Изобретение относится к оптоэлектронике, в частности к способам изготовления электролюминесцентных полупроводниковых источников излучения, и может быть использовано в производстве электролюминесцентных источников света систем подсветки, индикации, создания объемных контурных изображений и световых эффектов.
Известен способ изготовления электролюминесцентных источников света, включающий операции погpужения подложки в раствор диэлектрического связующего вещества и механического внедрения (втирания) электролюминофора [1] При реализации способа необходимо высокое качество обработки поверхности подложки для обеспечения возможности нанесения прозрачного электрода и вывода излучения. Существенным недостатком является также низкая производительность дискретных технологических операций связанная, в частности, с необходимостью загрузки и разгрузки подложки в емкость с раствором, контейнер и контейнера на каретку колебательной установки. Дискретность процесса изготовления значительно затрудняет автоматизацию производства электролюминесцентных источников света указанным способом.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления электролюминесцентного источника света на основе, по крайней мере, двух волокон, покрытых тонким слоем электролюминофора в диэлектрической связке, размещенного между электродами, включающий погружение волокон в смесь электролюминофора с диэлектрическим связующим с последующей сушкой, нанесением защитного покрытия, резкой на части, распайкой выводов и изоляцией торцевых поверхностей [2]
Производительность способа ограничена особенностями технологического процесса, связанного, в частности, с предварительной резкой переплетенных волокон на части для обеспечения возможности формирования электродов и необходимостью перезагрузок, что не позволяет организовать при реализации способа непрерывный процесс изготовления электролюминесцентного источника света и соответственно автоматизировать производство.
Способ так же, как и предыдущие, не применим для изготовления электролюминесцентных источников света большой протяженности, поскольку ограничивает линейные размеры источников малыми допустимыми величинами подложек.
Возможность изготовления гибких электролюминесцентных источников света большой протяженности при одновременном повышении производительности и обеспечении возможности автоматизации производства достигается тем, что в известном способе изготовления электролюминесцентных источников света на основе волокон, покрытых тонким слоем электролюминофора в диэлектрической связке, размещенного между электродами, включающем погружение волокон в смесь электролюминофора с диэлектрическим связующим с последующей термообработкой, нанесением защитного покрытия, резкой на части, распайкой выводов и изоляцией электродов на торцовых поверхностях, предварительно формируют электроды из чередующихся волокон электропроводящего материала с изоляцией на поверхности и без нее размещая их вдоль оси источника, волокна протягивают через мягкую пластичную массу смеси электролюминофора с диэлектрическим связующим, уплотняют слой смеси на поверхности волокон, удаляют избыток смеси и одновременно уплотняют ее в углублениях рельефа и разделяют слой электролюминофора на дискретные области, наносят защитное покрытие, после чего в процессе термообработки полимеризуют диэлектрическое связующее, режут на части, распаивают выводы и герметизируют торцoвые поверхности.
Возможность изготовления электролюминесцентных источников света большой протяженности при одновременном повышении производительности и обеспечении возможности автоматизации производства достигается также тем, что в известное устройство для реализации способа изготовления электролюминесцентных источников света, содержащем устройства для нанесения смеси электролюминофора с диэлектрическим связующим, нанесения защитного покрытия и термообработки введены транспортер, устройства для формирования электродов и устройства уплотнения слоя электролюминофора, последовательно размещенные за устройством для нанесения смеси электролюминофора с диэлектрическим связующим, причем в качестве ленты транспортера используют волокна электродов, размещенные вдоль оси электролюминесцентного источника, а устройство термообработки для полимеризации диэлектрического связующего размещено за устройством для удаления слоя электролюминофора.
Возможность изготовления электролюминесцентных источников света большой протяженности при одновременном повышении производительности и обеспечении возможности автоматизации производства достигается тем, что в известном способе изготовления электролюминесцентных источников света на основе волокон покрытых тонким слоем электролюминофора в диэлектрической связке, размещенного между электродами, включающего погружение волокон в смесь электролюминофора с диэлектрическим связующим, последующими термообработкой, нанесением защитного покрытия, резкой на части, распайкой выводов и изоляцией торцовых поверхностей, предварительно формируют электроды из чередующихся волокон электропроводящего материала с изоляцией на поверхности и без нее, размещая их вдоль оси источника с образованием рельефной поверхности, волокна протягивают через мягкую пластичную массу смеси электролюминофора с диэлектрическим связующим, наносят в качестве защитного покрытия слой материала диэлектрического связующего, уплотняют слой на поверхности волокон, удаляют излишек, после чего либо в процессе термообработки полимеризуют диэлектрическое связующее, режут на части, распаивают выводы и герметизируют торцoвые поверхности, либо режут на части, распаивают выводы и в едином процессе термообработки полимеризуют диэлектрическое связующее и герметизируют торцовые поверхности.
Возможность изготовления электролюминесцентных источников света большой протяженности при одновременном повышении производительности и обеспечении возможности автоматизации производства достигается также тем, что в известное устройство для реализации способа изготовления электролюминесцентных источников света, содержащее устройство для нанесения смеси электролюминофора с диэлектрическим связующим, нанесения защитного покрытия и термообработки дополнительно введены транспортер, устройство для формирования электродов и устройства уплотнения слоя электролюминофора и защитного покрытия, последовательно размещенные за устройствами для нанесения смеси электролюминофора с диэлектрическим связующим и нанесения защитного покрытия соответственно, причем в качестве ленты транспортера используют волокна электродов, размещенные вдоль оси электролюминесцентного источника света, а устройство термообработки для полимеризации диэлектрического связующего размещено за устройством для нанесения защитного покрытия.
Во всех ранее известных способах изготовления излучающая область электролюминесцентного источника света формируется на подложке последовательным нанесением на ее поверхность электропроводящего, электролюминесцентного и защитного слоев. При этом либо подложка и один из электродов, либо электрод, размещаемый на электролюминесцентном слое и защитное покрытие должны быть выполнены прозрачными для обеспечения возможности вывода излучения.
В предлагаемом способе изготовления отпадает необходимость в использовании специально подготовленной подложки, формировании электропроводящих слоев и слоя электролюминофора на ее поверхности, изготовления подложки и одного из электродов из светопропускающих материалов. Количество технологических операций в предлагаемом способе значительно сокращается по сравнению с известными способами, вследствие чего производство упрощается и повышается его эффективность. Изменяется последовательность технологических операций изготовление источника света начинается с формирования совокупности электродов, размещенных вдоль оси источника с образованием рельефной поверхности, углубления рельефа которой заполняют смесью электролюминофора с диэлектрическим связующим с последующим нанесением защитного покрытия как на поверхность электролюминофора, так и на свободные от него участки поверхности совокупности электропроводящих волокон, образующих электроды источника. Дискретное размещение электролюминофора на поверхности электродов, выполненных из пластичных электропроводящих волокон, в отличие от сплошного слоя электролюминофора формируемого известными способами представляет возможность изгиба излучающей области без ее разрушения.
Указанная последовательность операций позволяет осуществить непрерывный процесс производства протяженных и возможно гибких электролюминесцентных источников света различной формы: цилиндрические, плоские, панели. Особенностью способа, ранее не известной из источников патентной и научно-технической информации, является первоначальное формирование электродов и использование их в качестве несущей основы для слоя электролюминофора, а также в качестве ленты транспортера, исключающего необходимость перезагрузок и связывающего операции в единый непрерывный процесс изготовления, наиболее удобный для автоматизированного производства. Использование мягкой пластичной массы смеси электролюминофора с диэлектрическим связующим позволяет наносить и закреплять тонкие слои электролюминофора на любые поверхности. При уплотнении и удалении излишков смеси происходит процесс, аналогичный "втиранию" электролюминофора и разделение электролюминесцентного слоя на дискретные электролюминесцентные конденсаторы в углублениях рельефа. Нанесение защитного покрытия в данном способе осуществляется непосредственно после формирования электролюминесцентного слоя, что исключает возможность влияния на него внешних воздействий в процессе формирования контактного электрода, присущих остальным способам изготовления.
Указанные особенности способа изготовления обуславливают необходимость в составе устройства для реализации способа дополнительных элементов, как ранее не использовавшихся в процессе изготовления электролюминесцентных источников света, в частности, либо проводоукладывающих, либо навивочных, либо скручивающих устройств, валков для уплотнения, роликов и двигателя транспортера, фильеры, либо регулируемой щелевой диафрагмы для уплотнения и разделения слоя электролюминофора, емкости для пластичной массы защитного покрытия, так и использовавшихся ранее валков для закрепления пленочного защитного покрытия панелей.
Технический результат от использования изобретения заключается в повышении производительности и возможности автоматизации процесса изготовления электролюминесцентных источников света большой протяженности различной формы, в том числе и гибких. Изобретение позволяет также потребителю осуществлять при необходимости резку электролюминесцент- ного источника на части необходимых размеров.
Электроды электролюминесцентного источника света образуют рельефную основу либо сердечник для нанесения электролюминесцентного слоя.
Сердечник источника света, образованный его элементами, состоит из двух или более электродов, электроизолированных между собой диэлектрическим материалом, который может быть выполнен прозрачным. Электроизоляция может быть выполнена также в виде покрытия диэлектриком одного из электродов (при двух электродах в сердечнике). Электроды (или один из них) могут быть выполнены как в виде тонкой металлической проволоки (или пучка тонких проволок), прочных на изгиб, так и в виде электропроводящей нити из другого материала, например, полимерного, в том числе из прозрачного.
Электроды могут быть установлены прямолинейно, либо скручены или сплетены между собой, с формированием рельефной поверхности по длине полосы, скрутки или сплетения, или в виде углублений рельефа плетеной основы.
В углублениях рельефа поверхности полосы, скрутки или сплетения, т.е. в области с величиной напряженности возбуждающего электрического поля, равной
Н= 104-105В/см, нанесен, касаясь электродов, электролюминофор с диэлектрическим связующим. Размеры углублений рельефа поверхности полосы, скрутки или сплетения накладывают ограничения на максимальный размер зерна заполняющего их электролюминофора. Оптимальный размер углублений рельефа поверхности для нанесения электролюминофора достигается подбором толщин электродов и дополнительного прозрачного диэлектрика нитевидной формы, а также подбором шага их скрутки или сплетения.
Для обеспечения возможности регулирования параметров светового потока и регулирования шага углублений рельефной поверхности полосы, скрутки или сплетения электродов, в скрутке или сплетении электродов сердечника либо основы источника света может быть размещен дополнительный диэлектрик (один, два или более) нитевидной формы, выполненный из прозрачного материала. Введение дополнительных диэлектриков, например, в виде оптически прозрачных полимерных нитей различной толщины, позволяет управлять рельефом скрутки или сплетения и во всех случаях повышает прочность конечного изделия на растяжение. При использовании полос и плетеной рельефной основы электролюминесцентных панелей волокна электродов переплетены с поперечно расположенными волокнами диэлектрика.
Один из электродов (или группа электродов) в скрутке или сплетении может быть установлен при скрутке прямолинейно, а оставшиеся электроды (один или несколько) размещены с образованием вокруг прямолинейно установленного электрода круговой навивки (сплошной или с определенным шагом). При этом остальные электроды могут быть выполнены прозрачными и навиты на первый, как совместно с дополнительным (одним, двумя или более) прозрачным диэлектриком нитевидной формы с формированием смежнопарного рельефа поверхности скрутки спиралевидной формы, так и без него. Электроды могут быть также навиты на прямолинейно установленный электрод, либо стержень из диэлектрика, как в прямом, так и в обратном направлениях с образованием сетчатого покрытия, а электролюминофор может быть нанесен на прямолинейно установленный электрод.
Для повышения степени светоотдачи поверхности электродов, например, как прямолинейно установленного в скрутке электрода, так и других электродов скрутки, могут быть выполнены светоотражающими, в частности, зеркальными, например, путем вакуумного напыления на поверхность электродов алюминия.
Электроды и дополнительный диэлектрик могут быть выполнены как равного сечения (кругового в виде окружности или овального, или в виде многогранника, или в виде неправильной формы), так и неравного сечения, как по площади, так и по его форме. Сечение электродов и диэлектрика может быть равным или переменным по длине скрутки или сплетения сердечника источника света.
Поверхности электродов и дополнительного диэлектрика могут быть выполнены как гладкими, например, кругового сечения, постоянного по всей их длине, так и рельефными, например, с периодическим изменением сечения по их длине. Последний вариант выполнения элементов сердцевины позволяет изменять глубину набивки электролюминофора в углубления поверхности рельефа сердцевины источника.
Электроды могут быть также выполнены из прозрачного токопроводящего материала, например из токопроводящего прозрачного полимера.
Весь сердечник, состоящий из скрученных или сплетенных между собой электродов с дополнительным диэлектриком, углубления рельефа поверхности которых заполнены электролюминофором с диэлектрическим связующим, помещен в герметичную гибкую оболочку трубчатой формы, выполненную из прозрачного диэлектрического материала.
В качестве электродов использован провод латунный без электроизоляции марки Л-62М, диаметром 0,12 мм и провод медный с изоляцией марки ПЭВ-1, диаметром 0,14 мм. В качестве дополнительного диэлектрика использована полимерная нить "DX Exllent" диаметром 0,10 мм. В результате скрутки электродов с полимерной нитью диэлектриком при шаге 930 витков/м получен сердечник источника, в образованные углубления рельефа поверхности которой размещен электролюминофор в органической связке. Сформированный таким образом сердечник с мозаичной структурой электролюминесцентного покрытия помещен в гибкую герметичную прозрачную изолирующую оболочку, выполненную из полиэтилена низкого давления марки ПЭНД 20408-007 толщиной 0,2 мм со светопропусканием в видимой области спектра до 94% Напряженность электрического поля пробоя полиэтиленового слоя составляет величину до 1000 кВ/см. Изолирующая оболочка может быть окрашена введением органических и неорганических красителей в цвета, соответствующие длине излучения источника света.
В другом примере конкретного выполнения использованы два оптически прозрачных электрода (электропроводящий пластиковый шнур марки ЭПШ-16В) диаметром 1,2 мм с электроизоляционным слоем толщиной 0,2 мм, скручены совместно с оптически прозрачным полимерным моноволокном диаметром 0,4 мм при шаге 410 витков/м. В углубления скрутки проведено "втирание" цинкосульфидного электролюминофора в связующем диэлектрике. Скрутка покрыта слоем полиэтилена толщиной 0,2 мм. Полученный электролюминесцентный источник света позволяет создать разнообразные формы путем его изгибания в любом направлении с радиусом изгиба до 5 мм.
Электролюминесцентный состав для нанесения в углубления рельефа поверхности образованной скрутки готовился при соблюдении следующих пропорций и порядка смешивания, вес.ч.
Эпоксидная смола
(связующее) марки ЭД-20 0,90-1,10
Дибутилфтaлат (пластификатор) 0,80-0,12 Электролюминофор 1,32-1,48
Полиэтиленполиамид
(отвердитель) марки ПЭПА 0,08-0,12
При изготовлении электролюминесцентного состава были использованы просеянные (средний диаметр 20-30 мкм) серийные электролюминофоры, указанные в таблице.
В процессе изготовления электролюминесцентного источника света используются известные методы, приемы, технологические операции и устройства для их реализации.
Предварительно сформированные, как показано выше, электроды электролюминесцентного источника света протягивают с погружением через подготовленную (тщательно перемешанную до образования однородного состава с равнораспределенными по массе смеси кристаллами электролюминофора) и подогретую до образования мягкой пластичной массы смесь электролюминофора с диэлектрическим связующим. Смесь загружают в ванну или используют экструдер. При больших концентрациях пластификатора и отвердителя либо использовании других марок связующего, например термопластов, необходимость в подогреве смеси отпадает).
Затем электроды со слоем смеси электролюминофора пропускают через валки для уплотнения слоя на поверхности электродов, в процессе которого осуществляется первичное втирание смеси электролюминофора с связующим в углублениях рельефа на поверхности электродов, при этом электроды выполняют роль ленты транспортера, а валки тянущих роликов. Далее электроды протягивают через отверстие с формой, соответствующей форме сечения совокупности волокон электродов, размещенных вдоль оси источника (ленты транспортера), для окончательного втирания смеси с одновременным снятием излишков и разделением слоя электролюминофора на участки в углублениях рельефа, образующие дискретные электролюминесцентные конденсаторы. В качестве устройства с ограничивающими отверстиями при круглом сечении источника света используются сменные фильеры для плоских ленточных источников света, а также с более сложными формами сечения используются регулируемые диафрагмы как щелевые, так и с более сложной формой отверстий. Затем в процессе термообработки при температурах 50-80оС в течение 4-12 ч осуществляют полимеризацию связующего электролюминесцентного слоя. Термообработка осуществляется в процессе протягивания через туннельную печь либо стандартную установку для ИК сушки (например, фоторезиста). Далее электроды с нанесенным электролюминофором протягивают через расплав полиэтилена либо другой изолятор, образующий защитное покрытие, необходимое для герметизации поверхности источника света. Расплав полиэтилена размещен в ванне либо одновременно с электродами поступает в экструдер. Затем производят резку полученного электролюминесцентного конденсатора на части требуемой для изготавливаемого конкретного типа источника света длины, распайку выводов с одной стороны и изоляцию торцовых поверхностей с последующими контрольными испытаниями.
Термообработка для полимеризации диэлектрического связующего может быть проведена и после нанесения защитного покрытия. В этом случае предварительно сформированную совокупность электродов электpолюминесцентного источника света протягивают с погружением через подогретые до образования мягкой пластичной массы смесь электролюминофора с диэлектрическим связующим и диэлектрическое связующее. Смесь и диэлектрическое связующее загружают в ванну, разделенную на две части перегородкой с отверстиями, форма которого соответствует форме сечения совокупности волокон электродов, размещенных вдоль оси источника. При переходе совокупности волокон, образующих электроды, из ванны со смесью в ванну с диэлектрическим связующим, происходит втирание смеси в углубления рельефа ее поверхности с образованием дискретных электролюминесцентных конденсаторов. В дальнейшем при протягивании через пластичную массу диэлектрического связующего формируется защитное покрытие, необходимое для герметизации излучающей области с электродами от внешних воздействий.
Совокупность электродов с электролюминофором в углублениях рельефа поверхности, покрытую защитным слоем диэлектрического связующего пропускают через валки для уплотнения защитного слоя и туннельную печь либо стандартную установку для ИК сушки (например, фоторезиста). При необходимости удовлетворения повышенных требований к защите источника света, при использовании его в заведомо неблагоприятных условиях (повышенная влажность, агрессивная среда и т.д.) наносят слой второго защитного покрытия, протягивая полученную структуру через расплав полиэтилена либо другого изолятора.
Затем производят резку полученной светоизлучающей области электролюминесцентного источника света на части требуемой для изготавливаемого типа источника длины, распайку выводов с одной стороны и изоляцию торцевых поверхностей электродов без формирования выводов с другой с последующими контрольными испытаниями.
В этом случае, кроме того, возможно при использовании в качестве связующего термопластов, сматывание получаемого источника на барабан с последующей термообработкой всей бухты источника света, либо, при использовании в качестве связующего композиции на основе эпоксидных смол, предварительное разделение на отдельные источники света и совмещение их термообработки с герметизацией торцевых поверхностей.
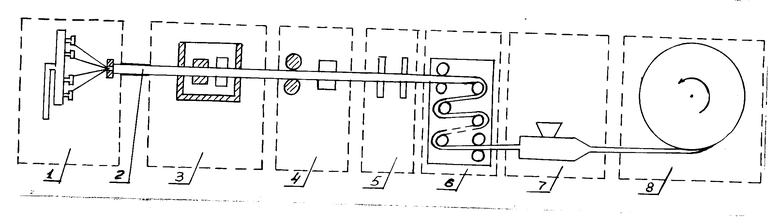
При изготовлении ленточных источников света, либо панелей нанесение защитного покрытия, герметизирующего их поверхность, осуществляется лентами полимерных пленок, пропускаемыми совместно с ленточным источником света (по обе его стороны) через нагретые валки, также исполняющие роль тянущих роликов. Транспортировку ленты из электродов с операции на операцию обеспечивают либо механизм вращения устройства, обеспечивающий ее сматывание на барабан, либо сменные опорные ролики и тянущие, выполненные в виде валков, причем ролики адаптируются к форме сечения источника света (см. чертеж).
На чертеже приняты следующие обозначения: 1 устройство для формирования электродов источника света; 2 электроды-транспортер; 3 устройство для нанесения смеси электролюминофора с диэлектрическим связующим; 4 устройство для уплотнения слоя электролюминофора на электродах; 5 устройство для удаления излишков слоя электролюминофора с электродов; 6 устройство термообработки для полимеризации диэлектрического связующего; 7 устройство для нанесения защитного покрытия; 8 приемный барабан.
Указанные особенности способа изготовления позволяют поставлять потребителю источники света определенного раз- мера, а также в виде рулонов и катушек, что резко повышает удобства работы с ними при использовании в рекламном деле, производстве товаров народного потребления, например, при изготовлении елочных гирлянд, светящихся костюмов, декораций, занавесей, элементов интерьеров, цветомузыкальных установок, светящихся знаков дорожного движения и т.д.
Способы и устройства для их реализации позволяют изготавливать мягкие, небьющиеся, гибкие источники света длиной более 10 м в виде цветных нитей толщиной 1-3 мм с энергопотреблением 0,1 Вт/м, стержней и панелей.
При необходимости, в частности при работе в условиях повышенной влажности (уличная реклама и т. п.), можно получить повышенную герметичность и изоляцию сердечника объекта с оболочкой, вводя, например, его внутрь гибкой прозрачной диэлектрической трубки, выполняющей функцию защитного покрытия, либо нанесением дополнительного диэлектрического прозрачного герметичного слоя, создавая на поверхности первого слоя дополнительное защитное покрытие.
При реализации многоэлектродных конструкций, которые характеризуются повышенной светоотдачей за счет увеличения площади излучаемой поверхности, электроды, образующие сердцевину, могут как скручиваться, так и сплетаться, что приводит к разнообразию мозаичной фактуры светоизлучающей поверхности источника. Многоэлектродные источники света имеют повышенную прочность при разрывном усилии.
Основные технические характеристики, общие для различных модификаций получаемых источников света следующие:
основные цвета свечения: красный, зеленый, синий, желтый, а также производные цвета;
яркость свечения (в зависимости от цвета свечения): 1-40 Кд/м2;
питание: сетевое (220 В, 50 гц) или автономное, через преобразователь напряжения;
потребляемая мощность: 120-150 мВт/м;
инерционность (время вкл. и выкл.): 100-140 м кс;
минимальный радиус кривизны изгиба источника: 2 мм;
количество допустимых изгибов по длине источника: не менее 20 (на отрыв), до 100 (при r=3 мм), до 500 (при r=5 мм);
усилие на разрыв: не менее 10 Н;
напряженность поля пробоя изоляции: (3-6)х105 В/см;
удельная масса 1 пог.м объекта: 0,5-15 г;
температурный диапазон эксплуатации: -20- +30о/С;
допустимая влажность: 100%
время непрерывной работы: 100-1000 ч;
срок хранения при нормальных условиях: не менее 2-х лет.
Принцип работы получаемого источника света основан на эффекте электролюминесценции полупроводников цинкосульфидной группы, в соответствии с которым электролюминесцентный слой (электролюминофор), питаясь энергией электрического поля, испускает свечение рекомбинационным или нерекомбинационным путем.
При приложении к электродам напряжения питания с амплитудой в диапазоне 100-300 В и частотой 5-10 кГц электролюминофор в органическом связующем в зависимости от марки светится зеленым, красным, синим, желтым светом. Смешивая различные марки электролюминофора, можно получить различные оттенки полной гаммы цветов, в т.ч. и белый цвет.
Питание всех модификаций получаемых источников света обеспечивается как от автономного источника с использованием преобразователя, так и с помощью преобразователя сетевого напряжения.
Спектры излучения заявленного объекта на основе электролюминофорной группы ZnS главным образом определяются типом введенного активатора. Спектр свечения электролюминофоров этого класса сложный: кроме основной полосы свечения в нем присутствуют ясно выраженная вторая, а иногда и третья полосы. Соответствующее окрашивание защитного покрытия позволяет отфильтровывать основную полосу свечения. Яркость основная эксплуатационная характеристика источников света. Зависимость яркости В от величины приложенного напряжения U хорошо аппроксимируется степенной функцией:
B ≈ Us,
где 2< S < 3.
Использование заявленного технического решения позволяет обеспечить достижение следующих преимуществ по сравнению с известными:
возможность изготовления протяженных гибких источников света любой формы сечения, в т.ч. ленточных и панелей;
отсутствие необходимости разработки специализированного оборудования, поскольку в процессе изготовления источника света используются известные материалы, методы, приемы, технические операции и стандартное технологическое оборудование, широко использующееся в электротехнической, химической, радиоэлектронной промышленности и некоторых других отраслях;
повышение производительности процесса производства электролюминесцентных источников света;
возможность выделения необходимой полосы свечения и управления цветовой гаммой за счет использования окрашенных защитных слоев. Окрашивание защитных слоев позволяет также улучшить внешний вид электролюминесцентных источников света в выключенном состоянии, что расширяет возможности дизайнеров при использовании их в качестве самостоятельных элементов интерьера;
возможность автоматизации процесса производства электролюминесцентных источников света;
удобства использования электролюминесцентных источников света для потребителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА (ВАРИАНТЫ) | 1992 |
|
RU2050041C1 |
| Елочная игрушка | 1991 |
|
SU1831316A3 |
| Устройство декоративного освещения | 1991 |
|
SU1804583A3 |
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2096932C1 |
| ГИБКИЙ ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА | 1996 |
|
RU2124281C1 |
| Способ и устройство для изготовления гибкого электролюминесцентного источника света | 2018 |
|
RU2690042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЮМИНЕСЦЕНТНОЙ ПАНЕЛИ | 2008 |
|
RU2381637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ЗНАКОВОГО ИНДИКАТОРА С ИЗМЕНЯЮЩИМСЯ ЦВЕТОМ СВЕЧЕНИЯ | 1991 |
|
RU2012949C1 |
| Электролюминесцентный гибкий источник света МИНИ-НЕОН | 2016 |
|
RU2624915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА | 2003 |
|
RU2253951C2 |
Использование: в производстве электролюминесцентных источников света систем подсветки, индикации, создания объемных контурных изображений и световых эффектов на торцевых поверхностях предварительно формируют электроды электролюминесцентного источника из чередующихся волокон электропроводящего материала с изоляцией и без нее, размещая их вдоль оси источника с образованием рельефной поверхности, волокна протягивают через мягкую пластичную массу смеси электролюминофора с диэлектрическим связующим, уплотняют слой смеси на поверхности волокон, удаляют избыток смеси и одновременно уплотняют ее в углублениях рельефа и разделяют слой электролюминофора на дискретные области, после чего в процессе термообработки полимеризуют диэлектрическое связующее и наносят защитное покрытие. Процесс термообработки может быть осуществлен после нанесения защитного покрытия как до резки на части, так и после нее совместно с герметизацией торцевых поверхностей. Устройство для реализации способа дополнительно к устройствам для нанесения смеси электролюминофора с диэлектрическим связующим, нанесения защитного покрытия и термообработки содержит транспортер и устройства для формирования электродов из волокон, уплотнения и удаления излишков электролюминофора, последовательно размещенные за устройством для нанесения смеси, причем в качестве ленты транспортера используют волокна электродов, размещенные вдоль оси электролюминесцентного источника света, устройство термообработки для полимеризации органического диэлектрического связующего размещено за устройством для удаления излишков электролюминофора. Устройство для нанесения защитного покрытия может быть размещено как между ними, так и за устройством для термообработки. 2 с. и 3 з. п. ф-лы, 1 ил. 1 табл.
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА | 0 |
|
SU318183A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
