Изобретение относится к производству пухоперьевых изделий.
Производство пуховой одежды и спальных мешков связано с необходимостью многократного заполнения отсеков этих изделий пухом. В условиях отечественного производства изделия заполняют пухом вручную. Такой способ заполнения весьма непроизводителен, так как пух необходимо взвешивать на весах, и отличается плохими условиями труда. Работнику приходится брать пух руками, кроме того, рабочее пространство сильно запылено пуховыми бородками.
Все известные нам устройства позволяют заполнять изделия из воздухопроницаемых тканей. Принцип действия этих устройств основывается на том, что пух транспортируется в заполняемое изделие потоком воздуха и ткань изделия служит как бы фильтром, который отсекает пух и пропускает через себя воздух.
Известно, что фирмой "LORCH" (ФРГ) изготавливаются простые прямоточные устройства для заполнения изделий пухом. (Бринк И.Ю. Чертов Ю.Е. Вербицкий В. А. Поваляев В.А. Механизация при производстве пуховой одежды. Ростовский межотраслевой территориальный центр научно-технической пропаганды, 1990). Прямоточное устройство состоит из центробежного вентилятора с наконечником для заполнения, связанного с емкостью, заполненной пухом, и питателя-накопителя. Прямоточные накопляющие устройства быстродействующи, поскольку пух поступает прямо из питателя-накопителя через вентилятор в отсек заполняемого изделия.
Серьезным недостатком прямоточных устройств является неточность дозирования пуха. Учитывая, что масса пуха в отсеках одежды исчисляется граммами, прямоточные устройства не позволяют обеспечить качественное заполнение пухом, что обязательно при массовом производстве пуховой одежды. Работа с такими устройствами требует от оператора большого опыта.
Наиболее близким техническим решением к изобретению является устройство, включающее вентилятор загрузки, пуховоздуховод загрузки, емкость для взвешивания пуха, вентилятор выгрузки, пуховоздуховод выгрузки, управляющее устройство с индукционным датчиком перемещений (Патент США N 4076320, 1975).
Техническим воплощением устройств данного типа являются устройства "J-485E", "J-600", выпускаемые фирмой "LORCH".
Недостатком устройств данного типа является низкая их производительность.
Известен способ заполнения изделий пухом при помощи указанного устройства, который состоит в следующем. Каждый цикл заполнения изделия пухом на данном типе устройств связан с предварительным взвешиванием дозы, переключением сети клапанов и собственно заполнением.
Однако данный способ имеет низкую производительность.
Известен способ заполнения изделий пухом, включающий загрузку во взвешивающую емкость, взвешивание, фиксацию массы пуха в емкость и полную выгрузку бака. Количество циклов заполнения емкости для взвешивания, перемещения пуха в изделие равно количеству отсеков заполняемых изделий (Патент США N 3313397, 1966).
Недостатком данного способа является низкая производительность.
Известен способ заполнения изделий пухом, включающий загрузку во взвешивающую емкость, взвешивание, фиксацию массы пуха в емкость и полную выгрузку бака. Количество циклов заполнения емкости для взвешивания, перемещения пуха в изделие равно количеству отсеков заполняемых изделий (Патент США N 3942840, 1976).
Недостатком данного способа является низкая производительность. Наличие двух этапов (I поступление пуха в емкость для взвешивания и фиксация его массы; II перемещение в изделие) значительно снижает производительность данного способа. Паспортная производительность устройств, при помощи которых осуществляется указанный способ, 2-3 заполнения/мин. Диапазон взвешивания 5. 100 г.
Решаемой задачей данного изобретения является уменьшение количества циклов заполнения емкости для взвешивания по отношению к количеству заполняемых пухом отсеков изделия.
Решение данной задачи достигается при помощи предлагаемого устройства, которое состоит из питателя-накопителя с регулятором количества пуха, вентилятора загрузки пуха, емкости для взвешивания пуха с датчиком массы, пуховоздуховода выгрузки с вентилятором, датчиков плотности и скорости потоков пуха, вентиля холостого хода с регуляторами режима работы и потока воздуха, задатчика количества пуха, блока вычисления массы пуха, прошедшего в отсек изделия, компараторов и блока коррекции плотности потока пуха.
Поставленная задача решается также при помощи определенной технологии заполнения отсеков одежды пухом, которая состоит из следующих операций. Во взвешивающую емкость загружают заданное количество пуха, необходимое для заполнения всего изделия. После фиксации массы пуха в баке следует ряд последовательных заполнений отсеков изделий пухом до полного опорожнения емкости.
Изложим кратко математические основы реализуемого в предлагаемом способе принципа дозирования пуха.
Обозначим через Мз заданную массу пуха, первоначально загруженного во взвешивающую емкость. Это количество пуха затем необходимо последовательно выгрузить в n отсеков изделия
Mз=  miз (1) где miз заданная масса пуха, необходимая для заполнения i-го отсека.
miз (1) где miз заданная масса пуха, необходимая для заполнения i-го отсека.
Количество пуха, поступающего в отсек через пуховоздуховод выгрузки, определяется формулой
m(t) S  ρ·V·dt (2) где m масса прошедшего в отсек пуха, кг;
ρ·V·dt (2) где m масса прошедшего в отсек пуха, кг;
ρ плотность потока пуха, кг/м3;
V скорость потока пуха, м/с;
t время, с;
S площадь сечения пуховоздуховода, м2.
Как только при k-ом акте заполнения отсека при t tk выполняется равенство
mkз= m(tk) S  V·dt (3) необходимо заполнение прервать.
V·dt (3) необходимо заполнение прервать.
После этого можно вести заполнение следующего отсека для выполнения равенства (3).
Определение параметров ρ и V может быть неточным и в процессе многократных определений m(tk) может накапливаться ошибка. В этом случае не будет выполняться равенство
Mз= miз=
miз= m(ti) (4) где i 1, 2, n.
m(ti) (4) где i 1, 2, n.
Для того чтобы не происходило накапливания ошибки, необходимо после каждого акта заполнения производить коррекцию. Это означает, что необходимо контролировать равенство S
S  V·dt+Mост.k= Mз (5) где k 1, 2, n;
V·dt+Mост.k= Mз (5) где k 1, 2, n;
Мост.к остаточное количество пуха в баке после k-го заполнения отсека.
Это равенство означает, что на каждом шаге сумма масс пуха, заполненного в отсеки и оставшегося в баке, должна равняться первоначальному количеству пуха во взвешивающей емкости.
Уравнение (5) можно переписать в виде m(ti)
m(ti) S
S  V·dt Mз-Mост.k (6) Если
V·dt Mз-Mост.k (6) Если miз>
miз> m(ti) Mз-Mост.k (7) то значит результаты интегрирования по формуле (2) завышены по сравнению с фактическими. Из двух параметров, стоящих под интегралом V и ρ, наименее устойчив параметр плотности, поэтому необходимо корректировать именно показания датчика плотности, а именно сигнал ρ необходимо уменьшить.
m(ti) Mз-Mост.k (7) то значит результаты интегрирования по формуле (2) завышены по сравнению с фактическими. Из двух параметров, стоящих под интегралом V и ρ, наименее устойчив параметр плотности, поэтому необходимо корректировать именно показания датчика плотности, а именно сигнал ρ необходимо уменьшить.
В противном случае, если miз<
miз< m(ti) Mз-Mост.k (8) то значит сигнал ρ необходимо увеличить.
m(ti) Mз-Mост.k (8) то значит сигнал ρ необходимо увеличить.
Корректирующее воздействие определяется в процессе наладки конкретного аппарата.
На чертеже изображено предлагаемое устройство для загрузки пуха в изделие.
Взвешивающий блок дозатора имеет раму 1. На раме 1 закреплены две консольные пружины 2 с емкостью 3 для взвешивания пуха. На раме 1 расположен датчик 4 массы. В патрубок 5 через гибкую вставку 6 встроен датчик 7 скорости, с которого может сниматься электрический сигнал, пропорциональный скорости потока. Патрубок 5 через гибкую вставку 6 соединен с вентилем 8 холостого хода. На свободном конце вентиля 8 имеется шиберная заслонка 9 для регуляции потока воздуха холостого хода выгрузки. На выходном конце вентиля 8 расположен датчик 10 плотности. С датчика 10 снимается электрический сигнал, пропорциональный плотности потока пуха в выходном потоке. Вентиль 8 соединен пуховоздуховодом 11 с вентилятором 12 выгрузки. Вентилятор 12 выгрузки соединен пуховоздуховодом 13 с выходным наконечником 14. На патрубке 15 емкости 3 для взвешивания установлен выпускной клапан 16, который выпускает воздух в емкость 3 при его выгрузке. В устройстве имеется питатель-накопитель 17, в котором установлен рыхлитель с двигателем 18. Рыхлитель 18 предназначен для того, чтобы держать во взбитом состоянии пух в питателе-накопителе 17. В вентиле 8 имеется флажок 19, который занимает положения "а" и "б". Когда флажок 19 расположен в положении "а", пуховоздуховод 11 работает в холостом режиме. При постоянно работающем вентиляторе 12 выгрузки через пуховоздуховод 11 проходит поток воздуха, который регулируется шиберной заслонкой 9. Этот слабый поток воздуха служит для расправления надеваемого на наконечник 14 отсека изделия. Когда флажок 19 переводится в положение "б", через пуховоздуховод 11 выгрузки начинает поступать пух в изделие. На емкости 3 имеется выпускной клапан 20, через который сбрасывается избыток воздуха из емкости 3 при заполнении его пухом. Устройство содержит задатчик 21 количества пуха, компаратор 22, вычислительное устройство 23, блок 24 коррекции, компаратор 25, шиберную заслонку 26, вентилятор 27 выгрузки.
Устройство работает следующим образом.
В начальный момент времени емкость 3 для взвешивания пуха пуста. Вентиляторы 27 и 12 загрузки и выгрузки работают. Шибер 26 закрыт, флажок 19 вентиля 8 находится в положении "а". Шиберная заслонка 9 вентиля 8 холостого хода находится в среднем положении. По команде с задатчика 21 количества пуха компаратор 25 открывает шибер 26. Происходит заполнение емкости 3 заданным количеством пуха Мз. Избыточное давление воздуха сбрасывается через клапан 20. После заполнения емкости 3 требуемым количеством пуха Мз, компаратор 25 закрывает шибер 26. Емкость 3 заполнена пухом, и можно порциями выгружать пух в изделие. Отсек одежды надевается на наконечник 14. На задатчике 21 количества пуха задается количество пуха, необходимое для заполнения отсека изделия. Далее по команде с задатчика 21 количества пуха флажок 19 вентиля 8 переводится в положение "б". Пух через пуховоздуховод 11 выгрузки начинает поступать в отсек изделия. С датчиков 7 и 10 скорости и плотности электрический сигнал поступает на вычислительное устройство 23, работающее в реальном режиме времени. При выгрузке пуха в емкости 3 клапан 16 обеспечивает приток воздуха в емкость 3. Вычислительное устройство 23 производит расчет массы пуха по формуле (2). Как только текущее значение массы пуха m(t) сравняется с заданным mkз, подается сигнал на компаратор 22, который переводит положение флажка 19 вентиля 8 в положение "а". Загрузка отсека прекращается. Во время работы пуховоздуховода 11 масса емкости 3 уменьшилась. С датчика 4 массы на блок 24 коррекции поступает электрический сигнал об оставшейся массе пуха Мост.к в емкости 3 и сигнал с вычислительного устройства 23 о величине массы пуха, прошедшего в отсек m(tk). Блок 24 коррекции производит контроль равенства (5) и в зависимости от знака вводит поправку в датчик 10 плотности. После этого на задатчике 21 количества пуха задается следующее количество пуха для заполнения, и цикл можно повторять.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ИЗДЕЛИЙ ПУХОМ | 2007 |
|
RU2340536C1 |
| СПОСОБ УВЕЛИЧЕНИЯ НАПОЛНИТЕЛЬНОЙ СПОСОБНОСТИ КУРИНОГО ПЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404914C1 |
| Устройство для получения перопухового холста,дублированного тканью | 1986 |
|
SU1341264A1 |
| УСТРОЙСТВО МЕХАНИЧЕСКОЙ МОДИФИКАЦИИ КУРИНОГО ПЕРА | 2007 |
|
RU2346885C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХКОМПОНЕНТНОГО ОГНЕСТОЙКОГО ПУХОВОГО УТЕПЛИТЕЛЯ | 2022 |
|
RU2786995C1 |
| УСТРОЙСТВО РАЗДЕЛЕНИЯ ПЕРО-ПУХОВОГО СЫРЬЯ НА ФРАКЦИИ | 2010 |
|
RU2424384C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ КУРИНОГО ПЕРА | 2008 |
|
RU2366767C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПУХОПЕРЬЕВОГО СЫРЬЯ | 1992 |
|
RU2046844C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕСВЯЗНОГО КОМПОЗИЦИОННОГО ДВУХКОМПОНЕНТНОГО УТЕПЛИТЕЛЯ | 2020 |
|
RU2735772C1 |
| Способ получения нетканого материала | 1985 |
|
SU1399386A1 |
Использование: в производстве пухоперовых изделий. Сущность изобретения: способ заполнения изделий пухом включает его подачу во взвешенную емкость, взвешивание и фиксирование массы пуха в емкости. Выгрузку пуха в отсеки изделия производят порциями. Масса прошедшего в отсек пуха определяется по ф-ле:  где m масса прошедшего в отсек пуха, кг, v скорость потока пуха, м/с; S площадь сечения пуховоздуховода, м2; ρ- плотность потока воздуха, кг/м3, t время заполнения отсека пухом, с. Устройство для реализации способа содержит раму 1, две консольных пружины 2, емкость 3 для взвешивания пуха, датчик 4 массы, патрубок 5, гибкую вставку 6, датчик 7 скорости, вентиль 8, шиберные заслонки 9 и 26, датчик 10 плотности, пуховоздуховоды 11 и 13, вентилятор 12 выгрузки с наконечником 14, патрубок 15, выпускные клапаны 16 и 20, питатель-накопитель 17, рыхлитель 18, флажок 19, задатчик 21 количества пуха, компаратор 22, вычислительное устройство 23, блок 24 коррекции, компаратор 25. 2 с. п. ф-лы, 1 ил.
где m масса прошедшего в отсек пуха, кг, v скорость потока пуха, м/с; S площадь сечения пуховоздуховода, м2; ρ- плотность потока воздуха, кг/м3, t время заполнения отсека пухом, с. Устройство для реализации способа содержит раму 1, две консольных пружины 2, емкость 3 для взвешивания пуха, датчик 4 массы, патрубок 5, гибкую вставку 6, датчик 7 скорости, вентиль 8, шиберные заслонки 9 и 26, датчик 10 плотности, пуховоздуховоды 11 и 13, вентилятор 12 выгрузки с наконечником 14, патрубок 15, выпускные клапаны 16 и 20, питатель-накопитель 17, рыхлитель 18, флажок 19, задатчик 21 количества пуха, компаратор 22, вычислительное устройство 23, блок 24 коррекции, компаратор 25. 2 с. п. ф-лы, 1 ил.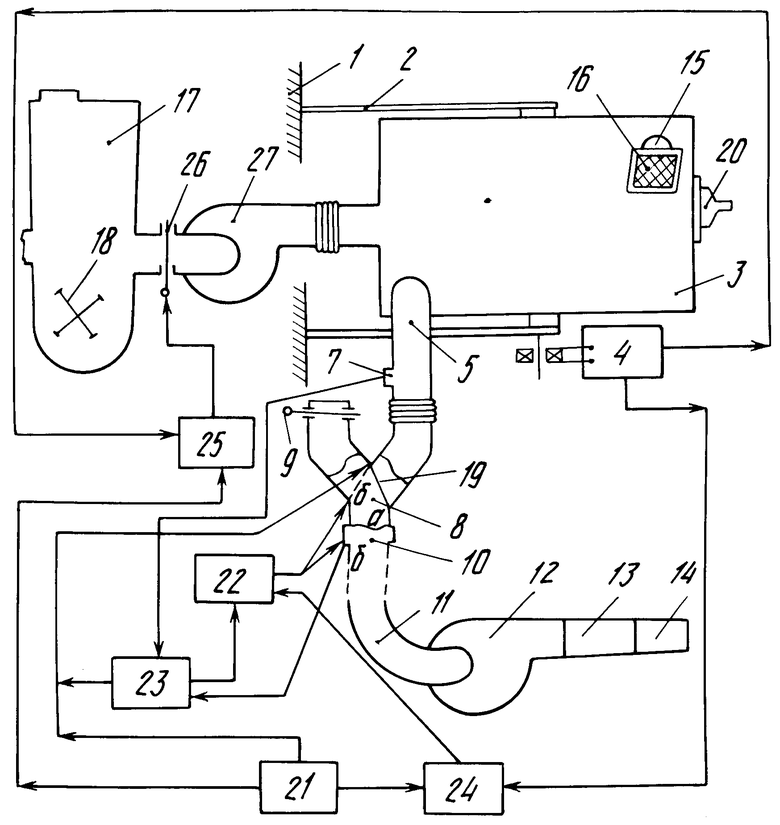
где m масса прошедшего в отсек пуха, кг;
ρ плотность потока воздуха, кг/м3;
V скорость потока пуха, м/с; t время заполнения пухом отсека, с;
S площадь сечения пуховоздуховода, м2.
| Патент США N 3942840, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
