Изобретение относится к набивке, содержащей большое число не связанных друг с другом отдельных элементов из упругого материала.
Набивка этого типа широко используется, в частности в подушках, перинах и иных постельных принадлежностях, для заполнения матрацев и обивки мебели, а также для теплоизоляции зданий. Первоначально такую набивку изготавливали только из природных материалов, например пуха, пера, ваты, волоса, но в настоящее время для этой цели используется широкий ассортимент искусственных материалов, например пенопласт и волокна из самых разных материалов: пластиков, стекла и минералов.
Известны самые различные синтетические материалы для изготовления искусственной соломы для подстилки в стойлах, для упаковки хрупких предметов и для набивки.
Известна искусственная солома, заменяющая обычную солому в качестве подстилки для содержания лошадей и крупного рогатого скота.
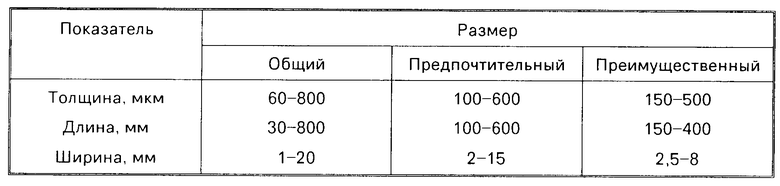
Размеры такой искусственной соломы (в плоском и вытянутом состояниях) приводятся в таблице.
Отношение длины к ширине такой искусственной соломы находится, таким образом, в пределах 1,5 800, предпочтительно 7 300, точнее 18 160.
Известен материал для защиты хрупких изделий, например, при транспортировке, содержащий овальные пластинки седловидной формы из пенопласта, и способ изготовления такого материала, включающий конечную операцию формования. Типичные размеры неотформованного промежуточного продукта следующие: длина 3-20 мм, ширина 2-10 мм, толщина 800-3000 мкм. Этот промежуточный продукт подвергают затем формованию, при котором размер частиц увеличивается в 3-4 раза.
Известен набивочный материал для мягкой мебели, а также для тепло- и звукоизоляции, состоящий из множества гибких, волокнистых пластмассовых полосок, связанных друг с другом специальным связующим.
В любом случае расход набивочного материала весьма существенен и поэтому, как правило, требуется, чтобы набивка была недорогой, легкой и надежной в эксплуатации, но одновременно способной удовлетворять значительному количеству технических требований, меняющихся при различном использовании, но в целом стандартных в отношении плотности, способности к упругой деформации, к изоляции и очистке, а также в целом ряде случаев, отвечающей требованиям устойчивости к возгоранию и не вызывающей аллергических реакций.
Известные набивочные материалы при всем их разнообразии далеко не всегда удовлетворяют перечисленным требованиям.
Цель изобретения создание набивки указанного типа, способной удовлетворять перечисленным требованиям.
Данная цель достигается с помощью набивки, в которой каждый элемент выполнен в виде тонкого пленкообразного листка, имеющего не менее одной криволинейной поверхности толщиной порядка 1-75 мкм, предпочтительно 5-30 мкм, точнее 10-20 мкм и размером порядка 1-100 мм, предпочтительно 1-30 мм, точнее 1-15 мм.
Эти параметры способствуют тому, что набивка сравнительно недорога в производстве, очень легка и упруга, поскольку объем воздуха, заключенный между ее элементами, очень велик и эти элементы действуют аналогично листовой пружине, упруго передающей усилия, создаваемые возможной нагрузкой от одного элемента к другому. Если в набивке смешаны элементы разного размера, толщины и конфигурации она может дополнительно удовлетворять различным требованиям.
Упругий материал может представлять собой пластик, позволяющий в соответствии с конфигурацией легко очищать набивку, например, кипячением и обработкой в автоклаве при температуре, убивающей бактерии, а при обладании пластика дополнительными поперечными связями обеспечивающий прочность и упругость каждого отдельного элемента, одинаково высокую во всех направлениях.
В предпочтительном варианте выполнения пластический материал относится к группе из полиэтилена, полипропилена, полиэфира, поливинилхлорида и поливинилацетата или может представлять их физические смеси, сополимеры, или ламинаты из них. Благодаря этому достигается высокая прочность и упругость набивки. К тому же она не вызывает аллергических реакций. При использовании полиэтилена или полипропилена набивка обретает огнестойкие свойства.
Пластический материал может содержать большое число равномерно распределенных небольших воздушных ячеек для достижения особой легкости при повышенных теплоизолирующих качествах.
Цель достигается также посредством способа изготовления вышеописанной набивки, в котором согласно изобретению осуществляют загрузку исходного сырья, предпочтительно пластического материала, затем формуют из этого сырья в холодном или горячем состоянии множества элементов набивки в форме тонких пленкоподобных листков. Это позволяет использовать серийно выпускаемые полупродукты для изготовления элементов набивки.
Таким образом, пластмассовый листовой материал можно использовать в качестве исходного продукта, разрываемого и/или разрезаемого на подходящие куски, каждому из которых придается постоянная форма не менее чем с одной криволинейной поверхностью, или используется исходный продукт со сравнительно большой толщиной, уменьшаемой до заданной толщины элемента набивки предпочтительно прокаткой или прессованием с одновременным или последовательным разрыванием и/или разрезанием на подходящие куски, каждому из которых придается постоянная форма не менее чем с одной криволинейной поверхностью.
В особенно целесообразном варианте воплощения способа элемент набивки может быть отформован из исходного продукта сферической или многогранной формы и сравнительно большой толщины, прокатываемого или прессуемого в лист заданной толщины и не менее чем с одной криволинейной поверхностью. Это означает, что элементы набивки можно производить непосредственно из готовых пластмассовых гранул.
Для достижения наиболее высокой прочности и упругости можно использовать термоотверждаемую пластмассу, которую дополнительно армируют, например, стекловолокном. Исходный продукт имеет форму стержня, трубы, блока или листа со сравнительно большей толщиной. Исходный продукт подвергают дроблению, например точению на стружку, размолу или строганию с образованием множества элементов набивки в форме тонких пленкообразных листков.
Предусматривается дополнительный подвод в зону обработки, где происходит образование элементов набивки, смазочно-охлаждающей жидкости, имеющей консистенцию и состав, позволяющие жидкости после высыхания создать резиноподобное покрытие на готовых элементах. Это повышает износостойкость изготавливаемых элементов набивки или устраняет шум при трении элементов друг о друга.
Предусматривается использование набивки в постельных принадлежностях подушках или одеялах, для набивки матрасов и обивки мебели, а также в качестве теплоизоляции в строительных конструкциях, холодильниках и аналогичных установках.
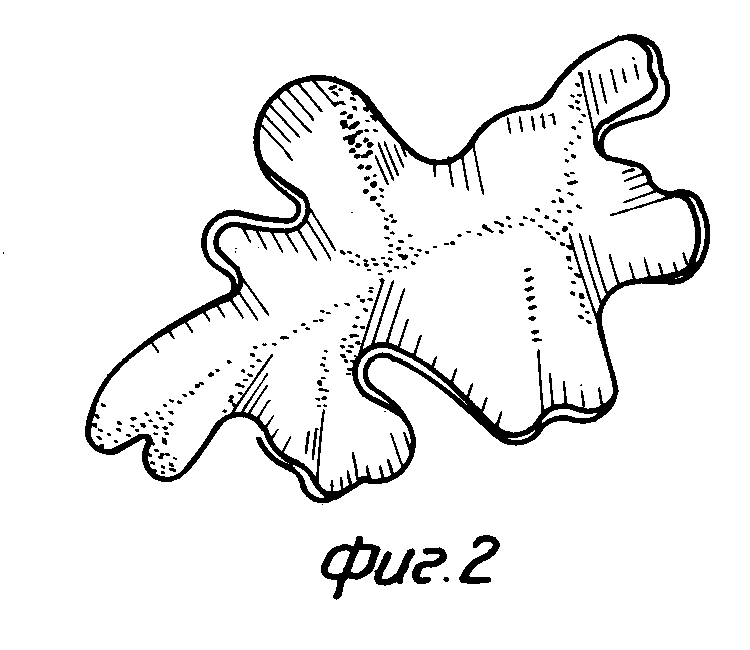
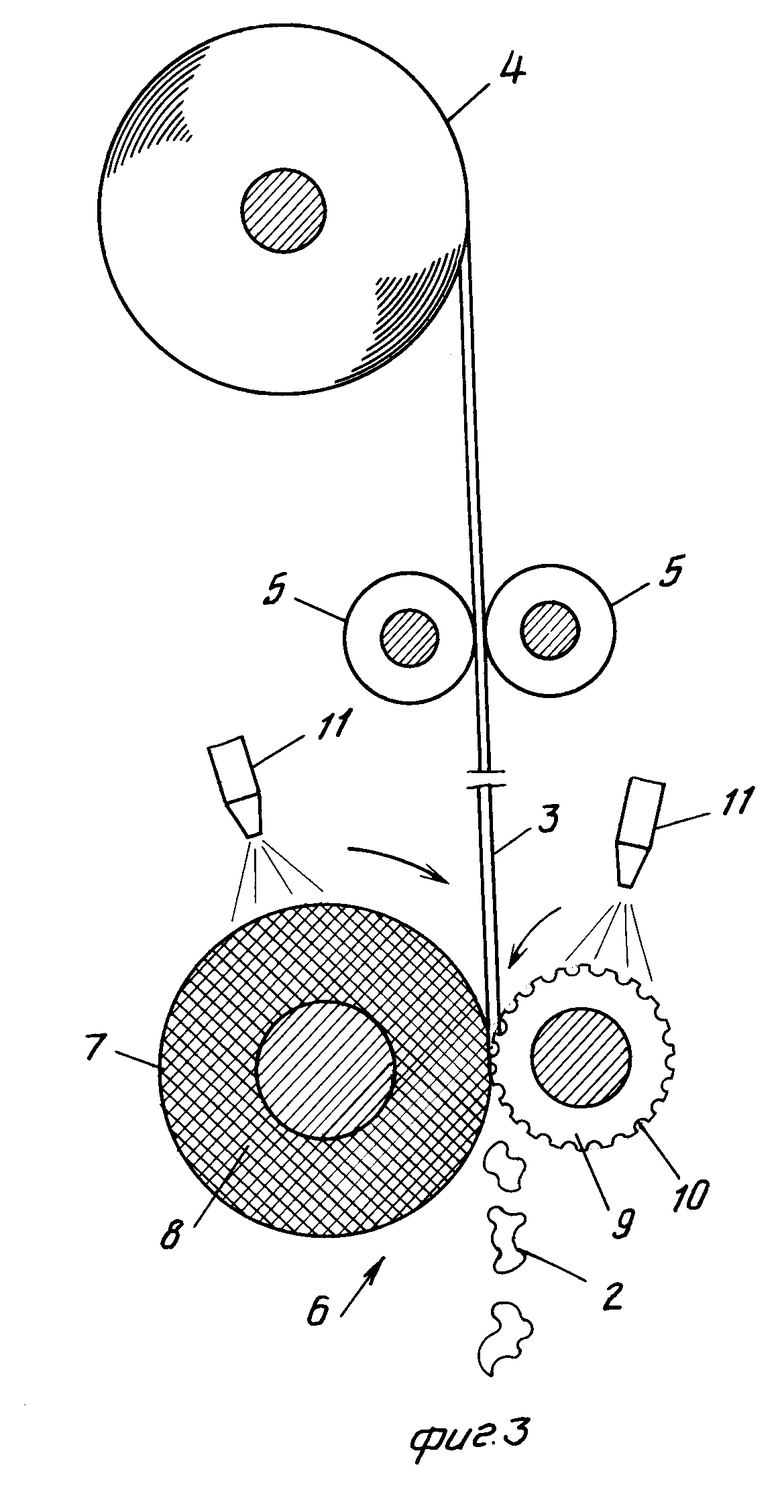
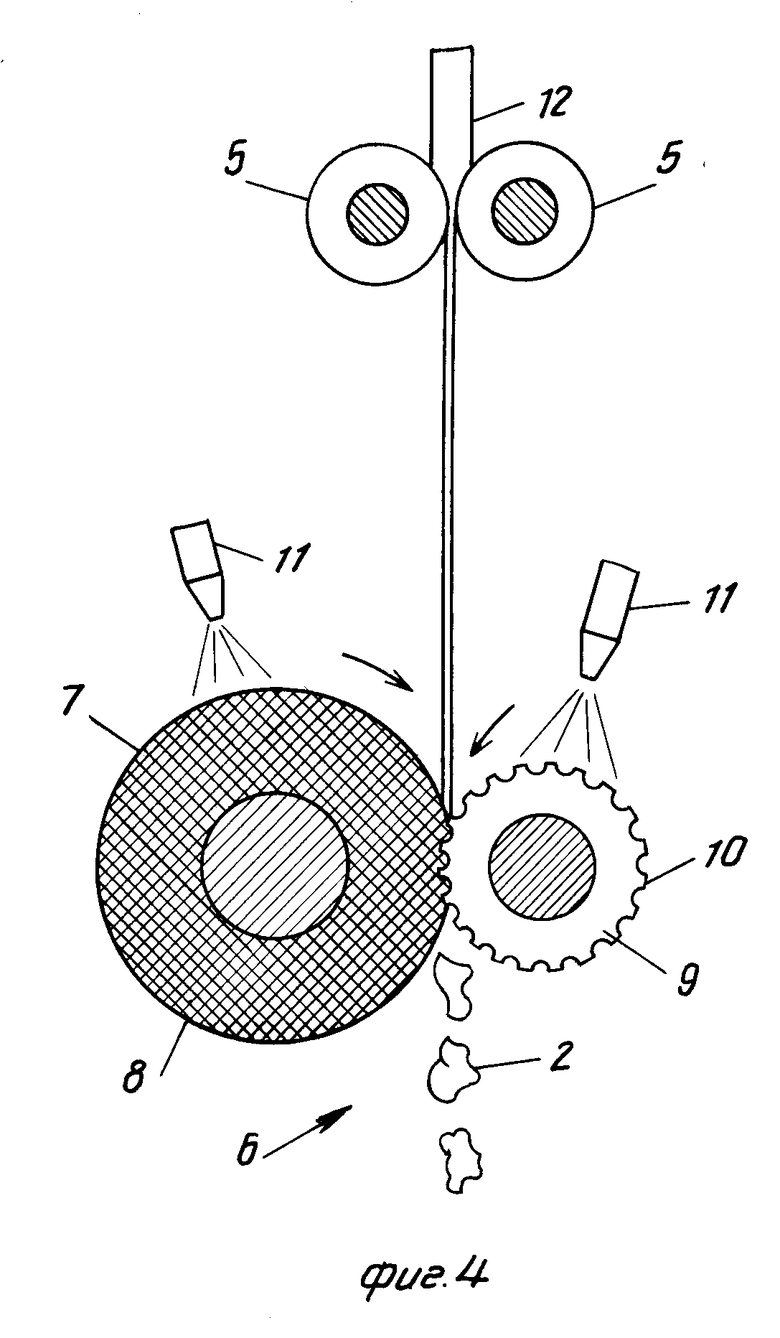
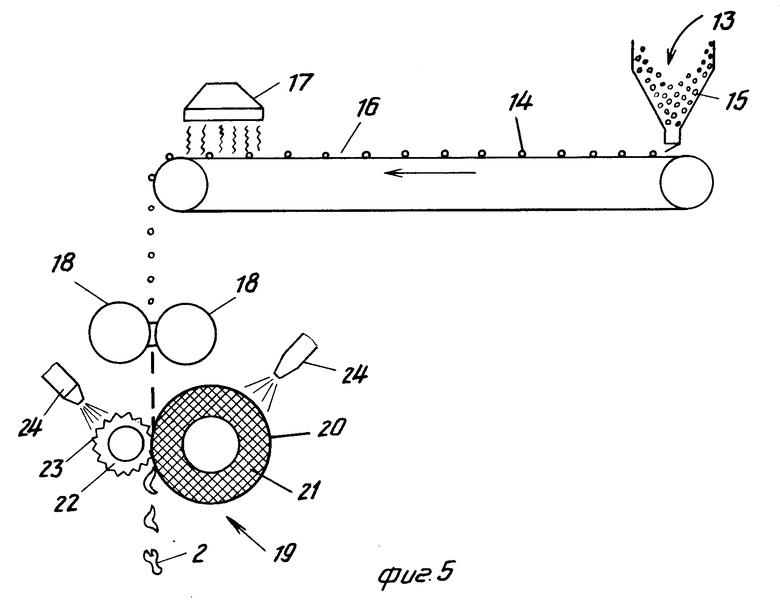
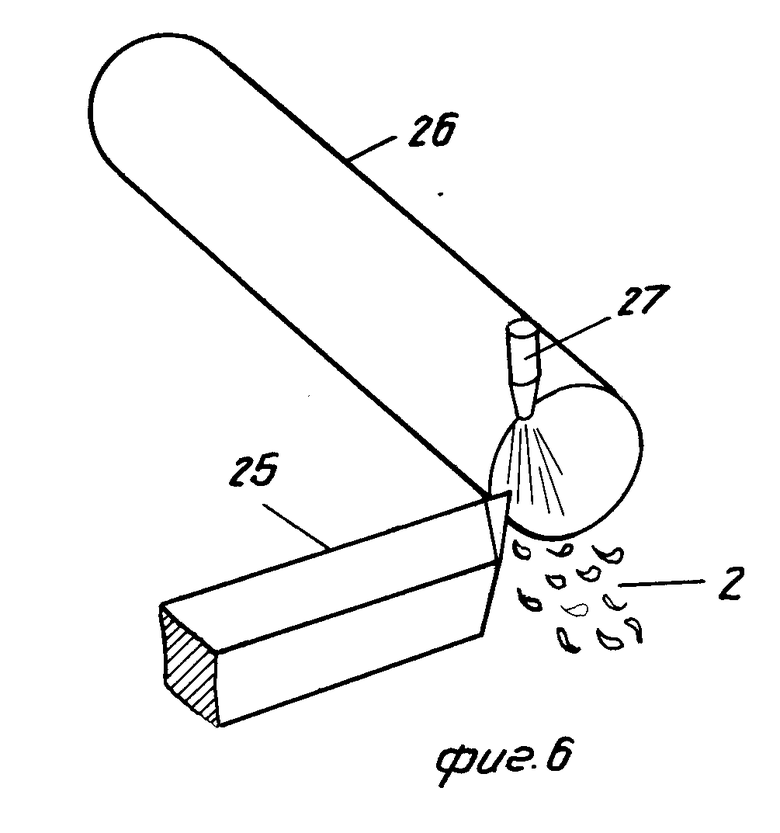
На фиг.1 представлена часть набивки; на фиг.2 элементы, из которых состоит набивочный материал; на фиг. 3 схема процесса изготовления элементов набивки из пластмассового листа; на фиг.4 то же, из сравнительно толстого, длинного исходного пластмассового продукта; на фиг.5 то же, из пластмассовых гранул; на фиг.6 то же, из стружки, стачиваемой с пластмассового прутка.
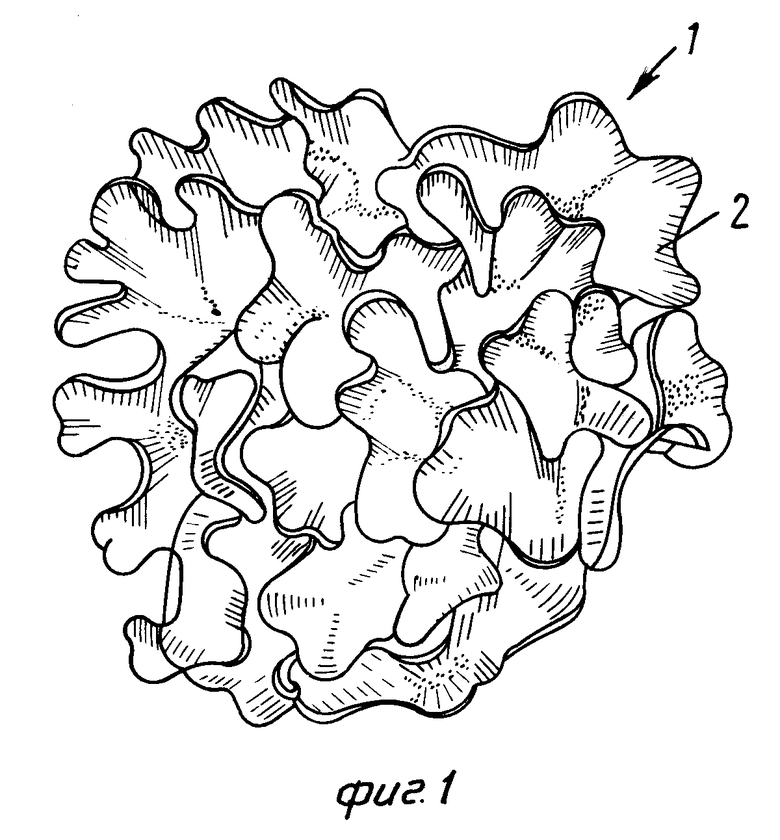
Набивочный материал 1 состоит из множества элементов 2, расположенных в произвольном порядке и не соединенных друг с другом. На фиг.2 показан в качестве примера один из элементов 2 набивки, представляющий собой тонкий пленкообразный листок, с несколькими криволинейными поверхностями, расположенными в нескольких направлениях. Этот листок может иметь любой контур и любую форму, но в любом случае должен иметь не менее одной криволинейной поверхности и быть выполнен из упругого материала, например пластика.
При воздействии нагрузки на материал 1 усилия передаются с одного элемента 2 на другой и распространяются по всему материалу. Каждый отдельный элемент изгибается пропорционально величине и направлению воздействующего на него усилия. Поскольку момент сопротивления такому изгибу обратно пропорционален третьей степени толщины и эта толщина крайне мала, каждый элемент может выдержать существенную степень изгиба, не сохраняя остаточной деформации, так что набивка в целом обладает очень высокой степенью упругой деформации и ее можно выполнять из очень широкого круга материалов и с самой разной формой отдельных элементов.
Для изготовления набивки используется пластический материал, выбранный из группы полиэтилена, полипропилена, полиэфира, поливинилхлорида и поливинилацетата, их физических смесей, сополимеров или ламинатов, в результате чего набивка обладает высокой прочностью и упругостью, а также при наличии поперечных связей однородными механическими параметрами во всех направлениях.
Одновременно набивка может подвергаться очистке кипячением или обработкой в автоклаве при температуре, убивающей бактерии, а также не вызывает аллергических реакций. При использовании для изготовления полиэтилена или полипропилена материал обладает негорючестью.
При наличии высокого процента воздушных зазоров, естественно присутствующих между элементами материал обладает малой плотностью и высокими теплоизоляционными свойствами. Эти качества можно усилить, используя пластический материал, который сам содержит множество малых воздушных ячеек.
Набивка может быть рассчитана на изготовление из смешанных элементов разного размера, толщины и конфигурации. Каждый из элементов набивки может иметь толщину 1-75 мкм, предпочтительно 5-30 мкм, точнее 10-20 мкм и размер 1-100 мм, предпочтительнее 1-30 мм, точнее 1-15 мм.
Пластмассовый лист 3 (фиг.3) толщиной, соответствующей конечному элементу 2 набивки, с питающего барабана 4 протягивается парой роликов 5 и последовательно подается на позицию 6 обработки. Здесь происходит формование элементов 2, при котором лист 3 разрывается или разрезается на части, одновременно приобретая необходимую форму. Позиция 6 обработки содержит сравнительно большой ролик 7 с обтяжкой 8 из твердой резины и формующий ролик 9 меньшего размера из закаленной стали с заданной конфигурацией 10 поверхности. При вращении роликов 7 и 9 в направлениях, показанных стрелками, резиновая обтяжка 8 ролика 7 вдавливается в рисунок 10 ролика 9 вместе с пластмассовым листом 3, так что этот лист режется на части элементы 2, одновременно принимающие форму рисунка 10 ролика 9. В соответствии с конфигурацией этого рисунка элементы 2 могут принимать любую необходимую форму.
Механические свойства конического элемента 2, включая прочность и упругость, частично зависят от степени обработки, а частично от исходного материала. Если это твердый, упругий материал, обработку целесообразно производить в нагретом состоянии с помощью нагревания пластмассового листа 3 подходящим нагревательным средством (не показано) до выполнения основной обработки. При обработке можно дополнительно подводить через сопла 11 смазочно-охлаждающий агент, имеющий состав, позволяющий после высыхания получить резиноподобное покрытие на элементах набивки. Этим повышается износостойкость элементов во время эксплуатации, что наиболее предпочтительно при использовании набивки в подушках и одеялах.
На фиг.4 показана другая установка для производства элементов 2 материала. Она полностью соответствует установке по фиг.3 за исключением того, что пластмассовый лист 3 заменен исходным продуктом 12 сравнительно большой толщины, прокатываемым в холодном или нагретом состоянии до заданной толщины роликами 5. В качестве исходного продукта 12 целесообразно использовать существующие материалы в форме листа или прутка. Их обработка в конечные элементы 2 набивки выполняется так, как было показано на фиг.3.
На фиг.5 показана схема третьей разновидности установки для производства элементов 2. В этом случае в качестве исходного материала используют подходящие мелкие гранулы 13 или крупинки 14, засыпаемые в питающий бункер 15, из которого они подаются с промежутками на бесконечный ленточный транспортер 16, перемещающий их в направлении по стрелке. При этом гранулы 13 и крупинки 14 нагревают с помощью нагревателя 17, подающего теплый или горячий воздух. Затем нагретые частицы 13, 14 вертикально падают между двумя роликами 18, прокатывающими их до заданной толщины, вслед за чем они попадают на позицию 19, где им придается конечная форма элементов 2. Имеются сравнительно большой ролик 20 с обтяжкой 21 из твердой резины и меньший ролик 22 с рисунком 23 на поверхности. Смазочно-охлаждающий агент подается через форсунки 24, в позиции 19 производится обработка, аналогичная описанной выше. Однако рисунок 23 на формующем ролике 22 не содержит режущих элементов, поскольку каждая отдельная частица автоматически становится элементом набивочного материала, что позволяет в этом случае избавится от зачастую сложной операции разрывания или разрезания. Другое преимущество, достигаемое установкой по фиг.5, состоит в том, что она способна производить элементы, набивки непосредственно из гранул, что позволяет полностью устранить нередко существенные затраты, связанные с предварительным изготовлением гранул.
На фиг. 6 показана схема четвертого варианта установки для производства элемента 2 набивки дроблением, например, течением на стружку, размолом или строганием. В этом случае с помощью вращающегося инструмента 25 пруток 26 при одновременной подаче из разбрызгивающего сопла 27 смазочно-охлаждающего агента обтачивается на стружку, каждая частица которой образует затем отдельный элемент набивки. Преимущество этого варианта выполнения способа состоит, в частности, в том, что можно использовать весьма прочный и упругий пластический материал, например отвержденный и дополнительно армированный пластик, а также твердые и упругие пенопласты, из которых можно отформовать особенно легкие, упругие и обладающие теплоизолирующими свойствами элементы набивки.
Набивочный материал пригоден для многообразного различного использования. Он может применяться в подушках и одеялах, заменяя пух и перо, не уступая им по легкости и мягкости, а также способности к упругой деформации и способности выдерживать кипячение и обработку в автоклавах при температурах, убивающих бактерии и, к тому же, не вызывая аллергических реакций, что особенно важно при использовании набивки в постельных принадлежностях для больниц и подобных учреждений. Поскольку такой материал способен выдерживать значительные нагрузки, целесообразно также его применение для заполнения матрацев и обивки мебели.
Благодаря высокой теплоизоляционной способности материала, его можно применять в качестве изоляции в зданиях и любых тепловых установках. Особенно подходит для этой цели набивка, материал которой содержит множество равномерно распределенных мелких воздушных ячеек.
Сущность изобретения: набивочный материал состоит из множества не связанных между собой отдельных элементов из упругого материала. Каждый элемент выполнен в виде тонкого пленкообразного листка не менее чем с одной криволинейной поверхностью. Исходный продукт, предпочтительно пластмасса, обработкой в холодной или нагретом состоянии формируется в отдельные элементы. В качестве исходного продукта можно использовать множество разновидностей пластмассовых полупродуктов, например пленку, листы и прутки. Элементы материала можно изготавливать непосредственно из гранул. Набивочный материал целесообразно использовать в постельных принадлежностях, например подушках и перинах, в матрацах и мягкой мебели, а также в качестве изоляции в зданиях и различных тепловых установках. 3 с.и 9 з.п. ф-лы, 6 ил. 1 табл.
| Емкостный датчик влажности | 1975 |
|
SU536425A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |

