Предлагаемое изобретение относится к электротехнике, в частности к источникам тока сварочной дуги. Оно может быть использовано для ручной и автоматической электродуговой сварки во всех отраслях народного хозяйства и в быту.
В настоящее время известны десятки типов электросварочных устройств постоянного тока, работающих от однофазной сети 220 В и от трехфазной сети 380 В, 50 Гц, основанных на выпрямлении напряжения промышленной частоты, с помощью управляемых или неуправляемых низкочастотных вентилей, либо на преобразовании напряжения промышленной частоты 50 Гц в напряжение более высокой частоты (десятки кГц) с последующим его выпрямлением с помощью высокочастотных вентилей. Приближенными аналогами предлагаемого устройства могут быть любые известные источники, как широко применяемые в промышленности и индивидуальной практике, так и вновь разработанные, основанные на выпрямлении напряжения промышленной частоты.
Известен отечественный сварочный аппарат ВД 201 [1, с.464] промышленного назначения с регулируемым выходным током 30-200 А, с напряжением холостого хода 70 В и номинальным рабочим напряжением 28 В с потребляемой мощностью 15 кВА, габаритами 716х622х775 мм и массой 120 кг.
Отечественный сварочный аппарат ТСП-1, [2] обеспечивающий выходной ток 105,145 А, питаемый от сети 220, 380 В с потребляемой мощностью до 12 кВА, с габаритами 670х606х753 мм и массой 35 кг.
Отечественный сварочный аппарат ВД 306 [1,с.464] промышленного назначения с регулируемым выходным током 45-315 А с напряжением холостого хода 70 В с потребляемой мощностью до 21 кВА, габаритами 785х780х795 мм и массой 164 кг.
Основными задачами любого электросварочного устройства являются возбуждение электрической дуги и ее непрерывное удержание с целью обеспечения расплавления металла. В существующих устройствах эти задачи решаются с использованием мощного сильноточного выпрямителя с падающей выходной характеристикой с напряжением холостого хода 60 90 В, при наличии сильноточного дросселя в цепи сварочного тока.
Учитывая, что напряжение на основной нагрузке (выходных клеммах "плюс" и "минус", к которым подключены масса изделия и сварочный электрод) в момент существования электрической дуги составляет всего 19 28 В (при сварке низкоуглеродистых сталей), то такое техническое решение в построении существующих сварочных устройств приводит к большому неоправданному потреблению мощности от питающей сети и к большим габаритам и массе устройства. В существующих устройствах применяются различные способы, облегчающие возникновение дуги (использование конденсаторов повышенной емкости, специальных осцилляторов различного типа и др.), но они только облегчают возникновение дуги, а для ее удержания все равно требуется мощный источник с напряжением холостого хода 60 90 В.
Наиболее близким техническим решением к данному предложению является устройство электродуговой сварки постоянного тока ВД 201, содержащее основной выпрямитель и вспомогательные элементы.
Недостатками этого устройства, как и других сварочных устройств, основанных на выпрямлении промышленной частоты, являются большая потребляемая мощность, большие габариты и масса.
Целью настоящего изобретения является значительное снижение потребляемой мощности и уменьшение габаритов и массы устройства.
Целью изобретения в устройстве электродуговой сварки постоянного тока, содержащем основной выпрямитель без сильноточного дросселя в цепи сварочного тока достигается тем, что в него введен вспомогательный выпрямитель, работающий в следящем режиме и предназначенный для зажигания и поддержания дуги, подключенный к основной нагрузке параллельно с основным выпрямителем, выполненным в виде низковольтного выпрямителя с жесткой характеристикой, с мощностью и напряжением достаточными для удержания сварочной дуги, а вспомогательный выпрямитель выполнен в виде сравнительно маломощного выпрямителя с полужесткой характеристикой, с мощностью, напряжением холостого хода и способом действия, обеспечивающими надежное зажигание и поддержание дуги при отсутствии сильноточного дросселя в цепи сварочного тока с авторегулируемой балластной резистивной нагрузкой, управляемой активным ключевым элементом и включенной последовательно с основной нагрузкой.
Сущность предлагаемого изобретения, заключается в том, что вместо используемого в существующих устройствах мощного сильноточного выпрямителя с падающей характеристикой с напряжением холостого хода 60-90 В, выполняющего функции зажигания и удержания дуги, и сильноточного дросселя в цепи сварочного тока в нем введены сравнительно низковольтный (с напряжением холостого хода 25-35 В) менее мощный сильноточный основной выпрямитель с жесткой характеристикой, выполняющий функцию только удержания возбужденной (зажженной) дуги и сравнительно маломощный (в 6-10 раз меньшей мощности основного выпрямителя) вспомогательный выпрямитель, работающий в следящем режиме и обеспечивающий зажигание и поддержание дуги при отсутствии сильноточного дросселя в цепи сварочного тока.
Вспомогательный выпрямитель выполнен с полужесткой характеристикой, с напряжением холостого хода 65-70 В, с авторегулируемой балластной резистивной нагрузкой, включенной последовательно с основной нагрузкой и меняющей свою величину соответственно изменению сварочного тока. Выпрямитель обеспечивает условия для регулярного зажигания и поддержания дуги при определенном критическом значении сварочного тока независимо от того успела или не успела погаснуть дуга, что делает зажигание дуги исключительно легким.
Только за счет замены в сильноточных выпрямителях трансформаторов с напряжением 60-90 В на трансформаторы с напряжением 25-35 В получается выигрыш по потребляемой мощности при сварочных токах 90-110 А не менее 2-2,5 кВА.
Схема предлагаемого устройства изображена на чертеже.
Устройство содержит основной выпрямитель 1, вспомогательный выпрямитель зажигания и поддержания дуги 2 с авторегулируемой балластной резистивной нагрузкой 3, управляемой активным ключевым элементом (транзистором VT10) и включенной последовательно с основной нагрузкой (свариваемым изделием и электродом, подключенными к выходным клеммам "+" и "-").
Как вариант исполнения основной выпрямитель представляет собой обычный однофазный двухполупериодный выпрямитель, выполненный по схеме со средней точкой на трансформаторе Тр1 и двух тиристорах VД1 и VД2 (Т-160), управляемых от общего импульсно фазового генератора (ИФГ), выполненного по типовой схеме с переменным резистором R1, осуществляющим регулирование величины сварочного тока.
К выходным клеммам "+" и "-" выпрямителя параллельно с подключаемыми массой свариваемого изделия и электродом подключен резистор R2 с сопротивлением 20-30 кОм, чтобы избежать возможных опасных перенапряжений на клеммах при включенном устройстве в отсутствии (за счет хаотического сложения напряжений холостого хода от двух различных источников).
Вспомогательный выпрямитель зажигания и поддержания дуги [2] выполнен на трансформаторе Тр2 и диодах VД3,VД4 по схеме со средней точкой. Выход выпрямителя подключен к нагрузке параллельно с основным выпрямителем. Напряжение холостого хода на каждой половине обмотки составляет 65-70 В. Диоды VД3 и VД4 (2Д203А, пропускают импульсивный ток до 30 А и средний выпрямленный ток до 10 А). В цепи основного тока вспомогательного выпрямителя зажигания и поддержания дуги последовательно с нагрузкой включена авторегулируемая резистивная нагрузка, состоящая из резисторов R3,R4,R5,R6 и управляемая транзистором VТ1, (наиболее подходящими для целей управления являются составные мощные транзисторы с мощностью 100,0-120 Вт и средними токами до 20 А, типа КТ827А и КТ825А). Могут быть использованы для управления и другие варианты активных ключевых элементов и даже реле.
В данном случае используется транзистор n-p-n типа КТ827А. Параллельно ему, к эмиттеру и коллектору транзистора, включен резистор R3 с сопротивлением 2-3 Ом. Последовательно с резистором R3 и транзистором включен резистор R4 (1,9-2,2 Ом) и делитель из резисторов R5 и R6. Общей точкой резисторы R4 и R8 подключены к нагрузке (клемма "-"). К общей точке между резисторами R5 и R6 через резистор R7 (0,2-1,0 кОм) включена база транзистора VТ1.
Параллельно резистору R6 включен конденсатор С1. Таким образом, резистор R6 и конденсатор С1 (единицы мкф) образуют звено отрицательной обратной связи с постоянной времени τR6•С1. Резистор R3 (1,5-1,8 кОм) является резистором, задающим начальное смещение на базе транзистора. В исходном состоянии при отсутствии дуги транзистор открыт, резистор R3 зашунтирован открытым транзистором. С возникновением дуги происходит бросок тока через резистор R4 и открытый транзистор VТ1. Напряжение на емкости С1 начинает возрастать, транзистор переходит в закрытое состояние, ток поддержания дуги от источника будет определяться уже суммой сопротивлений R3 и R4 и напряжением источника.
При снижении сварочного тока транзистор начинает открываться и с погашением дуги выпрямитель будет вновь готов к зажиганию. Таким образом, выбор величины сопротивлений R5 и R6 будет определяться величиной напряжения, необходимого для закрытия транзистора VТ1 и выделяемого на резисторе R6 при прохождении через него части тока поддержания дуги, а величина емкости С1, определяется необходимой постоянной tR6•С1, исходя из времени возможных перерывов сварочного тока. Примерно величина R5+R6 составляет (20-30) R4.
Работа устройства осуществляется следующим образом.
При поднесении электрода к свариваемому изделию вспомогательный выпрямитель зажигания и поддержания дуги вызывает мощную искру (дугу) и основной выпрямитель начинает выдавать импульсы тока в виде обрезанных полукосинусоид с частотой 100 Гц, эффективное значение которых определяется установкой тока с помощью резистора R1 импульсно-фазового генератора.
Вспомогательный выпрямитель работает синхронно с основным выпрямителем и подпитывает эти импульсы, образуя своеобразные пички на их вершинах. Тем самым улучшаются условия каплеобразования расплавленного металла на конце электрода и как следствие улучшения качества сварочного шва, подобно тому, как это происходит при применении импульсных сварочных устройств. При снижении тока от основного выпрямителя напряжение на резисторе R4 снижается, тем самым более приоткрывается транзистор VТ1, его внутреннее сопротивление падает и ток от вспомогательного выпрямителя начинает возрастать. При полном пропадании дуги на выходных клеммах "+" и "-" снова возникает напряжение 65-70 В от вспомогательного выпрямителя и возникают условия для нового зажигания дуги с поднесением электрода к свариваемому изделию.
Замена в сварочных устройствах постоянного тока мощных и громоздких сравнительно высоковольтных сильноточных выпрямителей и сильноточных дросселей менее мощными сравнительно низковольтными сильноточными выпрямителями и сравнительно маломощными вспомогательными выпрямителями, работающими в следящем режиме и обеспечивающими надежное зажигание и поддержание дугиприводит к созданию сварочных устройств, объединяющих в себе основные достоинств сварочных устройств переменного тока (простота устройства, дешевизна электродов), сварочных устройств постоянного тока (регулируемость тока в широких пределах, возможность сварки тонколистовых металлов, возможность сварки высоколегированных сталей с применением специальных электродов), устройств постоянного тока импульсного типа (более высокое качество шва при прочих равных условиях).
По сравнению со всеми другими типами электросварочных устройств предлагаемое устройство обладает основным достоинством значительно меньшим (в 1,5-3 раза) потреблением энергии от питающей сети при одинаковых значениях сварочного тока. Во многих случаях (при сварке тонколистовых низкоуглеродистых сталей) данное устройство исключает необходимость использования сварки в газовой среде. Область применения устройства по сварке металлов различного вида может быть расширена за счет дополнения его вспомогательного выпрямителя, наряду с балластной нагрузкой, генератором импульсов, дополнительно заполняющих паузы между импульсами сварочного тока. Генератор может быть выполнен по любой известной схеме, например, в виде генератора, основанного на заряде-разряде накопительных конденсаторов.
Предлагаемое электросварочное устройство из-за многих его достоинств может быть принято за основу для серийного производства.
Источники информации
1. Оборудование для дуговой сварки. Сварочное пособие. Под ред. В.В. Смирнова. Л.Энергоатомиздат, 1986.
2. Электросварочный аппарат Фролова. Описание изобретения к патенту Российской Федерации
/19/ 11 2011492 /13/ С1
/51/ 5 B K23K9/00
3. Руководство по эксплуатации сварочного аппарата постоянного тока АСПТ-60, АСП-120, Рязань, 1995.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный выпрямитель | 1984 |
|
SU1171245A1 |
| СВАРОЧНЫЙ АППАРАТ | 2022 |
|
RU2801384C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ТРАНСФОРМАТОР | 1999 |
|
RU2172572C2 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 2003 |
|
RU2242835C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРОДУГОВОГО ПРОЦЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154559C1 |
| ТИРИСТОРНЫЙ ИНВЕРТОР | 2006 |
|
RU2314631C1 |
Использование: ручная и автоматическая электродуговая сварка во всех отраслях народного хозяйства и в быту. Сущность изобретения: устройство содержит основной выпрямитель с жесткой характеристикой и сравнительно маломощный вспомогательный выпрямитель, работающий в следящем режиме. Основной выпрямитель выполнен низковольтным с мощностью и напряжением, достаточными для удержания сварочной дуги. Вспомогательный выпрямитель выполнен с полужесткой характеристикой и с авторегулируемой балластной резистивной нагрузкой, управляемой активным ключевым элементом и включенной последовательно с основной нагрузкой. 1 ил.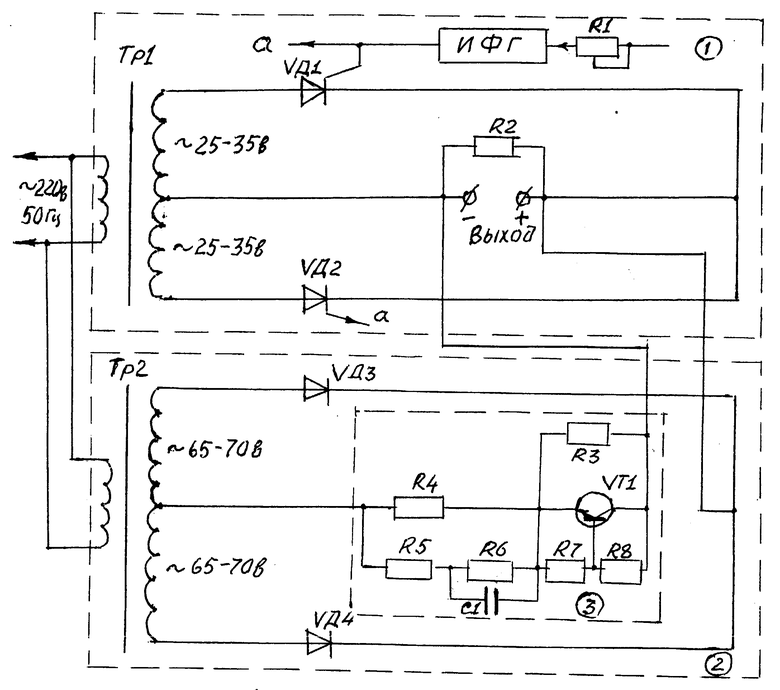
Устройство электродуговой сварки постоянного тока, содержащее основной выпрямитель с жесткой характеристикой и сравнительно маломощный вспомогательный выпрямитель, работающий в следящем режиме и предназначенный для зажигания и поддержания дуги при отсутствии сильноточного дросселя в цепи сварочного тока и подключенный к основной нагрузке параллельно с основным выпрямителем, отличающееся тем, что основной выпрямитель выполнен низковольтным с мощностью и напряжением, достаточными для удержания сварочной дуги, а вспомогательный выпрямитель выполнен с полужесткой характеристикой с мощностью, напряжением холостого хода и способом действия, обеспечивающими надежное зажигание и поддержание дуги при отсутствии сильноточного дросселя в цепи сварочного тока, с авторегулируемой балластной резистивной нагрузкой, управляемой активным ключевым элементом и включенной последовательно с основной нагрузкой.
| Выпрямитель для дуговой сварки | 1959 |
|
SU126967A1 |

