Изобретение относится к области электронной техники, в частности к способам диффузии примеси для создания высоколегированных областей n-типа при изготовлении силовых полупроводниковых приборов: силовых биполярных и полевых транзисторов, силовых модулей, преобразователей.
Известен способ диффузии в кремниевые пластины в полузамкнутом объеме с применением твердых планарных источников диффузии фосфора [1] аналог.
Способ заключается в том, что в кварцевую кассету устанавливают через паз кремниевые пластины, а в промежутках между ними твердые планарные источники фосфора того же диаметра. Далее кассету устанавливают в специальный контейнер, который загружают в рабочую зону открытой кварцевой трубы диффузионной печи в нейтральной атмосфере поступающего потока газа носителя, в которой выставлена заданная рабочая температура. Затем поток газа отключается и диффузия проводится в полузамкнутом объеме. После завершения времени выдержки на рабочей высокой температуре поток газа вновь включается и производится выгрузка контейнера из печи.
Недостатки данного способа диффузии заключаются в следующем:
При загрузке кассеты в специальном контейнере не устраняется обмен газовой среды в рабочей камере диффузионной печи с воздухом во внешней среде, поскольку специальный контейнер имеет отверстие для выхода выделяемых паров P2О5 из твердых планарных источников фосфора (иначе контейнер взорвется). Поэтому в процессе загрузки кислород из внешней среды попадает внутрь кварцевой трубы и в объем контейнера, что ведет к неравномерному подокислению кремниевых пластин и увеличению разброса удельного поверхностного сопротивления диффузионного слоя (ρs).
В способе отсутствует загрузка на первоначальный уровень температуры и дальнейшее повышение его на рабочий уровень при прекращении подачи газа носителя. Поэтому достигается невысокая степень разрежения в специальном контейнере, что снижает эффективность заполнения объема контейнера выделяемыми парами P2О5 из твердых планарных источников фосфора. В результате в способе необходимо увеличивать длительность процесса для получения одинаковых значений.
В способе используются для диффузии твердые планарные источники фосфора, которые невозможно эксплуатировать при температурах выше 1100oC из-за их термомеханического разрушения и даже расплавления. Поэтому в способе не могут быть достигнуты значения, типичные для высоколегированных областей n-типа <2 Ом/□.
Применение способа для получения уровней легирования ~2 Ом/□ экономически неэффективно из-за высокой стоимости твердых планарных источников фосфора и необходимости расположения в кассете пластин кремния и твердых планарных источников фосфора, что снижает степень загрузки контейнера в два раза.
Наиболее близким по технической сущности и достигаемому результату является способ диффузии примеси в кремниевые пластины с применением системы консольного типа для загрузки/выгрузки в диффузионную печь.
Способ заключается в размещении кремниевых пластин в кварцевые лодочки (кварцевую лодочку) на длинных стойках, установке одной или нескольких кварцевых лодочек на носителе трубчатого типа, представляющем собой кварцевую трубу среднего диаметра с удлиненным плоским концом в нижней ее части, причем носитель поддерживается захватами и характеризуется распределенной массой относительно точки опоры, вводе всего трубчатого носителя в кварцевый реактор диффузионной печи без касания носителем и кварцевыми кассетами стенок трубы таким образом, что удлиненный конец носителя с кассетами располагается в реакционной зоне кварцевого реактора, опускания кварцевых кассет на стойках на стенки кварцевого реактора диффузионной печи с помощью носителя, выводе носителя трубчатого типа из трубы на период проведения процесса таким образом, чтобы удлиненный плоский конец носителя оставался в начале кварцевого реактора диффузионной печи, не касаясь ее поверхности, проведении диффузионного процесса в течение заданного времени и выполнении этапа выгрузки кассет из кварцевой трубы, включающем следующие операции: повторный ввод удлиненного носителя в реакционную зону диффузионной трубы с подведением удлиненного плоского конца носителя между стойками кварцевых кассет, осуществление отрыва кварцевых кассет от диффузионной трубы и вывод носителя трубчатого типа совместно с кварцевыми кассетами, расположенными на его плоском конце из диффузионной трубы также без касания трубы носителем и кассетой [2]
Недостатки данного способа диффузии состоят в следующем.
Способ при загрузке кассет не предотвращает и не снижает обмен газовой среды в кварцевом реакторе с воздухом во внешней среде из-за большого зазора между трубчатым носителем и стенкой кварцевого реактора, в результате чего кислород из внешней среды при загрузке попадает в кварцевый реактор, что ведет к неравномерному подокислению кремниевых пластин в процессе загрузки и при подъеме температуры и в конечном итоге к увеличению разброса после диффузии.
Способ не обеспечивает создание замкнутого объема при проведении процесса.
Способ характеризуется низкой производительностью, так как после установки кассет в реакционной зоне кварцевого реактора необходимо дополнительное время на вывод носителя трубчатого типа из трубы на период проведения процесса таким образом, чтобы удлиненный плоский конец носителя оставался в начале кварцевого реактора диффузионной печи, а затем, после проведения процесса диффузии, дополнительное время на повторный ввод удлиненного носителя в реакционную зону диффузионной трубы с подведением удлиненного плоского конца носителя между стойками кварцевых кассет.
Способ не позволяет проводить процесс диффузии при наличии удлиненного плоского конца носителя между кассетами, поскольку это приведет к значительной неравномерности температуры в рабочей зоне из-за нагрева трубчатого носителя с большой массой.
Использование способа для проведения диффузии примеси с высоким уровнем легирования, например, при диффузии фосфора с ρs≅ (1-2) Ом/□ приведет к залипанию кассет к поверхности кварцевого контейнера из-за осаждения фосфорного ангидрида в местах касания кварцевых поверхностей.
Изобретение позволяет повысить производительность процесса за счет сокращения времени создания замкнутого объема в рабочей зоне кварцевого реактора, уменьшить расход инертного газа и повысить срок службы кварцевого реактора.
Указанный результат достигается тем, что в известном способе, включающем размещение в кварцевой кассете кремниевых пластин и твердого источника примеси, загрузку кассеты в рабочую зону кварцевого реактора с первоначальным уровнем температуры; нагрев кремниевых пластин и твердого источника фосфора в рабочей зоне и проведение диффузии в замкнутом объеме, охлаждение кварцевой кассеты до первоначального уровня температуры и выгрузку кассеты из кварцевого реактора, после размещения в кассете кремниевых пластин и твердого источника примеси, ее располагают на кварцевом носителе, на котором устанавливают за кассетой кварцевый вкладыш, и одновременно загружают кассету и кварцевый вкладыш путем ввода кварцевого носителя в рабочую зону кварцевого реактора в потоке инертного газа с расходом не более 250 л/ч, при проведении нагрева, диффузии и охлаждении выполняют продольно-возвратное перемещение кварцевого носителя.
Сущность изобретения состоит в быстром создании условий замкнутого объема для проведения процесса диффузии, поддержании контролируемой инертной атмосферы в реакционной зоне реактора в процессе загрузки носителя с расположенными на нем кварцевым вкладышем и кварцевой кассетой, отсутствии необходимости закрывания кварцевого реактора шлифом с патрубком, и продувке кварцевого реактора смесью азота с кислородом в течение 8 мин и в быстром завершении процесса, что сокращает длительность процесса и повышает производительность используемого оборудования.
В заявляемом техническом решении кварцевая кассета с кремниевыми пластинами и твердым источником в испарителях, кварцевый вкладыш в виде полого цилиндра с диаметром на 10-20 мм меньше диаметра кварцевой трубы и длиной 150-200 мм располагаются на кварцевом носителе и все эти элементы одновременно вводятся в потоке азота в реакционную зону кварцевой трубы (реактора) с первоначальным уровнем температуры с помощью кварцевого крючка, соединяющего кварцевый носитель с устройством загрузки/выгрузки печи с использованием автоматизированных технических средств на диффузионных печах.
На чертеже представлена загруженная кварцевая труба для диффузии в замкнутом объеме, содержащая кварцевую трубу 1, нагреватель 2, кварцевый носитель 3, кварцевую кассету 4, кварцевый вкладыш 5, кварцевый крючок 6, испаритель 7, порошок твердого источника фосфора 8, кремниевые пластины 9, трубу от магистрали нейтрального газа (азота) 10, кран 11.
При таком способе загрузки не затрачивается дополнительное время на вытягивание кварцевого крючка после загрузки кассеты с пластинами в рабочую зону, постановку кварцевого вкладыша на край трубы, ввод кварцевого вкладыша с помощью кварцевого крючка, вытягивание кварцевого крючка из трубы и закрывание трубы шлифом с патрубком, а также построение всех этих операций в обратной последовательности после завершения операции диффузии. Кроме того, в предлагаемом способе кварцевый крючок в течение всего процесса диффузии все время соединен с кварцевым носителем и автоматически осуществляет продольно-возвратное перемещение кварцевого носителя в рабочей зоне на расстоянии до 2 см, чтобы предотвратить залипание носителя с кварцевой трубой из-за осаждения P2O5 между носителем и кварцевой трубой, что затрудняет вытягивание носителя с кассетой и вкладышем после процесса.
После загрузки кварцевого носителя с пластинами и кварцевым вкладышем в реакционную зону печи отключается подача азота, создается полузамкнутый объем в реакционной зоне, включается нагрев печи до рабочего температурного уровня. При этом одновременно происходит два процесса: разряжение инертного газа в полузамкнутом объеме за счет постепенного его выхода из полузамкнутого объема и одновременное заполнение этого объема парами, выделяющимися при разложении твердого источника, которые, взаимодействуя с кремниевыми пластинами, образуют на их поверхности равномерное стекло, из которого происходит диффузия примеси в кремний, и образование диффузионной области. Кремниевые пластины в кассете выдерживают на рабочей температуре в течение необходимого времени. Затем производится охлаждение печи с одновременной подачей нейтрального газа для выдувания паров примеси и выгрузка кварцевого носителя с кассетой и кварцевым вкладышем из печи.
Заявляемый способ предназначен для диффузии на высоких температурах 1075-1200oC, на которых твердые планарные источники диффузии многих примесей не используются из-за термомеханического их разрушения и даже расплавления при температурах 1100oC. Кроме того заявляемый способ имеет преимущество перед способом диффузии из жидких источников POCl3 и PCl3, который сопровождается внедрением в формируемый диффузионный слой высокой концентрации электрически неактивной примеси, что приводит к возрастанию механических напряжений в диффузионном слое и образованию высокой плотности дислокаций, что приводит к ухудшению электрических параметров диффузионных структур.
Способ осуществляется следующим образом.
Пример 1. В кварцевую кассету устанавливают 10 контрольных кремниевых пластин размером 76 мм с эпитаксиальным слоем 250/кэф 0,01 (толщина эпитаксиального слоя xjэ 150 мкм, n-тип легированный фосфором, удельное сопротивление эпитаксиального слоя 0,01 Ом•см), в который произведена диффузия галлия и создан диффузионный слой р-типа (удельное поверхностное сопротивление  xjэGa 40 мкм. В испарители, расположенные в начале и в конце кварцевой кассеты, устанавливают кварцевые стаканчики диаметром 1,5 см, в каждый из которых насыпают 0,9 г твердого источника диффузии фосфора порошок прозрачного стекла, состоящего из смеси P2O5 и GaO, который получен путем перемешивания P2O5 в соотношении в ч. 1:1, спекания при температуре 900oC в течение 1,5 ч в атмосфере сухого N2.
xjэGa 40 мкм. В испарители, расположенные в начале и в конце кварцевой кассеты, устанавливают кварцевые стаканчики диаметром 1,5 см, в каждый из которых насыпают 0,9 г твердого источника диффузии фосфора порошок прозрачного стекла, состоящего из смеси P2O5 и GaO, который получен путем перемешивания P2O5 в соотношении в ч. 1:1, спекания при температуре 900oC в течение 1,5 ч в атмосфере сухого N2.
На кварцевый носитель устанавливают кварцевый вкладыш и заполненную кварцевую кассету. Кварцевый носитель с помощью кварцевого толкателя с крюком, соединяющего носитель с устройством ввода-вывода диффузионной печи, автоматически загружают в реакционную зону кварцевой трубы диффузионной печи с температурой 850oC в потоке азота с расходом N2 250 л/ч. После загрузки по заданной программе кварцевый носитель автоматически осуществляет продольно-возвратное перемещение в рабочей зоне на расстояние до 2 см, поступление газа отключают и производят автоматический нагрев кассеты со скоростью 8oC/мин до рабочей температуры. Производят выдержку на этой температуре необходимое время, а затем включают продувку трубы азотом с расходом 150 л/ч и охлаждают реакционную зону до температуры 850oC. Затем автоматически выгружают кварцевый носитель с вкладышем и кварцевой кассетой. После охлаждения удаляются из кассеты кварцевые пластины. Производилось измерение общей длительности каждого процесса. На пластинах производится измерение толщины фосфорно-силикатного стекла (dфсс), а после стравливания ФСС- ρs в 5 точках на каждой пластине и толщина слоя (xjp) в 2-х точках.
Остатки твердого источника диффузии фосфора-стекло, состоящее из смеси P2O5 и CaO, удаляется с испарителя и сдается в отходы.
Пример 2. Проводят процесс диффузии в контрольные пластины и все остальные действия, как в примере 1 по режиму 3, только вначале загружают в реакционную зону заполненную кварцевую кассету, затем выводят из реакционной зоны кварцевый толкатель с крюком и загружают в кварцевый реактор кварцевый вкладыш.
Пример 3. Производят процесс диффузии в контрольные пластины и все остальные действия выполняют как в примере 1 (режим 3), только не производят продольно-возвратное перемещение кварцевого носителя с расположенными на нем кварцевым вкладышем и кварцевой кассетой.
Пример 4 (по прототипу). Производят процесс диффузии при загрузке кварцевой кассеты и испарителей как в примере 1 по режимам 3 и 4, только ввод, процесс диффузии и вывод кассеты проводят как в способе по прототипу с использованием носителя трубчатого типа. Продольно возвратное перемещение кассеты с пластинами в реакционной зоне не производится.
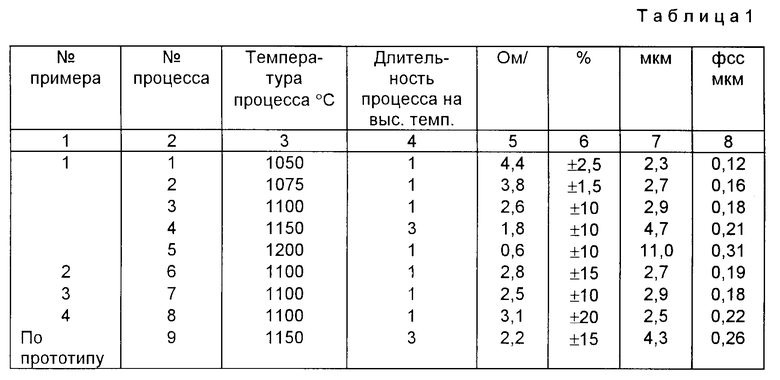
Перечень выполненных примеров процессов на различных температурах, а также результаты измерения среднего значения удельного поверхностного сопротивления в партии пластин  , разброса среднего значения удельного поверхностного сопротивления в партии пластин Δρs и средних значений в партии пластин глубины диффузионного слоя
, разброса среднего значения удельного поверхностного сопротивления в партии пластин Δρs и средних значений в партии пластин глубины диффузионного слоя  и толщины фосфорносиликатного стекла
и толщины фосфорносиликатного стекла  представлены в таблице.
представлены в таблице.
При температуре процесса 1050oC (пример 1, процесс 1) увеличивается разброс удельного поверхностного сопротивления на кремниевых пластинах в партии до 25% в результате недостаточного испарения жидкого стекла GaO • P2O5 и неоднородного заполнения пятиокисью фосфора замкнутого объема. Поэтому на этой температуре не рекомендуется проводить процесс диффузии по заявленному способу.
При температуре 1075oC (пример 4, процесс 2) разброс среднего значения удельного поверхностного сопротивления в партии пластин снижается до ± 15% что становится приемлемым для производственного процесса, а при более высоких температурах (процессы 3-5) Δρs снижается до + 10%
Выполнение процесса диффузии с использованием поочередной загрузки кварцевой кассеты, а затем кварцевого вкладыша в нейтральной атмосфере без использования носителя (пример 2, процесс 6) приводит по сравнению с процессом 3 к увеличению Δρs до ± 15% повышению ρs из-за подкисления пластин в процессе загрузки.
Высокие показатели процессов 3-5 обусловлены снижением вероятности подкисления кремниевых пластин при загрузке в нейтральной атмосфере с использованием носителя, поскольку наличие кварцевого вкладыша предотвращает попадание воздуха и влаги из внешней среды в реакционную зону, а также проведением диффузии в замкнутом объеме в атмосфере разряженного нейтрального газа.
При проведении диффузии по примеру 3 (процесс 7) без проведения продольно-возвратного перемещения кварцевого носителя с кварцевым вкладышем и кварцевой кассетой параметры диффузионной структуры соответствуют параметрам без перемещения носителя (процесс 3), однако отмечено сильное залипание кварцевого носителя к кварцевому реактору из-за осаждения пятиокиси фосфора между двумя контактирующими поверхностями. Из-за залипания потребовалось производить выгрузку носителя оператору вручную с использованием кварцевого крючка, что снижает производительность процесса.
При проведении способа по прототипу (примеры 8,9) регистрируется снижение уровня легирования фосфором диффузионных слоев (поскольку повышается ρs на 0,4-0,5 Ом/□, возрастает Δρs на (3-5)% уменьшается глубина диффузионного слоя из-за увеличения ρs, но зато достигается увеличение толщины ФСС на (0,04-0,05) кмк. Эти изменения в прототипе произошли из-за влияния слабой окисляющей атмосферы в реакционной камере кварцевого реактора на образование тонкого неоднородного по толщине окисла на кремниевых пластинах в партии, препятствующего достижению более высокого уровня легирования и способствующего повышению разброса ρs.
Последние характеристики подвержены большему ухудшению в случае сокращения времени диффузии и проведения их на более низких температурах (процесс 8).
После проведения диффузии отмечаются значительные затруднения при вытягивании кассет и кварцевого вкладыша вследствие их прилипания к поверхности кварцевого реактора из-за осаждения пятиокиси фосфора. Прилипание значительно возрастает при увеличении температуры и длительности процесса.
Общее время процессов по прототипу (7,8) по сравнению с процессами по предлагаемому способу (3,4) увеличивается из-за вспомогательных нескольких операций на 30-35 мин, что значительно снижает производительность процессов.
Благодаря установленным преимуществам по сравнению с прототипом - увеличения производительности процесса, достижению более высокого уровня легирования и снижению разброса удельного поверхностного сопротивления диффузионных слоев, заявляемый способ диффузии примеси может эффективно применяться в технологии полупроводниковых приборов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИИ ФОСФОРА ИЗ ТВЕРДОГО ИСТОЧНИКА ПРИ ИЗГОТОВЛЕНИИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1991 |
|
SU1829758A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ПЛАНАРНЫХ ИСТОЧНИКОВ ДЛЯ ДИФФУЗИИ ФОСФОРА | 1988 |
|
RU1591753C |
| ТВЕРДЫЙ ПЛАНАРНЫЙ ИСТОЧНИК ДИФФУЗИИ ФОСФОРА | 1988 |
|
RU1563507C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ПЛАНАРНЫХ ИСТОЧНИКОВ ДИФФУЗИИ ФОСФОРА НА ОСНОВЕ ПИРОФОСФАТА КРЕМНИЯ | 1990 |
|
SU1780457A1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОЛУПРОВОДНИКОВОГО КРЕМНИЯ ФОСФОРОМ ПРИ ФОРМИРОВАНИИ P-N ПЕРЕХОДОВ | 2015 |
|
RU2612043C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛА ИЗ ПЯТИОКИСИ ФОСФОРА | 2013 |
|
RU2524149C1 |
| ДИФФУЗИЯ ФОСФОРА ИЗ НИТРИДА ФОСФОРА (PN) | 2013 |
|
RU2524140C1 |
| СПОСОБ ФОРМИРОВАНИЯ АКТИВНОЙ N-ОБЛАСТИ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2586267C2 |
| Источник диффузии для одновременного легирования кремния бором и золотом | 1978 |
|
SU683397A1 |
| СПОСОБ ДИФФУЗИИ ФОСФОРА ИЗ ФОСФОРНО-СИЛИКАТНЫХ ПЛЕНОК | 2008 |
|
RU2371807C1 |
Использование: в области микроэлектроники, в частности способах диффузии примеси для создания высоколегированных областей n-типа проводимости при изготовлении силовых полупроводниковых приборов: силовых биполярных и полевых транзисторов, силовых модулей, преобразователей. Сущность изобретения: способ диффузии примеси из твердого источника при изготовлении полупроводниковых приборов включает размещение в кварцевой кассете кремниевых пластин и твердого источника примеси, загрузку кассеты в рабочую зону кварцевого реактора с первоначальным уровнем температуры, нагрев кремниевых пластин и твердого источника фосфора в рабочей зоне и проведение диффузии в замкнутом объеме, охлаждение кварцевой кассеты до первоначального уровня температуры и выгрузку кассеты из кварцевого реактора. После размещения в кассете кремниевых пластин и твердого источника примеси ее располагают на кварцевом носителе, на котором устанавливают за кассетой кварцевый вкладыш, и одновременно загружают кассету и кварцевый вкладыш путем ввода кварцевого носителя в рабочую зону кварцевого реактора в потоке инертного газа с расходом не более 250 л/ч, при проведении нагрева, диффузии и охлаждении выполняют продольно-возвратное перемещение кварцевого носителя. 1 з.п. ф-лы, 1 ил., 1 табл.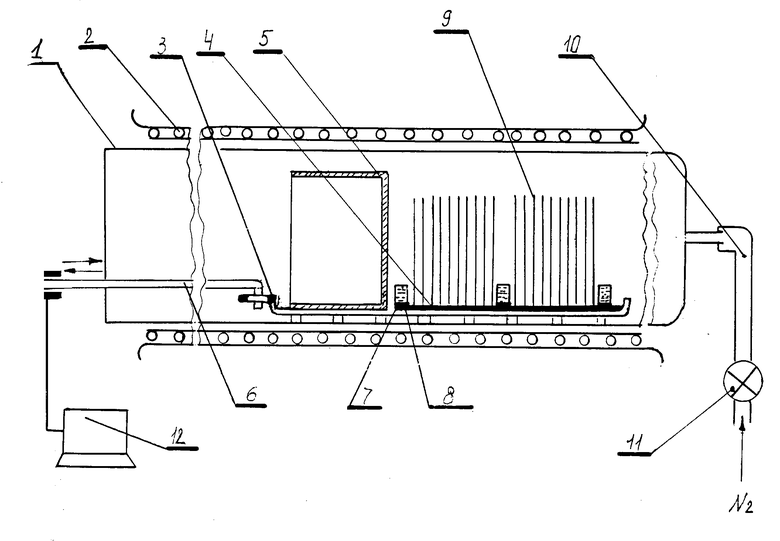
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бреслер Г.И., Денисюк В.А., Пих В.С | |||
| Диффузия фосфора из твердых планарных источников в кремниевые пластины большего диаметра | |||
| - Электронная промышленность, 1987, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4620832, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
