I
Изобретение относится к электродуговой сварке, а именно, к устройствам для дистанционного управления балластным реостатом при значительном удалении сварщика от источника тока.
Цель изобретения - повышение надежности эксплуатации устройства путем увеличения помехоустойчивости передачи команд.
На чертеже изображена схема устройства для дистанционного регулирования величины сварочного тока
Устройство состоит из силовых коммутирующих тиристоров 1 - 6, с помощью которых к сварочной цепи подключаются ступени балластного реостата 7. Этих ступеней шесть 8 - 13. Отпирающая цепь силовых коммутирующих тиристоров состоит из стабилитронов 14 - 19, резисторов 20 - 25 и замыкающих контактов 26-31 исполнительных реле. Переносной блок 32 подачи команд состоит из переключателей 33 - 38, зонда 39 для контакта блока 32 со свариваемым изделием и дешифратора, вьтолненного в виде соединения переключателей с кабелем управления
Переносной блок 32 подачи команд через кабель 40 управления и через промежуточные реле 41-44 подключен к стабилизатору 45 постоянного напряжения, а вход стабилизатора -подключен к входной рслёмме балластного реостата 7. Исполнительные реле 46-51 через полупроводниковые разделительные диоды 52 - 57 и через разомкнутые контакты промежуточных реле 41-44 соответственно 58-61, 62 - 65, 66 - 68, 69 - 70 и через замкнутый контакт исполнительного реле 71-72 подключены к выходу стабилизатора 43 постоянного напряжения. При этом другие концы реле 46-51, 71 подсоединяются к изделию. Первые разомкнутые контакты реле 46-51, 26-31 замыкают отпирающую цепь силовых коммутирующих тиристоров, а другие 73 - 78 являются блокируюпщми.
Устройство работает следующим образом.
Установка необходимого значения сварочного тока, т.е. включение определенньос ступеней балластного реостата осуществляется за счет кон
9619 -2
такта зонда 39 и свариваемого изделия. Поочередное включение и отключение переключателей 33 - 38 на переносном блоке 32 подачи команд 5 соответствует подключению к сварочной цепи ступеней 8-13 балластного реостата 7, а одновременное включение переключателей 33 и 38 и касание зондом 39 изделия
соответствует отключению балластного реостата полностью, после чего контакт электрода с изделием не зажигает сварочную дугу.
Например, при включении переключателя 35, который подключает
ступень балластного реостата 11, замыкается цепь: зонд 39, коммутирующий элемент 35, дешифратор - схема связи с кабелем управления, кабель
20 управления 40, промежуточные реле 42 и 43, стабилизированный источник 45 постоянного напряжения, свариваемоеизделие и зонд 39. Вследствие прохождения тока вклю- чаются промежуточные реле 42 и 43 и замыкаются все разомкнутые контакты 62 - 65, 66 - 68.
Таким образом, напряжение поступает только на исполнительное реле 49. После включения реле 49 замыкается собственный блокирующий контакт 76 в цепи питания и реле 49 остается во включенном состоянии. Одновременно замыкается в отпираю- .
5 щей цепи силового тиристора 4 разомкнутый контакт 29 исполнительного реле 49, вследствие чего на ртпиракщую цепь подается напряжение от анодной цепи тиристора. Отпирающий
0 ток определяется величиной резистора 23 и стабилитрона 17. Полупроводниковые диод 52 - 57 служат для предотвращения ложной цепи включения через кон акты промежуточ5 ньж реле. Аналогично включаются и остальные ступени балластного реостата.
Таким образом, включение переключателя 33 соответствует подключе0 нию ступени 13 балластного реостата, включение переключателя 34 - ступени 12 и т.д. Для полного отключения балластного реостата, что необходимо для перехода на другой
5 режим сварки, включают одновременно переключатели 33 и 38. При этом включаются все промежуточные релр. 41 - 44 исполнительное реле 71
своим замкнутым контактом 72 отключает питагацее напряжение исполнительных реле 46 - 51, вследствие чего размыкаются все контакты 73 78 и 26 - 31, т.е. размыкаются отпирающие цепи силовых коммутирующи тиристоров 1 - 6, и дальнейшее касание электрода с изделием не зажигает сварочную дугу.
В предлагаемом устройстве повышена надежность эксплуатации так как коммутация силовых цепей бесконтактная, что обеспечивает многократное включение и отключение ступеней балластного реостата, а также облегчает зажигание и отключение сварочной дуги за счет безынерционности тиристоров. Связь между переносным блоком подачи команд и исполнительным блоком осуществляется по постоянному току через кабель управления и потому сигналы связи не зависят от величины помехи и тем самым увеличивается надежность коммутации. Устройство содержит минимальное количество комплектукнцих изделий.
Управление устройством импульсное, что также повышает надежность
1896194
работы, простоту эксплуатации и ремонтопригодность.
Принцип работы предлагаемого устройства обеспечивает надежную работу при изменении температуры окружающей среды в широком диапазоне, что особенно важно при сварке на открытом воздухе.
Устройство обеспечивает ограниtO чение напряжения холостого хода и при необходимости дистанционное отключение источника сварочного тока (балластного реостата), что необходимо для перехода на друfS гой режим сварки или при обесточивании всей цепи. С этой точки зрения устройство значительно повышает электробезопасность в сварочном производстве.
Устройство питается от источника сварочного тока (от входной клеммы балластного реостата), что исключает использование для этих
25 целей других сетей, автономных источников тока, и питание не зависит от величины сварочного напряжения, что обеспечивает универсальность применения и простоту эксплуатации. -ffi Л -xfl J J4 {Ц ЬИж :i3JiE гЛж-О 61 65 J8 70 7 0 48 Ч 47 .7 66 5г 5г п щу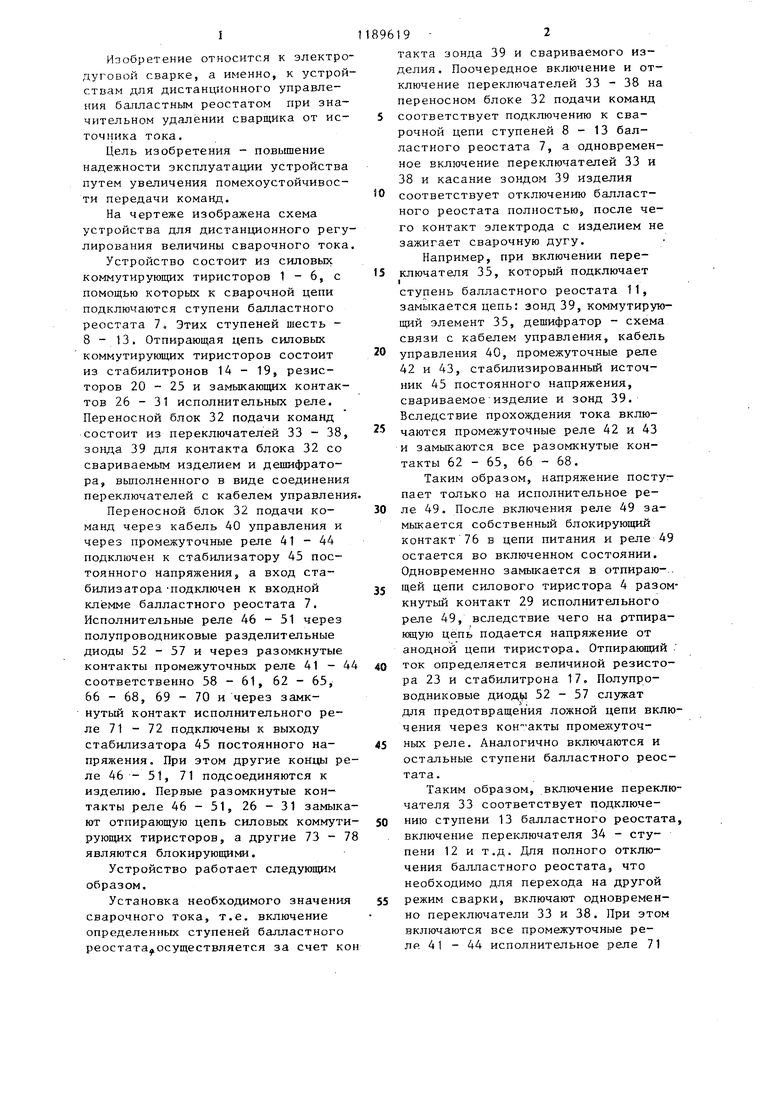
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1990 |
|
SU1738526A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1988 |
|
SU1556837A2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СВАРОЧНОГО ТОКА | 1992 |
|
RU2049617C1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1988 |
|
SU1532223A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство для приема команд телеуправления | 1990 |
|
SU1781687A2 |
| СТАБИЛИЗАТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2158954C1 |
УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ СВАРОЧНОГО ТОКА, содержащее источник сварочного тока, переносной блок подачи команд и исполнительный блок, содержащий балластньш реостат с коммутирующими элементами, отличающееся тем, что, с целью повьш1ения надежности эксплуа -ации устройства путем увеличения помехоустойчивости передачи команд, в блок подачи команд введены зонд, п переключателей и дешифратор, при этом в исполнительный блок введены п.исполнительных реле с двумя замыкающими контактами и одно исполнительное реле с размыкающим контактом,п-2 промежуточных реле с замыкаюпщми контактами, стабилизатор постоянного напряжения и разделительные диоды, .причем коммутирующие элементы вьшолнены в виде п силовых ключей, вход стабилизатора постоянного напряжения подключен к источнику сварочного выход стабилизатора через промежуточные реле и дешифратор связан с переключателями, при этом исполнительные реле с замыкакнцими контактами через i контакты промежуточных реле и разделительные диоды, а исполниСЛ тельное реле с размыкающим кон--тактом через контакты .промежуточных реле подклюг1ены к стабилизатору постоянного напряжения, при этом одни замыкающие контакты исполнительных реле подключены в управляющие цепи силовых ключей, оо а другие - параллельно цепи, обра г зованной контактами промежуточо ных реле и разделительными диодами, а в общую цепь питания п иссо полнительных реле с замыкающими контактами включен размыкающий контакт исполнительного реле.
| Авторское свидетельство СССР № 759257, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
