Изобретение относится к технологии трикотажного производства, а именно к изготовлению регулярных и полурегулярных изделий на фанговых машинах.
Известен способ образования начальных петельных рядов изделия на фанговой машине, при котором после образования разделительного ряда формируют начальный ряд нового изделия на каждых двух из трех иглах обеих игольниц, образуют ряды неполной глади, производят обратный сдвиг игольницы (прямой сдвиг производят во время вязания закрепительных рядов предыдущего изделия) и вяжут пояс изделия переплетением Ластик 2+2.
Однако для осуществления сдвига игольниц необходима установка вязальной системы в положение, при котором иглы двух игольниц вместе не работают. Поскольку сдвиг осуществляют дважды, то дважды требуется и перевод вязальных систем на вязание только иглами одной игольницы. При использовании многосистемных фанговых машин такой прием приводит к неоправданному расходу сырья на вязание закрепительных рядов (на плосковязальных "карусельных" машинах число вязальных кареток составляет 14 и более, на кругловязальных типа КЛК-14Э-24). Чтобы избежать перерасхода сырья в вязальных системах выключают иглы из работы, что не позволяет увеличить материалоемкость, но приводит к снижению производительности.
Известны способы, не требующие сдвига игольниц. Один из способов предусматривает перенос петель с неработающих игл. Однако при таком способе возникают трудности с образованием легкораспускающегося разделительного ряда, вследствие чего способ не получил распространения.
Известны также способы образования начальных рядов без сдвига игольниц путем последовательного включения в работу игл, с которых сброшены старые петли, но и эти способы не получили распространение из-за низкого качества края изделия.
Цель изобретения повышение производительности и надежности.
Это достигается тем, что при образовании начальных петельных рядов каждого нового изделия сдвиг игольницы производят в направлении, обратном направлению сдвига при образовании начальных рядов предыдущего изделия, при этом по меньшей мере в одной из игольниц каждую третью иглу включают в работу в каждом цикле образования начальных петельных рядов изделия, а две другие поочередно через один цикл.
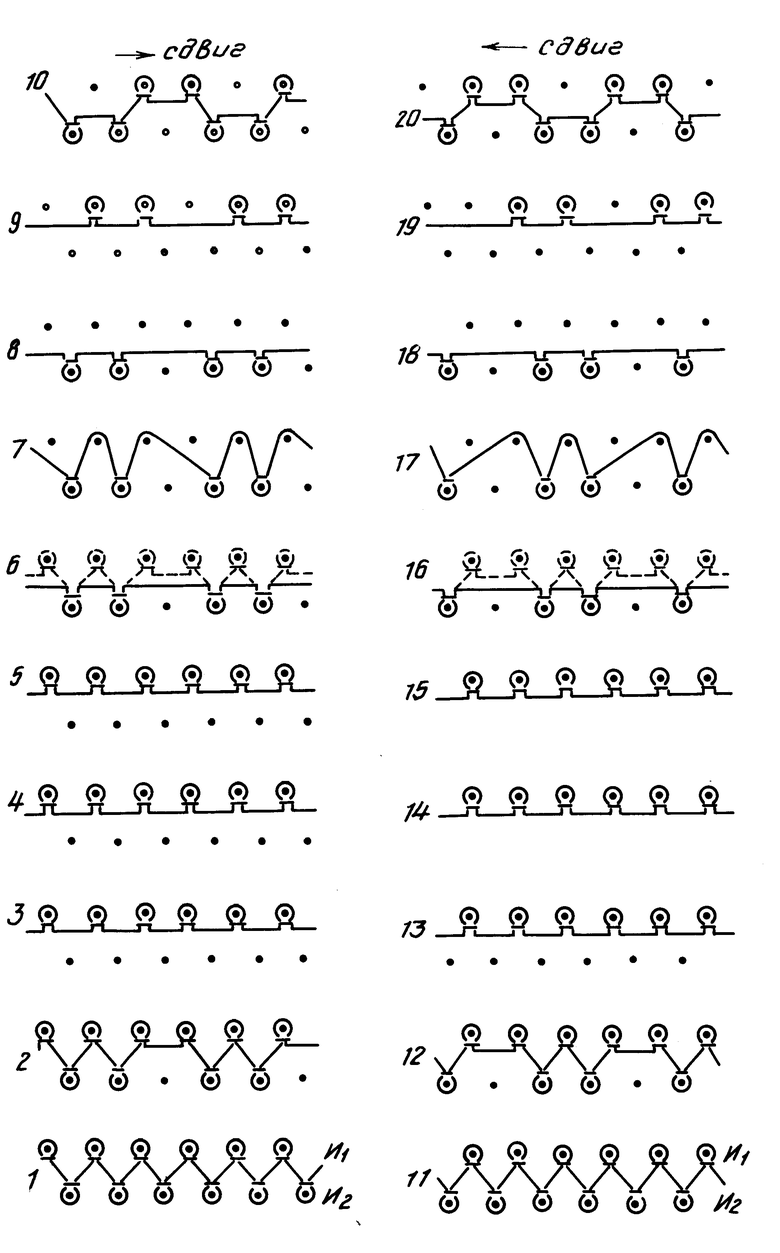
На чертеже изображена графическая запись процесса вязания на фанговой машине.
Ряд 1 является ластичным рядом законченного изделия (купона). Ряд 2 образован на всех иглах игольницы И1 и каждых двух из трех иглах игольницы И2, которые будут принимать участие в образовании ластичных петельных рядов нового изделия. Каждая третья игла выключается из работы. Освобождение неработающих игл от петель осуществляют либо переносом, либо сбросом. Петельные ряды глади 3-5 образуют только на иглах первой игольницы И1. Они являются закрепительными рядами при последующем сбросе петель с игл. Петельный ряд 6 образуют как ластичный ряд на всех иглах игольницы И1 и на каждых двух из трех иглах игольцы И2. После его провязывания петли с игл игольницы И1 сбрасывают (они обозначены пунктиром), в результате чего петли на иглах игольницы И2 вытягиваются, образуя разделительный ряд. Ряд 6 желательно вырабатывать из высокопрочной нити для облегчения последующего процесса разделения изделий. Может быть образован и второй ряд, аналогичный ряду 6, перед сбросом петель с игл игольницы И1, что дополнительно облегчает процесс разделения изделий после снятия с машин. После сброса петель каждая третья игла игольницы И1 исключается из работы. Ряд 7 первый ряд нового изделия образуют на каждых двух из трех иглах обеих игольниц, причем на иглах игольницы И1, оставшихся без петель, образуют наброски. Ряд 8 образован на иглах игольницы И2, а ряд 9 на иглах игольницы И1. Во время формирования петельных рядов неполной глади раздельно на иглах обеих игольниц (а рядов может быть и более одного) производят сдвиг игольницы И1 на величину игольного шага. После этого начинают вязание рядов 10 переплетением Ластик 2+2.
После образования требуемого количества петельных рядов пояса переходят к вязанию стана изделия основным переплетением (не показано).
Петельный ряд 11 ластичный ряд законченного изделия. Далее образуют ряд 12 на всех иглах игольницы И1 и каждых двух из трех иглах игольницы И2. При этом в сравнении с предыдущим изделием (петельный ряд 2) в работе участвует уже другая пара игл игольницы U2 (может участвовать и другая пара игл игольницы И1, при том же порядке отбора в работу игл игольницы И2). Затем образуют ряды глади 13-15 на иглах игольницы И1, являющиеся закрепительными. Петельный ряд 16 является разделительным, его образуют на каждых двух из трех иглах игольницы И2 и всех иглах игольницы И1. После сброса петель с игл игольницы И1 образуют начальный петельный ряд 17 следующего изделия. Ряды 18 и 19 формируют раздельно на иглах обеих игольниц для образования нераспускающегося края изделия. После сдвига игольницы И1 на величину игольного шага в направлении, противоположном напpавлению сдвига при вязании предыдущего изделия, начинают формирование петельных рядов 20 переплетением Ластик 2+2.
Таким образом, благодаря альтернативному сдвигу игольницы в процессе образования начальных петельных рядов вырабатываемых друг за другом изделий на многосистемных фанговых машинах (вместо двух сдвигов прямого и обратного при традиционных способах) достигается повышение производительности и надежности за счет исключения необходимости выключения вязальных систем при одном из сдвигов. Способ может быть осуществлен на многосистемных фанговых машинах с иглами трех позиций по меньшей мере в одной из игольниц либо с индивидуальным отбором игл.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЯЗАНИЯ ПОЛУРЕГУЛЯРНОГО ИЗДЕЛИЯ НА ДВУХФОНТУРНОЙ ВЯЗАЛЬНОЙ МАШИНЕ | 1992 |
|
RU2011708C1 |
| Способ изготовления купона плюшевымпЕРЕплЕТЕНиЕМ HA МНОгОСиСТЕМНОй дВуХ-фОНТуРНОй ВязАльНОй МАшиНЕ | 1978 |
|
SU796262A1 |
| Двусторонний кулирный трикотаж | 1990 |
|
SU1758104A1 |
| Способ получения трикотажа | 1989 |
|
SU1652399A1 |
| Способ получения эластичного трикотажа | 1989 |
|
SU1675434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИКОТАЖНОГО КУПОНА | 1979 |
|
SU825718A1 |
| СПОСОБ ВВЯЗЫВАНИЯ ЛАСТОВИЦЫ В ТРУБЧАТЫЙ ТОРС ПОЯСНОГО ТРИКОТАЖНОГО ИЗДЕЛИЯ | 2003 |
|
RU2243300C1 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| Многослойный кулирный трикотаж и способ изготовления многослойного кулирного трикотажа | 1982 |
|
SU1100342A1 |
| Двухслойный кулирный трикотаж и способ изготовления двухслойного кулирного трикотажа на двухфонтурной вязальной машине | 1982 |
|
SU1068561A1 |
Использование: в технологии трикотажного производства, позволяет повысить производительность и надежность круглопластичной машины при вязании купона. Сущность изобретения: при образовании начальных петельных рядов каждого нового изделия сдвиг игольницы производят в направлении, обратном направлению сдвига при образовании начальных рядов предыдущего изделия. При этом в одной из игольниц каждую третью иглу включает в работу в каждом цикле образования начальных рядов изделия, а две другие поочередно через один цикл. 1 ил.
СПОСОБ ОБРАЗОВАНИЯ НАЧАЛЬНЫХ ПЕТЕЛЬНЫХ РЯДОВ ИЗДЕЛИЯ на многосистемной фанговой, преимущественно круглофанговой, машине, при котором после образования разделительного ряда петель формируют цикл начальных рядов последующего изделия на каждых двух из трех иглах обеих игольниц, образуют на них по меньшей мере по одному ряду петель неполной глади, производят сдвиг одной из игольниц относительно другой на величину игольного сдвига, после чего вяжут петельные ряды ластичным переплетением, отличающийся тем, что при образовании цикла начальных петельных рядов каждого последующего изделия сдвиг игольницы производят в направлении, противоположном направлению сдвига при образовании цикла начальных рядов предыдущего изделия, при этом по меньшей мере в одной из игольниц каждую третью иглу включают в работу в каждом цикле образования начальных петельных рядов изделия, а две другие поочередно через цикл.
| Шалов И.И | |||
| и др | |||
| Технология трикотажного производства | |||
| М.: Легкая и пищевая промышленность, 1984, с.227-231. |
