Изобретение касается поверхностного пластического деформирования и может быть использовано для упрочняющей обработки отверстий маложестких деталей машин.
Цель изобретения повышение стойкости инструмента за счет уменьшения износа деформирующих элементов и внутренней щечки.
Инструмент для поверхностного пластического деформирования содержит корпус с наружной и внутренней щечками, образующими кольцевую камеру, открытую в направлении от оси инструмента к его периферийной поверхности, деформирующие элементы, расположенные в кольцевой камере с возможностью пространственного перемещения, и привод перемещения деформирующих элементов. Деформирующие элементы выполнены из ферромагнитного материала, привод перемещения деформирующих элементов в виде кольцевого магнита, соосного инструменту и образующего своей наружной поверхностью дно кольцевой камеры, наружная щечка выполнена из стали, а внутренняя из диамагнитного материала.
Такое выполнение инструмента обеспечивает замыкание магнитного потока через крайнюю щечку и деформирующие элементы. В результате возникающая при этом магнитная сила (действующая на деформирующие элементы в направлении подачи) компенсирует осевую силу деформирования (направленную противоположено подаче), прижимающей деформирующие элементы к внутренней щечке. Нагруженность контакта "деформирующие элементы внутренняя щечка" уменьшается, что уменьшает износ деформирующих элементов и внутренней щечки. Стойкость инструмента повышается.
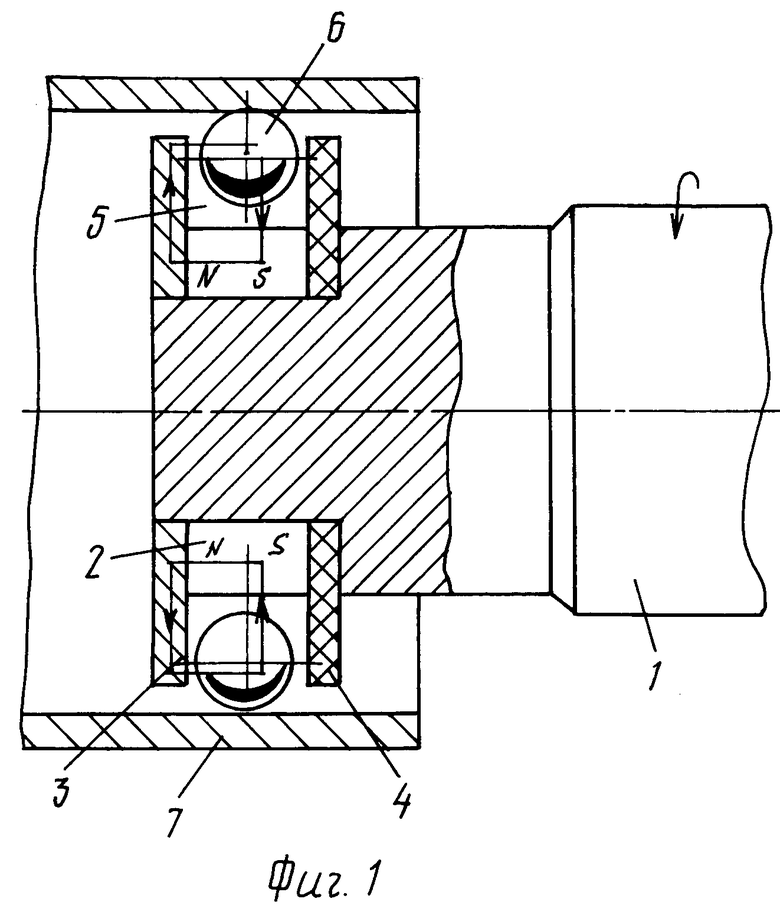
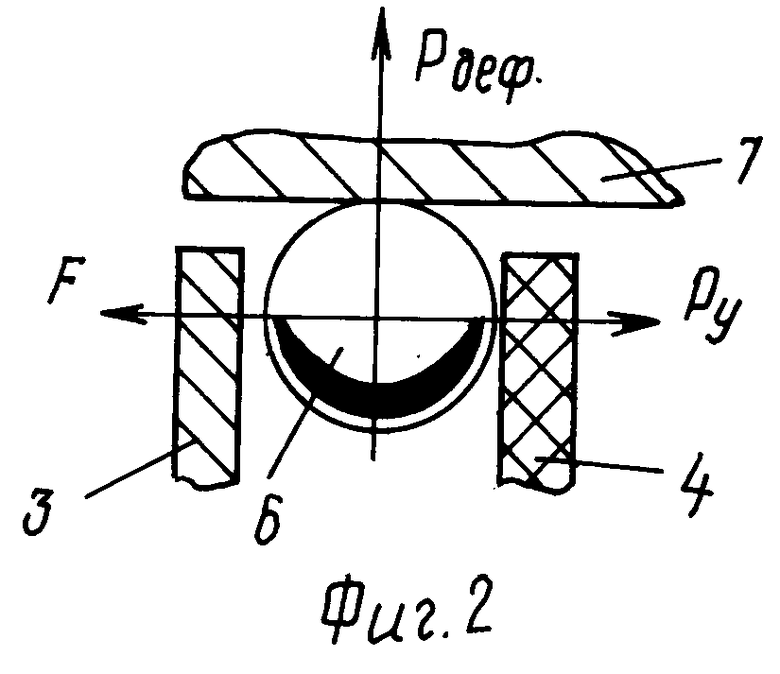
На фиг. 1 изображен общий вид инструмента; на фиг. 2 условно изображены действующие в процессе обработки на деформирующие элементы силы (силы приведены к геометрическому центру деформирующего элемента).
Инструмент содержит корпус 1 с наружной 2 и внутренней 3 щечками, образующими кольцевую камеру 4, открытую в направлении от оси 5 инструмента к его периферийной поверхности, деформирующие элементы 6, расположенные в кольцевой камере 4 с возможностью пространственного перемещения, и привод перемещения деформирующих элементов. Привод перемещения деформирующих элементов 6 выполнен в виде кольцевого магнита 7, установленного соосно оси 5 инструмента и образующей своей наружной поверхностью 8 дно кольцевой камеры 4. Деформирующие элементы 6 выполнены из ферромагнитного материала. Наружная щечка 2 выполнена из стали, а внутренняя щечка 3 из диамагнитного материала.
Деталь 9 устанавливают в патроне, а корпус 1 укрепляют в шпинделе станка. Корпус 1 вводят в отверстие обрабатываемой детали 9 и совмещают плоскость симметрии кольцевой камеры 4 с торцовой поверхностью детали. Корпусу 1 сообщают вращение и перемещают вдоль обрабатываемой поверхности. Под действием магнитного поля (от кольцевого магнита 7) деформирующие элементы 6 разгоняются в окружном направлении кольцевой камеры 4. Возникающая при этом центробежная сила (Рдеф) прижимает деформирующие элементы 6 к обрабатываемой поверхности детали 9, что обеспечивает осуществление процесса поверхностного пластического деформирования (см.фиг.2). Так как наружная щечка 2 выполнена из магнитного материала (стали), а внутренняя щечка 3 изготовлена из немагнитного материала, то в процессе обработки силовые линии магнитного поля (магнитный поток) замыкаются от кольцевого магнита 7 через щечку 2 и деформирующие элементы 6 (щечка 3 в схеме замыкания силовых линий магнитного поля участия не принимает, так как изготовлена из диамагнитного материала). В связи с этим деформирующие элементы 6 притягиваются к щечке 2 с усилием F, действующим по направлению подачи инструмента. При этом на деформирующие элементы 6 со стороны детали 9 (вследствие наличия осевой подачи инструмента) действует осевая сила деформирования Ру, прижимающая деформирующие элементы 6 к торцовой поверхности щечки 3 и направленная противоположно направлению подачи инструмента (см.фиг.2). Таким образом осевая сила деформирования Ру уравновешивается магнитной силой F (см.фиг.2), что приводит к уменьшению нагруженности контакта деформирующие элементы 6 внутренняя щечка 3. Износ деформирующих элементов 6 и щечки 3 уменьшается, что обеспечивает повышение стойкости инструмента.
В качестве примера конкретного выполнения можно привести обработку втулок с внутренним диаметром 80 мм и длиной 100 мм из стали 45 (НВ 280) и сплава Д16Т на станке модели 16К20Ф3, оснащенном специальным шпинделем. В качестве деформирующих элементов использовали шарики диаметром 10 мм из ШХ15 (НRCэ 62). Размеры постоянного кольцевого магнита (D x d x h) 50x10x15 мм. Материал магнита Sm Co5. Величина магнитной индукции 0,5-0,8 Тл.
Режимы обработки: скорость вращения шпинделя 0,1-8 м/с; осевая подача инструмента 60-800 мм/мин; осевая сила деформирования 20-25 Н; сила магнитного притяжения деформирующих элементов к поверхности наружной щечки 22-25 Н. Охлаждение масло индустриальное. Стойкость инструмента-прототипа 150 ч, а стойкость предлагаемого инструмента 600 ч.
Изобретение обеспечивает повышение стойкости до 4 раз.
Использование: в оснастке для отделочной обработки. Сущность изобретения: инструмент содержит корпус с кольцевой канавкой, образованной наружной щечкой из стали и внутренней из диамагнитного материала. Дно кольцевой канавки образовано кольцевым магнитом. В кольцевой канавке расположены деформирующие элементы из ферромагнитного материала. При вращении корпуса магнитное поле заставляет вращаться деформирующие элементы.Магнитное поле замыкается через них на наружную щечку, что уменьшает износ внутренней щечки. 2 ил.
ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, содержащий корпус с наружной и внутренней щечками, образующими кольцевую камеру, открытую в направлении от оси инструмента к его периферийной поверхности, деформирующие элементы, расположенные в кольцевой камере с возможностью пространственного перемещения, и привод перемещения деформирующих элементов, отличающийся тем, что, с целью повышения стойкости инструмента за счет уменьшения износа деформирующих элементов и внутренней щечки, деформирующие элементы выполнены из ферромагнитного материала, привод перемещения деформирующих элементов выполнен в виде кольцевого магнита, соосного с инструментом и образующего своей наружной поверхностью дно кольцевой камеры, наружная щечка выполнена из стали, а внутрення из диамагнитного материала.
| Ящерицын П.И., Минаков А.П | |||
| Упрочняющая обработка нежестких деталей в машиностроении | |||
| Минск, Наука и техника, 1986, с.68, рис.3.7. |
