Изобретение относится к резинотехнической промышленности и может быть использовано при изготовлении и стыковке резинотканевых конвейерных лент.
Известен способ стыковки резинотканевых лент, при котором разделывают соединяемые кромки с образованием ступеней, а затем шерохуют разделанные поверхности, смачивают их растворителем, промазывают клеем и образуют стык, укладывая в зазоры между концами ступеней слои сырой резины с последующей вулканизацией места стыка.
Недостатком этого способа является понижение прочности стыкового соединения по сравнению с прочностью ленты.
Известен способ соединения конвейерных лент, при котором разделывают соединяемые кромки лент, выполняя на каждой из
них чередующиеся по ширине кромки впадины и выступы со срезом боковых граней выступов под углом 30-60°С к поверхности ленты, соединяют кромки, укладывая выступы одной из них во впадины другой, и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой.
Недостатками способа является то, что неодновременный срез на обеих стыкуемых кромках ленты боковых граней выступов и впадин с образованием поверхностей параллельных и в последующем соединяемых между собой, не может обеспечить высокой точности, а в результате и достаточной прочности соединений, особенно, выполненных клеями холодного отверждения.
Цель изобретения -увеличение прочности соединения за счет повышения точности среза боковых граней выступов.
XI
ГО 1ЧЭ 00
о о
Указанная цель достигается тем, что в способе соединения конвейерных лент при разделке соединяемые кромки сначала укладывают одну на другую со смещением их продольных осей в поперечном направле- нии и осуществляют наклонный рез одновременно обеих кромок ленты с образованием одних граней выступов, а затем смещают кромки ленты на ту же величи- ну в поперечном направлении в противоположную сторону и осуществляют наклонный рез с противоположным наклоном одновременно обеих кромок с образованием вторых граней выступов, при этом величину смещения продольных осей кро- мок в поперечном направлении определяют по следующему соотношению:
х h- ctg a , где h - толщина ленты, м;
а - угол среза боковых граней, град.
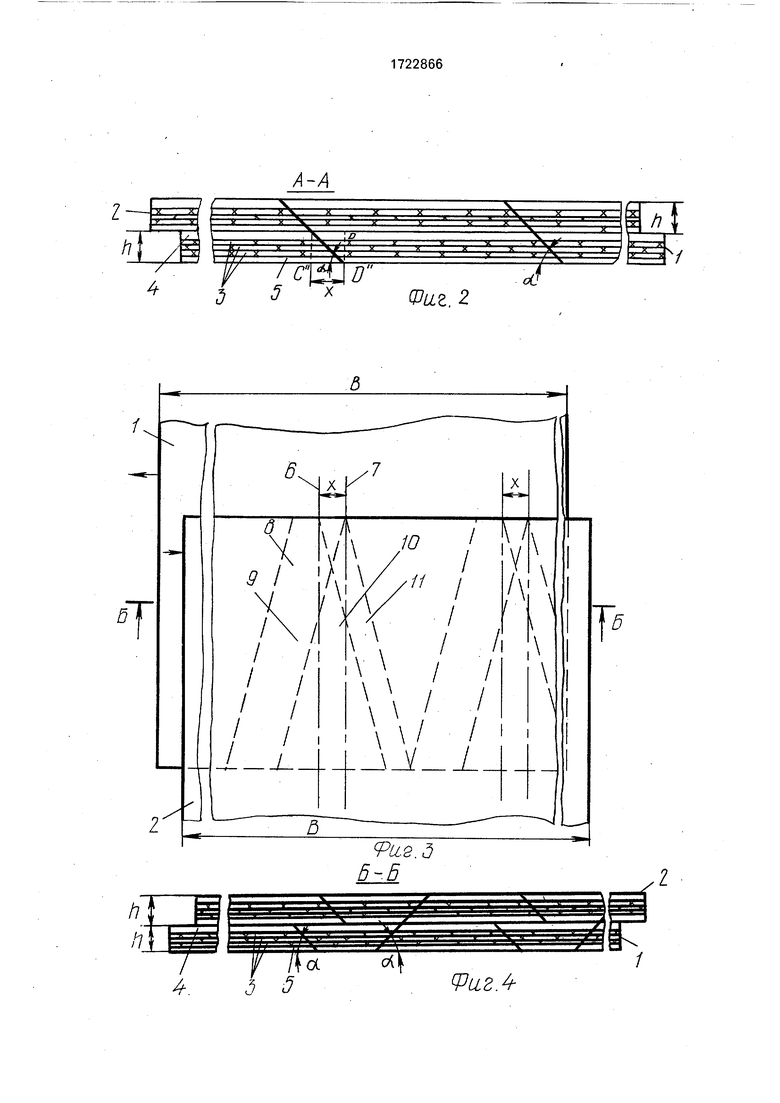
На фиг. 1 изображены стыкуемые кромки ленты, уложенные одна на другую со смещением их продольных осей в поперечном направлении и с наклонным резом одновременно обеих кромок ленты с образованием одних граней выступов; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - стыкуемые кромки ленты со смещением их продольных осей в поперечном направлении в противоположную сторону первоначальному смещению с наклонным резом с противоположным наклоном одновременно обеих кромок с образованием вторых граней выступов; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - соединение кромок в сборе без обкладки проре- зиненной тканью; на фиг. 6 - сечение В-В на фиг. 5; на фиг. 7 - соединение с обкладкой прорезиненной тканью, вид сбоку.
Предлагаемый способ осуществляется следующим образом.
При разделке соединяемые кромки 1 и 2 ленты, толщиной и шириной В, состоящей из прокладок 3, рабочей 4 и нерабочей 5 резиновых обкладок, сначала укладывают друг на друга со смещением х их продольных осей 6 и 7 в поперечном направлении. При этом величину х определяют по следующему соотношению
х h- ctg a .
Из фиг. 1 видно, что CD С1 D1 х, а из фиг. 2 С1 D1 С D х. Тогда из АС1 С DH находим, что
х h ctg a .
Выбрав величину смещения х из указанного соотношения, стыкуемые кромки лен- ты при сборке стыка соединяются без смещения бортов ленты в поперечном направлении, т.е. после сборки стыка продольная ось одной кромки совпадает с
продольной осью другой кромки ленты. В противном случае, если выполнить разделку кромок без их предварительного смещения в поперечном направлении или со смещением х, выбранным произвольно, то при сборке стыка борт ленты одной кромки будет смещен в поперечном направлении относительно борта ленты другой кромки, что в конечном итоге приведет к быстрому разрушению стыка. Затем осуществляют наклонный рез под углом 30-60° к поверхности ленты одновременно обеих кромок 1 и 2 ленты с образованием одних граней 8 и 9 выступов, а затем смещают кромки 1 и 2 ленты на ту же величину в поперечном направлении в противоположную сторону и осуществляют наклонный рез под углом 30- 60° к поверхности ленты с противоположным наклоном одновременно обеих кромок 1 и 2 ленты с образованием вторых 10 и 11 граней выступов. После этого удаляют элементы, находящиеся между выступами, и перемещают кромки 1 и 2 в поперечном направлении до совмещения их продольных осей. Затем разворачивают кромку 2 в вертикальной плоскости против часовой стрелки, чтобы срезанные грани 9 и 11 выступов кромки 2 ленты находились сверху.
Поверхности граней 8, 9 и 10, 11 шеро- хуют, промазывают клеем и стыкуют. Для этого соединяют кромки 1 и 2 ленты шириной В, укладывают выступы кромки 1 во впадины кромки 2, соединяя между собой поверхности граней 8 и 9, 10 и 11. Затем на длине I соединение зачищают, промазывают клеем поверхности 12 и 13, обкладывают прорезиненной тканью 14, прилегающие к ленте поверхности которой также промазывают клеем. Полученное соединение прикатывают для удаления воздушных включений и спрессовывают место стыка.
Пример
Перед разделкой соединяемые кромки четырехпрокладочной ленты с тяговым каркасом на основе ткани ТК-200-2, толщиной 12 мм и шириной 1000 мм укладывали друг на друга со смещением их продольных осей в поперечном направлении. При этом смещение х выбирали из соотношения х h-ctg а, которое при h 12 мм и а 45° равняется 12 мм. Затем производили наклонный рез под углом 45° к поверхности ленты одновременно обеих кромок с образованием одних граней выступов. После этого смещали кромки ленты в поперечном направлении в противоположную сторону на ту же величину, равную 12 мм, и осуществляли наклонный рез под углом 45° к поверхности ленты
с противоположным наклоном одновременно обеих кромок ленты с образованием вторых граней выступов. Зетем удаляли элементы, находящиеся между выступами, и перемещали стыкуемые кромки в попе- речном направлении до совмещения их продольных осей.
После этого верхнюю кромку ленты разворачивали в вертикальной плоскости против часовой стрелки, чтобы срезанные грани выступов верхней кромки ленты оказались сверху. Образованные поверхности граней выступов на обеих кромках шерохо- вали, промазывали клеем SC-2000 и соединяли их, для чего выступы одной кромки укладывали во впадины другой. Затем на длине 300 мм соединение зачищали, промазывали клеем SC-2000 поверхности со стороны рабочей и нерабочей обкладок ленты, обкладывали прорезиненной тканью, при- легающие к ленте поверхности которой также промазывали клеем SC-2000. Полученное соединение прокатывали для удаления воздушных включений, после чего стык вулканизировался.
При использовании предлагаемого способа образование поверхностей, в дальнейшем соединяемых между собой, происходит при одновременном срезе боковых граней выступов и впадин на обеих стыкуемых кромках, т.е. с одной установки режущего инструмента и обрабатываемой детали, а это повышает точность обработки. В результате увеличивается площадь контакта соединяемых поверхностей, что особенно
-Д
важно при стыковке лент клеями холодного отверждения.
Формула изобретения Способ соединения конвейерных лент, при котором разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы со срезом боковых граней выступов под углом 30-60° к поверхности ленты, соединяют кромки, укладывая выступы одной из них во впадины другой , и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой, отличаю- щ и и с , что, с целью увеличения прочности соединения за счет повышения точности среза боковых граней выступов, при разделке соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении и осуществляют наклонный рез одновременно обеих кромок ленты с образованием одних граней выступов, а затем смещают кромки ленты на ту же величину в поперечном направлении в противоположную сторону и осуществляют наклонный рез с противоположным наклоном одновременно обеих кромок с образованием вторых граней выступов, при этом величину смещения х продольных осей кромок в поперечном направлении определяют по следующему соотношению:
х h. ctg a , где h - толщина ленты, м;
а - угол среза боковых граней, град.
и
/

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ стыковки многослойных лент | 1980 |
|
SU861094A1 |
| Способ стыковки многослойных лент | 1978 |
|
SU783034A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛЕНТ | 2013 |
|
RU2520862C1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| ПОЛОЕ РЕЗИНОТЕХНИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ЗАГОТОВОК | 1991 |
|
RU2027597C1 |
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |

Использование: изготовление и стыковка резинотканевых конвейерных лент с высокой прочностью соединения за счет повышения точности среза боковых граней выступов. Сущность изобретения: в способе соединения конвейерных лент при разделке соединяемые кромки сначала укладывают одну на другую со смещением их продольных осей в поперечном направлении и осуществляют наклонный рез одновременно обеих кромок ленты с образованием одних граней выступов. Затем смещают кромки ленты на ту же величину в поперечном направлении в противоположную сторону и осуществляют наклонный рез с противоположным наклоном одновременно обеих кро- мок с образованием вторых граней выступов. При этом величину смещения продольных осей кромок в поперечном направлении определяют по следующему соотношению: X h-ctg а , где h - толщина ленты, м; а - угол среза боковых граней, град.7 ил. сл С
б
т
Т
Б
| СПОСОБ СТЫКОВКИ РЕЗИНО-ТКАНЕВЫХ ТРАНСПОРТЕРНЫХ ЛЕНТ И ПЛОСКИХ ПРИВОДНЫХ РЕМНЕЙ | 0 |
|
SU245349A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Солесос | 1922 |
|
SU29A1 |
