Изобретение относится преимущественно к оптике и оптическому приборостроению, а именно к области голографии, в частности к способам и устройствам серийного получения копий рельефных голограмм, и может быть использовано как средство копирования объемных изображений в изобразительной технике, в том числе для производства голографических портретов, в медико-биологических, физических, океанографических исследованиях, в голографической интерферометрии, неразрушающем контроле, в голографическом кинематографе, телевидении, при тиражировании рельефных голограмм и дифракционных элементов, компакт-дисков и видеодисков, световозвращающих материалов, обеспечивающих отражение света в широком диапазоне углов за счет поверхностного рельефа, при изготовлении рекламы и для защиты от подделки продукции этикеток, значков, визитных, кредитных и других типов карточек, в том числе идентификационных, брелков, номерных знаков автомобилей, календарей, а также для обеспечения различных степеней защиты ценных бумаг, документов и т.п.
В настоящее время проблема серийного изготовления копий рельефных голограмм встала достаточно остро. Связано это с тем, что существующие способы и устройства изготовления копий рельефных голограмм обладают невысокой производительностью при высоком расходе электроэнергии на единицу продукции и невысокой эффективностью использования УФ излучения.
Известен способ серийного изготовления копий рельефных голограмм, включающий расплавление полиэтилентерефталата до температуры 268 272oC, формирование из него потока толщиной 4 50 мкм и постоянной ширины посредством пропускания через фильеру, направление указанного потока на вращающийся охлаждающий барабан с установленными на него поверхности содержащими голографическое изображение матрицами, контактирование матрицами с нагретым полиэтилентерефталатом, охлаждение полиэтилентерефталата до температуры 28 32oC, его съем с барабана со скоростью 10 20 м/мин и наматывание пленки с копиями голограмм на наматывающие бобины со скоростью 10 20 м/мин [1]
Также известно устройство серийного изготовления копий рельефных голограмм, содержащее охлаждающий барабан, установленный с возможностью вращения, закрепленные на его поверхности содержащие голографические изображения матрицы, экструдер для распределения полиэтилентерефталата, фильеру для нанесения заданной толщины и ширины потока полиэтилентерефталата и наматывающие бобины.
Однако известные способ и устройство серийного изготовления копий рельефных голограмм обладают невысокой производительностью (до 20 м/мин пленки) за счет формирования копий голограмм посредством охлаждения, при высоком расходе энергии, затрачиваемой для расплавления полиэтилентерефталата в экструдере.
Наиболее близким техническим решением (прототипом) является способ серийного изготовления копий рельефных голограмм, включающий контролирование толщины слоя низковязкого затвердевающего под действием УФ излучения полимера, его нанесение на перемещающийся рулонный материал, равномерное наложение рулонного материала со слоем низковязкого затвердевающего под действием УФ излучения полимера посредством приложения давления на перемещающиеся по замкнутому контуру в виде бесконечной ленты копируемые элементы, полимеризацию слоя низковязкого полимера посредством его облучения УФ излучением через рулонный материал, формирование копий, повторяющих рельеф копируемых элементов, и отделение рулонного материала с рельефными копиями от копируемых элементов [2]
Также известно устройство серийного изготовления копий рельефных голограмм, содержащее барабан, установленный с возможность вращения, съемно закрепленные посредством муфты на его поверхности копируемые элементы из неокисляющихся металлов, средство для нанесения на поверхность рулонного материала низковязкого затвердевающего по действиям УФ излучения полимера, выполненное в виде ролика для офсетного нанесения низковязкого полимера, взаимодействующего с роликом глубокой печати, снабженным дозировочным механизмом для нанесения заданной толщины низковязкого полимера и частично погруженным в ванну с низковязким затвердевающим под действием УФ излучения полимером, прижимной ролик из эластичного материала, формирующий входной захватывающий зазор с барабаном для рулонного материала со слоем низковязкого затвердевающего под действием УФ излучения полимера, средством УФ излучения, выполненное в виде ламп, установленных с промежутками относительно друг друга по дуге вокруг барабана параллельно и вдоль его продольной оси, и прижимной ролик из эластичного материала, формирующий выходной зазор с барабаном, для отделения рулонного материала с рельефными копиями от копируемых элементов.
Однако известные способ и устройство серийного изготовления копий рельефных голограмм обладают невысокой производительностью в результате проведения процесса полимеризации в одну стадию до полного затвердевания копий именно на копируемых элементах, что снижает скорость перемещения бесконечной ленты (барабана) при высоком расходе электроэнергии на единицу продукции в результате использования для облучения слоя низковязкого полимера на бесконечной ленте (барабане) множества энергоемких ламп УФ излучения. Эффективность использования УФ излучения является невысокой в результате облучения низковязкого полимера только с одной стороны на ограниченной площади бесконечной ленты (барабана). Отсутствует также возможность выделения заданной полосы из всего спектра УФ излучения лампы, необходимой для специальных задач при таком копировании в процессе полимеризации низковязкого полимера. Не используется тепловая энергия, выделяемая при УФ излучении ламп.
Новым достигаемым техническим результатом изобретения является повышение производительности при улучшении качества копии и расширении функциональных возможностей.
Новый технический результат достигается тем, что в способе серийного изготовления копий рельефных голограмм, включающем контролирование толщины слоя низковязкого затвердевающего под действием УФ излучения полимера, его нанесение на перемещающийся рулонный материал, равномерное наложение рулонного материала со слоем низковязкого затвердевающего под действием УФ излучения полимера посредством приложения давления на перемещающиеся по замкнутому контуру в виде бесконечной ленты копируемые элементы, полимеризацию слоя низковязкого полимера посредством его облучения УФ излучением, формирование копий, повторяющих рельеф копируемых элементов, и отделение рулонного материала с рельефными копиями от копируемых элементов, в отличие от прототипа полимеризацию слоя низковязкого полимера посредством его облучения УФ излучением осуществляют через копируемые элементы, выполненные из прозрачного для УФ излучения материала.
Полимеризация перемещающего слоя низковязкого полимера посредством его облучения УФ излучением может быть осуществлена в две стадии, при этом на первой стадии на копируемых элементах осуществляют частичную полимеризацию слоя полимера до предварительного формирования затвердевающей копии, обеспечивающей сохранение рельефа, повторяющего рельеф копируемых элементов, после отделения рулонного материала с рельефными копиями от копируемых элементов, а на второй стадии после отделения рулонного материала с рельефными копиями осуществляют окончательную полимеризацию слоя полимера до формирования твердой копии с рельефом, повторяющим рельеф копируемых элементов.
Полимеризация слоя низковязкого полимера на первой стадии может быть осуществлена во встречных пучках УФ излучения через рулонный материал.
Окончательная полимеризация слоя низковязкого излучения может быть осуществлена во встречных пучках УФ излучения через рулонный материал, выполненный прозрачным для УФ излучения.
Полимеризация слоя низковязкого полимера может быть осуществлена заданной областью пропускания спектра УФ излучения.
Перед контролированием толщины слоя низковязкого затвердевающего под действием УФ излучения полимера может быть осуществлен его подогрев.
Новый технический результат может быть также достигнут тем, что в устройстве серийного изготовления копий рельефных голограмм, содержащем барабан, установленный с возможностью вращения, съемно закрепленные на его поверхности копируемые элементы, средство для нанесения на поверхность рулонного материала слоя низковязкого, затвердевающего по действием УФ излучения полимера, выполненное в виде ролика для нанесения низковязкого полимера, взаимодействующего с роликом глубокой печати, снабженным дозировочным механизмом для нанесения заданной толщины низковязкого полимера и частично погруженным в ванну с низковязким затвердевающим под действием УФ излучения полимером, прижимной ролик из эластичного материала, формирующий входной захватывающий зазор с барабаном для рулонного материала со слоем низковязкого затвердевающего под действием УФ излучения полимера.
Источник УФ излучения, установленный параллельно и вдоль продольной оси барабана, и прижимной ролик из эластичного материала, формирующий выходной зазор с барабаном для отделения рулонного материала с рельефными копиями от копируемых элементов, в отличие от прототипа барабан и копируемые элементы выполнены из прозрачного для УФ излучения материала, а источник УФ излучения установлен в барабане на его продольной оси.
Источник УФ излучения может быть выполнен охлаждаемым.
Система охлаждения источника УФ излучения может быть выполнена в виде трубы из материала, прозрачного для УФ излучения, установленной с зазором концентрически вокруг источника УФ излучения, при этом зазор заполнен теплоносителем.
Барабан может быть выполнен с защитным экраном.
Защитный экран может быть выполнен в виде установленных в барабане концентрически относительно его продольной оси двух труб из прозрачного для УФ излучения материала, зазор между которыми заполнен носителем, пропускающим в заданной области УФ спектра.
В качестве внешней трубы защитного экрана может служить внутренняя поверхность барабана.
В качестве носителя, пропускающего в заданной области УФ спектра, может быть использован теплоноситель с веществом, обеспечивающим выделение заданной области пропускания спектра источника УФ излучения.
В устройство может быть введен по крайней мере один дополнительный источник УФ излучения, установленный с возможностью облучения рельефных копий на рулонном материале, отделенном от копируемых элементов.
В устройство может быть введена по крайней мере одна линза формирования светового потока, установленная между соответствующими дополнительными источниками УФ излучения и рельефными копиями рулонного материала.
Рулонный материал может быть выполнен прозрачным для УФ излучения, а в устройство может быть введен отражатель с незамкнутой цилиндрической рабочей поверхностью, установленных с возможностью оптического сопряжения с поверхностью барабана, покрытой рулонным материалом со слоем полимера, при этом продольная ось рабочей поверхности отражателя совпадает с продольной осью барабана.
В устройство может быть введен дополнительный отражатель, установленный с возможностью облучения рулонного материала с рельефными копиями с противоположной стороны от дополнительного источника УФ излучения и оптически сопряженный с ним.
Дополнительные источники УФ излучения могут быть выполнены с соответствующими рефлекторами криволинейной формы, оптически сопряженными с поверхностью рулонного материала, при этом источники УФ излучения установлены в фокусе соответствующего рефлектора.
Ванна с низковязким затвердевающим под действием УФ излучения полимером может быть выполнена подогреваемой.
Система подогрева ванны может быть выполнена в виде теплообменника с нагретым от источника УФ излучения теплоносителем.
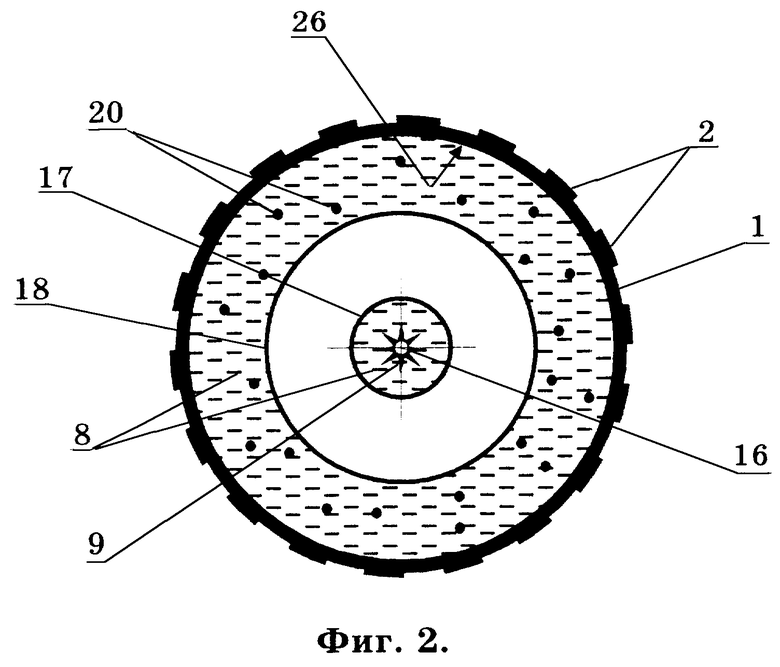
На фиг. 1, 2 представлено предлагаемое устройство серийного изготовления копий рельефных голограмм.
Устройство серийного изготовления копий рельефных голограмм содержит прозрачный для УФ излучения барабан 1, установленный с возможностью вращения, съемно закрепленные на его поверхности прозрачные для УФ излучения копируемые элементы 2, средство для нанесения на поверхность рулонного материала 3 слоя низковязкого затвердевающего под действием УФ излучения полимера 4, выполненного в виде ролика 5 для нанесения низковязкого полимера 4, взаимодействующего с роликом глубокой печати 6, снабженным дозировочным механизмом 7 для нанесения заданной толщины низковязкого полимера 4 и частично погруженным в подогреваемую посредством теплоносителя 8, нагретого в системе охлаждения источника УФ излучения 9 ванну 10 с низковязким затвердевающим под действием УФ излучения полимером 4, прижимные ролики 11, 12 из эластичного материала, формирующие входной захватывающий и выходной зазоры 13, 14 с барабаном 1 для рулонного материала 3 со слоем низковязкого затвердевающего под действием УФ излучения полимера 4 и для отделения рулонного материала 3 с рельефными копиями 15 от копируемых элементов 2 соответственно, источник УФ излучения 9, установленный в барабане 1 на его продольной оси 16 и параллельно ей, с системой охлаждения, выполненной в виде трубы 17 из материала, прозрачного для УФ излучения, установленной с заполненным теплоносителем 8 зазором концентрически вокруг источника УФ излучения 9.
Барабан 1 может содержать защитный экран, выполненный в виде установленных в нем концентрически относительно его продольной оси 16 двух труб 18, 19 из прозрачного для УФ излучения материала, зазор между которыми заполнен теплоносителем 8 с веществом 20, обеспечивающим выделение заданной области пропускания спектра источника УФ излучения 9.
Устройство может содержать дополнительные источники УФ излучения 21, установленные с возможностью облучения через линзу формирования светового пучка 22 рельефных копий 15 на рулонном материале 3, отделенном от копируемых элементов 2, и в фокусе соответствующих рефлекторов 23, оптически сопряженных с поверхностью рулонного материала 3.
Устройство может содержать отражатель 24 с незамкнутой цилиндрической рабочей поверхностью, установленный с возможностью оптического сопряжения с поверхностью барабана 1, покрытой прозрачным рулонным материалом 3 со слоем полимера 4, при этом продольная ось рабочей поверхности отражателя 24 совпадает с продольной осью 16 барабана 1, и дополнительный отражатель 25, установленный с возможностью облучения прозрачного рулонного материала 3 с рельефными копиями 15 с противоположной стороны от дополнительного источника УФ излучения 21 (фиг. 1).
В качестве внешней трубы 19 защитного экрана может служить внутренняя поверхность 26 барабана (фиг. 2).
Способ серийного изготовления копий рельефных голограмм реализуется следующим образом.
Осуществляют (при необходимости) подогрев, например, от теплообменника 27 с нагретым в системе охлаждения теплоносителем 8, соединенным в замкнутом контуре с системой охлаждения источника УФ излучения 9, низковязкого затвердевающего под действием УФ излучения полимера 4 в ванне 10.
Подают рулонный материал 3, например из тонкой пленки полимера, например полипропилена, с разматывающей бобины 28 и посредством ролика 29 направляют на средство для нанесения на поверхность рулонного материала 3 слоя низковязкого затвердевающего под действием УФ излучения полимера 4.
Полимер 4, затвердевающий под действием УФ излучения, например на основе сополимера метакрил-254 производства УНИИПП, подогретый в ванне 10 для уменьшения его вязкости для обеспечения повышения равномерности нанесения полимера 4 и уменьшения толщины наносимого слоя, переносят из ванны 10 посредством ролика глубокой печати 6, частично нагруженного в низковязкий полимер в ванне 10, через дозировочный механизм 7, например ракель, удаляющий избыток низковязкого полимера 4, на резиновый ролик 5, взаимодействующий с роликом глубокой печати 6. Посредством дозировочного материала 7 осуществляют предварительное контролирование заданной толщины, например 3-100 мкм, слоя низковязкого полимера 4.
С резинового ролика 5 осуществляют нанесение на перемещающийся рулонный материал 3, подаваемый между роликом 5 и стальным опорным роликом 30, взаимодействующим с роликом 5 посредством двух пневмоцилиндров 31, дозированного количества (по толщине) низковязкого полимера 4. Контролирование толщины слоя низковязкого полимера 4, кроме дозировочного механизма 7, осуществляют также посредством регулирования зазора между роликом 5 и опорным роликом 30 с помощью пневмоцилиндров 31 в процессе нанесения низковязкого полимера 4 на рулонный материал 3 с ролика 5 за счет шероховатости рабочей поверхности ролика глубокой печати 6, вязкости полимера 4 и скорости подачи рулонного материала 3. А сам ролик 5 выполнен с возможностью изменения ширины рабочей поверхности, обеспечивающей нанесение низковязкого полимера заданной ширины (на 1 10 мм уже ширины рулонного материала 3) на рулонный материал 3.
Затем рулонный материал 3 со слоем низковязкого полимера 4 подают посредством опорного ролика 32 на входной захватывающий зазор 13, формируемый прижимным резиновым роликом 11 с бесконечной лентой (барабаном 1) и осуществляют равномерное наложение рулонного материала 3 со слоем низковязкого полимера 4 посредством двух пневмоцилиндров 33 на перемещающиеся по замкнутому контуру в виде бесконечной ленты (по барабану 1) копируемые элементы 2. Копируемые элементы 2 имеют на своей внешней поверхности рельеф, например голографического изображения, и выполнены из прозрачного для УФ излучения материала, например полиэтилентерефталата.
Применение прижимного ролика 11 позволяет исключить присутствие воздуха между слоем низковязкого полимера 4 и копируемыми элементами 2 и обеспечить равномерность наложения рулонного материала 3 со слоем низковязкого полимера 4 по всей ширине поверхности копируемых элементов 2. На вращающейся бесконечной ленте (барабане 1) затем осуществляют полимеризацию низковязкого полимера 4 на рулонном материале 3 в контакте с копируемыми элементами 2 посредством его облучения УФ излучением через прозрачные для УФ излучения копируемые элементы 2 и бесконечную ленту (барабан 1), также выполненные из прозрачного для УФ излучения материала, например кварцевого стекла.
Скорость вращения бесконечной ленты (барабана 1) и их габариты обусловлены требованиями достижения необходимой степени полимеризации под действием УФ излучения слоя низковязкого полимера 4 до формирования копий 15, повторяющих рельеф копируемых элементов 2, на поверхности бесконечной ленты (барабана 1).
В случае если полимеризацию под действием УФ излучения слоя низковязкого полимера 4 осуществляют на поверхности бесконечной ленты (барабана 1) полностью до формирования твердой копии 15 с рельефом, повторяющим рельеф копируемых элементов 2 (в одну стадию), то соответственно для реализации этого габариты бесконечной ленты (барабана 1) должны быть большими, а скорость вращения их невысокой. И наоборот, если полимеризацию перемещающегося слоя низковязкого полимера 4 под действием УФ излучения осуществляют в две стадии: частичную полимеризацию слоя полимера 4 до предварительного формирования затвердевающей копии, например до 70% полимеризации всех связей в полимере 4 (повышение вязкости полимера не менее чем в 10 20 раз по сравнению с первоначальной для соответствующего полимера 4), обеспечивающей сохранение рельефа, повторяющего рельеф копируемых элементов 2, после отделения рулонного материала 3 с рельефными копиями 15 от копируемых элементов 2 на первой стадии, а после отделения рулонного материала 3 с рельефными копиями 15 осуществляют окончательную полимеризацию слоя полимера 4 до формирования твердой копии 15 с рельефом, повторяющим рельеф копируемых элементов 2, на второй стадии, то при реализации этого варианта габариты бесконечной ленты (барабана 1) могут быть относительно небольшими в диаметре, а скорость их вращения в этом случае значительно возрастает, что как следствие обеспечивает повышение производительности устройства для серийного изготовления копий рельефных голограмм.
После полимеризации низковязкого полимера 4 осуществляют отделение рулонного материала 3 с рельефными копиями 15 от копируемых элементов 2 на выходном зазоре 14, сформированном прижимным резиновым роликом 12 с бесконечной лентой (барабаном 1) посредством двух пневмоцилиндров 34.
Следует отметить, что рулонный материал 3 выполняют таким образом, что его адгезия к образующимся рельефным копиям 15, повторяющим рельеф копируемых элементов 2, является более высокой, чем к поверхности копируемых элементов 2, что и обеспечивает на выходном зазоре 14 отделение рулонного материала 3 именно с рельефными копиями 15 от копируемых элементов 2.
После отделения от копируемых элементов 2 рулонный материал 3 с рельефными копиями 15 (в случае окончательной полимеризации слоя полимера 4 до формирования твердой копии 15 с рельефом, повторяющим рельеф копируемых элементов 2, при проведении процесса полимеризации в одну стадию) направляют посредством опорного ролика 35 на сматывающую бобину 36 для сматывания в рулон материала 3 с рельефными копиями 15.
В случае частичной полимеризации слоя полимера 4 на копируемых элементах 2 бесконечной ленты (барабана 1) до формирования затвердевающей копии 15, обеспечивающей сохранение рельефа, повторяющего рельеф копируемых элементов 2, рулонный материал 3 с затвердевающими копиями 15 посредством опорного ролика 35 направляют на окончательную полимеризацию слоя полимера 4 до формирования твердой копии 15 с рельефом, повторяющим рельеф копируемых элементов 2 посредством их облучения дополнительным источником УФ излучения 21. И после формирования твердой копии 15 с рельефом, повторяющим рельеф копируемых элементов 2, рулонный материал 3 с рельефными копиями 15 также направляют на сматывающую бобину 36 для сматывания их в рулон.
Предварительная полимеризация полимера 4 на первой стадии на копируемых элементах 2, закрепленных на бесконечной ленте (барабане 1), и окончательная полимеризация затвердевающих копий 15 на второй стадии в случае применения прозрачного для УФ излучения рулонного материала 3 может быть осуществлена во встречных пучках УФ излучения через рулонный материал 3 посредством отражателей 24, 25 соответственно.
В случае применения отражателей 24, 25 часть УФ излучения, посылаемая от источника УФ излучения 9 и дополнительного источника УФ излучения 21, проходит через материал, прозрачный для УФ излучения, барабана 1 (бесконечной ленты) и копируемых элементов 2 и облучает полимер 4, полимеризует его, частично поглощается, а оставшаяся часть УФ излучения проходит дальше через прозрачный для УФ излучения рулонный материал 3 до соответствующих отражателей 24, 25 и, отражаясь от них, благодаря оптическому сопряжению отражателей 24, 25 с поверхностью барабана 1 (бесконечной ленты) с закрепленными на них копируемыми элементами 2, вновь проходит через прозрачный рулонный материал 3 и облучает вновь полимер 4, полимеризуя его.
Таким образом, применение отражателей 24, 25 позволяет осуществлять облучение полимера 4 на рулонном материале 3 во встречных пучках, используя прошедшее через полимер 4 первичное УФ излучение, повышая тем самым эффективность его использования не менее чем на 20%
Применение рефлектора 23 криволинейной формы, например сфероида, параболоида и т. п. в фокусе которого установлен дополнительный источник 21 УФ излучения, позволяет собирать часть УФ излучения от дополнительного источника 21 УФ излучения, не направленного непосредственно при излучении на затвердевающие рельефные копии 15, и отражать их в направлении затвердевающих рельефных копий 15, повышая тем самым эффективность использования УФ излучения от дополнительного источника 21 УФ излучения.
Отражатели 24, 25 и рефлекторы 23 могут быть выполнены с покрытиями из металла с высокоотражающими свойствами, например алюминия, меди и их сплавов, нанесенными, например, методом вакуумного напыления. Формообразование отражателя 24 и рефлектора 23 в виде незамкнутой боковой поверхности цилиндра и, например, сфероида, соответственно может быть проведено, например, штамповкой.
Рулонный материал 3 с рельефными копиями 15, повторяющими рельеф копируемых элементов 2, может быть покрыт в дальнейшем в зависимости от применения алюминиевым слоем (на вакуумной установке) и (или) адгезионным слоем, а также отформатирован под соответствующие размеры в зависимости от конечной цели его использования.
В качестве рулонного материала 3 могут также использоваться бумага, алюминиевая фольга, многослойные полимерные материалы, например лавсан-полиэтилен с металлизацией, и т.д.
В качестве низковязкого затвердевающего под действием УФ излучения полимера 4 может также использоваться "лак, отверждаемый УФ излучением" фирм "Sicpa", "Sericol", "Sun Chemical" и т.д.
В качестве копируемых элементов 2 могут применяться также рельефные голограммы, дифракционные элементы, светоотражающие элементы и т.д.
Копируемые элементы 2 и барабан 1 могут быть выполнены также из следующего прозрачного для УФ излучения материала: оргстекла, поликарбоната и т.д.
В качестве бесконечной ленты наряду с барабаном 1 может также использоваться бесконечный конвейер, транспортер плоского и иного типа несущей поверхности, обеспечивающие перемещение копируемых элементов 2 по замкнутому контуру. Опора копируемых элементов 2 может быть как сплошной (типа поверхности барабана), так и перфорированной в виде сетки. В последнем случае выполнение сетки из прозрачного для УФ излучения материала для облучения низковязкого полимера 4 через копируемые элементы 2 необязательно.
В качестве источников УФ излучения 9, 21 могут быть использованы, например? лампы ДРГТ-3000, ДРТИ-3000 (мощностью 3 кВт) и т.д.
Следует отметить, что источник УФ излучения 9, установленный в барабане 1 на его продольной оси 16, осуществляет равномерное излучение в радиальном направлении по всей поверхности барабана 1, позволяя тем самым использовать практически всю поверхность барабана 1 (или всей бесконечной ленты) для полимеризации низковязкого полимера 4 на копируемых элементах 2, повышая тем самым эффективность использования полезной площади бесконечной ленты (барабана 1) не менее чем на 30% и как следствие производительность устройства.
Тепловая составляющая излучения источника УФ спектра облучения 9 поглощается теплоносителем 8 в системе охлаждения, выполненной в виде трубы 17 из прозрачного для УФ излучения материала, например кварцевого стекла, охватывающей источник УФ излучения 9.
Нежелательные составляющие спектра УФ излучения от источника УФ излучения 9 поглощаются защитным экраном, выполненным в виде установленных в барабане 1 концентрически относительно его продольной оси 16 двух труб 18, 19 из прозрачного для УФ излучения материала, зазор между которыми заполнен носителем, пропускающим в заданной области спектра.
В качестве такого носителя может использоваться теплоноситель 8 с веществом 20, обеспечивающим выделение заданной области пропускания спектра, например 350-390 нм, источника УФ излучения 9.
Трубы 17, 18, 19 выполнены из материала, прозрачного для УФ излучения, например кварцевого стекла, оргстекла и т.д.
В качестве теплоносителя 8 используется жидкость, прозрачная для УФ излучения, например вода, смеси на ее основе типа спиртоводной и т.д.
Для возможности выделения заданной области пропускания спектра источника УФ излучения 9, необходимого в специальных случаях для осуществления наиболее оптимального режима полимеризации некоторых низковязких типов полимеров 4 и т.п. используют вещества 20, обеспечивающие прозрачность для УФ излучения источника УФ излучения в узком диапазоне длин волн (например 350-390 нм), например смесь красителей, таких, как родамин, кумарин, метиленовый голубой и т.д.
В качестве носителя, пропускающего в заданной области УФ спектра, может также использоваться спиртоводная смесь, этанол.
В качестве защитного экрана может также использоваться, например, прозрачный для УФ излучения материал с оптическим покрытием, пропускающим в заданной области УФ спектра излучения источника 9.
Защитный экран может быть выполнен в виде одной концентрически расположенной трубы 18, при этом носитель, пропускающий в заданной области УФ спектра, например 350-390 нм, находится в зазоре между внешней поверхностью трубы 18 и внутренней поверхностью 26 барабана 1.
Такая конструкция защитного экрана позволяет отказаться от использования лишней трубы 19 и охлаждать при необходимости рабочую поверхность барабана 1.
Система охлаждения источника УФ излучения предназначена для ее охлаждения и поддержания стабильного рабочего режима.
Подогрев ванны 9 осуществляется для снижения вязкости используемого полимера 4 до заданного уровня с целью получения более равномерного заданной толщины слоя полимера 4 и осуществляется автономно посредством термоподогрева термоэлементами или посредством теплоносителя 8 из систем охлаждения источника УФ излучения 9 или из защитного экрана.
На основании вышеизложенного достигаемым техническим результатом изобретения является:
1. Повышение производительности не менее чем на 10% за счет осуществления процесса полимеризации в две стадии, обеспечивающей повышение скорости бесконечной ленты (барабана) не менее чем на 10% облучения низковязкого полимера во встречных пучках, а также повышения использования полезной площади барабана не менее чем на 30%
2. Улучшение качества копий, повторяющих рельеф копируемых элементов, не менее чем на 5% за счет возможности осуществления более равномерной полимеризации низковязкого полимера во встречных пучках при использовании более щадящего по мощности УФ излучения от одного источника (вместо множества по прототипу) в течение более длительного времени благодаря повышению рабочей площади барабана и наличию двух стадий процесса полимеризации и благодаря равномерному облучению полимера на каждой единице облучаемой поверхности.
3. Повышение эффективности использования за счет повторного применения излучения, прошедшего при полимеризации низковязкого полимера, посредством отражателей и облучения полимера во встречных пучках благодаря использованию фокусирующих излучение рефлекторов для дополнительных источников УФ излучения, а также возможности УФ облучения практически по всей рабочей поверхности барабана.
4. Экономия электроэнергии не менее чем на 30% за счет снижения числа источников УФ излучения и более эффективного использования УФ излучения, а также за счет использования тепла от источника УФ излучения для подогрева в ванной низковязкого полимера с целью поддержания его рабочих характеристик.
5. Расширение функциональных возможностей за счет возможности использования в качестве рулонного материала как прозрачного, так и непрозрачного материала.
Использование: изобретение относится к оптике, в частности к способам и устройствам серийного получения копий рельефных голограмм. Сущность заключается в том, что в способе серийного изготовления копий рельефных голограмм проводят нанесение слоя низковязкого, затвердевающего под действием УФ излучения полимера на перемещающийся рулонный материал, наложение материала со слоем полимера на перемещающиеся по замкнутому контуру в виде бесконечной ленты копируемые элементы, формирование копий и отделение рулонного материала с рельефными копиями от копируемых элементов. Осуществляют полимеризацию слоя полимера посредством его облучения УФ излучением через копируемые элементы, выполненные из прозрачного для УФ излучения материала. 2 с. и 18 з.п. ф-лы, 2 ил.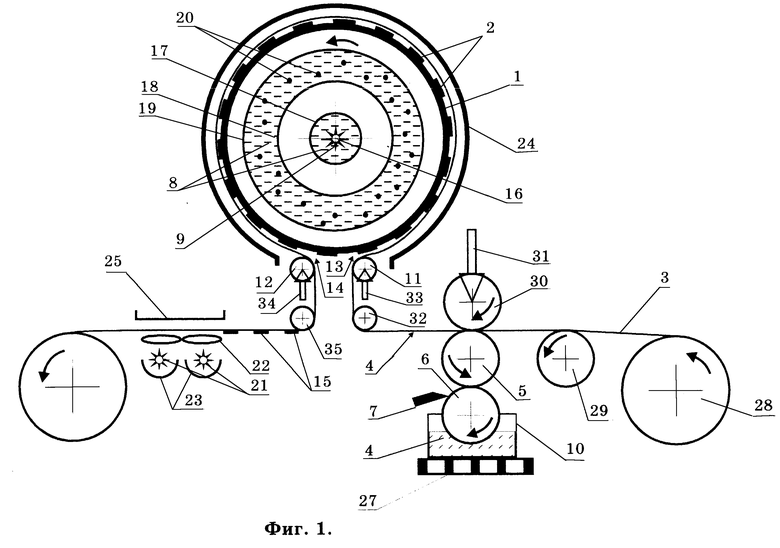
| SU, патент, 1804641, кл.G 03H 1/20, 1993 | |||
| GB, патент, 2215863, кл.G 03Н 1/02, 1989. |
