Изобретение относится к камнеобрабатывающей, целлюлозно-бумажной и горной промышленности и предназначено для изготовления крупногабаритных длинномерных цилиндрических изделий, в частности гранитных прессовых валов для бумагоделательных машин.
Известно, что качество бумаги во многом зависит от материала, из которого изготовлен прессовый вал, чистоты обработки его наружной поверхности, а также от точности его геометрии.
В связи с этим к прессовым валам предъявляются жесткие технологические требования, обеспечивающие:
а) правильную цилиндрическую форму с припуском не более 5-10 мм на диаметр;
б) гладкошлифованную наружную поверхность с чистотой обработки 7-8 класса точности;
в) возможность обработки и полировки поверхности вала;
г) хорошую водопоглощаемость материала, из которого изготовлен вал;
д) высокую износостойкость вала, зависящую от твердости материала.
Всем этим требованиям наиболее отвечает гранит.
Известен способ изготовления цилиндрических изделий из блока камня с использованием полого колонкового бурового снаряда с алмазной коронкой, заключающийся в том, что в блоке камня выбуривают вал диаметром, соответствующим внутреннему диаметру алмазной коронки, и на глубину, соответствующую заданной длине изделия, при этом одновременно с выбуриванием вала осуществляют обработку его наружной поверхности.
Данный способ не обеспечивает заданную чистоту обработки поверхности получаемого вала.
Для этого процесс выбуривания вала из блока камня осуществляют при скорости подачи бурового снаряда 0,2-0,25 м/час и с частотой вращения снаряда 100-130 об/мин.
При изготовлении изделий с частотой вращения меньше 100 об/мин и скоростью подачи бурового снаряда ниже 0,2 м/ч увеличивается время контакта алмазных резцов с наружной поверхностью изделия, что приводит к существенному снижению диаметра изделия за пределы допустимых параметров.
С увеличением частоты вращения выше 130 об/мин и механической скорости выше 0,25 м/час появляется вибрация бурового снаряда. В результате этого на наружной поверхности изделия появляются глубокие борозды, снижающие чистоту обработки его поверхности и качество изготовления изделия.
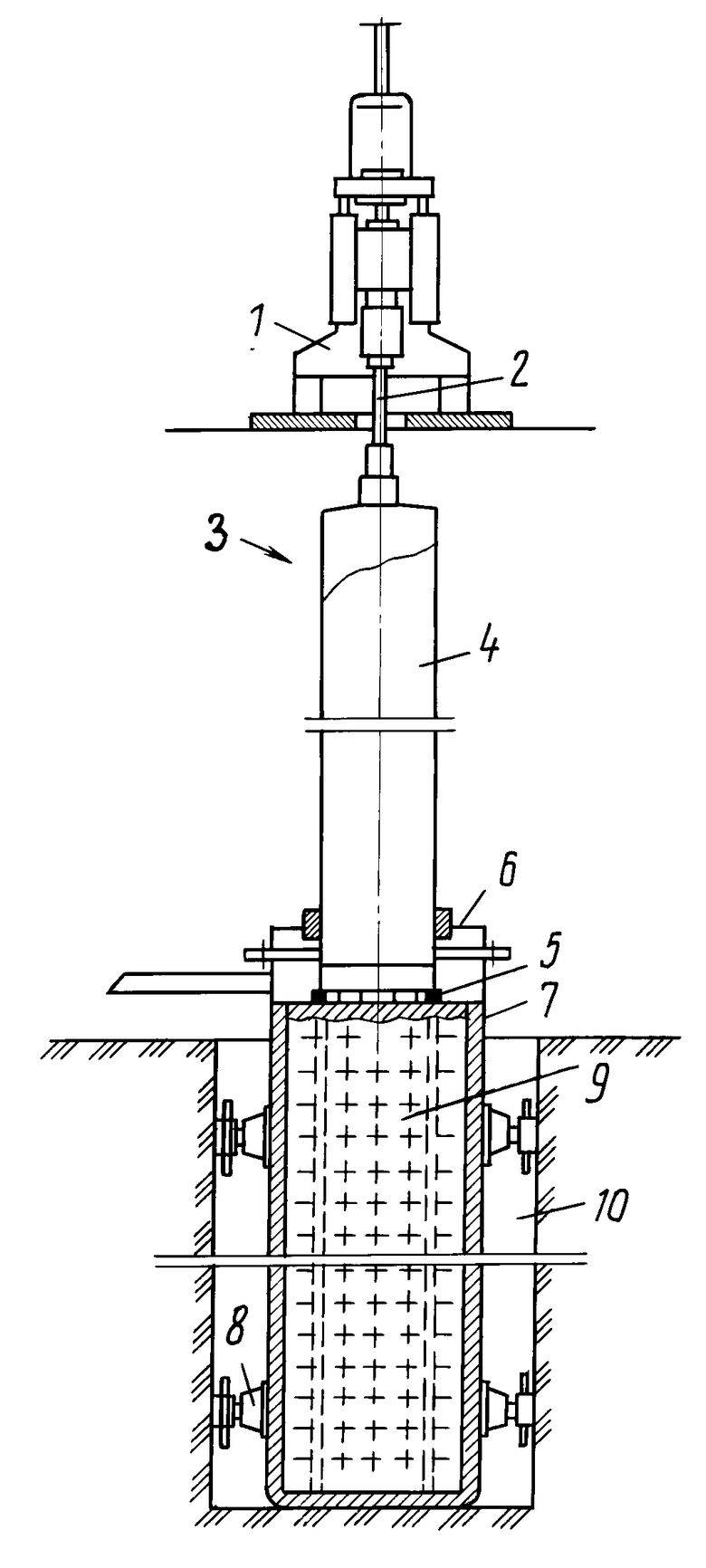
На чертеже показано устройство для осуществления предлагаемого способа.
Изготовление гранитных заготовок прессовых валов бумагоделательных машин осуществлялось в стендовых условиях с помощью устройства, включающего буровой станок 1 с ведущей трубой 2 и снарядом 3, состоящим из колонковой трубы 4, оснащенной алмазной коронкой 5 с наружным диаметром 634 мм и внутренним 606 мм.
Устройство снабжено съемными шарикоподшипниковыми люнетами 6, установленными с возможностью взаимодействия с наружной поверхностью колонковой трубы 4 и закрепленными на контейнере 7 с гранитным блоком 9. Контейнер 7 закреплен в шурфе 10 с помощью распорных элементов 8. Длина колонковой трубы 4 соответствует длине изготавливаемого вала и cоcтавляет 3,0 м.
Подготовка к работе и работа снаряда осуществлялась следующим образом.
Ведущую трубу 2 соединили со снарядом 3, отцентровали колонковую трубу 4 у устья блока гранита с помощью люнетов 6 и с помощью внешнего спуско-подъемного механизма опустили на предварительно отцентрированный и отнивелированный гранитный блок 30. Отклонение оси снаряда 3 от центра гранитного блока 30 при установке его на верхнюю бетонную подушку составило 9 мм, что соответствует допустимому. Включили буровой насос НБ-3, вращатель и процесс выбуривания заготовки прессового вала из блока гранита начался.
Буровая коронка 5, вращаясь вместе с трубой 4, разрушала наружную поверхность гранита, выбуривая отверстие на глубину, соответствующую длине заготовки вала. Одновременно с выбуриванием отверстия в блоке 30 гранита образовался цилиндрический сердечник, т.е. сам вал, наружная поверхность которого в процессе его изготовления отшлифовывалась алмазной коронкой 5.
В качестве промывочной жидкости использовалась техническая вода и смазочно-охлаждающая жидкость (СОЖ), подаваемая насосом НБ-3 (не показан).
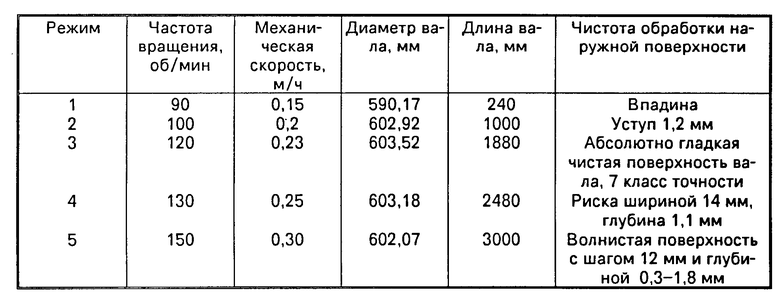
Для определения наиболее оптимальных режимов выбуривания заготовки вала процесс осуществлялся в нескольких режимах:
1. Бурение началось при частоте вращения 90 об/мин, механической скорости 0,15 м/ч и осевой нагрузке 1000 кгс. Расход промывочной жидкости составил 120 л/мин. Пробурено 240 мм гранита.
2. Бурение осуществлялось с частотой вращения 100 об/мин, механической скоростью 0,2 м/ч пpи осевой нагрузке 1000 кгс и расходом СОЖ 120 л/мин. Пробурено 1000 мм гранита.
3. Бурение осуществлялось с частотой вращения 120 об/мин, механической скоростью 0,23 м/ч, осевой нагрузкой 1000 кгс и расходом СОЖ 120 л/мин. Пробурено 1880 мм.
4. Бурение осуществлялось с частотой вращения 130 об/мин, механической скоростью 0,25 м/ч, осевой нагрузкой 1000 кгс и тем же расходом СОЖ 120 л/мин. Пробурено 2480 мм.
5. Бурение осуществлялось с частотой вращения снаряда 150 об/мин, механической скоростью 0,3 м/ч. Выбурен вал длиной 3000 мм.
Вал извлекли из контейнера и произвели исследование его наружной поверхности на соответствие заданному диаметру и чистоте обработки.
Результаты исследований сведены в таблицу.
Из таблицы видно, что наилучшие условия выбуривания вала, а также чистота обработки его наружной поверхности осуществляются в пределах значений механической скорости снаряда 0,2-0,25 м/ч и частоте вращения 100-120 об/мин. Значительно худшие параметры вала обнаруживаются за границами указанных пределов. При снижении скорости до 0,15 м/ч и частоты вращения до 90 об/мин увеличивается время контакта алмазных резцов с поверхностью вала. В связи с этим и диаметр вала уменьшается до 590,17 мм, что выходит за пределы допустимых 10 мм, при внутреннем диаметре коронки 606 мм, так как на поверхности вала появляется впадина. В то же время при частоте вращения 150 об/мин и механической скорости 0,30 м/ч в результате вибраций снаряда поверхность вала становится неровной, волнистой, что также приводит к уменьшению диаметра вала, однако величина его лежит в пределах допустимых параметров.
Таким образом, благодаря использованию предлагаемого способа оказалось возможным значительно повысить качество изготовления гранитного вала путем повышения частоты его обработки в сравнении с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ БЛОКА КАМНЯ НА ШПИНДЕЛЬНОМ СТАНКЕ | 1992 |
|
RU2054993C1 |
| БУРОВОЙ СНАРЯД | 1987 |
|
RU2014430C1 |
| СПОСОБ СТАБИЛИЗАЦИИ НАПРАВЛЕНИЯ БУРЕНИЯ СКВАЖИНЫ | 1990 |
|
RU2017923C1 |
| СЪЕМНЫЙ ПРОБООТБОРНИК | 1993 |
|
RU2114979C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2204121C2 |
| ДВОЙНОЙ КОЛОНКОВЫЙ СНАРЯД | 1995 |
|
RU2109917C1 |
| БУРОВОЙ СНАРЯД | 1996 |
|
RU2158344C2 |
| БУРОВОЙ СНАРЯД С ВСТАВНОЙ КОРОНКОЙ-РАСШИРИТЕЛЕМ | 1998 |
|
RU2204011C2 |
| Колонковый снаряд | 1987 |
|
SU1497374A1 |
| Способ бурения скважин большого диаметра и устройство для его осуществления | 1989 |
|
SU1714135A1 |
Изобретение относится к камнеобрабатывающей целлюлозно-бумажной промышленности и предназначено для изготовления преимущественно крупногабаритных длинномерных изделий из блока камня, например гранитных заготовок прессовых валов для бумагоделательных машин, либо колонн. Сущность способа заключается в выбуривании в блоке камня с помощью буровой алмазной коронки отверстия, соответствующего наружному диаметру коронки и на глубину, соответствующую заданной длине изделия с одновременным образованием цилиндрической формы изделия, при этом процесс ведут при механической скорости 0,2 0,25 м/ч и частоте вращения коронки 100 - 130 об/мин. 1 ил. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ БЛОКА КАМНЯ с использованием полого колонкового бурового снаряда с алмазной коронкой, заключающийся в том, что в блоке камня выбуривают вал диаметром, соответствующим внутреннему диаметру алмазной коронки, и на глубину, соответствующую заданной длине изделия, при этом одновременно с выбуриванием вала осуществляют обработку его наружной поверхности, отличающийся тем, что процесс выбуривания вала из блока камня осуществляют при скорости подачи бурового снаряда 0,2 0,25 м/ч и частотой вращения снаряда 100 130 об/мин.
| Установка для обработки блоков камня | 1977 |
|
SU734003A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
