Изобретение относится к электродуговой сварке, в частности для регулирования постоянного сварочного тока.
Известно устройство для регулирования сварочного тока, выполненное регулируемым балластным реостатом РБ-301. Регулированием тока обеспечивается поглощением части на сопротивление и превращением электрической энергии в тепловую. Прежде всего здесь нерационально используется электроэнергия, значительные затраты на изготовление, недолговечность, т.п. обуславливают нецелесообразность использования этого традиционного устройства в современных условиях.
Известно устройство для регулирования сварочного тока, содержащее тиристор-прерыватель, дроссель, коммутирующие ячейки и блоки управления. Регулирование тока обеспечивается прерывностью, паузами. Но наличие пауз приводит к снижению качества сварного соединения, в связи с чем использование описанного устройства ограничено.
Известно устройство для дистанционного регулирования величины сварочного тока, содержащее источник сварочного тока, переносной блок подачи команд и исполнительный блок, содержащий балластный реостат с коммутирующими элементами. Регулирование тока обеспечивается путем включения-отключения ступеней балластного реостата, что, как и в первом случае, нерационально в условиях жесткой экономии электроэнергии и ее высокой стоимости.
Цель изобретения исключить нерациональный расход электроэнергии, одновременно снизив стоимость и обеспечив необходимое качество питания, надежность устройства.
Достигается это тем, что в устройстве для регулирования сварочного тока, содержащем источник сварочного тока, блок подачи команд и исполнительный блок, содержащий балластный реостат с коммутирующими элементами, балластный реостат представляет собой резервуар с электропроводной жидкостью (в дальнейшем электролит) с помещенными в нее электродами, соединенными с коммутирующими элементами, другой выход которых подключен к источнику питания, при этом к одному электроду подключен сварочный кабель.
В предпочтительном варианте электроды, подсоединенные к коммутирующим элементам, выполнены с регулируемой площадью поверхности, погруженной в электролит, например, с увеличивающейся площадью каждого электрода, с регулированием величины погруженной поверхности, перемещением электрода и т.п.
Таким образом, известное решение усовершенствовано путем замены блока балластных реостатов, потребляющих электроэнергию, на проводник, меняющий свою электропроводность.
Между отличительными признаками и достигаемым техническим результатом имеется следующая причинно-следственная связь. Особенностью предложения является то, что регулирование сварочного тока осуществляется путем изменения электропроводности электролита и площади погруженных в нее электродов. Для проявления этого нового качества необходима следующая совокупность существенных отличительных признаков:
наличие резервуара с электролитом и электродами;
соединение каждого электрода с коммутирующими элементами, другой выход которых подключен к источнику питания, при этом к одному электроду подключен сварочный кабель.
Исключение из приведенной совокупности отличительных признаков хотя бы одного (любого) признака не обеспечивает получение нового качества регулирования сварочного тока при помощи электролита. В предпочтительном варианте предложения площади поверхностей электродов, погружаемых в электролит, выполнены регулируемыми, что расширяет диапазон регулирования, повышает его оперативность и плавность.
Описанное новое качество проявляется в техническом эффекте устраняются потери электроэнергии, одновременно обеспечивается требуемое качество питания, удешевление изготовления, надежность работы.
Заявляемое решение неизвестно из уровня техники и поэтому оно является новым.
Выполнение балластика в виде резервуара с электролитом и погруженными в нее электродами неочевидно для специалистов отрасли, не следует явным образом из уровня техники, в связи с чем можно сделать вывод о соответствии рассматриваемого решения уровню изобретения.
Заявляемое решение промышленно применимо, т.к. оно предназначено для использования в промышленности, содержит элементы, изготавливаемые промышленностью. Таким образом, заявляемое решение ново, имеет изобретательский уровень; промышленно применимо, т.е. соответствует критериям изобретения и на этом основании ему может быть представлена правовая охрана.
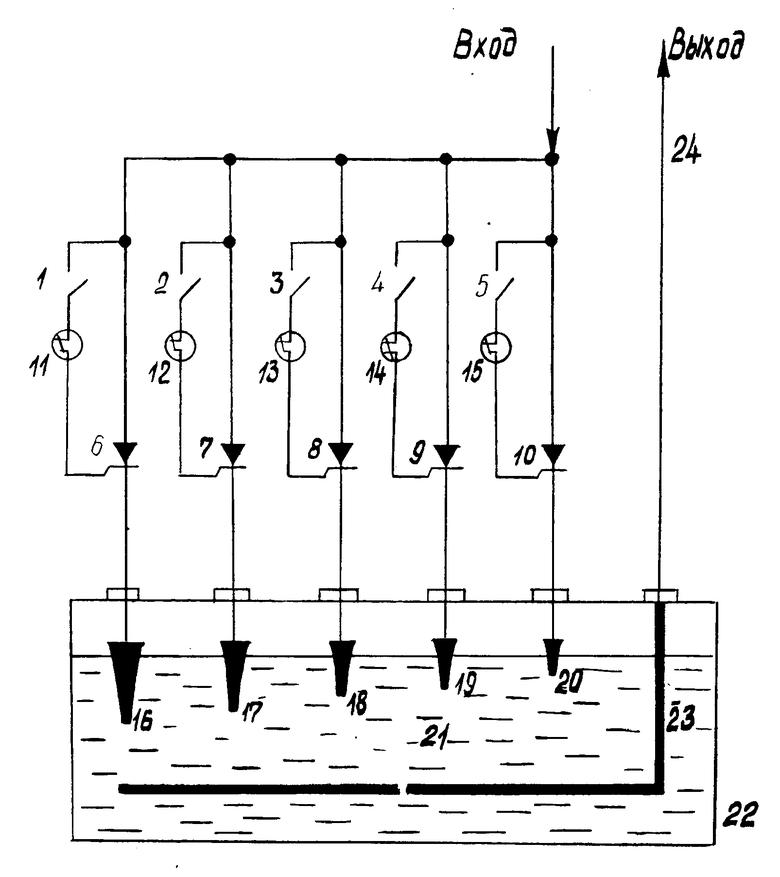
На чертеже изображена схема предлагаемого устройства.
Устройство содержит блок подачи команд из выключателей 1.5, который при необходимости может быть выполнен дистанционным, и исполнительный блок из электронной схемы, представляющей собой набор автономных коммутационных элементов из тиристоров 6.10, в цепь управления которыми включены упомянутые выключатели 1.5, и последовательно герконы 11.15. Аноды тиристоров 6.10 подключены к источнику питания, а катоды к электродам 16.20, погруженным в электролит 21, заключенный в резервуаре 22, представляющим собой проводник заданной проводимости между упомянутыми электродами 16.20 и электродам 23, подсоединенным к сварочному кабелю 24. Рассмотренный резервуар 22 с электродами 16.20 может быть выполнен в виде автономных емкостей с автономными, описанными выше коммутационными элементами (на чертеже не показано). Для повышения надежности работы герконы 11.15 размещаются возле токоведущей шины, при этом, для усиления магнитного поля шины на участке между тиристорами 6.10 и электродами выполнен петлей. Для повышения оперативности и плавности регулирования тока электроды 16.20 выполнены с возможностью регулирования площадей поверхностей, контактирующих с электролитом, например, конусообразными, с регулируемой величиной погружения, например, винтовым приводом, т.п.
Устройство работает следующим образом. На вход устройства подключается кабель от источника питания, а на его выход сварочный кабель 24. Сварщик набирает необходимый ему ток, включая тот или иной из выключателей 1.5 или их группу, тем самым подготавливая количество коммутирующих элементов-тиристоров 6.10 к работе. Замыкая сварочный электрод на массу свариваемого изделия, к закрытым тиристорам 6.10 подается напряжение по цепи: источник питания, аноды тиристоров 6. 10, катоды тиристоров 6.10, электроды 16.20, электрод 23, сварочный кабель 24, сварочный электрод, масса, источник питания. Тиристоры 6.10, у которых будут включены выключатели 1.5 откроются, пропуская через себя ток, определяемый площадь электродов 16.20 и проводимостью электролита. При прохождении тока через тиристоры 6.10, магнитное поле петли шины мгновенно включит герконы 11.15, т.е. их н.з. контакты разомкнутся и отключат цепь управления тиристоров 6.10, которые останутся в открытом состоянии.
При необходимости изменить величину тока сварщик дополнительно включает (выключает) бездействующие выключатели. Если они все включены, то дополнительное увеличение тока достигается увеличением поверхности электродов 16. 20, опускаемых в электролит 21. И, наконец, еще одной возможностью изменить силу тока является изменение проводимости электролита, с увеличением которой увеличивается пропускная способность балластика, сила тока.
Таким образом, в основу предложенного решения положено использование свойства диэлектрической жидкости превращаться в проводник. Жидкость, насыщенная электронами, становится проводником и пропускает определенный ток, величина которого обусловлена ее электропроводностью.
Благодаря предложенному устройству регулирования сварочного тока:
от источника питания потребляется ток величиной, необходимой для сварочного процесса, иными словами, величина потребляемого тока и сварочного почти одинакова, т.к. потери при прохождении через электролит незначительны (аналогично работе транзистора). Именно этот эффект создает экономию электроэнергии;
достигается исключение дорогостоящих материалов, используемых при изготовлении существующих балластных реостатов. Использование в качестве проводника электропроводной жидкости, например воды с добавлением соды, делает это устройство простым в изготовлении, удобным в эксплуатации, дешевым, общедоступным.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМЫЙ СВАРОЧНЫЙ ТРАНСФОРМАТОР ИЗАКСОНА | 1992 |
|
RU2054221C1 |
| РЕГУЛЯТОР СВАРОЧНОГО ТОКА | 1992 |
|
RU2053070C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036755C1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство для дистанционного регулирования величины сварочного тока | 1983 |
|
SU1189619A1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2002 |
|
RU2224628C1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 2002 |
|
RU2295427C2 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Устройство для регулирования процесса получения труднорастворимых металлов | 1985 |
|
SU1318616A1 |
Использование: устройство предназначено для регулирования сварочного тока и может быть использовано в сварочном производстве различных предприятий. Сущность изобретения: устройство содержит источник питания, блок подачи команд и исполнительный блок, содержащий балластный реостат с коммутирующими элементами. Управление величиной тока обеспечивается пропускной способностью электролита в резервуаре, куда опущены электроды, подсоединенные у упомянутым коммутирующим элементам, а один электрод к сварочному кабелю. Величина тока регулируется площадью электродов, концентрацией раствора. Балластный реостат может составляться и набором автономных резервуаров с электродами. 2 з. п. ф-лы, 1 ил.
| Устройство для дистанционного регулирования величины сварочного тока | 1983 |
|
SU1189619A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
