Изобретение относится к области легкой промышленности, в частности к отделке поверхности объемных изделий многоцветными ворсовыми узорами по технологии электрофлокирования.
Известен способ получения плоских многоцветных ворсовых рисунков нанесением через сетчатые шаблоны ворсов разного цвета. Сущность способа заключается в нанесении клеевого рисунка по шаблону с последующим последовательным флокированием отдельных участков через сетчатые шаблоны ворсом разных цветов (а. с. СССР 1143784, Устройство для получения многоцветного флокированного материала, МКИ D 04 Н 11/00, В 05 В 5/00, опубл. бюл. 9, 1985 г.). При этом каждый ворс должен заполнить только свою часть рисунка с четким соблюдением границ без пропусков и наложений цветов.
Известен способ (отчет о научно-исследовательской работе "Разработка метода облагораживания современных материалов, используемых в новых дизайнерских решениях мебели для дома, офисов и общественных помещений", регистр. 01970006376 ВНТИЦ, стр. 34 и 35 прилагаются) получения одноцветных ворсовых покрытий на поверхности объемного изделия, который заключается в нанесении ворса на поверхность изделия, предварительно покрытую клеем, в электрическом поле. При этом возможно два варианта реализации процесса: с изменением ориентации (поворотом и/или перемещением) изделия в процессе нанесения ворса и последовательное, многократное нанесение ворса на неподвижное изделие (поворот и/или перемещение изделия осуществляют, предварительно остановив процесс нанесения ворса).
Недостатком обоих вариантов данного способа является невозможность получения многоцветных ворсовых узоров на поверхности флокируемых объемных изделий. Даже при последовательном нанесении ворса разного цвета на различные места изделия удается получать только цветные пятна с постепенным переходом цвета.
Техническим результатом заявляемого решения является устранение указанных недостатков, а именно возможность нанесения ворса на поверхность объемных изделий в виде многоцветных узоров при одновременной регулировке их контрастности и рельефа.
Поставленная задача достигается тем, что для получения ворсовых многоцветных узоров на поверхности объемного изделия, покрытой клеем, нанесение ворса разных цветов в электрическом поле осуществляют последовательно один или более раз в неоднородном электрическом поле, разделенном в направлении движения ворса на две зоны таким образом, что дальняя от флокируемой поверхности имеет напряженность электрического поля близкую к нулю, а в ближней зоне существует возможность изменения напряженности при каждом нанесении (т. е. около флокируемой поверхности) от 2 до 12 кВ/см. Последнее нанесение проводят в однородном электрическом поле с напряженностью, устанавливаемой в пределах, аналогичных ближней зоне. По второму варианту отличие в достижении поставленной цели состоит в том, что конфигурацию силовых линий электрического поля в ближней зоне обеспечивают практически постоянной при изменении ориентации изделия в процессе нанесения ворса. Для нанесения многоцветных ворсовых узоров на изделие из диэлектрического материала (включая клеевой слой с низкой электропроводностью) его внутреннюю поверхность предварительно смачивают электропроводящей жидкостью. Для получения рельефных ворсовых узоров при втором или последующих нанесениях используют ворс с длиной 1i, определяемой соотношением 1i/1≥1,5 или 1/1i≥1,5, где 1 - длина ворса при первом нанесении, а 1i - длина ворса при любом последующем нанесении.
Новизна предлагаемого способа состоит в последовательном нанесении узоров ворсом разных цветов в неоднородном электрическом поле, разделенном в направлении движения ворса на две зоны, причем напряженность электрического поля в дальней от флокируемой поверхности зоне близка к нулю, а в ближней ее устанавливают при каждом нанесении от 2 до 12 кВ/см. Для получения ворсового узора на поверхности изделия, изменяющего ориентацию в процессе флокирования, обеспечивают постоянную конфигурацию силовых линий неоднородного электрического поля в ближней зоне в процессе нанесения ворса. При нанесении ворса на диэлектрическое изделие с клеевым слоем, имеющим низкую электропроводность, внутреннюю поверхность изделия предварительно смачивают электропроводящей жидкостью. Для получения рельефных ворсовых узоров при втором или последующих нанесениях используют ворс с длиной li, определяемой соотношением li/l≥1,5 или l/li≥1,5, где l - длина ворса пр и первом нанесении, а li - длина ворса при любом последующем нанесении.
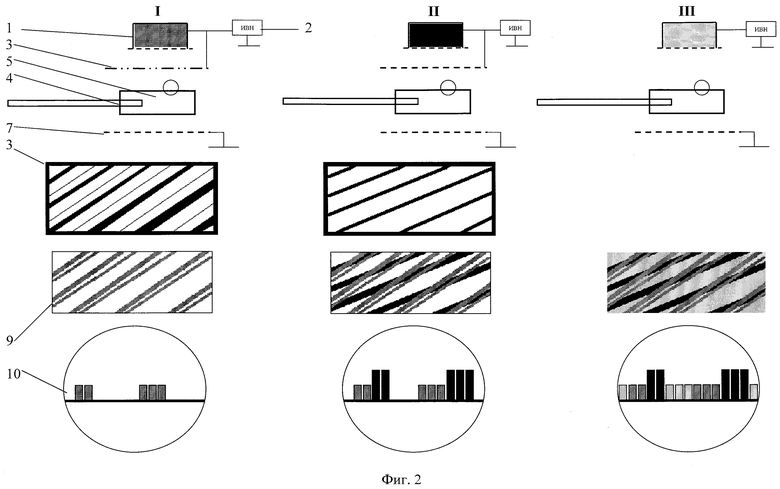
Для лучшего понимания способа приводим вариант схемы установки, представленный на фиг. 1, где показано: источник высокого напряжения ИВН (2) подключают одновременно к бункеру (1), подающему ворс, и промежуточному электроду (3), разделяющему электрическое поле на две зоны - дальнюю - между бункером (1) и промежуточным электродом (3) и ближнюю - между промежуточным электродом (3) и нижним сетчатым электродом (7). Напряженность электрического поля в дальней зоне близка к нулю, т.к. бункер (1) и промежуточный электрод (3) подключают к одному потенциалу (2). Напряженность в ближней зоне варьируют путем изменения потенциала на промежуточном электроде (3). Изделие (5) закрепляют на оснастке (4). Внутреннюю поверхность изделия (5) обрабатывают электропроводящей жидкостью (6) и посредством контакта (8) подключают к заземлению. Нижний электрод (7) выполнен в виде редкой заземленной cетки, чтобы исключить нанесение ворса на изделие снизу.
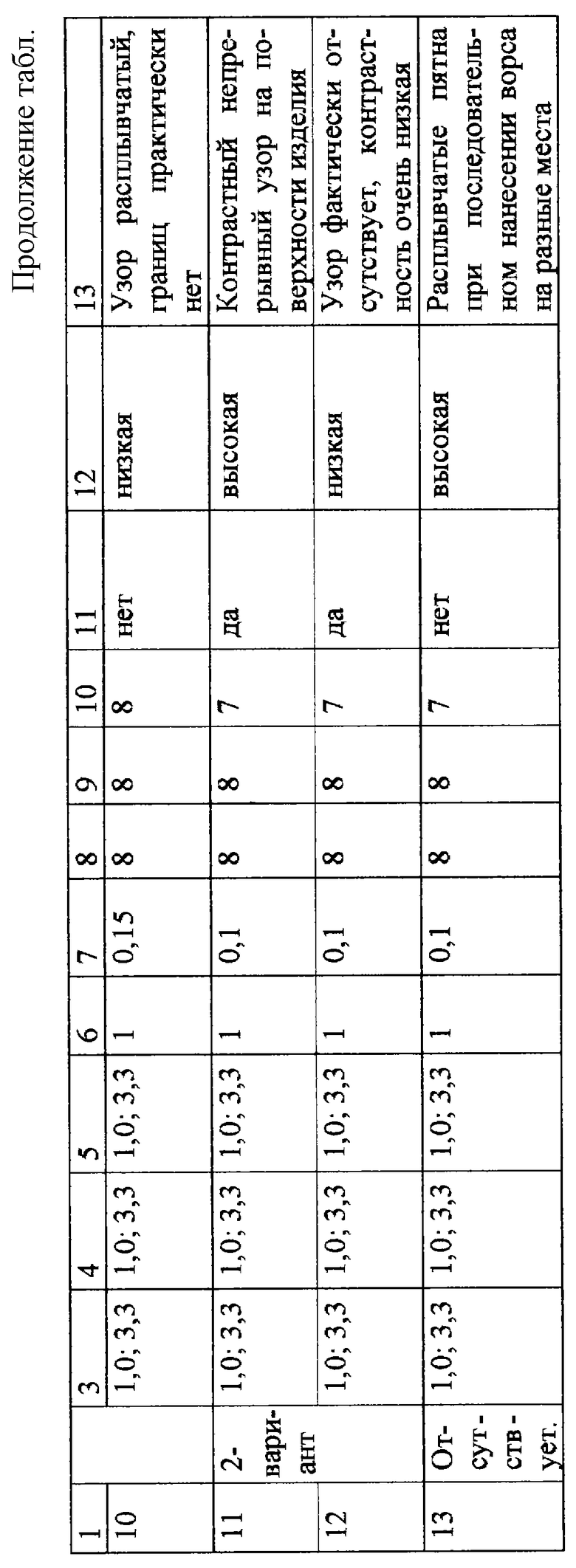
На фиг. 2 показан вариант получения трехцветного ворсового узора на изделии (5), например, цилиндрической формы. Представлены последовательные этапы нанесения ворса трех цветов (I, II, III) с двумя различными вариантами промежуточного электрода (3), разделяющего электрическое поле на две зоны, и варианты узоров (9), получаемых на объемном изделии. Здесь же показано нанесение на втором этапе ворса большей длины (10) для получения рельефного узора.
Получение многоцветных ворсовых узоров на поверхности объемного изделия (5) по первому варианту осуществляют следующим образом. Сначала изделие (5) закрепляют на оснастке (4) и всю флокируемую поверхность покрывают клеем. Далее изделие помещают в неоднородное электрическое поле (фиг.2, поз. 1) между промежуточным (3) и нижним (7) электродами. Ворс первого цвета наносят в неоднородном электрическом поле, создаваемом промежуточным электродом (3), при напряженности на поверхности изделия от 2 до 12 кВ/см.
Напряженность электрического поля в ближней зоне устанавливают в пределах от 2 до 12 кВ/см путем регулировки потенциала промежуточного электрода (3) источником высокого напряжения (2). При малых значениях напряженности ворсовый узор будет более "размытым" (плавный переход цветов), при больших значениях - более контрастным. Для нанесения этого же ворса или ворса другого цвета на иное место поверхности изделия процесс повторяют, изменив предварительно ориентацию изделия, на той же установке или на установке с ворсом другого цвета (II). При этом второе нанесение ворса проводят, например, с другой конфигурацией силовых линий неоднородного электрического поля, определяемого формой промежуточного электрода (3), для получения другого узора (9), например, как это показано на фиг.2 (II).
Последнее нанесение ворса (фиг.2, поз. III) осуществляют, помещая изделие (5) в однородное электрическое поле между плоским дном бункера (1) и нижним электродом (7), при напряженности на поверхности изделия, установленной в тех же пределах (2-12 кВ/см). При этом осуществляют заполнение ворсом всей оставшейся поверхности, покрытой клеем.
По второму варианту отличие состоит в том, что конфигурацию силовых линий неоднородного электрического поля в ближней зоне сохраняют постоянной при изменении ориентации изделия в процессе нанесения ворса. Это достигается тем, что промежуточный электрод (3) закрепляют на оснастке (4) вместе с изделием (5), окружая его со всех сторон, благодаря чему напряженность неоднородного электрического поля на поверхности изделия (5) практически постоянна при изменении ориентации изделия во время флокирования. Посредством этого узор из ворса одного цвета наносят на всю поверхность изделия, изменяя его ориентацию (вращая и/или перемещая его) в процессе нанесения ворса.
Если изделие (5) и клей имеют низкую электропроводность, так что в процессе нанесения заряд ворса на его поверхности не успевает стекать через контакт (8) и искажает электрическое поле у поверхности изделия (5), размывая получаемый ворсовый узор, то внутреннюю поверхность полого изделия (5) смачивают перед нанесением клея электропроводящей жидкостью (6). К ней подводят контакт (8), что дает возможность создать нужное неоднородное электрическое поле между поверхностью изделия (5) и промежуточным электродом (3).
Для получения рельефного ворсового узора на поверхности объемного изделия (5), например, при втором нанесении (фиг.2, поз. II) используют ворс длиной 1i≥1,51, где 1 - длина ворса при первом нанесении.
В качестве примера приведем вариант получения трехцветного ворсового узора на поверхности объемного изделия цилиндрической формы по первому варианту.
Внутреннюю поверхность изделия (5) смачивают электропроводящей жидкостью (6), например любым электролитом (1-5% раствор NaCl в воде). Изделие (5) закрепляют на оснастке (4), подключив поверхность, смоченную электролитом (6), например, к заземляющему проводнику (8). Поверхность изделия (5) (например, из полистирола) покрывают равномерным слоем клея (например, клей - форполимер уретановый СКУ-ПФЛ-100). Изделие (5), закрепленное на оснастке (4), помещают в неоднородное электрическое поле, разделенное на две зоны, между промежуточным (3) и нижним заземленным электродом (7). Наносят ворс (полиамид, длина 1,0 мм, линейная плотность 3,3 dtex) черного цвета (фиг.2, поз. 1) при напряженности примерно 4 кВ/см. После завершения первого нанесения ворса изделие (5) помещают в аналогичную установку с ворсом синего цвета (полиамид, длина 1,5 мм, линейная плотность 3,3 dtex) и, например, промежуточным электродом иной формы (фиг.2, поз. II), изменяют ориентацию изделия (5) и наносят ворсовый узор, например, при напряженности 8 кВ/см. Процесс нанесения повторяют столько раз, сколько требуется для получения нужного узора.
Если необходимо получить трехцветный ворсовый узор, то ворс третьего цвета (серый, полиамид, длина 1,0 мм, линейная плотность 3,3 dtex) наносят, помещая изделие (5) в однородное электрическое поле между плоским сетчатым дном бункера (1) и плоским сетчатым нижним электродом (7). Напряженность на поверхности изделия устанавливают равной примерно 8 кВ/см и заполняют ворсом всю оставшуюся площадь, покрытую клеем (фиг.2, поз. III). Изделие (5) при этом можно перемещать и вращать в процессе флокирования. Затем изделие помещают в сушильную камеру или высушивают при комнатной температуре. После очистки от незакрепившегося ворса мы получаем объемное изделие с трехцветным ворсовым узором, причем узор из черного ворса имеет размытые границы, а ворс синего цвета имеет более четкие границы и выраженный рельеф.
Процесс получения многоцветного ворсового узора по второму варианту отличается тем, что на оснастке кроме изделия закрепляют промежуточный электрод. Этот электрод неподвижен относительно поверхности изделия и к нему подключают, например, потенциал верхнего электрода. Процесс нанесения ворса осуществляют одновременно с изменением ориентации изделия (поворотом и/или перемещением). После нанесения ворса первого цвета промежуточный электрод меняют и/или изменяют режим флокирования и на другой установке наносят ворс второго цвета. Для получения трехцветного узора ворс последнего цвета наносят в однородном электрическом поле аналогично первому варианту.
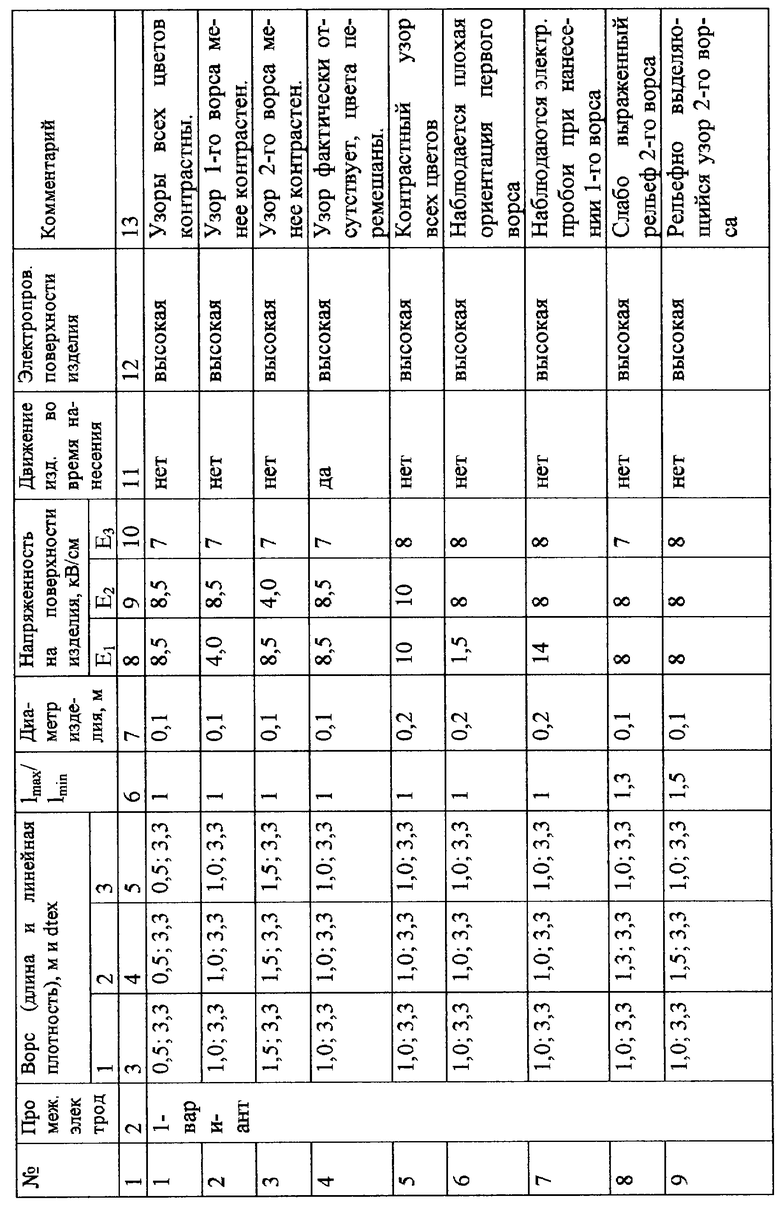
Конкретные варианты данного процесса приведены в таблице.
Во втором столбце показано, по какому варианту (первому или второму) осуществляют получение многоцветного узора. Столбцы с 3-го по 5-й показывают геометрические параметры ворса. В 6-м столбце представлено отношение длин используемого ворса для оценки эффекта рельефности узора. В седьмом столбце указан диаметр изделия. Это связано с тем, что все данные в таблице относятся для примера к изделиям цилиндрической формы, а для них напряженность электрического поля на поверхности выше, чем при тех же условиях на плоскости и зависит от кривизны их поверхности. В столбцах с 8 по 10 представлено приближенное значение напряженности неоднородного электрического поля на поверхности изделия при нанесении каждого ворса. В 11-м столбце отмечено: проводится нанесение первого и второго ворса на неподвижное изделие или ориентация в процессе нанесения изменяется. 12-й столбец показывает: высокая или низкая электропроводность поверхности изделия, т.е. искажает ли заряд, приносимый ворсом, электрическое поле в ближней зоне. В 13-м столбце приведены комментарии к каждому варианту.
В первой строке представлен стандартный режим нанесения ворса для получения достаточно контрастного трехцветного узора. 2-я и 3-я строки показывают, что снижение напряженности электрического поля (4 кВ/см) при нанесении ворса ведет к получению более размытого (неконтрастного) узора. В 4-й строке показано, что изменение ориентации изделия (вращение или перемещение) во время нанесения ворса по 1-му варианту исключает возможность получения ворсового узора. В то же время при использовании 2-го варианта изменение ориентации изделия во время флокирования не нарушает ворсовый узор, что показано в 11-й строке. 5-я строка демонстрирует высокую контрастность всех ворсовых узоров при использовании больших значений напряженности, а при использовании низкой напряженности существенно ухудшается ориентация ворса на поверхности изделия (строка 6). При использовании слишком высоких значений напряженности электрического поля иногда возникают электрические пробои (строка 7), что может приводить к повреждению ворсовой поверхности и выходу из строя оборудования. Строки 8 и 9 показывают, что при отношении длин ворсов менее 1,5 рельеф узора выражен слабо, а при отношении 1,5 или более рельефность узора достаточно четко выражена. Строки 10 и 12 показывают, что низкая электропроводность поверхности изделия ведет к очень сильному размыванию ворсовых узоров и практическому отсутствию границ между разными цветами ворса для обоих вариантов предлагаемого способа. Последняя, 13-я строка показывает, что способ, описанный в прототипе, не позволяет получать многоцветных ворсовых узоров, даже если на разные места изделия последовательно наносят ворсы разных цветов.
Таким образом, в сравнении с прототипом заявленный способ позволяет увеличить ассортимент получаемых рисунков за счет расширения цветовой гаммы и создания большого спектра как цветных, так и рельефных узоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОРСОВЫХ РИСУНКОВ | 2000 |
|
RU2172367C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ УЗОРОВ НА МАТЕРИАЛ | 1991 |
|
RU2016154C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ РИСУНКОВ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1993 |
|
RU2045587C1 |
| СПОСОБ ЭЛЕКТРОФЛОКИРОВАНИЯ ПРЕДМЕТОВ СЛОЖНОЙ ФОРМЫ | 1995 |
|
RU2094131C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ РИСУНКОВ | 2004 |
|
RU2255154C1 |
| СПОСОБ НАНЕСЕНИЯ КЛЕЯ НА НИТЕВИДНЫЙ МАТЕРИАЛ В ОТДЕЛОЧНОМ ПРОИЗВОДСТВЕ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ | 1994 |
|
RU2091289C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОТНОСТИ ВОРСОВОГО ПОКРЫТИЯ | 1990 |
|
RU1736252C |
| СПОСОБ ОТВЕРЖДЕНИЯ КЛЕЕВ | 1993 |
|
RU2045353C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ РИСУНКОВ | 2005 |
|
RU2294990C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕВОДНОГО ВОРСОВОГО МАТЕРИАЛА | 1985 |
|
RU1714884C |
Изобретение относится к легкой промышленности, в частности к отделке поверхности объемных изделий многоцветными ворсовыми узорами по технологии электрофлокирования. Сущность изобретения состоит в том, что для получения ворсовых многоцветных узоров на поверхности объемного изделия, покрытой клеем, нанесение ворса разных цветов в электрическом поле осуществляют последовательно один или более раз в неоднородном электрическом поле, разделенном в направлении движения ворса на две зоны таким образом, что дальняя от флокируемой поверхности зона имеет напряженность электрического поля близкую к нулю, а в ближней зоне существует возможность измерения напряженности при каждом нанесении (т.е. около флокируемой поверхности) от 2 до 12 кВ/см. Последнее нанесение проводят в однородном электрическом поле с напряженностью, устанавливаемой в пределах, аналогичных ближней зоне. По второму варианту конфигурацию силовых линий электрического поля обеспечивают практически постоянной при изменении ориентации изделия в процессе нанесения ворса. Для нанесения многоцветных ворсовых узоров на изделие из диэлектрического материала (включая клеевой слой с низкой электропроводностью), его внутреннюю поверхность предварительно смачивают электропроводящей жидкостью. Для получения рельефных ворсовых узоров при втором или последующих нанесениях используют ворс с длиной li≥1,5 или l/li≥1,5, где l - длина ворса при любом последующем нанесении. Техническим результатом изобретения является возможность нанесения ворса на поверхность объемных изделий в виде многоцветных узоров при одновременной регулировке из контрастности и рельефа. 2 с. и 4 з.п. ф-лы, 1 табл., 2 ил.
| Устройство для получения многоцветного флокированного материала | 1982 |
|
SU1143784A1 |
| Устройство для электростатического нанесения ворса на нити | 1987 |
|
SU1416198A1 |
| Способ получения моноалкилфосфонитов | 1988 |
|
SU1549961A1 |
| ПРОИЗВОДНЫЕ ХИНАЗОЛИНА В КАЧЕСТВЕ ИНГИБИТОРОВ ВАСКУЛЯРНОГО ЭНДОТЕЛИАЛЬНОГО ФАКТОРА РОСТА (VEGF) | 2000 |
|
RU2291868C2 |
| Эжекторный пылесос для транспортного средства | 1991 |
|
SU1802693A3 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |

