Изобретение относится к способу изготовления составных деталей, полученных литьем под давлением порошкообразных материалов.
Известен способ изготовления составных деталей, включающий изготовление первой детали, нанесение на нее разделительного слоя, изготовленного литьем под давлением материала второй детали, удаление разделительного слоя (патент Японии N 49-28286 кл. F 16 C 33/02, 1974).
Литье под давлением порошкообразных материалов применяется как для изготовления деталей из металла, так и керамических деталей.
Так например, смешивается металлический порошок с необходимыми легирующими добавками также в порошкообразном виде.
В нагреваемом смесителе эта порошкообразная смесь пластифицируется с помощью полимерного органического связующего (воска, искусственного материала) и затем гранулируется, после чего становится возможной ее обработка на обычных машинах для литья под давлением.
В качестве формы служит инструмент для литья под давлением такой же конструкции, как и инструмент для литья под давлением заготовки, для удаления связующего помещаются в печь. В процессе удаления связующего разрушаются молекулярные цепочки связующего путем термического или химического разложения.
Фасонные детали, полученные литьем под давлением заготовки, для удаления связующего помещаются в печь. В процессе заготовки удаления связующего разрушаются молекулярные цепочки связующего путем термического или химического разложения.
Одновременно происходит предварительное спекание металлических фасонных деталей, придающие им достаточную стабильность.
При спекании, которое может проводиться в вакууме или защитном газе, металлические детали, полученные литьем под давлением, приобретают свои окончательные свойства.
При этом плотность сильно увеличивается, а размеры получают усадку до 20% Вследствие высокой усадки до сих пор не удалось изготовить вставляемые друг в друга детали в процессе литья под давлением порошкообразных материалов.
В основу изобретения положена задача создать способ, который позволяет изготовить вставляемые друг в друга детали в процессе литья под давлением порошкообразных материалов, не имеющий упомянутых недостатков.
Решение этой задачи осуществляется за счет того, что по меньшей мере, одну деталь изготавливают литьем под давлением порошкообразного материала, разделительный слой наносят литьем плод давлением искусственного материала и толщиной, соответствующей, по меньшей мере, усадке второй детали, после литья второй детали осуществляют процессе удален5ия связующего и спекания порошкообразного материала с одновременным удалением разделительного слоя.
При этом обе детали могут изготовляться литьем под давлением порошкообразного материала, и изготовление деталей и нанесение разделительного слоя можно осуществлять на двух или трех компонентой машине литья под давлением с соответствующими инструментами для много компонентного литья.
Если толщина разделительного слоя точно соответствует усадке, после окончания способа получается зажимная посадка, если толщина разделительного слоя больше величины усадки, между вставляемыми друг в друга деталями образуется зазор. Деталь из искусственного материала, служащая разделительным слоем, в процессе удаления связующего расплавляется или химически выделяется вместе со связующим, содержащимся в порошкообразной смеси.
Способ подходит как для керамики (Ceramic Injection molding CIM), так и для металлов (Metal Injection Molding MIM).
В обоих случаях для удаления связующего может применяться катализатор, который ускоряет деполимеризацию искусственного материала, применяемого в качестве связующего.
Способ согласно изобретению обеспечивает, таким образом, соединение двух вставляемых друг в друга с геометрическим замыканием деталей, из которых, по меньшей мере, одна изготавливается литьем под давлением порошкообразных материалов.
За счет этого создается возможность, например, нанести на стальной болт с участком меньшего поперечного сечения, к концу которого примыкает разжимной конус, аксиально надвигаемую на этот участок металлическую разжимную втулку способом литья под давлением порошкообразных материалов.
В этом примере разжимной болт может быть изготовлен обычным способом токарной обработки или холодной деформацией и затем в качестве вставляемой детали может вводиться в инструмент для литья под давлением.
Однако является также возможным изготовить обе вставляемые друг в друга детали способом литья под давлением порошкообразных материалов.
В этом случае после получения способом вспрыска разделительный слой и обе детали совместно проходят обработку по удалению связующего си спеканию в одну или две стадии.
Осуществление процесса удаления связующего и спекания в две стадии рекомендуется, прежде всего, в тех случаях, когда обе детали имеют разный состав материалов и/или разное связующее.
Для уменьшения цикла при изготовлении вставляемых друг в друга деталей и нанесения разделительного слоя целесообразно применять двухкомпонентные или трехкомпонентные машины для литья под давлением с соответствующими инструментами для литья под давлением.
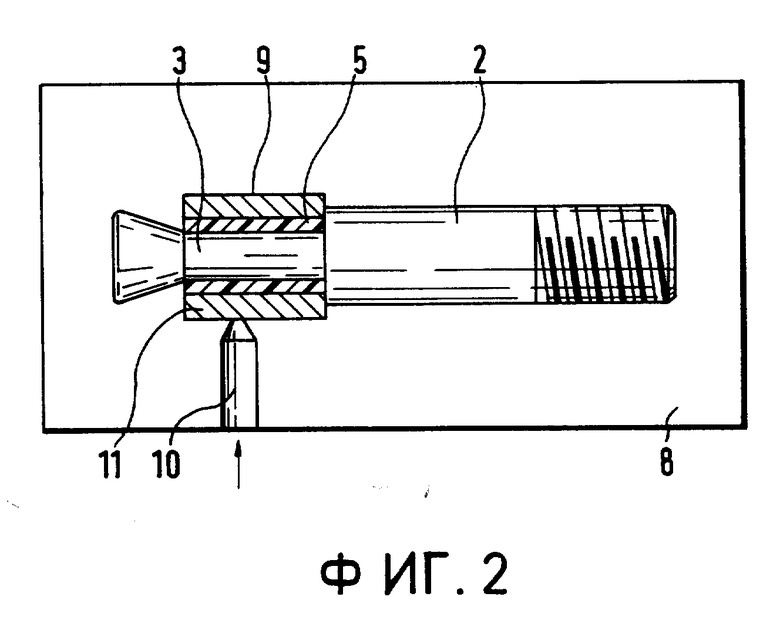
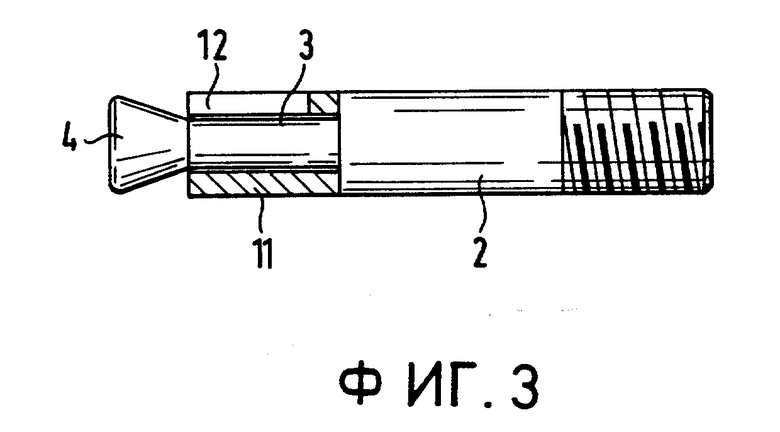
На фиг. 1 схематически показана форма для нанесения способом вспрыска разделительного слоя на металлический болт вкладываемой детали; фиг. 2 форма для получения способом вспрыска на разделительный слой второй металлический детали; фиг. 3 металлический болт с установленной разжимной втулкой после процесса удаления связующего и спекания.
На фиг. 1, 2 и 3 схематически, в виде эскизов, показан принцип осуществления стадий способа при изготовлении вставляемых друг в друга деталей, на примере разжимного анкера. Металлический болт 2, изготовленный обычным путем или в процессе литья металла под давлением, укладываемый в форму 1, имеет участок 3 уменьшенного поперечного сечения, к которому примыкает разжимной конус 4.
Для нанесения состоящего из искусственного материала разделительного слоя 5 на участок 3 уменьшенного сечения, форма имеет полость 6, окружающую участок с уменьшенным сечением. Эта полость заполняется в процессе вспрыска через канал 7.
После укладки болта 2, снабженного разделительным слоем 5, в форму 8 (см. фиг. 2), в полость 9 через канал 10 впрыскивается порошкообразная смесь, дополненная связующим.
За счет этого получается соединение с геометрическим замыканием следующей детали, выполненной в виде разжимной втулки 11, на участке 3 с уменьшенным сечением болта 2.
Затем проводят процесс удаления связующего и спекания, во время которого выделяется как связующее, так и разделительный слой. Полость, образующаяся за счет толщины разделительного слоя 5, дает возможность усадки разжимной втулки 11, возникающей при удалении связки и спекании. Толщина разделительного слоя 5 в представленном примере выполнения определяется таким образом, что между разжимной втулкой 11 и участком 3 с уменьшенным поперечным сечением болта 1 остается зазор, дающий возможность осевого смещения. Втулка 11 может быть снабжена одной или несколькими продольными прорезями 12, дающими возможность разжатия при введении разжимного конуса 4 в разжимную втулку 11.
Болт 2 может быть также изготовлен способом литья под давлением металлического порошка (способ М1N). В этом случае болт 2 изготавливают предшествующим способом литья под давлением в третьей форме, как описано при изготовлении разжимной втулки 1. После этого следуют другие операции способа, показанные на фиг. 1 и фиг. 2.
В этом случае толщина разделительного слоя может быть меньше, так как в процессе удаления связующего и спекания болт 2, изготовленный способом M1N, подвергается усадке.
Для обеспечения экономического изготовления является целесообразным применять в процессе изготовления двухкомпонентные или трехкомпонентные машины для литья под давлением с соответствующими впрыскивающими инструментами для многокомпонентного литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВЛЕННЫХ ОДНА В ДРУГУЮ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1995 |
|
RU2100146C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ В КОРОТКОМ, НЕПОДНУТРЕННОМ ГЛУХОМ ОТВЕРСТИИ, СПОСОБ И УСТАНОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ ПОДОБНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА | 2004 |
|
RU2320906C2 |
| РАСПОРНЫЙ МЕТАЛЛИЧЕСКИЙ АНКЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2087760C1 |
| ВСТАВНОЙ ДЮБЕЛЬ | 1998 |
|
RU2187870C2 |
| ДЕРЖАТЕЛЬ ИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2396395C2 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 2001 |
|
RU2230947C2 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО | 1994 |
|
RU2080217C1 |
| ХОМУТ ДЛЯ КРЕПЛЕНИЯ ТРУБ | 1998 |
|
RU2169305C1 |
| Распорный дюбель | 1990 |
|
SU1809879A3 |
| ДИСТАНЦИРУЮЩИЙ ДЕРЖАТЕЛЬ ДЛЯ КРЕПЛЕНИЯ ПРЕДМЕТА НА ИМЕЮЩЕМ ИЗОЛЯЦИОННЫЙ СЛОЙ ОСНОВАНИИ | 2006 |
|
RU2395015C2 |
Изобретение относится к способу изготовления составных деталей, полученных литьем под давлением порошкообразных материалов. Сущность изобретения: литьем под давлением порошкообразного материала изготавливают первую деталь, наносят литьем под давлением разделительный слой из искусственного материала, изготавливают литьем под давлением порошкообразного материала вторую деталь, осуществляют удаление связующего и спекание порошкообразного материала. При этом удаляется разделительный слой. Если толщина разделительного слоя точно соответствует усадке второй детали, то детали соединяются с плотной посадкой, если толщина слоя больше величины усадки второй детали, между деталями образуется зазор. 2 з. п. ф-лы, 3 ил.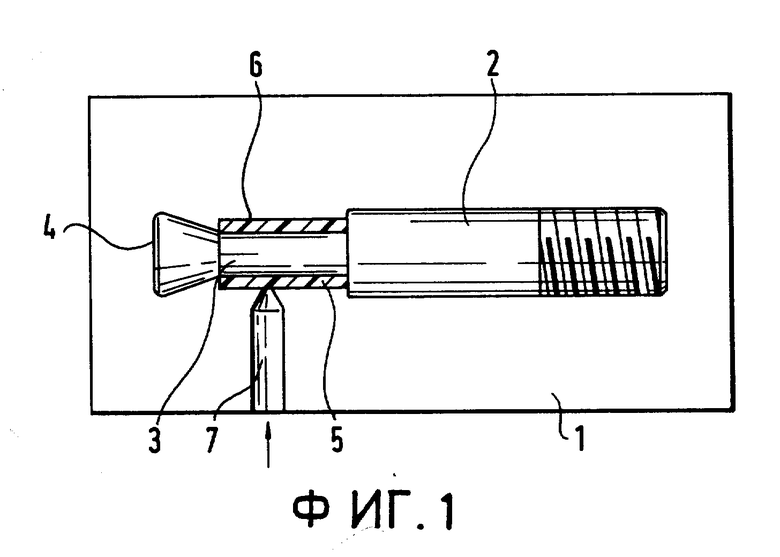
| JР, патент N 49-28286, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
