Изобретение относится к электролюминесцентным источникам света, в частности к способу изготовления электролюминесцентной панели.
Известны электролюминесцентные панели, одним из электродов в которых является алюминиевая фольга, а другим прозрачная проводящая пленка, где между электродами имеется электролюминесцентный слой. Если пленочный электрод сформирован на твердой основе (например, стекло), получается жесткая конструкция электролюминесцентной панели. Если же пленочный электрод сформирован на полимерной пленке (например, лавсан), получается гибкая панель.
Достоинством конструкций традиционных электролюминесцентных панелей является планарный характер геометрии структуры, когда электроды образуют плоский конденсатор, а электролюминофор, заполняя пространство между электродами, оказывается в однородном электрическом поле этого конденсатора. Однородность электрического поля в слое электролюминофора позволяет иметь равномерное свечение электролюминесцентные панели по всему полю, получая при этом максимально возможную яркость, полученную подбором рабочего предпробойного напряжения U, ограниченного сверху лишь величиной пробойного напряжения Unp, которое в силу однородности поля в толщине электролюминесцентного слоя не зависит от пространственных координат. Конструкция традиционных ЭЛП позволяет сравнительно просто изготавливать панели всех основных цветов при низкой себестоимости и высокой надежности изделий.
Основные недостатки электролюминесцентных панелей данного типа обусловлены трудностями формирования достаточно больших по площади и однородных по свойствам пленочных электродов, что ограничивает возможности создания протяженных плоских источников света с равномерным свечением по всему рабочему полю. Поскольку проводящие пленки (например, оксид индия) имеют высокое электрическое сопротивление (десятки Ом на кв.мм), для равномерности свечения по краю пленки обычно наносится добавочная проводящая полоска (серебро), что усложняет конструкцию и технологию изготовления электролюминесцентной панели. Пленочный электрод в лучшем случае приводит к поглощению 30-40% излучаемого электролюминофором света, что в плане светоотдачи, несомненно, является недостатком электролюминесцентных панелей. Еще одним недостатком электролюминесцентной панели следует считать непрозрачность второго электрода из алюминиевой фольги, т.к. это обстоятельство тоже уменьшает суммарную светоотдачу, а свечение электролюминесцентной панели делает односторонним (свет выходит в сторону пленочного прозрачного электрода), что в ряде случаев ограничивает возможности использования этих панелей.
Известны способы изготовления электролюминесцентной индикаторной панели RU 2082286 С1, 1991.04.15, Заявка Японии N 62-56635, кл. Н05В 33/10, 1987, Заявка Японии N 62-35235, кл. Н05В 33/10, 1987, RU 2050041 1995, RU 2050042, 1995, RU 2096932, 1996.10.01.
Известен способ изготовления электролюминесцентной индикаторной панели заявка Японии N 62-56635, кл. Н05В 33/10, 1987. включающий формирование рулона из люминесцентной пленки, выполненной из люминофоров, погруженных в диэлектрический материал, размещенной на металлической фольге, формирование рулона из прозрачной проводящей пленки на прозрачной диэлектрической основе. Соединение электролюминесцентной и прозрачной проводящих пленок происходит путем их пропускания через пару нагретых валков с последующей герметизацией объединенного тела защитными пленками, разрезанием на отдельные структуры, герметизации краев и присоединения выводов. Однако данный способ не пригоден для изготовления крупномасштабных электролюминесцентных источников, в частности индикаторных панелей значительной протяженности, в силу отсутствия в них специальных средств подачи питания, компенсирующих падение напряжения питания, подводимого к выводам, по длине панели.
Близким по технической сущности к изобретению является способ изготовления индикаторной люминесцентной панели - заявка Японии N 62-35235, кл. Н05В 33/10, 1987, согласно которому при формировании панели электролюминесцентную пленку создают путем нанесения и сушки слоя люминофора на прозрачной изоляционной пленке, на лицевой стороне которой сформирована прозрачная проводящая пленка-электрод определенной формы. Диэлектрическую пленку формируют путем непрерывного нанесения и сушки диэлектрического слоя на металлической фольге. Люминесцентную и диэлектрическую пленки соединяют под давлением, формируя излучающую область индикаторной панели. Излучающую область герметизируют защитными пленками. После разрезания на отдельные структуры края также герметизируют.
Недостатками способа и созданной согласно ему электролюминесцентной панели являются низкая стабильность и надежность свечения, обусловленные неравномерностью свечения от краев к центру электролюминесцентной панели при увеличении размеров электролюминесцентной панели за счет достаточно высокого сопротивления прозрачного электрода.
Наиболее близким способом того же назначения по совокупности признаков является способ изготовления электролюминесцентной панели - а.с. RU 2082286 С1, 1991.04.15, включающий создание электролюминесцентной структуры путем нанесения и сушки слоя люминофора в изоляционном материале на лицевой стороне проводящего слоя, служащего электродом определенной формы, формирование проводящей пленки путем непрерывного нанесения и сушки диэлектрического слоя на другом проводящем слое, соединение люминесцентной и проводящей пленок под давлением при нагреве и формирование излучающей области индикаторной панели, герметизацию излучающей области защитными пленками, разделение на отдельные структуры и герметизацию краев структур, согласно изобретению между проводящей пленкой, выполненной прозрачной, и электролюминесцентной пленкой размещают шину подачи электропитания, выполненную из металлической фольги со слоем изоляционного адгезива, прикрепленным к одной боковой стороне металлической пленки со стороны электролюминесцентной пленки, при этом пленки и шину подачи электропитания соединяют путем вытягивания из рулона через пару валков. При этом предпочтительным является то, что в люминесцентной пленке формируют сквозные отверстия с заданными интервалами, шину подачи питания размещают между указанными пленками в положении, соответствующем сквозным отверстиям, после соединения пленок структуру режут на части заданной длины, по меньшей мере, с одним сквозным отверстием, осуществляют монтаж выводов и их соединение с прозрачной проводящей пленкой через сквозные отверстия, а герметизацию проводят влагонепроницаемой пленкой.
Недостатками данного способа и электролюминесцентной панели, созданной по этой технологии, являются неравномерность свечения проявляемая в виде уменьшения интенсивности светового потока от края прозрачного электрода, соединенного с шиной электропитания, к другой стороне, за счет уменьшения электрического потенциала, связанного с высоким сопротивлением прозрачного электрода. Существует трудность подсоединения проводников к шине электропитания через отверстия. Отсутствие жесткого корпуса снижает защищенность электролюминесцентной панели от влаги и механических повреждений.
Задачей изобретения является создание способа изготовления электролюминесцентной панели, свободного от недостатков известных решений и обеспечивающего возможность изготовления крупномасштабных панелей и повышение производительности процесса производства вышеуказанных панелей. Способ изготовления электролюминесцентной панели состоит из трех этапов, включающих изготовление компонентов объединенной электролюминесцентной структуры, формирование этих компонентов в электролюминесцентную структуру, разрезание ее на части заданных размеров с последующей установкой в защитный корпус панели. Непрерывный способ изготовления объединенной электролюминесцентной структуры, содержащей электролюминесцентную пленку, две прозрачные электропроводящие пленки, две фотолюминесцентные пленки с двумя шинами подачи, происходит путем непрерывной подачи вышеуказанных компонентов с рулонов с последующим формированием многослойной структуры путем склеивания прозрачным адгезивным слоем и прохождения многослойной структуры под давлением через валки. Электролюминесцентная панель, произведенная по предложенному способу, имеет большую яркость, больший световой поток, исходящий с двух сторон панели, большую однородность свечения по полю, большую надежность, большую долговечность, большую прочность, обладает гибкостью или жесткостью, имеет расширенный спектр свечения. В данном способе применены жесткие сборочные элементы корпуса, что убыстряет и упрощает процесс сборки электролюминесцентных панелей с получением высоких параметров электрических соединений и высокой защищенности от влаги. Установка объединенной электролюминесцентной структуры в прозрачный корпус усиливает электрическую защиту, обеспечивает сохранение целостности электролюминесцентной структуры от механических воздействий и позволяет устанавливать электролюминесцентные панели как в горизонтальной, так и в вертикальной плоскостях.
Поставленная цель достигается тем, что в известном способе изготовления электролюминесцентной панели применен способ непрерывного изготовления электролюминесцентной структуры, содержащий слои люминесцентной пленки, установленные между двумя прозрачными электропроводящими слоями пленки, шинами подачи электропитания, дополнительными фотолюминесцентными слоями, с герметизацией их диэлектрическими пленками путем непрерывной подачи вышеуказанных компонентов с рулонов с последующим формированием и соединением их в объединенную электролюминесцентную структуру путем нанесения на их поверхности прозрачных адгезивных слоев и последующего склеивания путем прохождения под давлением через валки с последующим разрезанием электролюминесцентной структуры на части заданных размеров. При применении данного способа удается приблизить форму поперечного сечения продольных прозрачных проводящих пленок и пленки электролюминесцентного слоя к прямоугольной форме, расположив их в пространстве таким образом, что расстояния между ними зафиксированы на определенном заданном расстоянии друг от друга. Это позволяет в сочетании с подводом электрического потенциала через электрические шины к прозрачным электропроводящим пленкам, повысить однородность возбуждающего электрического поля и подобрать рабочее напряжение для обеспечения максимальной яркости, уменьшить возможность электрического пробоя в местах минимальных расстояний между проводящими слоями, что приводит к повышению надежности электролюминесцентной панели и позволяет получить пространственно однородное по длине и ширине электролюминесцентной панели с равномерным распределением электрическое поле, что обеспечивает равномерное распределение яркости по полю свечения люминесцентного слоя, создающего световой поток, излучаемый с двух сторон панели. Имеется возможность использовать в конструкции источника света дополнительные фотолюминесцентные слои, в которые вводятся фотолюминофоры и/или красители, при этом свечение пленочного электролюминесцентного слоя фотовозбуждает дополнительный фотолюминесцентный пленочный слой, в результате чего обеспечивается свечение электролюминесцентной панели светом, цвет которого определяется совокупными свойствами пленочных слоев. Это позволяет получить более широкий спектр цветов свечения электролюминесцентной панели. Установка электрических шин, соединенных между собой проводящими слоями, позволяет получить пространственно однородное по длине и ширине электролюминесцентной панели распределение электрического поля между проводящими слоями, имеющими большую площадь, что обеспечивает равномерное распределение яркости по всему полю свечения люминесцентного слоя, что создает условия реализации процесса изготовления крупномасштабных электролюминесцентных панелей. Использование электрических шин подачи электропитания, выполненных из металлической фольги, имеющей высокую удельную электрическую проводимость, увеличивает коэффициент полезного действия системы электропитания. Применение жестких пластмассовых сборочных элементов корпуса убыстряет и упрощает процесс сборки электролюминесцентных панелей с получением высоких параметров электрических соединений и высокой защищенностью от влаги. Применение прозрачного корпуса усиливает электрическую защиту и защиту целостности электролюминесцентной структуры от механических воздействий и позволяет устанавливать электролюминесцентные панели как в горизонтальной, так и в вертикальной плоскостях. Возможно применение электролюминесцентной панели в виде гибкой многослойной структуры с дополнительным прозрачным защитным покрытием. Подключение электролюминесцентной панели к источнику питания производится через контакты, установленные на одном из осевых (продольных) соединительных элементов через прямоугольные отверстия, в которые установлены плоские металлические контакты, имеющие электрический контакт с электрическими шинами каждого прозрачного слоя, и которые электрически соединены с контактами цилиндрической формы, подсоединяемые через разъем к источнику напряжения. Питание электролюминесцентной панели обеспечивается либо от сети переменного тока, либо от автономного источника постоянного тока с использованием электронного преобразователя напряжения, подающего напряжение на колебательный контур, состоящий из индуктивности и конденсатора, в качестве обкладок которого являются прозрачные электропроводящие слои, на которых создается переменное электрическое поле с заданной частотой контура. Колебательный контур имеет обратную связь по напряжению с источником питания, компенсирующим активные потери в контуре, поддерживая в нем автоколебательный режим, что снижает энергетические затраты на работу электролюминесцентной панели. На поверхности электролюминесцентной панели возможна установка нескольких фотоэлементов, обеспечивающих подзарядку батареи при работе электролюминесцентной панели или в дневное время суток при выключенной панели.
Принцип работы получаемого источника света основан на эффекте электролюминесценции полупроводников цинкосульфидной группы, в соответствии с которым электролюминесцентный слой (электролюминофор), питаясь энергией электрического поля, испускает свечение рекомбинационным или нерекомбинационным путем. При приложении к электродам напряжения питания с амплитудой в диапазоне от 100 до 300 В и частотой 5-10 кГц электролюминофор в органическом связующем, в зависимости от марки, светится зеленым, красным, синим, желтым светом. Смешивая различные марки электролюминофора, можно получить различные оттенки полной гаммы цветов, в т.ч. и белый цвет. При этом свечение электролюминесцентного слоя фотовозбуждает дополнительный фотолюминесцентный пленочный слой, в результате чего обеспечивается свечение электролюминесцентной панели светом с более широким спектром цветов свечения.
Изобретение поясняется на примере его осуществления чертежами, на которых показано следующее:
Фиг.1 - вид люминесцентной пленки.
Фиг.2 - вид прозрачного проводящего слоя.
Фиг.3 - вид фотолюминофорного слоя.
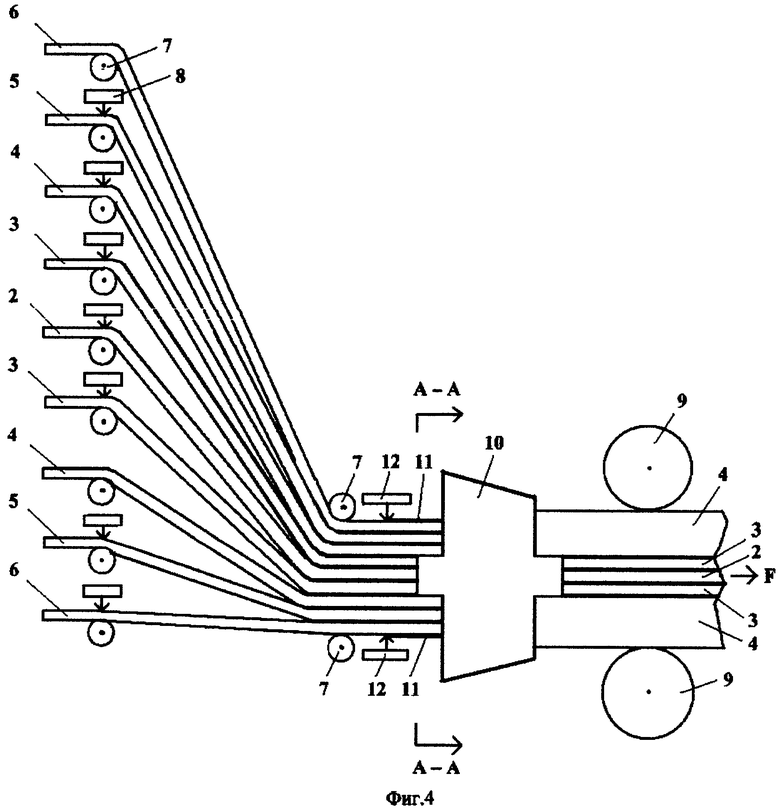
Фиг.4 - вид перспективного изображения, иллюстрирующего процесс производства многослойной люминесцентной структуры.
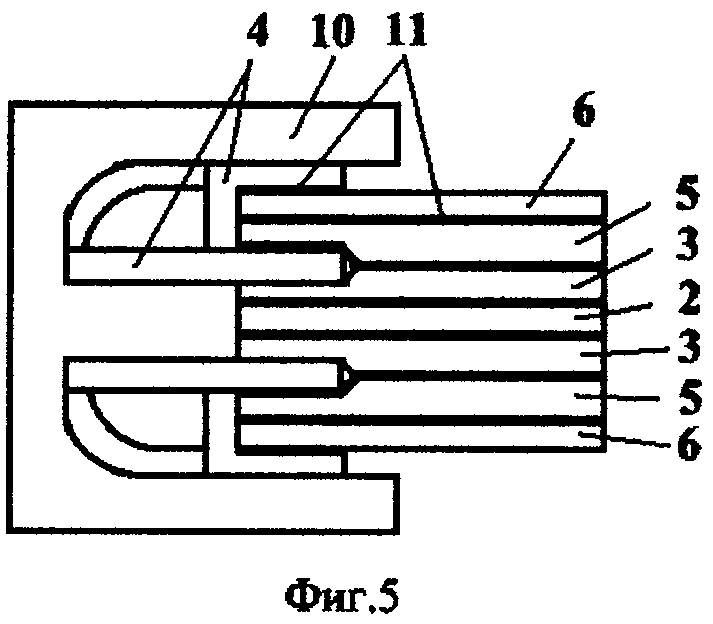
Фиг.5 - вид по стрелке А-А, на котором показан разрез многослойной люминесцентной структуры и вид профильной фильеры.
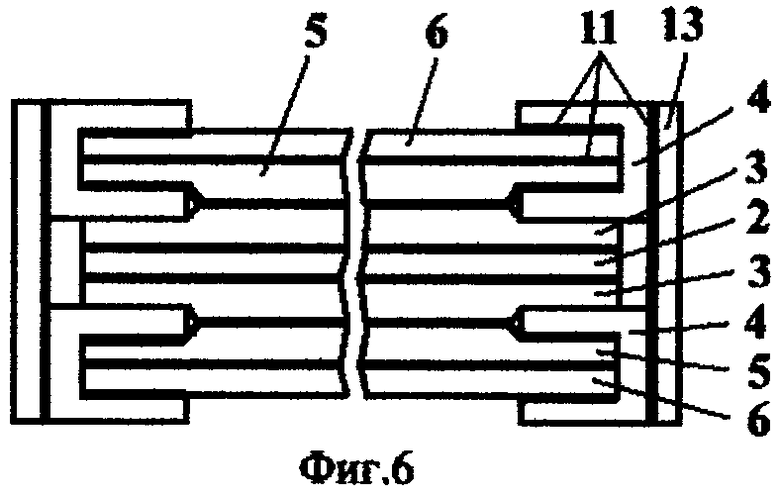
Фиг.6 - вид поперечного разреза многослойной люминесцентной структуры.
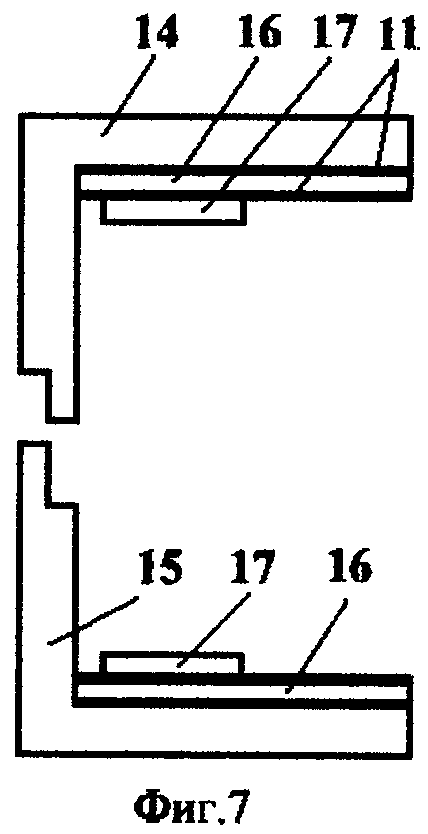
Фиг.7 - вид соединительных элементов.
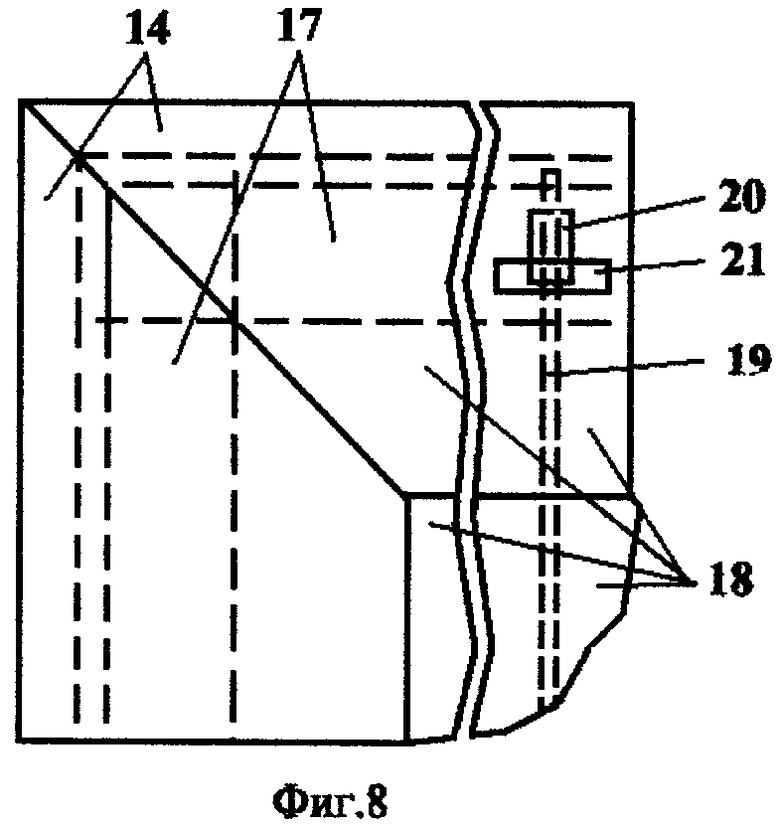
Фиг.8 - вид на угловую установку соединительных элементов при монтаже и расположение проводящих слоев.
Фиг.9 - поперечный разрез люминесцентной панели и вид на соединение контактов с шинами и проводящими слоями соединительных элементов.
Пример выполнения
Каждый компонент многослойной люминесцентной структуры формируется в отдельности в виде рулонов.
Материал полимерной основы (1) например, полиэтилен, термоэластопласт, полихлорвинил, лавсан подобран исходя из требований высокого светопропускания в видимой области спектра, большого пробойного напряжения и хорошей адгезии к материалам пленочного электролюминесцентного слоя, прозрачного проводящего пленочного слоя, фотолюминесцентного слоя. При этом в полимерную основу могут быть внесены примеси (или оптические дефекты), которые могут создавать диффузное рассеивание проходящего через нее света. Это приводит к увеличению равномерности свечения светящейся поверхности. В полимерную основу могут быть введены центры окраски, например органические красители, вследствие чего можно получить более широкий спектр свечения электролюминесцентной панели.
Слой пленочного люминофора (2) на основе диэлектрического связующего с термопластичными свойствами формируется на поверхности полимерной основы (1) (фиг.1), например, литьевым (латексным) способом или пульверизацией при условиях хорошей адгезии на границе слоев. Полученный таким способом электролюминесцентный слой обладает высокой однородностью по толщине и относительно большой концентрацией электролюминофора до (5:1), обеспечивает необходимое пространственное распределение электролюминофоров по длине и ширине, обладает свойствами термопластичности при формовании, что обеспечивает равномерность свечения электролюминесцентной панели по полю, увеличивает яркость, обеспечивает необходимое пространственное распределение цвета свечения по полю. Пленочный люминесцентный слой формируется на основе термоэластопласта, например типа ДСТ с растворителем (например, нефрас) и просеянного (средний размер зерна 20 мкм) промышленного электролюминофора марок ЭЛС-455 (синий), ЭМ-510 (зеленый) и ЭМ-670 (красный). После испарения растворителя в результате сушки в инфракрасных лучах соотношение электролюминофора и связующего в пленочном электролюминесцентном слое было не менее 2,5:1, либо использован слой электролюминофора Э-515 60 мас.% в связующем.
Прозрачный проводящий слой (3) пленки формируется нанесением на прозрачную пленку полимерной основы (1) прозрачной проводящей пленки, например, в виде сплошного слоя электропроводящего порошка SnO2(Sb), содержащего 0,2-1,1 мас.% сурьмы, полученного обработкой оксида олова последовательно парами SbCl3 и H2O при 140-180°C с последующим прокаливанием на воздухе при 700-900°C в течение 90-30 минут, в связующем при соотношении (20-80)-(80-20) мас.%, причем в качестве полимерного связующего использован бутадиен-нитрильный каучук (фиг.2).
Электропроводящие шины (4) выполняются из металлической фольги, например из медной, или фосфористо-бронзовой, или алюминиевой толщиной 0,2 мм.
Дополнительный фотолюминесцентный пленочный слой (5) формируется из полиэтилена высокого давления при температуре плавления и содержит фотолюминофор ФВ-540-1 в соотношении 1,5:1, а также может быть сформирован на прозрачной пленке полимерной основы (1), например, литьевым (латексным) способом или пульверизацией при требовании хорошей адгезии с поверхностью. В фотолюминесцентные слои могут быть введены фотолюминофоры и/или красители (фиг.3).
Люминесцентная структура герметизируется изолирующей влагонепроницаемой пленкой (6), например, выполненной из полиэтилена низкого давления марки ПЭНД 20408-007 толщиной 0,2 мм со светопропусканием в видимой области спектра до 94%. Напряженность электрического поля пробоя полиэтиленового слоя составляет величину до 1000 кв.см. Изолирующая пленка (оболочка) может быть окрашена введением органических и неорганических красителей в цвета, соответствующие длине излучения источника света, и при формировании может быть окрашена путем введения в нее пигментов: золотисто-желтого, фталоцианидовых зеленого и синего или радомина.
Компоненты многослойной люминесцентной структуры, содержащей слой пленочного люминофора, прозрачные проводящие пленки, фотолюминесцентные пленки, электропроводящие шины и изолирующие пленки формируются в рулоны, устанавливаются, как показано на фиг.4, причем проводящие пленки обращены проводящими слоями к электропроводящим шинам. Подготовленные пленочные структуры объединяются путем непрерывной подачи из рулонов тянущими валками (7), непрерывного нанесения на них прозрачных адгезивных слоев из устройств (8) и склеивания под давлением в конечную многослойную люминесцентную структуру методом прокатки через валки (9). При формировании люминесцентной структуры шины устанавливаются таким образом, что выступающая часть шины за поперечные размеры пленок многослойной люминесцентной структуры имеет ширину, обеспечивающую заданную ширину шины на поверхности изолирующих слоев (6) с учетом толщины фотолюминесцентных (5) и изолирующих пленок (6) люминесцентной структуры. Шины формируют с помощью двух профильных фильер (10), расположенных по краям люминесцентной структуры, путем загибания вышеуказанных шин на угол 180 градусов и их приклеивания на наружную поверхность изолирующих пленок. Пленки имеют нанесенные по краям с двух сторон вдоль продольной оси люминесцентной структуры адгезивные слои (11), нанесенные в виде узких полос, равных по ширине приклеиваемых частей шин, причем нанесение адгезивных слоев производится непосредственно перед профильными фильерами из устройства (12). При движении люминесцентной структуры шины, следуя по внутренней поверхности фильер, принимают на выходе из них вид внутреннего выходного профиля фильер (фиг.5).
При изготовлении люминесцентных панелей увеличенного размера возможна установка нескольких дополнительных шин электропитания, выполненных в виде узких полосок фольги, установленных параллельно друг другу. Дополнительные шины устанавливаются с рулонов при формировании люминесцентной структуры, располагаются параллельно продольным боковым шинам друг над другом и примыкают к прозрачным проводящим слоям с обеспечением между ними электрического контакта. Для соединения шин и дополнительных шин между собой формируются прямоугольные отверстия в фотолюминесцентных и изолирующих пленках (при изготовлении данных компонентов люминесцентной структуры), которые расположены в поперечном направлении люминесцентной структуры.
Полученную многослойную люминесцентную структуру разрезают на части, имеющие требуемые размеры по длине с последующей обработкой торцевой части разреза для обеспечения сохранности целостности люминесцентной структуры и с целью увеличения пробойного напряжения между проводящими электродами наносят изолирующий слой в виде изоляционной клейкой ленты (13), имеющей адгезивный слой (11) и приклеенной по периметру к торцевой поверхности люминесцентной структуры, либо изолирующий слой в виде расплава диэлектрика с последующим отверждением (фиг.6). Люминесцентная панель может быть выполнена в виде гибкой структуры, причем люминесцентная структура герметизируется дополнительным влагонепроницаемым электроизоляционным слоем (на фигурах не показано). Полученную люминесцентную структуру заданных размеров помещают в корпус, состоящий из двух листов прозрачной пластмассы, установленных с двух фронтальных сторон люминесцентной структуры, соединенных с ней прозрачным адгезивным слоем, нанесенным на внутреннюю поверхность листов либо непосредственно на люминесцентную структуру, и скрепляют по периметру соединительными элементами.
Соединительные элементы (14, 15) имеют вид, в поперечном сечении показанный на фиг.7. На пластмассовые заготовки соединительных элементов наклеивается из рулонов слой пленки (16), имеющей двухсторонний адгезивный слой (11) и проводящий слой (17), выполненные в виде полосок металлической фольги толщиной 0,2 мм, например, из медной, фосфористо-бронзовой или алюминиевой. В другом случае исполнения возможно нанесение адгезивного слоя непосредственно на соединительный элемент с последующим приклеиванием на него из рулона проводящего слоя фольги (17). Затем заготовки соединительных элементов разрезаются на части, образующие поперечные и продольные элементы с углами на концах 45 градусов.
Прозрачный корпус выполнен из двух листов (18) прозрачной пластмассы, например из органического стекла, или другой прозрачной пластмассы, причем наружные поверхности могут иметь как плоскую форму, так и иметь сформированные наружные поверхности в виде множества линз, имеющих круглую, шестиугольную, прямоугольную или квадратную форму. Соединение люминесцентной структуры с корпусом осуществляется клеевым способом путем нанесения адгезивного слоя на внутренние поверхности листов (18) корпуса либо на наружные поверхности люминесцирующей структуры. Ширина листов корпуса в осевом направлении выбирается равным расстоянию между шинами.
По периметру с двух сторон листов корпуса устанавливаются продольные и поперечные соединительные элементы (14, 15), которые соединяются между собой выступами и наклеиваются под углом, на наружных листах (18) корпуса, обеспечивая электрический контакт проводящих слоев (17), изготовленных из металлической фольги с продольными электрическими шинами (4). Проводящие слои соединительных элементов с шинами образуют замкнутые электропроводящие контура вокруг каждого прозрачного проводящего слоя (3) электролюминесцентной структуры панели. При изготовлении люминесцентных панелей увеличенного размера устанавливается несколько дополнительных шин (19) электропитания, выполненных в виде узких полосок фольги, установленных параллельно друг другу. Дополнительные шины при сборке соединяются проводниками (20) с проводящим слоем (17) поперечных соединительных элементов через прямоугольные отверстия (21), расположенные над дополнительными шинами, и примыкают к прозрачным проводящим слоям с созданием электрического контакта. Для соединения дополнительных шин с проводящими слоями поперечных соединительных элементов в качестве проводника возможно применение узких полосок фольги, внедренных через прямоугольные отверстия в фотолюминесцентных и изолирующих пленках люминесцентной структуры в дополнительные шины, либо использование электропроводящего клея, наносимого в виде крупной капли в углубления прямоугольных отверстий люминесцентной структуры непосредственно перед сборкой панели. Отверстия формируются в фотолюминесцентных и изолирующих пленках при изготовлении данных компонентов люминесцентной структуры и расположены в поперечном направлении люминесцентной структуры (фиг.8).
На боковой стороне одного из соединительных элементов имеются прямоугольные отверстия (22), в которые установлены плоские металлические контакты (23), имеющие электрический контакт с электрическими шинами (4) и проводящими слоями соединительных элементов (17) и соединенные с контактами (24) цилиндрической формы, подсоединяемые через разъем к источнику напряжения (фиг.9). Металлические электрические контакты (23, 24) отливаются в корпусе (25) из пластмассы и устанавливаются через прямоугольные отверстия (22) в соединительных элементах (14, 15) между шинами (4) и проводящими слоями (17) соединительных элементов и закрепляются на соединительных элементах пленкой (26), имеющей двусторонний адгезивный слой (11), либо клеевым соединением (фиг.9).
Питание электролюминесцентной панели обеспечивается либо от сети переменного тока, либо от автономного блока питания с использованием электронного преобразователя напряжения, подающего напряжение на колебательный контур, состоящий из индуктивности и конденсатора, в качестве обкладок которого являются прозрачные электропроводящие слои, на которых создается переменное электрическое поле с заданной частотой контура, причем этот колебательный контур имеет обратную связь по напряжению с источником питания, компенсирующим активные потери в контуре, поддерживая автоколебательный режим. Индуктивность устанавливается совместно с блоком питания и соединена с проводящими слоями электрической цепью (в качестве электронного преобразователя может быть применена любая электронная схема, обеспечивающая заданные характеристики (блок питания, электронный преобразователь, индуктивность, на фигурах не показаны). На поверхности электролюминесцентной панели возможна установка нескольких фотоэлементов или групп фотоэлементов, установленных вдоль соединительных элементов, причем часть вышеуказанных фотоэлементов обращена в сторону люминесцентной структуры, обеспечивая подзарядку батареи при работе люминесцентной панели, другая часть, обращенная наружу, обеспечивающая подзарядку батареи при выключенной панели в дневное время суток. Фотоэлементы соединены электрической цепью с электронным блоком и батареей автономного источника питания (на фигурах не показано).
Таким образом, удается получить слоистую объединенную многослойную люминесцентную структуру с планарным расположением слоев, содержащую достаточно однородный по толщине и качеству пленочный электролюминесцентный слой с высокой концентрацией электролюминофора и заданным пространственным распределением электролюминофоров по объему этого слоя, а также дополнительные пленочные слои, в которые или на которые может быть введен или нанесен или фотолюминофор, или краситель, что позволяет получить электролюминесцентную панель с однородным свечением по полю, увеличить яркость, расширить спектр цветов свечения. Объединенная люминесцирующая структура, полученная таким способом, показана на фиг.6. Объединенная люминесцирующая структура, установленная в корпус, показана на фиг.9.
В частных случаях выполнения электролюминесцентной панели заявленным способом реализованы следующие преимущества:
возможность в непрерывных технологических процессах производить компоненты для многослойной люминесцентной структуры;
возможность в непрерывном технологическом процессе производить из полученных компонентов многослойную люминесцентную структуру;
возможность получить на полимерной основе контролируемые по толщине прозрачные электропроводные пленочные слои и пленочный электролюминесцентный слой с заранее заданными свойствами, которые при объединении составных частей обеспечивают создание электролюминесцентной структуры с заданными свойствами;
возможность прикладывать тянущее усилие протяжки к проводящим шинам и протяженным пленкам;
возможность поточного производства сборочных элементов, обеспечивающих быструю сборку корпусов люминесцентных панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2096932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ЭЛЕКТРОЛЮМИНИСЦЕНТНОЙ ПАНЕЛИ | 2013 |
|
RU2548371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ЗНАКОВОГО ИНДИКАТОРА С ИЗМЕНЯЮЩИМСЯ ЦВЕТОМ СВЕЧЕНИЯ | 1991 |
|
RU2012949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОЙ ПАНЕЛИ | 1991 |
|
RU2082286C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА | 1992 |
|
RU2038653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА (ВАРИАНТЫ) | 1992 |
|
RU2050041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ И ЭЛЕКТРОЛЮМИНЕСЦЕНТНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 1989 |
|
RU2082285C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫХ ИСТОЧНИКОВ СВЕТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2050042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА | 2003 |
|
RU2253951C2 |
| Способ и устройство для изготовления гибкого электролюминесцентного источника света | 2018 |
|
RU2690042C1 |
Изобретение относится к области приборостроения, в частности к способу изготовления электролюминесцентной панели. Технический результат - расширение функциональных возможностей. Для достижения данного результата используют жесткие сборочные элементы корпуса. При этом применяют электролюминесцентную пленку, две прозрачные электропроводящие пленки, две шины подачи питания, две фотолюминесцентные пленки и две изолирующие пленки. Путем непрерывной подачи вышеуказанных компонентов с рулонов осуществляют нанесение прозрачного адгезивного слоя, на котором формируют электропроводящие шины. Адгезивный слой наносят в виде узких полос по ширине шин. Причем нанесение адгезивных слоев производится непосредственно перед профильными фильерами. 15 з.п. ф-лы, 9 ил.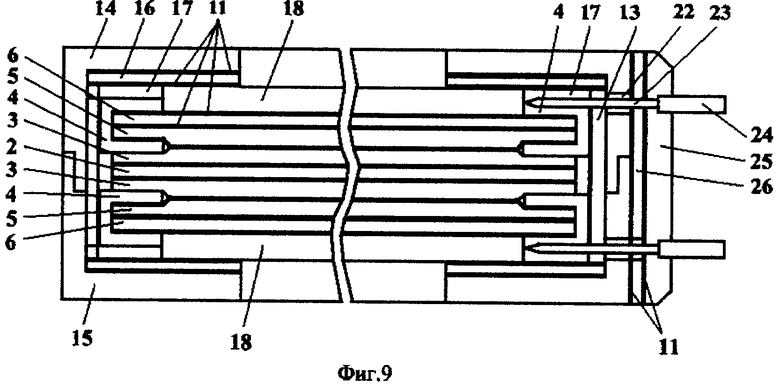
1. Способ изготовления электролюминесцентной панели, состоящий в непрерывном способе изготовления многослойной люминесцентной структуры, содержащей электролюминесцентную пленку, две прозрачные электропроводящие пленки, две шины подачи питания, две фотолюминесцентные пленки, две изолирующие пленки, путем непрерывной подачи вышеуказанных компонентов с рулонов, установленных в определенном порядке, на устройства непрерывного нанесения прозрачного адгезивного слоя с последующим формированием путем прокатывания между валками и формированием электропроводящих шин, примыкающих к прозрачным электропроводным слоям, посредством профильных фильер, расположенных по краям люминесцентной структуры, путем загибания вышеуказанных шин и придания им на выходе фильеры соответствующей формы с последующим приклеиванием на наружную поверхность изолирующих пленок имеющих нанесенные по краям вдоль продольной оси люминесцентной структуры адгезивных слоев, нанесенных в виде узких полос по ширине равных ширине шин, причем нанесение адгезивных слоев производится непосредственно перед профильными фильерами.
2. Способ изготовления электролюминесцентной панели по п.1, отличающийся тем, что в многослойной электролюминесцентной структуре установлены фотолюминесцентные слои, в которые вводятся фотолюминофоры и/или красители.
3. Способ изготовления электролюминесцентной панели по п.1, отличающийся тем, что в многослойной электролюминесцентной структуре полимерная основа и изолирующая пленка окрашены введением органических и неорганических красителей в цвета, соответствующие длине излучения источника света при формировании путем введения в нее пигментов золотисто-желтого, фталоцианидовых зеленого и синего или радомина.
4. Способ изготовления электролюминесцентной панели по п.1, отличающийся тем, что люминесцентная структура разрезается на части и герметизируется по периметру люминесцентной структуры адгезионной электроизоляционной пленкой либо электроизоляционным полимерным расплавом.
5. Способ изготовления электролюминесцентной панели по п.4, отличающийся тем, что электролюминесцентная панель выполнена в виде гибкой многослойной структуры, причем люминесцентная структура герметизируется дополнительным влагонепроницаемым электроизоляционным слоем.
6. Способ изготовления электролюминесцентной панели по п.4, отличающийся тем, что люминесцентную структуру помещают в прозрачный защитный корпус, состоящий из двух фронтальных прозрачных пластмассовых частей, соединенных между собой соединительными элементами.
7. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что прозрачные фронтальные части корпуса соединяются с люминесцентной структурой посредством прозрачного адгезивного слоя, нанесенного на их внутреннюю поверхность либо на наружные поверхности люминесцентной структуры.
8. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что прозрачные фронтальные части корпуса имеют сформированные наружные поверхности в виде множества линз, имеющих круглую, шестиугольную, прямоугольную или квадратную форму.
9. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что соединительные элементы имеют проводящие слои, выполненные в виде полосок металлической фольги, наклеенной на двухсторонний адгезивный пленочный слой, приклеенных к соединительному элементу.
10. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что соединительные элементы имеют проводящие слои, выполненные в виде полосок металлической фольги, наклеенной на адгезивный слой, нанесенный непосредственно на соединительный элемент.
11. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что на поперечных соединительных элементах проводящие слои соединены проводниками через прямоугольные отверстия с дополнительными шинами каждого прозрачного проводящего слоя с образованием нескольких замкнутых электропроводящих контуров на каждом прозрачном проводящем слое люминесцентной структуры, причем шины, расположенные на них, установлены параллельно друг другу.
12. Способ изготовления электролюминесцентной панели по п.6, отличающийся тем, что проводящие слои соединительные элементов соединены между собой и с шинами каждого прозрачного проводящего слоя и через электрические контакты с источником питания.
13. Способ изготовления электролюминесцентной панели по п.12, отличающийся тем, что на одном из продольных соединительных элементов установлены металлические электрические контакты, имеющие корпус из пластмассы, установлены через прямоугольные отверстия в соединительных элементах с обеспечением электрического контакта между шинами и источником питания, закрепленные на соединительных элементах пленкой, имеющей двусторонний адгезивный слой.
14. Способ изготовления электролюминесцентной панели по п.12, отличающийся тем, что контакты имеют со стороны соединения с электропроводящими шинами плоскую форму, а со стороны соединения с источником питания круглую форму.
15. Способ изготовления электролюминесцентной панели по п.12, отличающийся тем, что питание электролюминесцентной панели обеспечивается от автономного источника питания с использованием электронного преобразователя напряжения, подающего напряжение на колебательный контур, состоящий из индуктивности и конденсатора, в качестве обкладок которого являются прозрачные электропроводящие слои, на которых создается переменное электрическое поле с заданной частотой контура, причем этот колебательный контур имеет обратную связь по напряжению с источником питания, компенсирующим активные потери в контуре для поддержания автоколебательного режима в данном контуре.
16. Способ изготовления электролюминесцентной панели по п.12, отличающийся тем, что на фронтальной излучающей поверхности корпуса электролюминесцентной панели установлены несколько фотоэлементов или несколько групп фотоэлементов, обеспечивающих подзарядку батареи.
| JP 6235235 А, 23.08.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОЙ ПАНЕЛИ | 1991 |
|
RU2082286C1 |
| JP 6256635 A, 13.09.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ИСТОЧНИКА СВЕТА (ВАРИАНТЫ) | 1992 |
|
RU2050041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫХ ИСТОЧНИКОВ СВЕТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2050042C1 |
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК СВЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2096932C1 |

