Способ электрофлокирования предметов сложной формы может быть использован в парфюмерной, галантерейной, оптической, оружейной и других отраслях промышленности, где возникает потребность нанесения ворса на поверхность предметов со сложным рельефом.
Известен способ электрофлокирования [1] плоских поверхностей, покрытых клеем. Он заключается в том, что в некоторой области пространства создается однородное электрическое поле посредством двух электродов, к которым подсоединен источник высокого напряжения. Короткие волокна вводятся в эту область сильного электрического поля или через сетчатую поверхность верхнего электрода, или предварительно насыпаются на нижний электрод. Попав в электрическое поле, они приобретают электрический заряд, совпадающий по знаку с зарядом того электрода, с которым они первоначально находились в контакте, ускоряются под действием электрического поля по направлению к противоположно заряженному электроду и ориентируются вдоль силовых линий поля. Столкнувшись с клеевой поверхностью, которая обычно располагается вблизи противоположно заряженного электрода перпендикулярно силовым линиям электрического поля, а следовательно и к траекториям движения волокон, они закрепляются на ней, образуя ворсовый покров. Описанный способ не позволяет получать равномерный ворсовый покров на поверхностях, располагающихся под углом к траекториям движения волокон, а тем более, если эти поверхности располагаются вдоль этих траекторий.
Известен, являющийся наиболее близким к изобретению, способ электрофлокирования для электропроводящих предметов, имеющих выпуклую форму [2] В соответствии с этим способом упомянутый предмет подключается к одному полюсу источника высокого напряжения, а к второму полюсу подключается другой электрод, эмиттирующий волокна. Хотя электрическое поле в этом случае перестает быть однородным, но при повороте флокируемой поверхности к электроду, эмиттирующему волокна, возможно также получение равномерного ворсового покрова. Однако для предметов, выполненных из электроизоляционного материала, а тем более для предметов сложной формы, т.е. имеющих углубления, канавки и полости, получение равномерного ворсового покрова по упомянутому способу становится невозможным.
Техническим результатом заявляемого изобретения является улучшение качества ворсового покрова на предметах сложной формы, а также расширение ассортимента материалов, из которых они изготовлены.
Технический результат достигается тем, что при электрофлокировании предмета сложной формы с предварительно нанесенным на него слоем клея наносят волокна в сильном неоднородном электрическом поле, которое создают электродами, подключенными к источнику высокого напряжения, при этом создают изменяющееся неоднородное электрическое поле, которое перемещают так, чтобы его силовые линии вблизи поверхности любого флокируемого участка располагались под углами от 30o до 90o, т.е. почти перпендикулярно к нему. При этом траектории движения волокон к упомянутому участку поверхности будут располагаться к нему под углами, близкими к упомянутым, обеспечивая сходные условиях флокирования различных участков. Для равномерной подачи волокон к любому участку поверхности предмета сложной формы и для уменьшения вероятности образования цепочек из волокон, называемых столбами, между флокируемой поверхностью и областью эмиссии волокон, они выполнены перемещающимися друг относительно друга.
Изобретение поясняется фиг. 1 и 2.
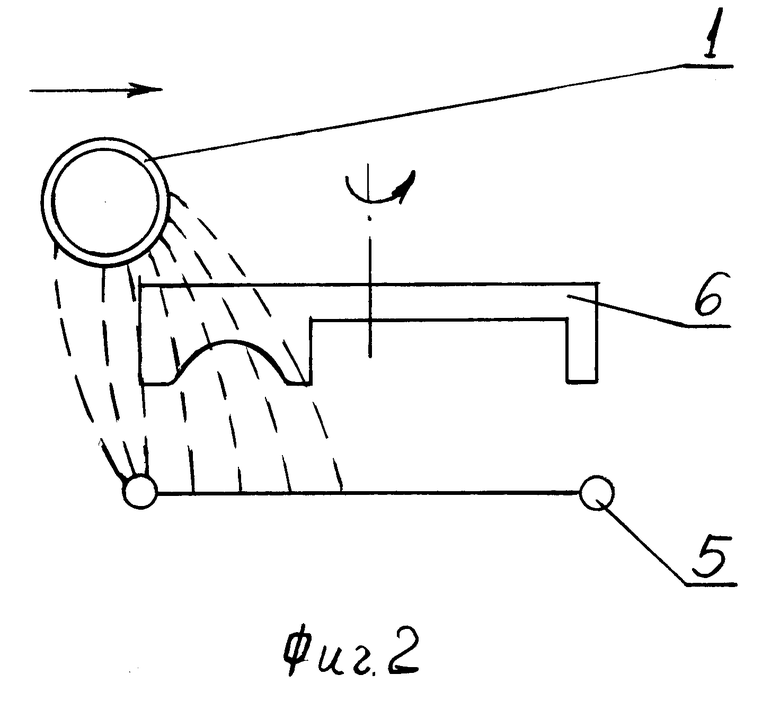
Цилиндрические электроды 1 и плоский электрод 2 установлены на оси 3, расположенной перпендикулярно плоскости (фиг. 1). Относительно оси 3 электроды 1 и 2 могут совершать вращение. Электроды 1 и 2 электрически подсоединены, например к заземленному выводу источника постоянного или переменного высокого напряжения 4. Бункерный электрод 5 установлен, например, ниже электродов 1 и 2 и соединен с высоковольтным выводом источника высокого напряжения 4. Предметы сложной формы 6, закрепленные в держателях (не показаны), размещается над бункерным электродом 5 и обращены своей клеевой поверхностью к нему. В процессе электрофлокирования предметы сложной формы вращаются, например, от двигателя относительно своей оси, а бункерный электрод 5 в свою очередь вращается, например, от двигателя относительно оси 3 для обеспечения равномерной подачи ворса ко всем участкам клеевой поверхности предметов 6 и для устранения явления образования "столбов".
Перед началом электрофлокирования волокна укладываются на бункерный электрод 5, а предметы сложной формы 6 устанавливаются над ним. Затем включается источник высокого напряжения 4 и приводятся во вращение электроды 1 и 2 относительно оси 3, например, посредством электрического двигателя (не показан). Волокна, находящиеся на бункерном электроде 5, приобретают на нем заряд, величина которого и напряженность электрического поля в окрестности волокна возрастают по мере приближения к нему цилиндрического 1 или плоского 2 электродов. Когда электрические силы, действующие на волокна, оказываются достаточно большими, они взлетают с бункерного электрода и движутся по направлению к электродам 1 или 2 (фиг. 2). На своем пути волокна встречаются с клеевой поверхностью упаковки 6 сложной формы и закрепляется на ней. Поскольку движение волокон происходит в неоднородном поле сложной конфигурации, то оно оказывается криволинейным и волокна могут подлетать к клеевой поверхности упаковки под углом, величина которого зависит от взаимного расположения электродов и от расположения рассматриваемого участка упаковки. Вследствие движения, например вращения электродов 1 и 2, а также движения, например вращения упаковки 6 почти для каждого участка ее клеевой поверхности, возникают условия осаждения волокон, движущихся по отношению к ней под углами от 30 до 90o, т.е. почти перпендикулярно. Это обстоятельство способствует образованию равномерного и плотного ворсового покрова даже на весьма сложной поверхности упаковки. Использование плоского электрода 2 обеспечивает эффективное флокирование участков поверхности упаковки 6, параллельных бункерному электроду 5.
Перемещение упаковки 6 относительно электрода 5 уменьшает вероятность образования "столбов" и обеспечивает равномерность ворсового покрытия на упаковке 6.
Для обеспечения взлета волокон с поверхности бункерного электрода 5 необходимо создать достаточно сильное электрическое поле на поверхности бункерного электрода в диапазоне от 2 до 3,5 кВ/см, что обеспечивается достаточно высоким напряжением, вырабатываемым высоковольтным источником 4. Например, для расстояния между электродами 1 и 5, равного 80 мм, величина напряжения может быть выбрана в диапазоне от 40 до 45 кВ при диаметре поперечного сечения электрода, равном 40 мм. Превышение указанной величины напряжения может вызвать электрический разряд между электродами. В качестве ворса могут быть использованы натуральные или химические волокна, прошедшие специальную химическую обработку. В большинстве случаев целесообразно использовать волокна длиной около 0,5 мм и линейной плотностью 0,33 текс.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОРСОВОЙ ПОВЕРХНОСТИ НА ОБЪЕМНОМ ИЗДЕЛИИ (ВАРИАНТЫ) | 2001 |
|
RU2199398C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОРСОВЫХ РИСУНКОВ | 2000 |
|
RU2172367C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ УЗОРОВ НА МАТЕРИАЛ | 1991 |
|
RU2016154C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ РИСУНКОВ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1993 |
|
RU2045587C1 |
| СПОСОБ НАНЕСЕНИЯ КЛЕЯ НА НИТЕВИДНЫЙ МАТЕРИАЛ В ОТДЕЛОЧНОМ ПРОИЗВОДСТВЕ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ | 1994 |
|
RU2091289C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ВОРСОВОГО ПОКРЫТИЯ | 1990 |
|
RU1736252C |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ВОРСОВЫХ ПОКРЫТИЙ | 1991 |
|
RU2057218C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ РИСУНКОВ | 2004 |
|
RU2255154C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ КЛЕЕВ | 1993 |
|
RU2045353C1 |
| Способ электрофлокирования плоских материалов и устройство для его осуществления | 1989 |
|
SU1715906A1 |
Использование: способ электрофлокирования предметов сложной формы может быть использован в парфюмерной, галантерейной, оптической, оружейной и других отраслях промышленности, где возникает потребность нанесения ворса на поверхность предметов со сложным рельефом. Сущность изобретения: неоднородное электрическое поле перемещают относительно предмета так, чтобы его силовые линии по отношению к любому из участков поверхности предмета располагались под углом от 30 до 90o. Область эмиссии волокон перемещают относительно предмета сложной формы. 1 з.п. ф-лы, 2 ил.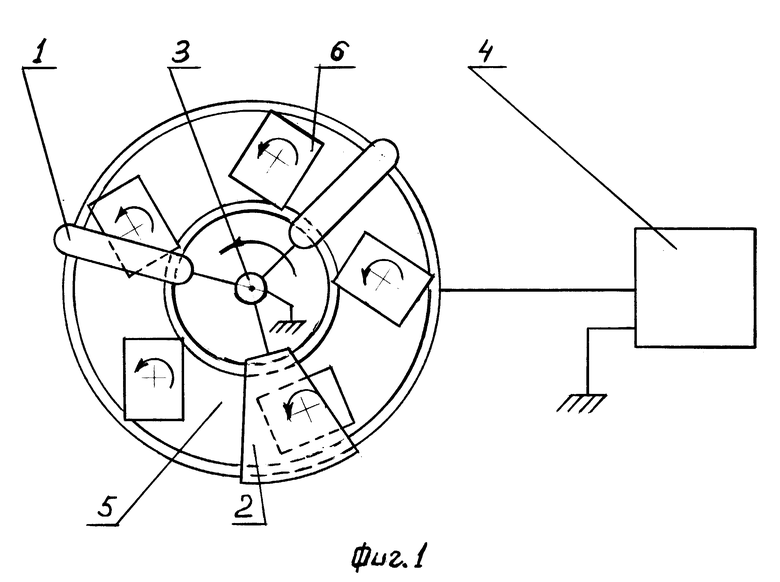
| Бершев Е.Н | |||
| Электрофлокирование (нанесение ворса в электрических полях) | |||
| - М.: Легкая индустрия, 1977, с.4 | |||
| Семенов В.А | |||
| Теория и практика электрофлокирования | |||
| - М.: ВЗПИ, 1992, с.92. |
