоит в том, что по продольным сторонам анодных блоков расположены пачки спрессованного гранулята из углесодержащего материала. При этом эти пачки служат для крепления токопровода. Катодные блоки расположены по отдельности на расстоянии друг от друга и на расстоянии от футеровки дна электролизера, а под катодными блоками расположен сборный резервуар для осажденного алюминия. 2 с. и 20 з.п.ф-лы, 8 ил.
| ПОДВЕСКА ДЛЯ КРЕПЛЕНИЯ ТУШЕК ПТИЦЫ НА ПОДВЕСНОМ | 0 |
|
SU380300A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
