Изобретение относится к оборудованию для монтажа и ремонта конвейерных лент и может быть использовано в угольной, горнорудной промышленности для механизации процесса разделки стыков конвейерных лент перед их соединением методом холодной или горячей вулканизации.
Известно устройство для разделки стыков конвейерных лент, в котором стол имеет поверхность, выполненную по спирали Архимеда [1] Недостатком данной конструкции является то, что при разделке ленты на клин (усовое соединение) длину разделываемого стыка приходится увеличивать на длину, равную  H суммарная толщина рабочей и нерабочей обкладок ленты.
H суммарная толщина рабочей и нерабочей обкладок ленты.
Наиболее близким техническим решением по технической сущности и достигаемому результату является "Способ разделки концов резинотканевых конвейерных лент, заключающийся в закреплении каждого конца ленты на опорном столе и последующем нарезании посредством вращающейся фасонной фрезы вдоль каждого конца стыка ленты параллельных трапециевидных канавок, так, чтобы канавки одного конца соответствовали профилю гребня другого. Причем меньшее основанием трапеции каждой канавки нарезают равными ширине гребня с углом наклона между стенками 40o [2]
Недостатком данного способа является то, что в стыке работает только одна прокладка, входящая в ленту, а остальные подрезаны. В случае оставления двух и более прокладок толщина ленты в месте стыка увеличивается.
Указанный технический результат достигается тем, что в способе разделки концов резинотканевых конвейерных лент, заключающемся в закреплении каждого конца ленты на опорном столе и последующем нарезании посредством вращающейся фасонной фрезы вдоль каждого конца стыка ленты параллельных трапециевидных канавок так, чтобы канавки одного конца соответствовали профилю гребня другого, перед нарезанием трапециевидных канавок срезают обкладочный слой резины и в средней части стыка каждого конца ленты выполняют косой срез, а затем по краям стыка нарезают трапециевидные канавки, а площадь косого среза составляет не менее 60% общей площади. Снятие обкладочного слоя и выполнение косого среза производится цилиндрической фрезой, а нарезка канавок дисковыми фрезами. Рабочий орган снабжен как цилиндрическими, так и дисковыми фрезами, а рама, на которой установлен рабочий орган, снабжена регулировочными винтами.
На чертеже изображен разделанный конец резинотканевой ленты. Разделка производится в следующей последовательности.
На разделочном столе укрепляют конец ленты. Снимают обкладочный слой 1 резины с рабочей стороны ленты и середину конца ленты срезают на клин 2 цилиндрической фрезой. Затем дисковой фрезой по краям ленты нарезают трапециевидные канавки 3.
Разделанный конец ленты убирают и на стол укладывается второй конец ленты обратной стороной и процесс повторяется, начиная со снятия обкладочной резины 4 с нерабочей стороны, а канавки нарезаются со смещением дисковых фрез на одну фрезу так, чтобы канавки нерабочего конца ленты соответствовали профильным гребням рабочего конца ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДИСТАНЦИОННОГО ЗАПАЛЬНИКА В ТЕРМОБУРЕ | 1994 |
|
RU2076924C1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 1996 |
|
RU2103214C1 |
| СПОСОБ ОТСТРОЙКИ ВЫСОКИХ УСТУПОВ БОРТА КАРЬЕРА | 1994 |
|
RU2076210C1 |
| ПОГРУЗЧИК | 1993 |
|
RU2071446C1 |
| СЕКТОР ДИСКОВОГО ВАКУУМ-ФИЛЬТРА | 1995 |
|
RU2092227C1 |
| ТЕПЛОСТОЙКАЯ КОНВЕЙЕРНАЯ ЛЕНТА | 1997 |
|
RU2116231C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЭМУЛЬСИИ ЭМУЛЬСИОННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1994 |
|
RU2076304C1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО РАЗРУШЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2098592C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ РАЗГРУЗОЧНОГО ОТВЕРСТИЯ БУНКЕРА | 1993 |
|
RU2066670C1 |
Использование: изобретение позволит повысить качество стыка ленты. Сущность изобретения: концы ленты - рабочий и нерабочий - закрепляют на опорном столе. Перед нарезанием трапециевидных канавок срезают обкладочный слой резины, и в средней части стыка каждого конца ленты выполняют косой срез, а по краям нарезают трапециевидные канавки. При этом канавки рабочего конца ленты соответствуют профильным гребням нерабочего. Площадь косого среза составляет не менее 60% общей площади стыка. 1 ил.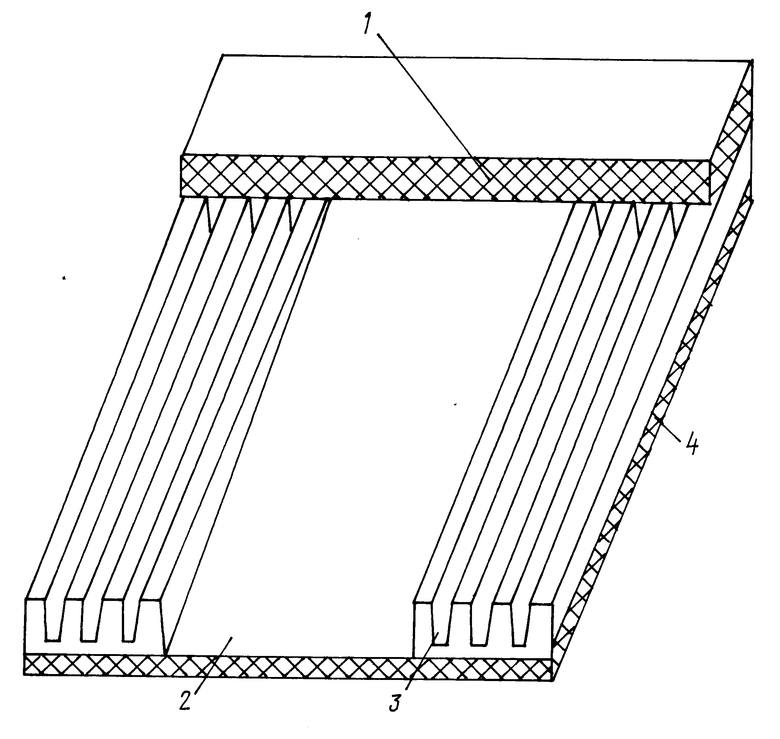
Способ разделки концов резинотканевых конвейерных лент, заключающийся в закреплении каждого конца ленты на опорном столе и последующем нарезании посредством вращающейся фасонной фрезы вдоль каждого конца стыка ленты параллельных трапециевидных канавок так, чтобы канавки одного конца соответствовали профилю гребня другого, отличающийся тем, что перед нарезанием трапециевидных канавок срезают обкладочный слой резины и в средней части стыка каждого конца ленты выполняют косой срез, затем по краям стыка нарезают трапециевидные канавки, а площадь косого среза составляет не менее 60% общей площади стыка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство,1219407, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2001332, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
