Изобретение относится к изготовлению листов из полимерных материалов, а именно к способу и устройству для вытягивания листового полимерного материала при прохождении между находящимися в зацеплении валками с желобками для обеспечения поперечного втягивания и обжатия материала.
Известна поперечная ориентация пленки путем пропускания ее между валками с желобками, расположенными спирально или по окружности вокруг каждого валка и состоящими из основания, вершины и боковых стенок, которые проходят между основанием и вершинами. Взаимопереплетение вершин по мере вхождения валков в зацепление вызывает поперечное вытягивание материала в складки. В зависимости от того, являются желобки круговыми или спиральными, складки проходят диагонально или вдоль направления движения материала. Обычно поперечное вытягивание между роликами с желобками комбинируется с продольным вытягиванием для получения биаксиальноориентированного листа высокой прочности во всех направлениях. Во всех подобных процессах пленка оказывается сравнительно свободно подвешенной между вершинами даже в точке наибольшего взаимопереплетения. Если вершина оказывается узкой относительно толщины пленки, то эффект воздействия вершины заключается в вытягивании главным образом в зоне вершины, но если вершина сравнительно высокая, то вытягивание происходит между вершинами нерегулярно. Соответственно, процесс нормально повторяется несколько раз, но дает все же профилированный продукт, а профиль при этом оказывается неоднородным. В некоторых таких процессах предусматривается наклонение боковых стенок желобков кнаружи [1]
Поскольку предуматривается наклон боковых стенок желобков кнаружи, то в каждом желобке происходит выжимание пленки между основанием и вершиной (имеющей радиус кривизны 4 мм) соответствующего желобка, но пленка явно не находится в состоянии обжатия в других местах желобка. Тем самым не происходит ее выжимания между боковыми стенками. Основная цель этого шага заключается в обеспечении одноосной ориентации, поскольку двухосная ориентация достигается в процессе в целом пропусканием листового материала вслед за этим через взаимозацепленные валки с желобками, на которых желобки проходят аксиально.
В известном техническом решении высота пика до вершины составляет 10 мм, а разнесение между соседними вершинами также составляет около 10 мм. В каждом желобке происходит выжимание пленки между основанием и вершиной (имеющей радиус кривизны 4 мм) соответствующего желобка, но пленка явно не находится в соответствии обжатия в других местах желобка. Тем самым не происходит ее выжимания между боковыми стенками. Основная цель этого шага заключается в обеспечении одноосной ориентации.
Известен способ биаксиальной вытяжки термопластичного материала, в котором осуществляют вначале продольное вытягивание пленки в зазоре между роликами, имеющими желобки, параллельные оси роликов, а затем поперечное вытягивание в зазоре между роликами с желобками, перпендикулярными оси роликов [2] Все вытягивание обеспечивает вершинами, а боковые стенки желобков роликов по существу не играют в данном процессе никакой роли.
Известно устройство для формирования сложного материала, в котором желобки роликов имеют вертикальные боковые стенки, благодаря чему формируется большее пространство для свободного движения пленки между взаимопереплетенными вершинами [3]
Однако в таких устройствах разнесение вершин не может слишком малым, например менее 2 мм, поскольку в противном случае возникает существенная опасность механического повреждения вершин. Кроме того, лишь сравнительно тонкие листовые полимерные материалы могут перерабатываться в случае близости вершин, например, на расстоянии 2 мм или немного больше.
Было бы желательно снизить опасность повреждения вершин и получить более равномерный профиль и/или быть в состоянии вытягивать утяжеленный материал. Желательно было бы добиться более однородного эффекта на листовом материале за один проход, по сравнению с тем, что можно было обеспечить ранее. Достижение этих целей было бы желательным не только для поперечного вытягивания одиночного листового материала, но также и для фибрилляции подходящих листовых материалов или соединения слоистых материалов для изготовления ленты с большой ориентацией в направлении одной оси и большой масой и с малой ступенью поперечной ориентации, которая уменьшает способность образования трещины.
Наиболее близким к предлагаемому является способ вытягивания непрерывного полимерного и листового материала посредством поперечного ориентирования пропусканием исходного материала между взаимозацепленными валками со спиральными или круговыми желобками по их наружной поверхности, имеющими основание, вершины с каждой стороны и наклонные наружу боковые стенки, соединяющие основание и вершины, с участками во взаимозацепленных желобках, параллельными друг другу, при этом листовой материал вытягивают поперечно с образованием продольных складок и сжимают между каждой парой параллельных участков боковых стенок поджатием валков друг к другу с давлением, однородным по длине валков, для вытяжки материала за счет ориентирования его и сжатия с последующей по меньшей мере одной дополнительной стадией вытяжки [4]
Для осуществления указанного способа служит устройство для поперечного вытягивания непрерывного полимерного листового материала, содержащее взаимозацепленные валки со спиральными или круговыми желобками по их наружной поверхности, имеющими каждый основание, вершины с каждой стороны и наклоненные наружу боковые стенки, соединяющие основание и вершины, при этом взаимозацепленные стенки взаимозацепленных желобков имеют параллельные друг другу участки, средства для ввода исходного материала между валками, средства поджатия валков друг к другу с однородным по длине валков давлением, причем последовательно валкам с желобками расположены средства для последующей, по меньшей мере одной дополнительной стадии вытяжки материала [4]
Лента, используемая для формриования обшивки, образует складки или волны уже перед тем, как она встретится с валками, имеющими желобки. Таким образом имеется очень незначительная образованная поперечная ориентация.
Отмечено наличие больших волн или складок в конечном продукте, что на самом деле является целью указанного патента, поскольку для материала обшивки желателен очень большой объем.
В патенте Великобритании наличие валков с желобками вызывает формирование материала в складки, которые проходят в направлении движения материала.
Все вытягивание обеспечивается вершинами, а проходящие кнаружи боковые стенки по существу не играют в даннмо процессе никакой роли. Конструкция, которая в общем оказалась более удовлетворительной, имеет вертикальные боковые стенки, благодаря чему формируется большее пространство для свободного движения пленки между взаимозацезпленными вершинами.
Однако в таких устройствах разнесение вершин не может быть слишком малым, например менее 2 мм, поскольку в противном случае возникает существенная опасность механического повреждения вершин. Кроме того, лишь сравнительно тонкие листовые полимерные материалы (например, менее 200-300 г/м2) могут перерабатываться в случае близости вершин, например, на расстоянии 2 мм или немного больше.
Было бы жалетльным снизить опасность повреждения вершин и получить более равномерный профиль и/или быть в состоянии вытягивать утяжеленный материал. Было бы также желательным добиться более однородного эффекта на листовом материале за один проход. Достижение этих целей было бы желательным не только для поперечного вытягивания одиночного листового материала, но также и для фибрилляции подходящих листовых материалов или соединения слоистых материалов.
Цель изобретения повышение качества листовых материалов за счет обеспечениях из высокой прочности во всех направлениях и однородности свойств в различных местах.
Непрерывный полимерно-листовой материал вытягивают с помощью процесса, включающего поперечное ориентирование материала пропусканием между взаимозацепленными валками с желобками, на которых каждый желобок проходит существенно спирально или по кругу вокруг каждого валка и состиот на оснвоании, вершины с каждой стороны и наклоненных кнаружи боковых стенок, проходящих между основанием и вершинами и листовой материал тем самым вытягивается в поперечном направлении в виде складок, которые проходят в напарвлении прохождения материала в технологическом оборудовании, а разнесение между соседними вершинами составляет менее 3 мм, а боковые стенки взаимозацепленных желобков имеют участки, которые параллельные друг другу, и листовой материал сжимается между каждой парой указанных параллельных боковых участков стенок путем продавливания валков для обеспечения вытяжения благодаря сочетанию ориентирования и сжатия.
Предлагаемое устройство содержит заданные взаимозацепленные валки с желобками, для которых разнесение между соседними вершинами составляет менее 3 мм, а боковые стенки взаимопереплетенных желобков имеют участки, которые параллельны друг другу, устройство включает средства для продавливания валков с тем, чтобы выжать листовой материал между каждой парой параллельных участков боковых стенок.
Благодаря изобретению появляется возможность достижения неожиданного улучшения однородности структуры вытяжения и повышения прочностных характеристик (особенно таких показателей, как сопротивляемость распространению разрыва, сопротивляемость проколу и ударная прочность). Толстые пленки, особенно толщиной, которая не позволяет обрабатывать их с помощью прежних процессов, могут перерабатываться с получением продукта, в котором возможное профилирование является регулярным и поэтому приемлемым, тогда как тонкие пленки могут перерабатываться с получением существенно однородной, непрофилированной пленки.
Если пленка в ходе переработки подвергается фибрилляции (например, при прокалывании ее перед переработкой или основываясь на вспенивании или наличии зерен в пленке), то получается более тонкая и более однородная структура фибрилляции. Когда во время вытягивания осуществляется соединение двух листовых материалов, зачастую достигается улучшенное соединение. Ослабляется опасность повреждения вершин.
Поперечное вытягивание может быть описано как процесс поперечного каландрирования и включает как поперечное вытягивание, так и каландрирование. Вытягивание происходит при вхождении пленки в зацепление между валками, а зачастую также и во время нахождения в зацеплении. В точке, где находятся валки под давлением, происходит сжатие. Разнесение вершин (измеренное вдоль аксиального участка валка) является небольшим, составляя менее 3 мм, поскольку достоинства изобретения не обеспечиваются при большем разнесении вершин, чем это. На практике разнесение обычно составляет около 2 мм или менее, поскольку наилучшие результаты достигаются при значениях ниже 22 мм, и результаты ухудшаются при увеличении разнесения. Например, величина 2,5 мм зачастую является подходящим максимум для большинства процессов и материалов. При столь малых разнесениях вершин длина каждой боковой стенки также неизбежно оказывается небольшой (обычно менее 2 мм), и это обстоятельство весьма важно. Холодное течение листового матер иала в условиях сжатия между параллельными поверхностями может происходить лишь на очень коротком расстоянии. Если боковые стенки намного превышают 2 мм, то структура пленки оказывается гораздо менее однородной. Разнесение вершин и длина каждой боковой стеки обычно составляет 1-2 мм.
Каждая вершина имеет цилиндрическое частичное сечение с радиусом, в типовом случае составляющем 0,1-0,5 мм, чаще 0,2-0,4 мм. Радиус вершины имеет тот же порядок величины, что и толщина пленки. Например, хорошие результаты достигаются, когда радиус вершины составляют около 0,2 мм, а толщина пленки составляет около 200 мкм, но удовлетворительные результаты могут все же достигаться при толщинах, к примеру, порядка 500 мкм.
Вершина и основание в общем случае сливаются в часть боковой стенки, которая является существенно плоской в сечении и обычно простирается на 25-75% расстояния между вершиной и основанием. Та часть, которая параллельна участку взаимозацепленных желобков, обычно и является этим плоским участком.
Желательно, чтобы пленка находилась под воздействием сжатия на возможно большем участке боковой стенки, но удовлетворительные результаты могут быть получены даже в том случае, когда участок проходит лишь на небольшой части высоты боковой стенки. Боковые стенки проходят под углом 45-70о относительно оси, так что угол, образуемый стенками у вершины, составляет 40-90о, предпочтительно 50-60о.
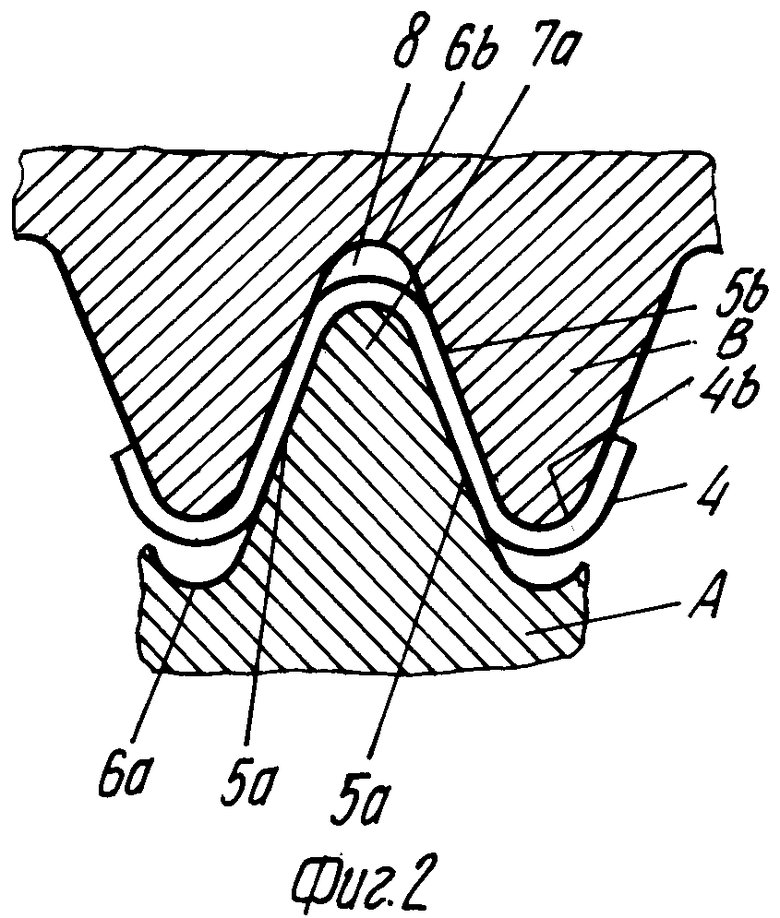
Основание каждого желобка по форме выполнено так, чтобы пленка не находилась в состоянии сжатия между вершиной и соответствующим ей основанием, например, с тем, чтобы оставался небольшой зазор между пленкой, которая подвергается вытяжению по вершине и основанию (фиг.2).
Желобки могут быть истинно или существенно круговыми или спиральными. Угол желобка обычно составляет не более 20о, предпочтительно менее 15о, поскольку, если угол слишком велик, то может оказаться затруднительно обеспечить удовлетворительное взаимозацепление. Тем самым желобок находится под углом к оси, составляющим более 70о. Взаимозацепленные желобки валков должны соответствовать друг другу достаточно точно, чтобы они зацеплялись без заедания. Валки должны выполняться из стали или иного жесткого материала, преимущественно из закаленной стали.
Степень поперечного вытяжения для любого конкретного полимерного листового материала отчасти зависит от степени и угла ориентации материала, давления между валками, толщины листа и скорости, с которой листовой материал проходит через валки. В общем случае валки придавливаются друг к другу с давлением, составляющим не менее 17 кг на сантиметр осевой длины. Это может давать полезное поперечное вытяжение, например не менее 10% при относительно малых скоростях перемещения, например 5 или 10 м/мин. Однако валки придавливаются под давлением более 50 кг/см, обычно более 100 кг/см, например 200-300 или даже до 500 кг/см осевой длины, или даже выше, поскольку это может дать хорошее поперечное вытяжение при высоких скоростях перемещения, например 40 м/мин или в два или большее число раз выше. Величина поперечного вытяжения за один проход между взаимозацепленными валками составляет не менее 15% например до 50% и более. Величина вытяжения представляет собой разность между измеренной по прямой линии шириной материала до поперечного вытежения и длиной срединной линии, проведенной через сложенный в складки материал.
Необходимо, чтобы расстояние между каждой парой боковых стенок было существенно равным по всей длине валков, чтобы пленка подвергалась существенно разному давлению в каждом положении вдоль валков. Расстояние между каждой парой выдерживается в пределах ±5 мкм или максимум 10 мкм и возможно до 15 мкм. К сожалению, довольно затруднительно выдержать такую степень точности на длине валков более, чем к примеру 50 см, и если однородность разнесения не достигается, то возникает опасность разрушения вершин помимо получения пленки худшего качества. Даже если длинный валок и возможно механически обработать достаточно точно, небольшие и случайные различия температур между валками или по длине валков вызывают дифференциальное расширение валков. Кроме того из-за прогибов трудно обеспечить равномерное приложение давления на протяжении весьма длинных валков. Налипание полимерного материала или грязь в нем могут концентрировать силы на небольшом участке и приводить к повреждению вершин.
Как минимум один из валков снабжается множеством более коротких валиков, которые поджимаются к длинному или главному валку. В частности, один из валков представляет собой длинный валок, а другой валок выполняется в виде множества коротких валиков, которые независимым образом и поджимаются к длинному валку с равным давлением в расчете на сантиметр осевой длины, и они аксиально расположены таким образом, чтобы совместно они взаимозацеплялись с длинным валком по всей его длине. При необходимости может быть предусмотрено более одного длинного валка при таком аксиальном расположении, чтобы формировалась вся ширина листового материала, но в общем случае предусматривается один длинный валок с тербуемой шириной листового материала и множество более коротких валиков. Благодаря этому можно добиться результатов согласно изобретению даже несмотря на то, что ширина пленки, и поэтому длинный валок, могут быть по размеру более 2 м, например 5 м и более.
В общем случае предусматривается три или большее число коротких валиков, каждый длиной менее 50 см и каждый обеспечивающий вытягивание только части пленки, причем короткие валики компануются так, чтобы пленка вытягивалась, и по возможности с небольшим перекрыванием вытягиваемых участков. Зачастую предпочтительно делать короткие валики возможно короче, насколько это позволяют необходимые подшипники и крепления, например, длиной 4-15 см, поскольку это облегчает проведение процесса на широкой пленке и под высоким давлением. Иногда предпочтительно, чтобы короткий валик имел длину, к примеру, лишь 1 или 2 круговых желобков. Каждый короткий валик индивидуально поджимается к длинному валку с требуемым усилием, например, под действием пружины или с помощью гидравлических или пневматических средств. Прямой контакт взаимозацепленных валков в отсутствии пленки должен быть исключен и, если оборудование используется для пленки разной ширины или если меняется положение боковых кромок, то было бы целесообразно вводить и выводить короткие валики с одной или обеих сторон пленки в контакт и из него, например, путем включения и выключения гидравлического или пневматического давления.
Короткие валики размещаются рядами во взаимоступенчатом порядке в различных периферических положениях на продольном валке, причем ступенчатое расположение таково, что совместно короткие валики покрывают по существу всю длину длинного валка, по возможности с небольшим перекрыванием. Короткие валики располагаются в виде двух взаимно ступенчатых рядов в диаметрально противоположных положениях на длинном валке. Благодаря расположению коротких валиков подобным образом минимизируются отклонения длинного валка. Вблизи концов каждого короткого валика, что соответствует области перекрывания между валиками, короткий валик может быть слегка скошен с тем, чтобы ослабить эффект вытяжения.
Для упрощения механической обработки сам длинный валок можно сформировать из множества валковых сегментов, которые прочно соединены друг с другом в осевом направлении. Каждый из валковых сегментов соответствует каждому из коротких валиков. В месте соединения каждый сегмент заканчивается либо частичным желобком, либо частичной вершиной. Чтобы избежать необходимости в чрезмерно высокой точности при посадке сегментов и для усиления концов сегментов, каждая пара соединенных частичных желобков или частичных вершин может быть сделана, к примеру, на 0,1-1,5 мм шире, чем общая ширина соответственно желобков или вершин. Результирующая нерегулярность оптических и иных характеристик оказывается допустимой для большинства использований листового материала.
Если желобки являются спиральными, то необходимо обеспечивать привод обоих взаимозацепленных валков (например, длинного валка и всех коротких валиков), но если желобки являются круговыми, то может оказаться достаточным привод лишь одного из взаимозацепленных валков. В этом случае короткие валики будут холостыми. Для уменьшения осевой длины каждого короткого валика предпочительно, чтобы подшипник или подшипники для каждого валика размещались внутри валика, а короткие валики вращались вокруг неподвижного вала, крепящегося на вилкообразной или иной подходящей опоре. Когда необходимо обеспечить привод коротких валиков, они должны быть гибко связаны между собой и в этом случае может оказаться, что подшипники необходимо расположить аксиально снаружи валиков. Например, привод может передаваться по гибкому валу последовательности гибко связанных коротких валиков с помощью муфт, расположенных между каждой соседней парой валиков и представляющих собой пару пластин, которые имеют пальцы или иные зацепляющиеся элементы и прижимаются друг к другу, но могут индивидуально перемещаться на небольшое радиальное и осевое расстояние. В альтернативной системе короткие валики располагаются на общей длинной валковой оправке с использованием гибкой муфты сцепления между коротким валиком и оправкой. Муфта включает пружины или резиновые или иные подходящие гибкие средства, с помощью которых короткие валики могут вращаться вместе с оправкой и с помощью которых давление валиков, развиваемое на оправке в направлении длинного валка, передается через короткие валики. Предпочтительно, чтобы гибкая муфта сцепления также включала направляющие, которые допускают лишь осевое и радиальное, но не тангенциальное перемещение короткого валика относительно оправки. Например, цилиндрические секции с желобками, изготовленные из стали, могут быть посажены на обрезиненную оправку. Такое устройство минимизирует образование утолщения на листе по границах между разными зонами вытяжения соседних валиков, но страдает от того недостатка, что весьма трудно добиться высоких и равномерных давлений.
Желательно, чтобы как минимум один из взаимозацепленных валков крепился достаточно подвижным образом с обеспечением возможности скольжения вдоль своей оси, чтобы обеспечивать саморегулировку взаимозацепляемых зубьев валков. Например, когда предусмотрены длинные и короткие валки, длинный валок может быть установлен жестко, а короткие валики могут устанавливаться так, чтобы обеспечивать саморегулировку благодаря перемещению вдоль оси.
Скадчатый листовой материал, получаемый предлагаемым способом, может быть подвергнут различным процессам последующей обработки. Материал сразу же и без предварительного устранения складок вытягивают продольно с коэффициентом вытяжки, который достаточен для устранения складок. Это может приводить к однородному вытяжению и часто является преимущественным для проведения вытяжения при низких температурах, на уровне комнатной температуры или ниже. Этот метод обычно ослабляет склонность листового материала к расщеплению.
Начальное поперечное вытяжение обычно с последующим продольным вытяжением создает микроскопические зоны начала вытяжения, что придает материалу удовлетворительные свойства, для которых последующая обработка оказывается несущественной. Однако предпочтительно, чтобы результирующий продольно вытянутый материал впоследствии подвергался поперечному вытяжению. Таким образом описанный способ может быть повторен при 50оС или ниже для получения двуосно ориентированного листа при минимальных колебаниях толщины. В альтернативе может быть удовлетворительным проведение вытяжения листа в поперечном направлении с помощью традиционных взаимозацепленных валков с желобками, т.е. валков, на которых каждый желобок проходит спирально или по кругу вокруг каждого валка и определяется парой вершин и боковыми стенками, а листовой материал вытягивается вокруг каждой вершины без выжимания между соседними боковыми стенками. Поскольку микроскопические зоны вытяжения действуют как инициаторы при последующем вытяжении, удовлетворительные результаты могут быть получены с помощью валков, имеющих сравнительно крупные желобки, например, при разнесении вершин на расстояние до 40 или 50 мм, даже в случае, когда температура вытяжения ниже 50оС.
Ширина листового материала (т.е. поперечное линейное разнесение боковых кромок) по завершении начального процесса поперечного вытяжения составляет около 100-130% предпочтительно около 100-110% первоначально ширины, а после продольного вытяжения составляет 70-100% наиболее предпочтительно около 100% первоначальной ширины, и после возможного дальнейшего бокового вытяжения с использованием взаимозацепленных валков с желобками составляет 110-200% преимущественно 120-180% ширины после продольного вытяжения. Таким образом поперечная ширина остается существенно неизменной после первых операций поперечного и продольного вытяжения, но может возрастать в ходе окончательного поперечного вытяжения.
Листовой материал может иметь начальный калибр, который обычно ниже 1 мм, в общем случае ниже 600 мкм, предпочтительно ниже 500 мкм или в пересчете на массу) предпочтительно ниже 600 г/м2, наиболее предпочтительно ниже 500 г/м2. Его калибр обычно выше 200 г/м2 и выше 200-300 мкм, хотя и может быть тоньше, например до 100 мкм. Полимерный материал состоит из полиалкиленового полимера, предпочтительно этиленового или пропиленового гомополимера или сополимера, в частности им может быть изо- и синдио-тактический полипропилен, полиэтилен высокой плотности (ПЭВП) (часто с высокой молекулярной массой), полиэтилен низкой плотности (ПЭНП), линейный полиэтилен низкой плотности (ЛПЭНП) и смеси и соэкструдаты.
Листовой материал может состоять из множества слоев, и они могут быть перед переработкой соединенными или несоединенными. В одном варианте листовой материал представляет собой несоединенный ламинат двух пригодных к соединению листовых материалов, и соединение ламината происходит в ходе переработки. В частности, поперечное вытяжение с последуюищм продольным вытяжением могут приводить к возникновению более высоких связывающих сил, чем обеспечивали известные методы ламинирования валками с желобками. По меньшей мере один из соединяемых двух листовых материалов является соэкструдированный ламинат, поверхностный слой которого обращен к другому листовому материалу данной пары. Оптимальные физические и другие прочностные характеристики обычно достигаются в случае, когда все операции вытяжения выполняются при температуре, которая существенно ниже температуры, при которой контактирующие поверхности ламината соедоиняются в условиях простого контакта.
Листовой материал, используемый в соответствии с изобретением, может представлять собой сэндвич одноосно оирентированных листовых материалов, направления ориентации которых поперечны друг другу. Тем самым процесс может приводить к двуосному вытяжению перекрестно-сэндвичевой пленки. Эта пленка может быть получена ориентированием в состоянии расплава трубчатой пленки и ее разрезанием по спирали под углом относительно направления ориентирования таким образом, чтобы получить наклонно ориентированный лист, и перекрестным ламинированием его с аналогично полученным ориентированным листовым материалом. Двухосное вытяжение может быть в этом случае скомбинировано с соединением слоев. Результирующий листовой материал представляет собой перекрестно ламинированную пленку. Изобретение допускает обработку полимерных композиций, которые жестче, чем можно быть использовано прежде, для получения конечного листа, имеющего более однородную толщину, чем обеспечивалось ранее.
В общем случае желательно, чтобы полимерный листовой материал имел как минимум одну возможно более гладкую поверхность. Высокая гладкость на одной стороне может быть получена, если вытянутый листовой материал, получаемый в результате процесса, включает ламинат двух или большего числа разделяемых листовых материалов, и разделяемые листовые материалы расслаивают после окончания процесса. В этом случае обращенные друг к другу слои разделяемых листовых материалов могут иметь высокое качество поверхности и гладкость. Например, в этом случае поверхность может иметь повышенный блеск, повышенный коэффициент трения, улучшенные характеристики оттискообразования при печати и улучшенные показатели герметизируемости под действием теплового нагрева и ультразвука. Она отличается полным отсутствием микротопографии при обследовании с помощью сканирующего электронного микроскопа. Для облегчения разделения по меньшей мере один листовой материал каждой разделяемой пары представляет собой соэкструдируемый ламинат, имеющий освобождаемый поверхностный слой, обращенный к другому листовому материалы пары. Освобождаемый поверхностный слой может быть выполнен из любого материала, который способствует отслаиванию. Он может быть выбран для дальнейшего придания отслоенному листовому материалу требуемых поверхностных характеристик, например фрикционных или свойств тепловой герметизации. Например, термогерметизируемые мешки могут быть изготовлены с гладкой внутренней поверхностью, полученной отслаиванием (что дает хорошую герметизацию), и гофрированной наружной поверхностью (обеспечивающей устойчивость при укладывании в штабель, поскольку пыль собирается в бороздах гофров). В альтернативе блестящая наружная поверхность может быть получена для придания печатных свойств.
Одновременно с выбором материалов, которые в листовом виде могут быть расслоены после окончания процесса, можно выбрать также материалы, когда два или большее число других слоев оказываются соединенными друг с другом описанным выше путем. Так ряд отдельных слоев (некоторые в виде соэкструдируемой пленки) может быть подвергнут обработке согласно изобретению, чтобы получить соединение в виде наборов по два, три или большее число слоев в ламинатах, обеспечивая при этом расслаиваемость соседних ламинатов. Например, каждый расслаиваемый слой может быть получен с помощью соединения во время поперечного и продольного вытяжения двух соэкструдированных пленок, каждая из которых включает поверхностный слой, по меньшей мере один усилительный слой и поверхностно-соединительный слой, причем поверхностно-соединительные слои обращены друг к другу, и расслаиваемость может быть достигнута при подходящем подборе поверхностного слоя на самой внутренней лицевой стороне ламината или путем формирования отдельного снимаемого слоя между двумя наборами соэкструдируемых слоев.
Когда толщина листового материала, пропускаемого между зацепленными валками, достаточно велика, складки могут оказываться довольно глубокими и в этом случае преимущественным было бы осуществление термообработки, допуская усадку по крайней мере в его поперечном направлении. Листовой материал может быть нагрет до или после процесса расслаивания. Если во время прохождения между зацепленными валками в результате чрезмерного вытяжения образуются относительно тонкие зоны, то они проявляют выраженную склонность к сокращению при нагревании до подходящей температуры, вызывая поперечную усадку, и таким путем колебания толщины материала поперечной вытяжки могут быть ослаблены или почти устранены за счет нагрева. Нагревание ведет к усадке минимум 7% а зачастую минимум 12% в поперечном направлении. Обычно усадка составляет менее 30% Нагревание может быть осуществлено в печи, но выполняется контактированием материала с нагретым валком, что может тем самым оказывать стабилизирующий эффект на поперечную усадку. Нагревание осуществляется при нахождении материала в виде продольных складок с тем, чтобы добиться равномерной усадки при контактировании листового материала с нагретым валком.
Особенно предпочтительным основным слоем для использования в ламинированном листе, получаемом согласно изобретению, является образуемый из смеси полиэтилена высокой плотности и высокой молекулярной массы с полиэтиленом низкой плотности и существенно меньшей молекулярной массой, причем последний предпочтительно выбирают среди сополимеров и/или разветвленных полиэтиленов, которые характеризуются тем же или большим удлинением при разрушении (при испытании при комнатной температуре в условиях медленного вытяжения), что и полиэтилен с высокой молекулярной массой, и которые способны к выраженной сегрегации, образуя выраженную микрофазу, из высокомолекулярного полиэтилена при охлаждении расплавленной гомогенной смеси компонентов. Коэффициент смешивания полиэтиленов составляет от 25:75 до 75:25. Включение полипропилена, имеющего значительно меньшую молекулярную массу, чем у высокомолекулярного полиэтилена, может давать определенные преимущества в количестве 0-70% в пересчете на комбинированную массу полипропилена и обоих полиэтиленов.
В материалах этого описания высокомолекулярный полиэтилен высокой плотности (ВМПЭВП) имеет индекс текучести расплава, равный около 0,2 или менее согласно стандарту, а полиэтиленом низкой плотности (ПЭНП) является линейный полиэтилен низкой плотности (ЛПЭНП).
Дальнейшей частью варианта изобретения, в котором вытянутый листовой материал включает ламинат двух или большего числа листовых материалов и отделяемые листовые материалы отслаивают после окончания технологического процесса, является создание усовершенствованного листового материала, состоящего с одной стороны главным образом из относительно твердого материала, а с другой стороны из относительно мягкого полимерного материала. Состоящая из твердого материала сторона может существенно улучшить характеристики износостойкости и сопротивляемости проколу.
Присутствие слоя твердого полимерного материала будет способствовать приданию более глубокого профилирования, но в экспериментах было обнаружено, что материал в сердцевине листа в условиях вытяжения валками с желобками обеспечивает гораздо меньшее профилирование, чем аналогичный материал на одной или обеих поверхностях.
Соответственно было бы весьма выгодно расположить слой твердого полимера в середине листа или вблизи нее во время вытяжения.
Например, относительно мягким материалом с одной стороны может быть полиэтиленовая композиция, сочетание ВМПЭВП и ЛПЭНП, и относительно твердым материалом на другой стороне может быть чистый или почти чистый ВМПЭВП, или альтернативно она может быть представлена главным образом полипропиленом.
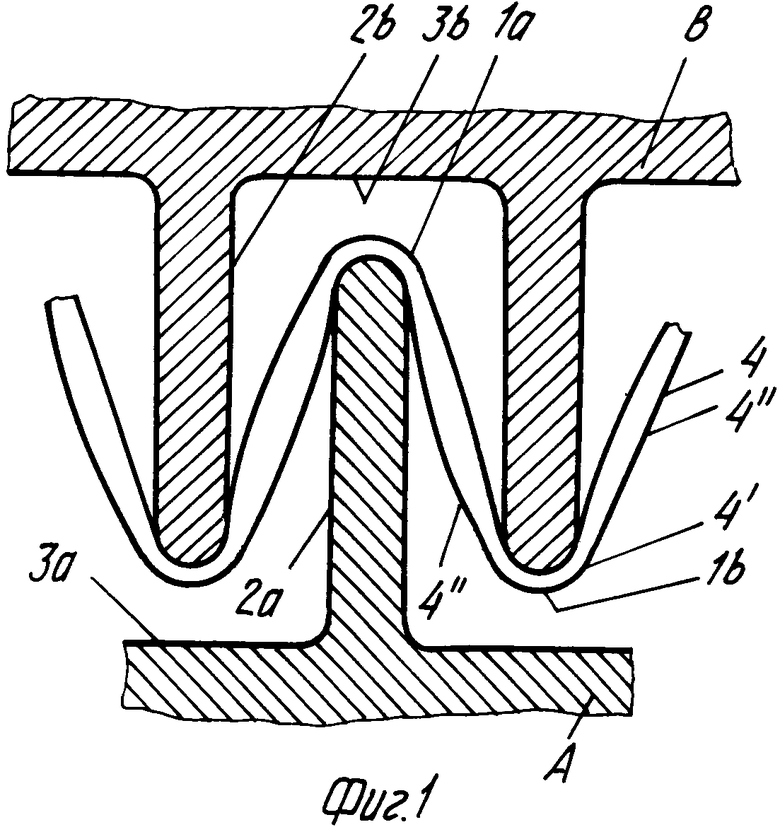
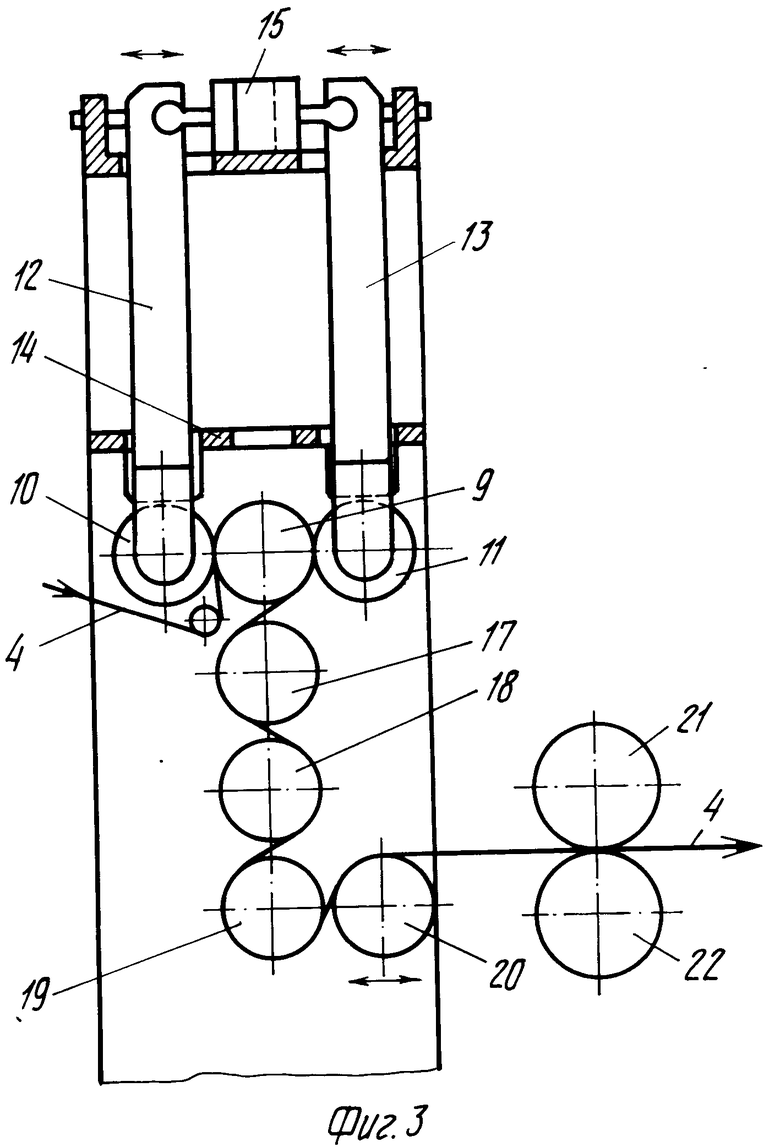
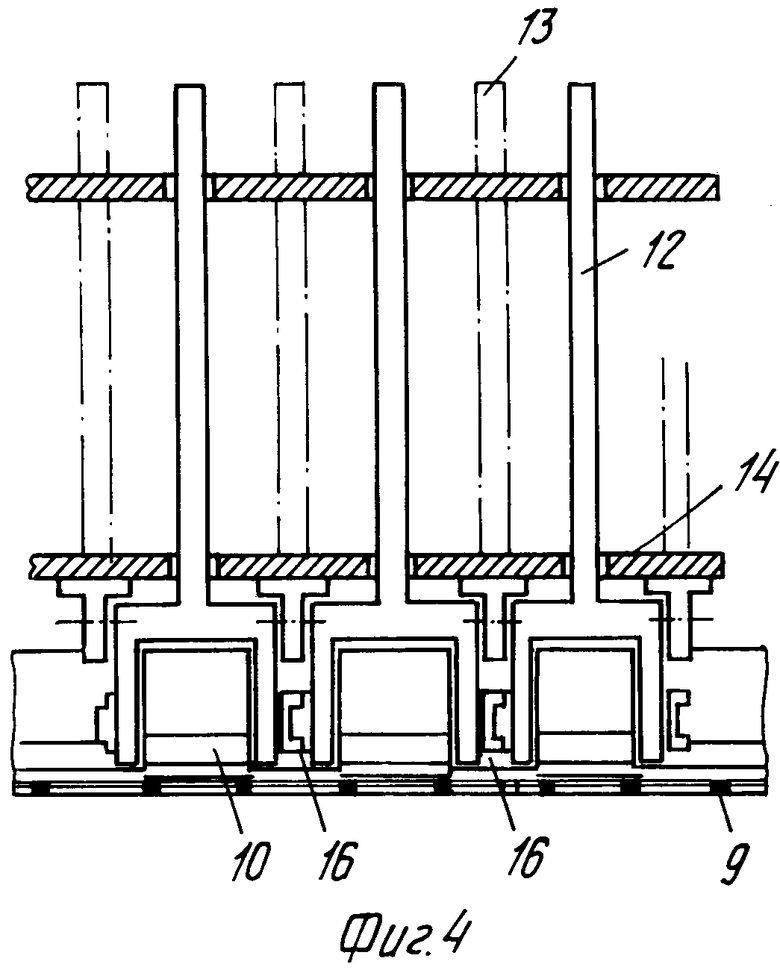
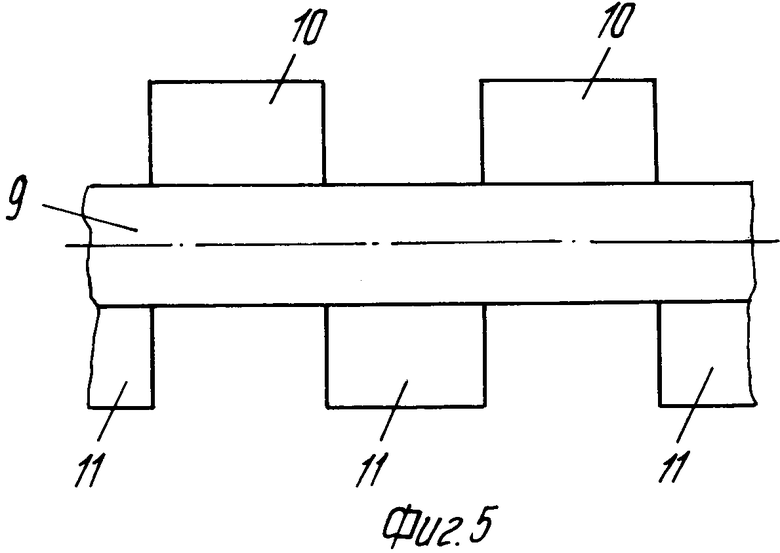
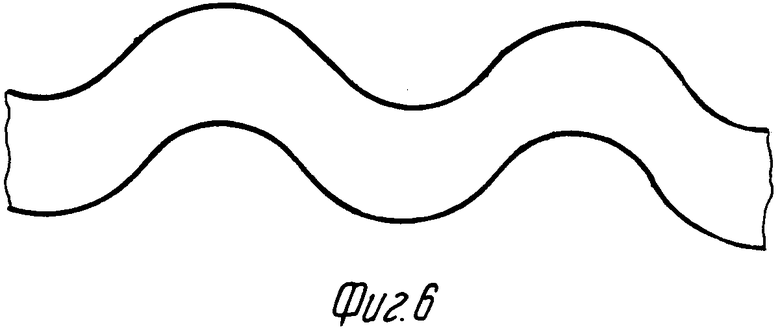
На фиг.1 показана схема взаимозацепляющихся валков с желобками для поперечного растяжения; на фиг.2 в аналогичном масштабе взаимозацепленные поверхности системы валков с желобками; на фиг.3 схема устроства, которое включает как взаимозацепленные валки, так и валки продольного вытяжения; на фиг. 4 верхняя часть устройства, вид сбоку; на фиг.5 схема взаимозацепленных валков; на фиг.6-8 иллюстрации на основе микрографий сечений различных листовых материалов.
Обычные взаимозацепляющиеся валки А и В для поперечного вытяжения показаны на фиг.1 и имеют круговые или спиральные желобки, образованные из вершин 1а, 1б, боковых стенок 2а, 2б и оснований 3а, 3б. Вершины имеют ширину около 500 мкм и имеют разнесение около 2 мм. Пленка 4 вытягивается в позиции 4 вокруг каждой вершины, если вершина имеет малый радиус (имея порядок величины, сходный с толщиной пленки) и находится в относительно релансированном состоянии и является менее вытянутым в позиции 4" между вершинами. Если вершина имеет радиус, гораздо больший, чем толщина пленки, то вытяжение происходит главным образом между вершинами.
Используемые в изобретении взаимозацепляющиеся валки имеют желобки для направления пленки 4 (фиг.1). Каждый желобок содержит наклоненные кнаружи боковые стенки 5а или 5б, основание 6а или 6б и вершину 7а или 7б. Боковые стенки 5а и 5б противоположных валков (1,2) параллельны на участке их длины. Каждое основание 6а и 6б имеет такой размер, чтобы пленка 4 не была в условиях сжатия между вершиной и основанием, даже хотя она и находится в условиях сжатия между боковыми стенками 5а и 5б. Например, каждое основание может быть сформировано так, чтобы образовывать небольшое пространство 8 между пленкой 4 и основанием. Вершины 7а разнесены менее, чем на 2 мм.
Устройство согласно фиг. 3-5 включает длинный валок 9 и расположенные взаимно ступенчато ряды коротких валиков 10 и 11 с желобками на противоположных сторонах валка 9. Каждый из валков имеет профиль в виде желобка (фиг. 1). Валики 10 и 11 поддерживаются соответственно рычагами 12 и 13, поворачиваемыми на рамке 14, и задействуются гидравлическими или пневматическими средствами 15, так что валики 10 и 11 могут прижиматься к валку 9 с заданным усилием. На практике валок 9 приводится во вращение (средства не показаны), в этом случае валики 10 и 11 могут приводиться валком 9 через пленку 4. Однако при необходимости валики 10 и 11 могут приводиться совместно через гибкие муфты 16 сцепления.
Устройство может включать блок продольного вытяжения (фиг.3) из четырех гладких валков 17, 18, 19 и 20, приводимых во вращение с такой скоростью, чтобы обеспечить требуемую степень вытяжения, и может также включать не менее одной дополнительной пары взаимозацепляемых валков с желобками 21 и 22. Они могут иметь любую конструкцию из представленных на фиг.1 в зависимости от заданного назначения. Если выбрана традиционная конструкция, то разнесение вершин будет достаточно большим (например, 40 мм), а ширина вершины настолько велика, что коэффициенты вытяжения до 1,8:1 и более могут быть достигнуты за одну операцию вытяжения без возникновения какой-либо практически ощутимой опасности повреждения валковой поверхности.
Хорошие результаты получаются по той причине, что на первой стадии образуются зоны микровытяжения. Однако вершины в зоне окончаний являются скошенными, соответствуя радиусу полуцилиндрической вершины около 0,1-0,4 мм.
Валки 9 с желобками валиков 10 и 11 (и 21 и 22, если они имеются) должны быть выполнены из твердого материала, обычно закаленной стали. В типовом случае все валки имеют диаметры в диапаозне 50-250 мм, обычно 75-200 мм. Например, длинный валок может иметь диаметр около 150 мм, а короткие валики моут иметь диаметр около 100-150 мм.
Небольшое осевое перемещение валиков 10 и 11 допускается, чтобы улучшить точность взаимозацепления. Расстояния между поверхностями 5а и 5б должно быть в пределах ±5 мкм по длине валка 9. В типичном устройстве каждый валик 10 имеет длину около 12 см, а вершины разнесены на расстояние 1,4 мм, радиус каждой вершины составляет 0,2 мм, угол, образованный боковыми стенками при вершине, составляет 55о. Лист может вводиться в устройство в предварительно нагретом состоянии, например до 45-50оС, а длинный валок 9 может быть предварительно нагрет до той же температуры. Валки (17-20) обычно также нагревают, но до более низкой температуры.
Лист, выходящий из зацепления между валками (9 и 11), будет иметь продольно-складчатую структуру (фиг.6) (где представлен четырехслойный перекрестно-ламинированный материал толщиной 240 мкм на участках, которые подвержены сжатию).
Перекрестно-ламинированный материал, показанный на фиг. 7, является двухслойным ламинатом, каждый слой имеет массу около 90 г/м2 и ширину 300 мм перед вытяжением, ему придана структура, подобная показанной на фиг.6 при пропускании между валками (9,10 и 11), имеющими конфигурацию поверхности, показанную на фиг.2, затем его вытягивают продольно, чтобы устранить складчатую конфигурацию, после этого его вытягивают путем четырехкратного пропускания между валками с желобками, как показано на фиг.1, при разнесении вершин на расстояние 1,8 мм, с последующим окончательным продольным вытяжением.
Пленку согласно фиг. 8 образуют из того же листового материала и подвергают тем же операциям переработки, что и пленку согласно фиг.7, за исключением того, что вместо валков с желобками согласно фиг.2 используют валки с желобками показанного на фиг.1 типа и имеющими разнесение вершин, равное 1,8 мм. В обоих случаях (фиг.7 и 8) пленке предоставляется возможность свободно раскладываться между каждой из стадий вытяжения на обычных валках с желобками при сохранении волнистой формы. Раскладывание не допускается между конечной стадией вытяжения на обычных валках с желобками и конечным продольным вытяжением. Общие коэффициенты вытяжения составляют около 1,4:1 в каждом направлении, и окончательный калибр составляет 90 г/м2. Пленка, полученная согласно фиг.7, имеет гораздо более однородную толщину, чем пленка, изготовленная с использованием обычных валков с желобками (фиг.8).
П р и м е р 1. Две соэкструдированных пленки пропускали между зазорами валков (10 и 9 и 10 и 11) на фиг.3 и при разнесении вершин 1,4 мм, радиусе вершины 0,2 мм и ииаметре около 100 мм. Каждый короткий валик имел длину 120 мм. Валки с желобками 20, 21 имеют разнесение вершин 1,8 мм и радиус вершины 0,25 мм. Каждая пленка состояла из трех слоев, причем термогерметизирующий поверхностный слой составлял 15% толщины и был выполнен из ЛПЭНП, ламинирующий слой составлял 10% толщины на противоположной поверхности, будучи образованным из 80% ЛПЭНП и 20% ЭПДН, а центральный слой, составлявший 75% пленки, будучи образованным из 50% ВМПЭВП и 50% ЛПЭНП. Пленки располагались так, чтобы ламинирующие слои соприкасались. Пленки получали экструзией при 240оС в виде трубчатой пленки при коэффициенте раздувания 1:1 с последующим спиральным разрезанием под углом 45о с образованием перпендикулярно-перекрестного ламината. Каждая пленка имела массу около 90 г/м2 (толщина приблизительно 100 мкм). Две пленки пропускали между валками с желобками (9 и 10/11) при гидравлическом давлении 1,46 т на каждый валик длиной 120 мм с желобками (приблизительно 120 кг на осевой сантиметр). Скорость на входе в устройство составляла 10 м/мин, окружающая температура и температура каждого валка составляла около 35оС. Пленка тем самым подвергалась поперечному вытяжению, что приводило к складчатой конфигурации, показанной на фиг.6. Без какого-либо поперечного ориентирования для устранения складок ее затем подвергали продольному вытяжению, затем поперечному вытяжению в четыре стадии, как это описано выше для фиг.7, и окончательно снова вытягивали продольно. Тем самым она приобретала конфигурацию, показанную на фиг.7. Ударопрочность методом падающего шарика (из глинозема 1 кг) для пленки 90 г/м2 составила 150 см, но для сравнения пленка 87 г/м2 известного типа (фиг.8) имела значение 90 см.
П р и м е р 2. Процесс согласно примеру 1 был повторен с тем исключением, что он был приостановлен после начального поперечного вытяжения, и коэффициент вытяжения после обработки вокруг валка 9 регистрировали при разных гидравлических давлениях на каждом валке длиной 12 см. Для всех этих коэффициентов замеренным значением является отношение длины срединной линии через складчатую пленку к ширине пленки по прямой линии, замеренной перед вытежением. Коэффициент вытяжения составил 20% или 1,2, даже когда усилие на валке составляло всего 17 кг/см. Были получены следующие значения:
Усилие, т 0,209 0,418 0,621 0,835 1,04 1,25 Вытяжение, 20 30 40 45 50 60
П р и м е р 3. Пример относится к производству высокопрочного перекрестного ламината в коммерческом процессе с использованием методики, по которой лист вытягивают и ламинируют в состоянии удвоенной толщины и разделяют в конце технологического процесса. Каждый слой представляет собой соэкструдированную пленку и содержит: один поверхностный слой, который действует как освобождающий слой в технологическом процессе и одновременно улучшает термогерметизационные характеристики (в последующем именуется освобождающе-герметизирующим слоем); другой поверхностный слой, который способствует соединению (блокированию) слоев ламината между собой.
Экструдируют трубчатую пленку, содержащую главный слой в середине, в котором обеспечивается прочность и вышеупомянутые освобождающий и ламинационный слои.
Три слоя составляют 75, 15 и 10% соответственно суммарной пленки. Калибр экструдированной пленки составляет 70 г/м2.
Главный слой состоит из весьма тщательно перемешанной композиции 50% высокомолекулярного полиэтилена высокой плотности (ВМПЭВП) с торговым наименованием "Хостален-9255" и 50% линейного полиэтилена низкой плотности (ЛПЭНП) с индексом текучести расплава 1,0, торцовое наименование "Даулекс-2045".
Освобождающе-герметизационный слой на 100% состоит из того же ЛНЭНП.
Ламинационный слой состоит из тщательной смеси 70% того же ЛПЭНП+30% ЭПДМ торгового наименования "Нордел-1500".
Температура экструдирования составляет 240оС, диаметр кольцевого экструзионного отверстия 385 мм и коэффициент раздувания 1:1,2. Каждая из трубчатых пленок разрезается по спирали под углом 45о, и четыре таких пленки, каждая шириной около 100 см, ламинировали и вытягивали при обращении поверхностных слоев друг к другу в следующей последовательности: ламинационный слой к ламинационному слою; освобождающе-герметизирующий слой к освобождающе-герметизирующему слою; ламинационный слой к ламинационному слою.
Вначале сборку из четырех пленок, которые еще не соединены между собой, предварительно нагревают на паре валков до 40оС и подают в устройство, показанное на фиг.3 и в примере 1.
Длинный валок 9 образован из 20 сегментов из закаленной стали, каждый длиной 120 мм, и два ряда коротких валков, каждый из которых насчитывал 10 валков, также выполнены из закаленной стали, и каждый соответствует сегменту. Каждый сегмент оканчивается на каждом конце полужелобком, который на 0,2 мм шире полуширины других желобков с тем, чтобы компенсировать неточности при сборке валков. Сегменты прочно свинчиваются между собой аксиально на общей оправке. Сегменты и короткие валики имеют диаметр 150 мм. Давление валка устанавливается гидравлически на уровне 1,46 т на короткий валок. Скорость ввода пленки в валки составляет около 25 м/мин. Валок 9 с желобками нагревают до 40оС.
Последующее продольное вытяжение осуществляется с помощью валков при 30оС и обеспечивает коэффициент вытяжения около 1,3:1, измеренный в релаксированном состоянии. Две пары обычных валков с желобками, подобные 21 и 22, обеспечивают общий коэффициент поперечного вытяжения, равный 1,4:1 при 30оС. Эти валки характеризуются разнесением вершин 4 мм и радиусом полукруглой вершины 1 мм. После прохождения через первый набор (но не после второго набора) складчатая пленка раскладывается с помощью раскладочных валков. Будучи натянутой между валками с желобками, пленка находится под небольшим продольным натяжением, позволяющим пленкам сокращаться в продольном направлении между валками с желобками до конечного коэффициента продольного вытяжения около 1,25: 1. Затем дополнительно продольно вытягивают при 30оС, используя обычные валки продольного вытяжения до исчезновения складок.После продольного вытяжения ламинат вводят в практически ненатянутом состоянии (натяжение регулируется с помощью холостых качающихся валиков) в блоке термообработки со свободной усадкой, где его вначале поперечно вытягивают при 30оС между набором обычных валков с желобками, а затем немедленно, все еще в регулярно-складчатой конфигурации, передают на стальной валок при 80оС и с него на два других нагретых валка при 80оС. Благодаря усадке складки исчезают, валки служат для обеспечения однородной усадки. С нагретых валков ламинат передается в почти ненатянутом состоянии на водоохлаждаемый валок. Наконец его пропускают через комплект зажимных валков и расслаивают на две получасти, каждая из которых прочно ламинирована. Перед этим отслаиванием все четыре пленки оказываются соединенными практически в любой точке промежуточных фаз. Расслаивание осуществляется в условиях небольшого натяжения с помощью двух комплектов зажимных валков. Наконец два двухслойных ламината наматываются на бобины. Взаимозацепление валков с желобками и коэффициенты продольной вытяжки регулируются с тем, чтобы обеспечить коэффициенты вытяжения 1,4:1 в обоих направлениях.
Калибр окончательного двухслойного перекрестного ламината составляет около 70 г/м2.
Чтобы определить, насколько надежно четырехслойный ламинат будет расслаиваться на две получасти, в пленке между последней секцией поперечного вытяжения и блоком продольного вытяжения вырезали отверстия разной нерегулярной формы. Однако, даже хотя материал вокруг отверстий и был нерегулярно деформирован в результате вытяжения, четырехслойный ламинат все же чисто разделялся на два по действием процесса отслаивания.
Поверхности конечных двухслойных ламинатов, которые находились в тесном контакте во время операции вытяжения и впоследствии отделялись друг от друга, ниже именуются поверхности С, тогда как остальные поверхности конечных ламинатов именуются поверхностями D.Визуальное обследование этих поверхностей показывает, что поверхности С гораздо более блестящие при направлении на указанные поверхности световых лучей. Статистический коэффициент трения между двумя поверхностями С, которые находятся во взаимном соприкосновении, в 2,5 раза выше статического коэффициента трения между двумя поверхностями D (таблица).
Это свидетельствует о ровности поверхности, что в свою очередь предопределяет герметизационные свойства.
Обследование ламинатов согласно изобретению под электронным сканирующим микроскопом показывает, что поверхности С имеют значительно меньше микроскопических нерегулярностей, чем поверхности D. Предположительно это обусловлено тем, что материал, расположенный вблизи микроскопических поверхностных полостей, подвергается чрезмерному вытяжению из-за эффекта надреза, обеспечиваемого указанными полостями, тогда как микроскопичеси малые выступы оказываются недовытянутыми или совсем невытянутыми. Эти различия значительно ослабляются, когда поверхность одной пленки находится в столь тесном контакте с поверхностью другой пленки во время вытяжения, какой достигается поперечным вытяжением между валками с желобками под давлением валков.
Коэффициенты статического трения:
 Направление прохож- дения материала 1,2 0,42 Поперечное направление 1,2 0,40
Направление прохож- дения материала 1,2 0,42 Поперечное направление 1,2 0,40
Статическая плотность при отслаивании в оптимизированных термогерметизированных швах в поперечном направлении:
С по С 5,5 2,2 кг/см
D по D 4,8 1,9 кг/см.
Следует отметить, что поверхности С и D состоят из идентичного материала ЛНЭНП-типа.


Использование: изготовление листов из полимерных материалов. Сущность изобретения: листовой материал вытягивают поперечно между взаимо-зацепленными валками. Они имеют круговые или спиральные желобки на поверхности. Боковые стенки желобка наклонены наружу относительно вершины. Участки смежных боковых параллельны. Вершины смежных желобков разнесены менее чем 3 мм. Общая длина валка не менее 50 см. Лист вытягивают вершинами желобков и обжимают боковыми стенками прижатием валков друг к другу с давлением как минимум 17 кг на 1 см длины валка. Затем складчатый лист вытягивают продольно для устранения складок. Полученный лист может быть в дальнейшем вытянут поперечно с помощью желобчатых валков. 2 с. и 18 з.п. ф-лы, 8 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент Великобритании N 1593012, кл | |||
| Солесос | 1922 |
|
SU29A1 |

