Изобретение относится к области изготовления патронов стрелкового оружия, а именно к способам изготовления оболочечных пуль,
Известен способ изготовления бронебойной оболочечной пули [1] заключающийся в том, что от свинцовой проволоки отрубают цилиндрическую заготовку, штампуют из нее стаканчик, затем посредством пуансона и матрицы вытягивают свинцовую рубашку, при этом форма пуансона соответствует форме сердечника, а форма матрицы соответствует внутренней форме оболочки. Затем вручную рубашку одевают на сердечник, а затем собранный узелок помещают в оболочку, после чего рядом штамповочных операций обеспечивают геометрические размеры пули.
Недостатком указанного способа является то, что внутреннюю поверхность рубашки выполняют соответствующей форме сердечника, что затрудняет автоматизацию процесса сборки узелка на автоматической роторной линии, так как незапрессованный сердечник не удерживается в рубашке, поэтому при выходе из ротора сборки будет происходить размонтирование узла на составляющие элементы.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому эффекту (прототипом) является способ сборки 7,62 мм пуль образца 1943 года и 5,45 пуль с обыкновенной пулей на автоматических линиях "М-ЛМС-56" и "ЛМС-107" [2] заключающийся в том, что от свинцовой проволоки обрубают ножом заготовку, из которой штампуют стаканчик, затем посредством пуансона и матрицы вытягивают рубашку с толщиной дна величиной 20-30% от ее высоты, при этом форма пуансона соответствует форме сердечника, а форма матрицы внутренней полости оболочки. Затем сердечник на операции сборки узла запрессован в рубашку, то есть вдавливают в дно. Плотность монтажа обеспечивается за счет пластической деформации дна рубашки. Этим исключается размонтирование узла на дальнейших транспортных и технологических операциях на АРЛ.
Достоинством способа является то, что он реализуем на автоматических роторных линиях (АРЛ), обеспечивает прочное удержание рубашки на сердечнике. К недостаткам следует отнести ограниченную область применения. Он применим только для конструкций пуль, имеющих относительно большую толщину дна свинцовой рубашки величиной 20 30% от ее высоты, что характерно для обыкновенной пули калибра 5,45 мм и 7,62 мм пули образца 1943 года. Для пуль, имеющих относительно малую толщину свинцовой рубашки величиной до 5% от общей высоты рубашки и сердечник с головной частью в виде усеченного сживала, например, для 5,45 мм пули повышенной пробиваемости (индекс 7H10.010), такой способ нереализуем, так как запрессовывание сердечника в дно рубашки ограничено толщиной дна, поэтому от не обеспечивает надежной сборки сердечника с рубашкой. В связи с этим на последующих транспортных и технологических операциях происходит размонтирование узлов на составляющие элементы. Кроме того, узлы с низкой плотностью монтажа ухудшают такую важную тактико-техническую характеристику, как кучность стрельбы. Увеличение же степени запрессовки, при малом дне приводит к разрушению свинцовой рубашки в головной части, что недопустимо.
Способ изготовления, описанный в прототипе, осуществляется на акционерном обществе "Барнаульский станкостроительный завод" при изготовлении обыкновенной оболочечной 5,45 мм пули индекса 7Р6.010, на автоматической роторной линии М-ЛМС-56.
Задачей, на решение которой направлено данное изобретение является расширение технических возможностей способа за счет обеспечения автоматической сборки сердечника, имеющего форму головной части в виде усеченного оживала с диаметром торца в соотношении к диаметру ведущей части сердечника в пределах 0,35 0,50, со свинцовой рубашкой, имеющей малую толщину дна величиной до 5% от общей высоты рубашки.
Технический результат достигается тем, что от свинцовой проволоки отрубают цилиндрическую заготовку, штампуют из нее стаканчик, посредством пуансона и матрицы вытягивают рубашку с диаметром дна с внутренней стороны на 30 65% больше торца сердечника, на операции сборки рубашки с сердечником производят дополнительную вытяжку рубашки непосредственно сердечником в матрице с диаметром под выталкиватель на 5 25% больше диаметра торца сердечника. Соотношение размеров определено при отработке технологии сборки свинцовой рубашки с сердечником 5%45 мм повышенной пробиваемости индекса 7 H 10.010. Опытными работами, проведенными на Акционерном Обществе "Барнаульский станкостроительный завод" установлено, что при изготовлении свинцовой рубашки с внутренним диаметром дна менее 2,3 мм, что больше диаметра торца сердечника (1,8 мм) примерно на 30% не обеспечивается плотность монтажа, поэтому на последующих операциях происходит размонтирование узелка, то есть сердечник выпадает из рубашки. При изготовлении свинцовой рубашки с внутренним диаметром дна более 3,00 мм, что более диаметра торца сердечника примерно на 65% происходит прокалывание тонкого дна рубашки сердечником, что недопустимо.
Величина диаметра отверстия в матрице под выталкиватель на 5 25% больше диаметра торца сердечника обусловлена тем6 что при диаметре указанного отверстия 1,9 мм, что больше диаметра торца на 5% происходит значительное утонение стенки рубашки в области нахождения перехода от оживала сердечника к торцу. Чрезмерное утонение стенки является причиной надрыва и полного отрыва головки свинцовой рубашки при выталкивании и транспортировании узла. Увеличение же диаметра отверстия под выталкиватель более 2,2 мм, что больше диаметра торца сердечника примерно на 25% приводя к образованию свинцовой складки на головной части узелка и ослабеванию плотности монтажа, приводящей впоследствии к размонтированию узла. Изготовленный таким образом узелок помещают в оболочку и оформляют заданную геометрию пули.
Заявляемое техническое решение отличается от прототипа тем, что на операции вытяжки получают свинцовую рубашку с диаметром дна с внутренней стороны на 30-65% больше торца сердечника, а окончательную вытяжку рубашки проводят непосредственно сердечником на операции сборки узла в матрице с диаметром отверстия под выталкиватель на 5-25% больше диаметра торца сердечника, что дает основание заключить, что заявляемое техническое решение отвечает критерию "новизна". Анализ известных технических решений в области изготовления патронов стрелкового оружия и в системах отраслях техники позволяет сделать вывод об отсутствии в них признаков, сходных с существенными отличиями признаков в заявленном способе изготовления оболочечной пули.
На фиг. 1, 2, 3, 4, 5 приведены графические материалы, демонстрирующие реализацию предлагаемого способа.
Способ осуществляют следующим образом. Предварительно отрубленную от свинцового прутка цилиндрическую заготовку помещают (см. фиг. N 1) в матрицу 1 и посредством пуансона 2 штампуют стаканчик 3. Выталкивателем стаканчик удаляют из матрицы с заходом его в клещу транспортного ротора для перемещения на следующую операцию. На операции вытяжки (см. фиг. 2), стаканчик 3 помещают с матрицу 5 и посредством пуансона 6, имеющего диаметр торца dn на 30 65% больше, чем диаметр торца сердечника dc, вытягивают рубашку 7. Выталкивателем 8 рубашку удаляют из матрицы с заходом в клещу транспортного ротора. На операции сборки узелка (см. фиг. 3) первым этапом в матрицу 9 пуансоном 10 помещают свинцовую рубашку 7, которая удерживается в матрице за счет силы трения, затем (см. фиг. 4) этим же пуансоном 10 помещают в матрицу 9 сердечник 11, имеющий головную часть в виде усеченного оживала с диаметром торца dc. В процессе перемещения сердечника 11 в матрицу 9 после достижения им дна свинцовой рубашки 7 начинается пластическая деформация последней, то есть тем самым на операции сборки узелка производят окончательную операцию вытяжки свинцовой рубашки 12 непосредственно сердечником 11 (см. фиг. 5). При этом свинец, пластически деформируясь, плотно облегчает оживальную часть сердечника, заполняет раковины, микропоры, отпечатки от штамповочного инструмента на поверхности сердечника, тем самым обеспечивается плотный монтаж сердечника 11 и рубашки 12, а на дальнейших транспортных и технологических операциях исключается разборка узла на составляющие элементы. Выталкивателем 13, имеющим диаметр dn, узелок удаляют из матрицы 9 с заходом в клещу транспортного ротора. На операции сборки узла важно выдержать соотношение размеров  При соотношении
При соотношении  менее 1,3 из-за низкой степени деформаций не обеспечивается плотный монтаж, узлы начинают размонтироваться на последующих операциях. При соотношении размеров
менее 1,3 из-за низкой степени деформаций не обеспечивается плотный монтаж, узлы начинают размонтироваться на последующих операциях. При соотношении размеров  1 практически 100% узлов размонтируется на следующей же транспортной операции. При соотношении
1 практически 100% узлов размонтируется на следующей же транспортной операции. При соотношении  более 1,65 сердечник начинает протыкать дно рубашки, что недопустимо. На качество узелков существенно влияние оказывают и соотношение размеров
более 1,65 сердечник начинает протыкать дно рубашки, что недопустимо. На качество узелков существенно влияние оказывают и соотношение размеров  При соотношении размеров
При соотношении размеров  менее 1,05 сердечник своим переходом от дна к оживалу пережимает и утоняет стенку свинцовой рубашки, что при выталкивании и на последующих операциях приводит к надрыву и полному отрыву свинцовой головки узелка. Соотношение размеров
менее 1,05 сердечник своим переходом от дна к оживалу пережимает и утоняет стенку свинцовой рубашки, что при выталкивании и на последующих операциях приводит к надрыву и полному отрыву свинцовой головки узелка. Соотношение размеров  более 1,25 приводит к появлению кольцевых складок в головной части узелка и ухудшает плотность монтажа до появления случаев размонтирования узлов. Последним этапом изготовленный узелок помещают в оболочку и оформляют заданную геометрию пули (не показано).
более 1,25 приводит к появлению кольцевых складок в головной части узелка и ухудшает плотность монтажа до появления случаев размонтирования узлов. Последним этапом изготовленный узелок помещают в оболочку и оформляют заданную геометрию пули (не показано).
Таким образом, предлагаемый способ позволяет вести сборку пуль, имеющих сердечник в форме усеченного оживала и свинцовую рубашку с тонким дном (толщиной составляющей до 5% от общей длины рубашки) на автоматических роторных линиях. На акционерном Обществе "Барнаульчкий станкостроительный завод" способ опробован с положительным результатом, ведется подготовка производства для его внедрения на сборку 5,45 мм оболочечной пули повышенной пробиваемости индекса 7 H 10.010. Экономический эффект от внедрения составит сумму ориентировочно 30 млн. руб.
Источники информации
1. Кириллов В.М. Производство патронов стрелкового оружия, М. Артиллерийская академия им. Дзержинского, 1946 г. стр.231, 232, 257% 258, 259.
2. Справочник под общей редакцией Н.П.Агеева, К.К.Екимова Производство патронов стрелкового оружия, ЦНИИ информации, 1974 г. часть 3, стр. 228, 229 (прототип)в
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУЛЯ ДЛЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1993 |
|
RU2072507C1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ | 1991 |
|
RU2089841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| СНАЙПЕРСКАЯ ПУЛЯ ДЛЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1997 |
|
RU2147367C1 |
| ПУЛЯ ПАТРОНА ОХОТНИЧЬЕГО НАРЕЗНОГО ОРУЖИЯ | 1993 |
|
RU2085827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕЧНЫХ ПУЛЬ | 2007 |
|
RU2350892C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 2001 |
|
RU2206052C2 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ ПОВЫШЕННОЙ ПРОБИВАЕМОСТИ | 2023 |
|
RU2809501C1 |
| ПУЛЯ ДЛЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1998 |
|
RU2148783C1 |
Использование: изготовление оболочечных пуль. Сущность изобретения: из отрубленной из свинцового прутка цилиндрической заготовки штампуют стаканчик. Посредством пуансона и матрицы вытягивают рубашку с диаметром дна с внутренней стороны на 30oC65% больше торца сердечника. Собирают рубашку с сердечником в узелок и при движении сердечника осуществляют окончательную вытяжку рубашки в матрице с диаметром отверстия под выталкиватель на 5oC25 % больше диаметра торца сердечника. 5 ил.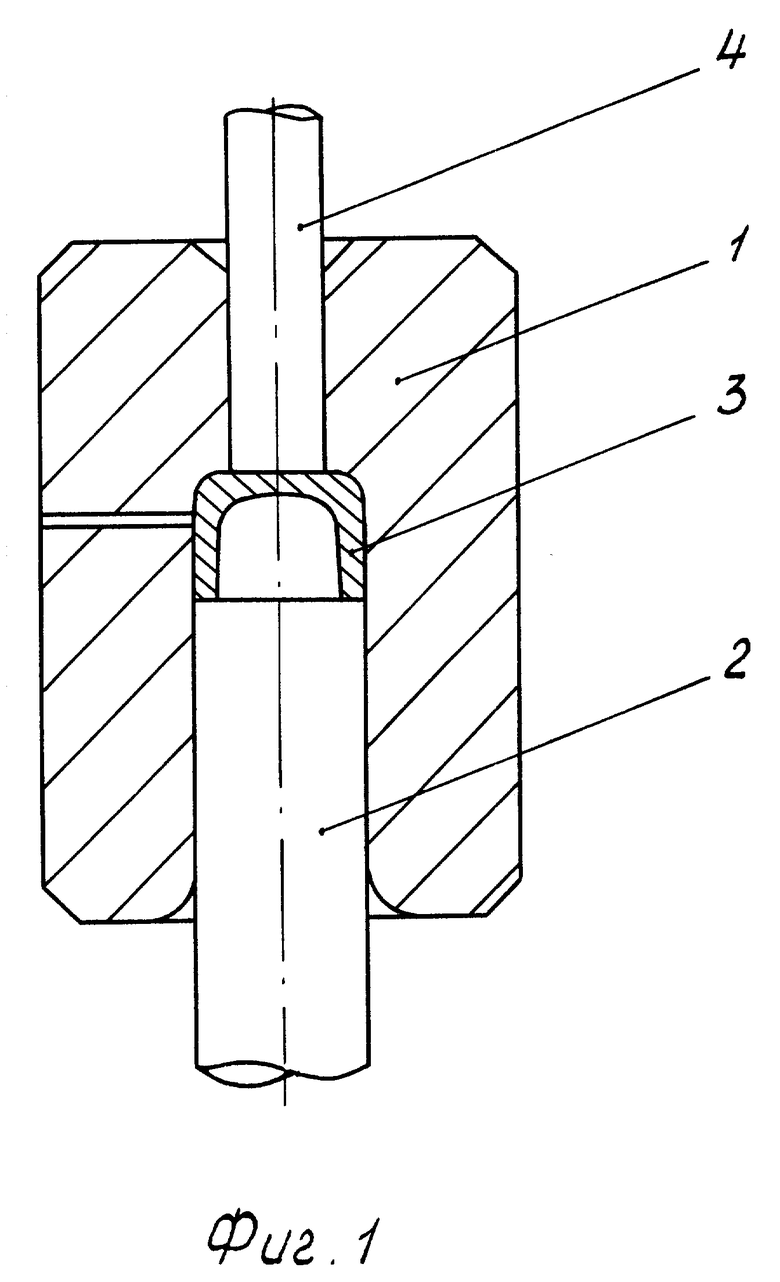
Способ изготовления оболочечной пули, состоящий в том, что от свинцовой проволоки отрубают цилиндрическую заготовку, штампуют из нее стаканчик, посредством пуансона и матрицы вытягивают рубашку, собирают рубашку с сердечником в узелок, который помещают в оболочку, и оформляют заданную геометрию пули, отличающийся тем, что на операции вытяжки получают рубашку с диаметром дна с внутренней стороны, на 30 65% больше диаметра торца сердечника, а окончательную вытяжку рубашки производят непосредственно сердечником на операции сборки узелка в матрице с диаметром отверстия под выталкиватель, на 5 25% больше диаметра торца сердечника.
| Малов А.Н | |||
| Производство патронов стрелкового оружия | |||
| - М.: Госиздат Оборонпром, 1947, с | |||
| Нефтяная топка для комнатных печей | 1922 |
|
SU326A1 |

