Изобретение относится к камере и установке для непрерывного или прерывистого покрытия изделий при прохождении указанных изделий через ванну жидкого покрывающего продукта. Оно применяется, в частности, в специфическом случае гальванизации металлических изделий продуктами на основе металла или металлического сплава, а также в установках, позволяющих наносить жидкий продукт любого другого вида, такого, как смолы или краски, на металлические или неметаллические изделия.
В области металлургии, известны установки для непрерывного горячего гальванического покрытия металлических изделий цинком, алюминием или в частности, их сплавами. Способ непрерывной гальванизации (1), например, описанный в патенте Франции N 2237975 в то время, как непрерывная гальванизация цинком и его сплавами изложена в патенте Франции N 2 323 772. В этих двух документах предлагается улучшить качество антикоррозионного покрытия на основе цинка или алюминия, выполненного на металлическом изделии большой длины типа проволоки с соблюдением общего элементарного принципа относительно межметаллического слоя, который образуется при контакте поверхности изделия и покрывающего продукта. Этот слой обязательно должен быть небольшой толщины, чтобы не нарушать поверхностный защитный слой, поскольку толстый межметалличекий слой имеет тенденцию к отслоению от поверхности защищаемого изделия.
Это требование к толщине межметаллического слоя, выполняется в случае обеспечения плотного контакта в течение очень короткого времени между металлическим изделием, которое должно тщательно очищено от окалины и от всех окислов, и гальванизационной ванной, имеющей температуру, близкую или несколько превышающую температуру этого изделия, причем эта ванна должна, кроме того, быть защищена от любого контакта с окисляющим агентом (атмосферный воздух, плавающий штейн), который служит зародышем окислов.
Для получения этого результата технологии, предложенные в двух вышеуказанных патентах, идентичны. Тем, что весь комплекс операций, необходимых для непрерывной гальванизации а именно: очистка и нагрев покрываемого изделия, затем плотный и быстрый контакт между изделием и ванной в камере, и, в некоторых случаях, сразу после гальванизации охлаждение покрывающего изделия (для остановки термодиффузии, увеличивающей межметаллический слой), выполняется в регулируемой атмосфере нейтрального или восстанавливающего газа, выдерживаемого в адекватных значениях давления и температуры (обычно при атмосферном давлении и при температуре, близкой к температуре изделия и ванны расплавленного цинка или алюминия). Другая общая основная особенность этих двух технологий заключается в том, что входные и выходные отверстия гальванизационной камеры выполнены для прохождения покрываемого изделия, что делает возможным непрерывную гальванизацию, которая является намного более выгодным, чем конкурирующие способы гальванизации, называемые "погружением в ванну", часто применяемые для листов, для которых необходимо осуществлять промежуточную очистку путем нанесения слоя флюса между травлением и собственно гальванизацией, причем целью этой операции нанесения слоя флюса является защита на короткое время очищенной поверхности покрываемого изделия при его возвращении на воздух перед его погружением в гальванизационной ванне.
Помимо их общих признаков, обе вышеуказанные технологии непрерывной гальванизации значительно отличаются средствами, применяемыми для очистки покрываемого изделия и для его нагрева, и, особенно, средствами, использованными для герметизации входных и выходных отверстий гальванизационной камеры, в которой находится ванна расплавленного цинка или алюминия. В этой связи следует отметить, что более предпочтительно использовать способ цинкования, описанный в патенте Франции N 2 323 772, по следующим причинам:
очистка покрываемого металлического изделия осуществляется механическим способом (холодная дробеструйная очистка), а не химическим (восстановление водородом при высокой температуре), что сохраняет внутренние механические свойства изделия, обычно, из стали, для которого существует максимальная температура, выше которой происходит изменение его кристаллической структуры, требующее отжига после гальванизации;
нагрев предпочтительно, посредством высокочастотной индукции, является более быстрым и более рентабельным с точки зрения энергетического баланса установки, причем его регулирование также является более точным, чем нагрев под действием эффекта Джоуля. Кроме того, в случае некоторых марок стали, потерявших свои некоторые механические свойства (в частности относительное удлинение) вследствие холодной вытяжки перед их антикоррозийной обработкой в частности, железные прутки для армирования бетона очень короткое время нагрева в комбинации с также очень короткой продолжительностью гальванизации позволяет не только исключить структурное изменение этих марок стали, но обеспечивает также их быструю закалку с возможностью восстановления их первоначальных механических качеств перед вытяжкой.
Ни в одном из предшествующих способов-аналогов герметичность входных и выходных отверстий гальванизационной камеры не обеспечивается соответствующим образом, что вызывает утечки расплавленного продукта покрытия из камеры, в частности в случае покрытия изделий при поштучной прерывистой подаче. Эти структурные или случайные утечки должны рециркулироваться либо через переливные отверстия, предусмотренные в стенке камеры, либо через, по меньшей мере, одно входное или выходное отверстие камеры. В этих двух случаях для обеспечения циркуляции расплавленного продукта от плавильной печи до гальванизационной камеры или, при рециркуляции этого же самого продукта, от этой камеры до плавильной печи известные установки для осуществления способов по предшествующему уровню техники требуют применения, по меньшей мере, одного насоса. Постоянная циркуляция в установке расплавленного продукта вызывает перемешивание этого продукта в плавильной печи, которое может привести к поступлению шлаков в гальванизационную камеру, способных вызвать закупорки в циркуляционном насосе или в различных каналах или трубопроводах, в которых циркулирует расплавленный продукт. Кроме того, даже при отсутствии закупорки, эти всплывшие в гальванизационной ванне шлаки, могут окислять ее и, следовательно, ухудшать качество покрытия, образованного на покрываемых изделиях как это ясно вытекает из принципов непрерывной гальванизации, продемонстрированных способами, описанными в двух вышеупомянутых патентах.
Кроме того, в обычных способах гальванизации, важно отметить, что объем ванны расплавленного покрывающего продукта всегда является очень значительным; таким образом, по мере прохождения изделий из стали через эту ванну, последняя насыщается железом и образуется железоцинковый сплав, который осаждается на дне гальванизационной камеры в виде штейнов, которые вредны для чистоты ванны, и, следовательно, для качества покрытия.
В других событиях, помимо металлургии, возникают аналогичные проблемы, связанные с герметичностью камер, содержащих жидкий продукт для покрытия металлических или неметаллических изделий, причем дефекты герметичности требуют, в этом случае, постоянной рециркуляции структурных или случайных утечек, возникающих в ходе обработки. Например, в случае некоторых смол или некоторых красок, горячая или холодная технологии покрытия близки к технологиям, разработанным для металлизации путем горячей гальванизации. Здесь также должна быть защищена целостность жидкого продукта покрытия, а также должен быть защищен от окисления металл или расплавленный металлический сплав как в камере, где он находится в виде ванны, так и в трубопроводах рециркуляции утечек металла или расплавленного металлического сплава снаружи камеры.
Задачей настоящего изобретения является устранение этих важных недостатков, связанных со структурными или случайными утечками в известных установках.
Непрерывное прерывистое покрытие изделий осуществляют неуказанными изделиями через ванну жидкого продукта покрытия, содержащегося в камере, имеющей выстроенные входные и выходные отверстия. Такой способ применяется, например, при покрытии путем непрерывной /прерывистой гальванизации металлических изделий посредством металла или расплавленного металлического сплава, или когда нанесения на металлические или неметаллические изделия возможны в горячем или в холодном состоянии, т.е. используют жидкий покрывающий продукт типа некоторых смол или некоторых красок. При этом возможно защитить целостность покрывающего жидкого продукта, идет ли речь о ванне, расположенной внутри указанной камеры или о жидком продукте, циркулирующем снаружи этой же самой камеры.
В процессе работы компенсируют структурные и/или случайные утечки из камеры, содержащей жидкий покрывающий продукт, целостность которого хотят защитить, рециркулируя эти утечки при регулируемой атмосфере, то есть, что касается, например, непрерывной гальванизации, при регулируемой атмосфере нейтрального и/или восстанавливающего газа, при этом эта же сама регулируемая атмосфера защищает, кроме того, целостность жидкого продукта, содержащегося в камере.
Целесообразно предупреждать структурные утечки из камеры, содержащей жидкий продукт, и компенсируют случайные утечки, указанного продукта из камеры, рециркулируя эти утечки при регулируемой атмосфере, например, при регулируемой атмосфере нейтрального и/или восстанавливающего газа, причем та же самая атмосфера защищает здесь еще целостность жидкого продукта, содержащегося в камере.
Для предупреждения всех структурных и/или случайных утечек жидкого покрывающего продукта из камеры, последнего целесообразно помещают в регулируемую атмосферу например, в регулируемую атмосферу нейтрального и/или восстановительного газа-, для защиты целостности ванны жидкого продукта, содержащейся в указанной камере.
Для случая рециркуляции утечек жидкого покрывающего продукта требуется еще, по меньшей мере, один насос. По сравнению с предшествующем уровнем техники, описанным в пат. Франции N N 1 457 615 и 2 323 772, основной эффект изобретения заключается в постоянном контроле за целостностью указанного жидкого продукта не только в камере, но также вне камеры, причем рециркуляция утечек осуществляется в регулируемой атмосфере.
Для устранения недостатков, связанных со структурными и/или случайными утечками из негерметичных камер, которые могут использоваться в этом первом варианте, было предложено в области непрерывной гальванизации и, в частности, в пат. США N 2 834 692, в пат. Великобритании N 777 213 и в заявке на пат. Франции N 2 647 814 на имя заявителя, полностью герметизировать гальванизационную камеру посредством многофазных обмоток возбуждения, охватывающих вход и выход камеры, для создания скользящего магнитного поля, имеющего тенденцию к подаче жидкого покрывающего продукта во внутрь камеры, причем эти две обмотки возбуждения удерживают, в этом случае, между собой "пузырька" или еще массы расплавленного металла или металлического сплава, которая непосредственно может проходить через покрываемое изделие.
За счет этого предупреждаются структурные утечки из камеры, содержащей жидкий покрывающий продукт, в этом случае, остается только компенсировать случайные утечки указанного жидкого продукта из камеры, рециркулируя эти возможные утечки при регулируемой атмосфере. В случае, когда покрываемое изделие является металлическим изделием, например, из стали, наличие этого магнетизируемого изделия вблизи центра камеры значительно способствует эффективности герметизирующих обмоток возбуждения. Зато, в случае полного извлечения этого изделия из трубчатого корпуса, составляющего камеру, обмотки возбуждения, размещенные на выходе и на входе указанной камеры, должны возбуждаться токами с очень большой силой тока, что приводит к соответствующим увеличенным размерам указанных обмоток. Таким образом, с целью экономии электрической энергии, предпочтительно принимать адекватные, но сложные меры с тем, чтобы, по меньшей мере, один участок изделия постоянно находился в трубчатом корпусе, составляющем камеру.
Поставленная задача решена благодаря тому, что камера, которая может использоваться для нанесения жидкого продукта для образования покрытия, например, на основе металла или металлического сплава, причем изделия, поступающие непрерывно или поштучно с промежутками, проходят через нее в непрерывном или прерывистом режиме по параллельным осям прохождения, смещенным относительно продольной оси указанной камеры, согласно изобретения содержит трубчатый корпус из материала, проницаемого магнитными полями, предпочтительно, не смачиваемого жидким продуктом, и на каждом из своих концов, по меньшей мере, уплотняющие средства, отличающаяся тем, что указанные средства состоят, по меньшей мере, из электромагнитного клапана, при этом указанный клапан содержит:
по меньшей мере, одну многофазную обмотку возбуждения, расположенную вокруг указанного трубчатого корпуса, для создания магнитного поля, скользящего вдоль продольной оси этого трубчатого корпуса и стремящегося переместить продукт, образующий покрытие, внутрь камеры;
сердечник, жестко связанный с трубчатым корпусом, вытянутый вдоль его оси таким образом, что он образует между ним и внутренней стенкой трубчатого корпуса проход соответствующей формы для прохождения изделий через указанную камеру в продольном направлении.
Таким образом, предупреждают все структурные и/или случайные утечки из камеры, содержащей жидкий для покрытия продукт, целостность которого, кроме того, сохраняется внутри указанной камеры благодаря тому, что она помещается в регулируемую атмосферу, например, регулируемую атмосферу нейтрального и/или восстанавливающего газа, в случае непрерывной гальванизации.
Следует отметить, что объем ванны жидкого или расплавленного продукта, содержащегося в камере, может быть очень небольшим, или, по меньшей мере, значительно меньше, чем объем ванны, обычно используемый в обычных способах, в частности, для горячей гальванизации. Следовательно, происходит очень быстрое обновление ванны по мере осаждения жидкого или расплавленного продукта на изделиях, проходящих через камеру, что способствует сохранению целостности этой ванны и уменьшению неблагоприятных последствий химических реакций между этой ванной и обработанными изделиями, таких как реакций железо-цинк, свойственных горячей гальванизации изделий из стали (образование шнейнов), использование согласно настоящему изобретению камер небольшого объема и способа, обеспечивающего сохранение целостности жидкого или расплавленного покрывающего продукта, в частности, защиту от окисления. Причем этот продукт находится в более или менее герметичной камере и/или циркулирует для повторной циркуляции, или просто подается в камеру из соответствующего резервуара, обеспечивает, таким образом, неожиданные и значительные преимущества достижения высокого качества полученных покрытий по сравнению со способами по предшествующему уровню техники.
Таким образом, обновление ванны является комплексом параметров, которые, согласно настоящему изобретению, можно регулировать простым способом, это обновление одновременно зависит от:
скорости прохождения изделий в камере, длины этой камеры и ее объема, что определяет время контакта между этими изделиями и ванной, которое, как указано выше, должно быть очень коротким, согласно общим требованиям способа непрерывной гальванизации, причем объем указанной ванны истощается по мере осаждения защитного слоя на указанных изделиях;
количества рециркуляции случайных и/или структурных утечек, если это имеет место;
количество продукта, подаваемого в камеру из резервуара, содержащего жидкий продукт для покрытия.
Во всех случаях можно изготовить камеру небольшого объема, обладающего следующими преимуществами:
1/ целостность ванны, содержащейся в камере, вследствие устранения неблагоприятных последствий химических реакций, которые могут происходить между этой ванной и обрабатываемыми изделиями;
2/ использование, за счет достаточно короткой и даже регулируемой длины камеры, контроля времени контакта, с поддержанием скорости прохождения при тенденции к ее уменьшению. Отмечено, что даже в случае негерметичной камеры, небольшой объем ванны, содержащейся в камере, удовлетворяет требованию к скорости ее обновления, действительно, в то время, как в способах по предшествующему уровню техники, было логично предусматривать камеру довольно большого объема с преимуществом меньшего загрязнения шлаками в результате окисления жидкого продукта 2, циркулирующего вне камеры для рециркуляции, настоящее изобретение, которое постоянно сохраняет целостность продукта 2 благодаря помещению этих элементов установки в регулируемую атмосферу, позволяет иметь повышенный уровень обновления гальванизационной ванны, и способствует, неожиданным образом препятствованию образования штейнов, загрязняющих указанную ванну.
Следовательно, очевидно, что в настоящем изобретении найден удачный компромисс между всеми основными параметрами способов непрерывного покрытия и, в частности, горячей гальванизацией.
На фиг. 1 показан вид в перспективе с частичным разрывом герметичной камеры, для частичного случая горячей гальванизации, без показа, для ясности чертежа, всей линии гальванизации; на фиг. 2-5 последовательные примеры одного вида в поперечном разрезе камеры фиг.1 на уровне электромагнитных клапанов, которыми они снабжены, причем эти последовательные виды ограничены плоскостью разреза; на фиг. 6-8 схематические виды линии горячей гальванизации, включающей в себя предыдущую герметичную камеру, и последовательно три формы выполнения средств регулирования расхода питания указанной камеры.
Ниже, трубчатым корпусом будет называться любой корпус, имеющий общую форму цилиндра с сечением, которое может иметь любой профиль, такой как, например, круг, эллипс, параллелограмм или любой другой более специфический профиль.
Признаки установки, которые будут описаны, относящиеся к средствам регулирования расхода питания герметичной камеры, непосредственно применимы к установкам, включающим в свою конструкцию или временно негерметичную камеру. Следовательно, эти признаки относятся, согласно настоящему изобретению, ко всем возможным вариантам для покрытия изделий жидким продуктом, содержащимся в указанной камере.
Герметичная камера для горячей гальванизации согласно фиг. 1 содержит трубчатый корпус 1, который заполняется расплавленным веществом 2, таким как расплавленный цинк или расплавленный цинковый сплав, предназначенный для покрытия изделий 3, например, металлических изделий, с целью защиты их от коррозии. Оба конца 4 и 5 трубчатого корпуса 1 открыты для возможности прохождения покрываемых изделий 3. Первый электромагнитный клапан 6, расположенный на одном из концов 4 трубчатого корпуса 1 позволяет герметизировать вход камеры, а второй электромагнитный клапан 7, расположенный на другом конце 5 указанного трубчатого корпуса 1, позволяет герметизировать выход. Таким образом, "пузырек" жидкого продукта 2 заключен между двумя клапанами 6 и 7.
С цель исключения какого-либо окисления изделий 3, а также жидкого продукта 2, камера снабжена двумя инжекторами 8, позволяющими регулировать подачу нейтрального или восстановительного газа в трубчатый корпус 1.
В камеру подается жидкий продукт 2 из резервуара (не показан на фиг. 1), соединенного с указанной камерой посредством подводящего трубопровода 9. Кроме того, на камере предусматривается нормально закрытое сливное отверстие 10, позволяющее опорожнять эту камеру между двумя операциями гальванизации для ее технического обслуживания.
Кроме того, трубчатый корпус 1 и трубопровод подачи 9 содержат подогревающее устройство (не показано и на фиг. 1). Эти устройства, которые могут быть основаны на индукционном нагреве или на обычных нагревательных электрических сопротивлениях, подающих необходимое для поддержания жидкого продукта 2 такого, как расплавленный цинк или расплавленный цинковый сплав, в расплавленном состоянии. Очевидно, что эти нагревательные устройства не потребовались бы в случае способа холодного покрытия.
Согласно изобретению в качестве электромагнитных клапанов 6 и 7 используются предпочтительно, клапаны, выполненные согласно конструкций клапанов, описанных в заявке на пат. Франции N 2 647 874, 02.06.89, на имя этого же заявителя.
Клапан 6, расположенный на входе трубчатого корпуса 1, содержит:
многофазную обмотку возбуждения 11, охватывающую трубчатый корпус 1 на его конце 4 для создания магнитного поля, скользящего по продольной оси указанного трубчатого корпуса 1;
магнитный сердечник 12 жестко соединен с трубчатым корпусом 1 и проходящий по его продольной оси, причем линии магнитного поля замыкаются внутри указанного сердечника 12. Следует отметить, что трубчатый корпус 1 выполняется, конечно, из материала, проницаемого для магнитного поля, такого как керамика. Кроме того, этот материал не смачивается жидким продуктом 2.
Регулирующее устройство 13 для регулирования силы многофазного поступающего от источника тока (не показано на фиг. 1) соединено с обмоткой возбуждения 11 и питает ее таким образом, что созданное магнитное поле имеет тенденцию к подаче жидкого продукта 2 во внутрь камеры. Действительно, обмотка возбуждения 11, через которую проходит с соответствующей силой ток, создает, в частности в своей середине, магнитодвижущие силы (показанные стрелками на фиг. 1), которые действуют на жидкий продукт 2 и препятствуют его вытеканию через вход трубчатого корпуса 1.
Конечно, для того, чтобы магнитодвижущие силы могли быть созданы обмоткой возбуждения необходимо, чтобы электропроводимость продукта 2 была бы достаточно высокой. Это, в частности, имеет место в случае жидкостей, образованных на основе расплавленного металла или сплава. Кроме того, существуют некоторые краски или смолы, применяемые в автомобильной промышленности, которые обладают некоторой электропроводностью и могут также применяться в камерах, выполненных согласно изобретению.
Таким же образом клапан 7, расположенный на выходе трубчатого корпуса 1 содержит:
многофазную обмотку возбуждения 14, охватывающую трубчатый корпус 1 на его конце 5, для создания магнитного поля, скользящего по продольной оси указанного трубчатого корпуса 1;
магнитный сердечник 15, жестко соединенный с трубчатым корпусом 1 и проходящий по его продольной оси, причем линии поля замыкаются внутри указанного сердечника 15.
Устройство 16 для регулирования силы тока, полученного от многофазного источника тока, соединено с обмоткой возбуждения 14 и питает ее таким образом, что созданное магнитное поле имеет тенденцию к подаче жидкого продукта 2 внутрь камеры. Магнитодвижущие силы, созданные обмоткой возбуждения 14, действуют на жидкий продукт 2 в направлении 1 противоположном направлению воздействия сил, созданных обмоткой возбуждения 11 клапана 6, и противодействуют его вытеканию через выход трубчатого корпуса 1.
С помощью этой конструкции электромагнитного клапана 6, 7 с центральным неподвижным магнитным сердечником 12, 15 успешно решается проблема остановок прохождения в камере покрываемого или покрываемых изделий 3. Действительно, независимо от наличия или отсутствия покрываемых изделий 3 посередине обмоток возбуждения 11, 14 клапанов 6,7, обеспечивающих герметичность камеры, неподвижный сердечник 12, 15 проходит в продольном направлении посередине этих обмоток 11, 14 с тем, чтобы уровень многофазной подаваемой силы тока оставался в приемлемых пределах для исключения какой-либо утечки покрывающего жидкого продукта 2 из камеры.
Следовательно, покрываемые изделия 3 могут подаваться к входу камеры непрерывно, что является обычным, или с интервалом, то есть с разделением на несколько более мелких частей; остановка прохождения покрываемых изделий 3 через камеру, в последнем случае, не требует никакого сложного вмешательства и делает особенно выгодным использование герметичной камеры согласно настоящему изобретению.
Ниже приводится описание работы такой камеры. Покрываемые изделия 3 вводят в камеру через ее конец 4. После прохождения через указанную камеру и после горячей металлургической реакции с жидким продуктом 2, эти изделия 3 выходят через конец 5 камеры, где они одновременно подвергаются воздействию обмотки возбуждения 14 электромагнитного клапана 7. Действительно, можно с одной стороны, регулировать толщину покрытия на изделиях 3, а с другой стороны, осуществлять "выравнивание" их покрытия, то есть выдерживать постоянную величину толщины.
Таким образом, можно контролировать выравнивание покрытия и управляя, посредством регулирующего устройства 16, силой тока в обмотке возбуждения 14. На практике была установлена высокая эффективность управления этой конструкции для получения защитных слоев постоянной толщины на поверхностях с повышенной шероховатостью. Таким образом, нанесенное металлургическим способом покрытие в расплаве на обычной железной проволоке является абсолютно равномерным. В частности, железная проволока имеет последовательные выемки и выступающие части, часть профиля которых существенно перпендикулярна продольному направлению указанной проволоки. Благодаря камере, являющейся предметом изобретения, смогли получать железную проволоку, покрытую металлургическим способом, в расплаве слоем цинкового сплава с постоянной толщиной даже на наиболее обрывистых участках.
Кроме того, важно отметить, что не следует принимать никаких особых мер предосторожности, в случае, когда покрываемые изделия 3 имеют прерывистую форму; прохождение изделий 3 с интервалом через камеру может эффективно контролироваться путем регулирования силы тока в обмотках возбуждения 11 и 14. Даже в этом случае, и согласно способу изобретения, утечки жидкого продукта 2, заключенного в камере не может быть ни из-за конструктивного выполнения камеры, ни случайно, следовательно, нет никакой необходимости осуществлять процесс рециркуляции вытекшего расплава, а защитное покрытие, выполненное на изделиях 3, обладает очень высоким качеством.
Кроме того, обмотка возбуждения 14 может быть выполнена подвижной и перемещаться на соответствующей опоре 17, которая может, например, содержать средство регулирования 18 положения обмотки возбуждения 14 вдоль конца 5 трубчатого корпуса 1. Это средство регулирования 18 может, со своей стороны, содержать гайку 19, соединенную с опорой 17, и обычный червяк 20, приводимый во вращение шаговым двигателем 21. Объем жидкого продукта 2, заключенного между клапанами 6 и 7, является, таким образом, переменным.
На фиг. 1 показана обмотка возбуждения 14 сплошными линиями около своего крайнего положения и прерывистыми тонкими линиями в отдельном положении вдоль конца 5 трубчатого корпуса 1. Сердечник 15 электромагнитного клапана 7 является поэтому, более длинным, чем сердечник 12 электромагнитного клапана 6, который неподвижен. Кроме того, для установленного положения обмотки 14, используется только часть сердечника 12, находящаяся посередине указанной обмотки 14.
Это устройство позволяет контролировать при заданной скорости прохождения изделий 3 в камере, время контакта между указанными изделиями 3 и жидким продуктом 2. Известно, что время контакта является существенным фактором при непрерывной гальванизации. Эта способность герметичной камеры согласно изобретению, дает очень важный дополнительный параметр для контроля качества и толщины жидкого продукта 2, нанесенного на изделия 2. Кроме того, регулирование объема ванны, содержащейся в герметичной камере, способствует сохранению целостности жидкого продукта 2 по отношению к химическим реакциям, таким, как реакции железо-цинк, происходящим при контакте изделий 3 и указанного продукта 2.
Согласно дополнительному признаку герметичной камеры, согласно изобретению, сердечники 12 и 15 электромагнитных клапанов 6 и 7, позволяющие герметизировать камеру, выдерживаются в продольном направлении в центральной зоне трубчатого корпуса 1 посредством распорок 22, форма которых соответствует профилю сечения указанного трубчатого корпуса 1 и профилю сечения сердечников, соответственно 12 и 15, причем указанные распорки 22 образуют промежуточные пространства 24 между указанными сердечниками 12 и 15 и внутренней поверхностью трубчатого корпуса 1.
Преимущественно, промежуточные пространства 24 составляют проходные зоны для прохождения изделий 3. Таким образом, оси прохождения этих изделий 3 через камеру смещены по отношению к продольной оси трубчатого корпуса 1.
Этот неожиданный эффект дает значительное дополнительное преимущество в плане повышения для заданной скорости прохождения производимого камерой количества изделий 3, покрытых покрытием 25 на основе жидкого продукта 2, в плане умножения на коэффициент, равный числу промежуточных пространств 24, выполненных в каждом из клапанов 6 и 7. Кроме того, легко понятно, что промежуточные пространства 24, выполненные на уровне электромагнитного клапана 6, расположенного на входе камеры, расположены продольно относительно промежуточных пространств 24, которые им соответствуют на уровне электромагнитного клапана 7, расположенного на выходе указанной камеры.
Очевидно, что поперечные сечения трубчатого корпуса 1, сердечников 12 и 15 и промежуточных пространств 24 выполнены в соответствии с сечением изделий 3, которые должны проходить через камеру для обработки.
Кроме того, подвергаемый воздействию магнитного поля объем, который расположен посередине обмоток возбуждения 11 и 14, определяет наряду с другими параметрами величины силы тока, который должен циркулировать для герметизации камеры:
напомним, что в известном случае, когда покрываемое изделие 3 служит сердечником (вариант, согласно заявки на патент Франции N 2 647 814, уже упомянутой выше), объем воздействия магнитного поля постоянно изменяется вместе с сечением этого изделия 3 и его видом; в этом случае, необходимо точное и качественное управление силой тока для возможности контроля с одной стороны утечек жидкого продукта 2 и, с другой стороны, толщины нанесенного этого жидкого продукта 2 на изделие 3, проходящее через камеру;
напротив, в случае описанной здесь герметичной камеры, которая снабжена комплектом неподвижных магнитных сердечников 12, 15, свойства этих сердечников, 12, 15, например, их магнитная восприимчивость и их сечение, могут выбираться таким образом, чтобы сделать очень мало чувствительным регулирование электромагнитных клапанов 6 и 7 по отношению к прохождению изделий 3 рядом с этими сердечниками 12, 15: фактически намагниченный объем, который определяет многофазные силы токов, которые должны проходить под обмотками возбуждения 11, 14, для герметизации камеры может, в этом случае, представлять собой в основном объем указанных неподвижных сердечников 12, 15.
Ниже проводится описание нескольких примеров выполнения трубчатого корпуса 1.
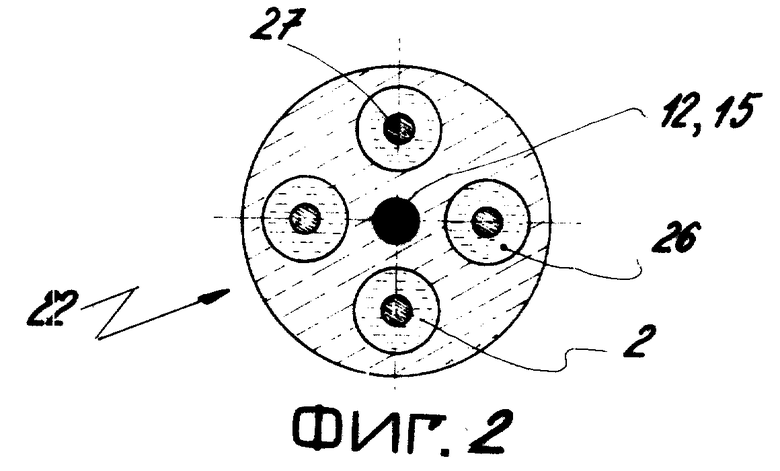
Согласно фиг. 2, на которой изображен поперечный разрез трубчатого корпуса 1 на уровне одного из сердечников 12 или 15, трубчатый корпус 1 может иметь круглое поперечное сечение, в этом случае магнитный сердечник 12 или 15 может быть простым цилиндрическим бруском, поперечным сечением которого является диск, причем распорки 22 ограничивают, например, промежуточные пространство 24 круглого или овального сечения такие, как промежуточное пространство 26. Камера, снабженная двумя клапанами 6 и 7, имеющими такое поперечное сечение, может служить, в частности, для обработки проводов 27 против коррозии. Этот частный случай, приведенный в качестве примера, соответствует камере, показанной на фиг. 1.
Таким же образом, согласно фиг. 3 и 4, можно обрабатывать профили, например из стали.
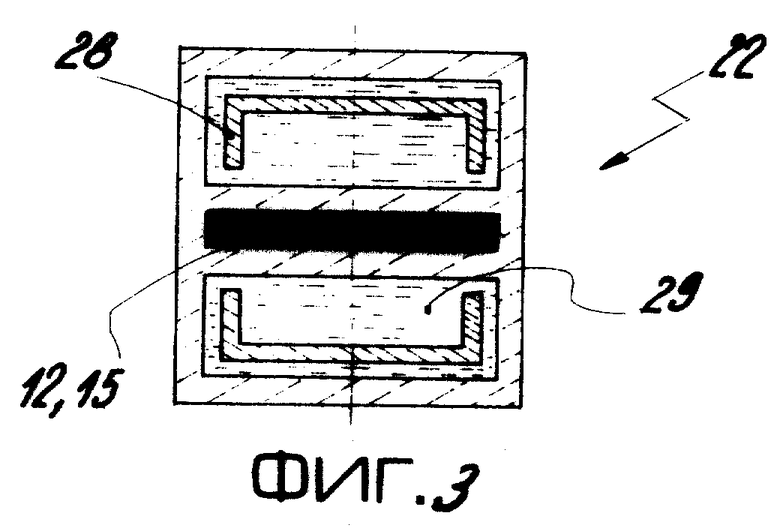
На фиг. 3 показан комплект из двух уголков 28, проходящих через камеру на уровне клапанов 6 и 7 через проходы, выполненные между очень упрощенными распорками 22, посредством промежуточных пространств 29 прямоугольного поперечного сечения. В этом случае, магнитные сердечники 12 и 15 образованы удлиненными листами.
На фиг. 4, показан комплект из двух профилей 30, проходящих через камеру на уровне клапанов 6 и 7 через проходы, выполненные между распорками 22, заполняющими объем трубчатого корпуса 1 по ширине посредством промежуточных пространств 31 поперечного сечения, гомотетичного поперечному сечению одного профиля. В этом случае, магнитные сердечники 12 и 15 образованы простыми цилиндрическими брусками.
В более общем плане выгодно, чтобы перпендикулярное поперечное сечение промежуточных пространств 24, были гомотетичными поперечному перпендикулярному сечению обрабатываемых изделий 3.
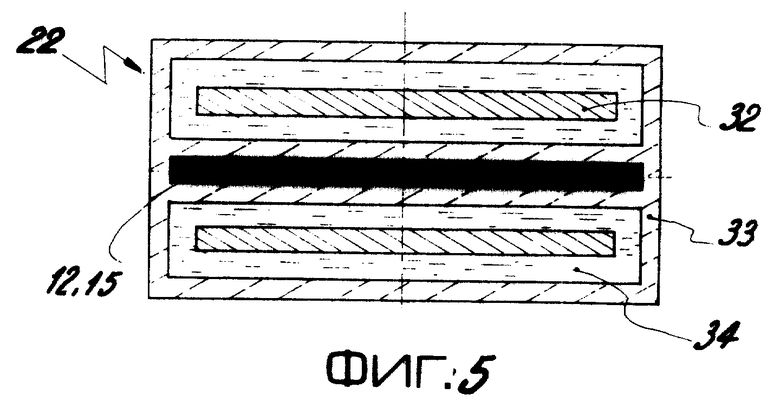
Наконец, согласно фиг. 5, можно обрабатывать листы 32, например, из стали. Эти листы 32 проходят через камеру на уровне клапанов 6 и 7 через проходы, выполненные между очень упрощенными распорками 33, через промежуточные пространства 34 прямоугольного сечения. В этом случае, сердечниками 12 и 15 служат удлиненные магнитные листы.
Сердечники 12 и 15 клапанов, соответственно, 6 и 7 могут таким образом, иметь различные формы, с симметрией фигур вращения с плоской симметрией или, в некоторых случаях, могут быть асимметричными (непоказанный случай).
Поскольку выбор указанных сердечников 12 и 15 не влияет на качество работы клапанов 6 и 7, специалист может легко приспособить их форму и сечение промежуточных пространств 24 в соответствии с формой обрабатываемых изделий 3.
Кроме того, можно предусмотреть возможность снимать сердечник клапанов 6 и 7 для использования трубчатого корпуса 1, соответствующего специфическим особенностям типа обрабатываемых изделий 3, заменяя обмотки возбуждения 11 и 14 указанных клапанов 6 и 7.
Действительно, удобно изготавливать многоцелевую камеру с поперечным сечением, приближающимся, например, к эллипсу с целью упрощения изготовления, причем обмотки возбуждения 11 и 14 соответственно на концах 4 и 5 трубчатого корпуса 1, могут, в этом случае, использоваться для большого числа видов покрываемых изделий 3, при этом эти изделия 3 проходят, в этом случае, через камеру вместе и параллельно в режиме, который может быть непрерывным или прерывистым.
Ниже, со ссылкой на фиг. 6-8, приводится описание нескольких установок для осуществления способа, согласно настоящему изобретению, и содержащих, в качестве неограниченного примера, герметичную камеру, идентичную вышеописанной камеры. На этих чертежах, основные части установки схематически показаны в осевом разрезе, а камера может одновременно обрабатывать два изделия 3, такие, как проволоки, проходящие параллельно и размещенные для этой цели в общей вертикальной плоскости, проходящей через центральные сердечники 12 и 15 клапанов 6 и 7.
Способом, общим для всех представленных вариантов, регулируют количество жидкого продукта 2 для покрытия, подаваемого в указанную камеру в зависимости от скорости перемещения в камере покрываемых изделий 3 и заданной толщины покрытия 25, с тем, чтобы количество жидкого продукта 2, которое поступает в камеру, компенсировало количество израсходованного на образование покрытия 25 на изделиях 3, выходящих из камеры, без существенного снижения уровня жидкого продукта 2 в камере, с сохранением целостности указанного жидкого продукта 2. Напомним, что это регулирование подачи жидкого продукта в камеру является существенным в плане сохранения целостности ванны, содержащейся в камере по отношению к химическим реакциям, происходящим при контакте изделий 3 и жидкого продукта 2, фактически, этот параметр частично контролирует степень обновления ванны, в которой хотят избежать, согласно положениям изобретения, образования осажденных твердых осадков, например, в виде солей железо-цинк в случае горящей гальванизации (штейны).
Установка непрерывной гальванизации, показанная на фиг. 6, которая может использоваться для непрерывной или прерывистой гальванизации изделий 3, последовательно содержит:
а/ первое приводное устройство 35 для перемещения гальванизируемых изделий 3;
б/ выпрямляющее устройство 36, например, устройство с роликами или с поворотной клетью, приспособленное к сечению указанных изделий 3;
в/ узел очистки 37, содержащий, например, установку дробеструйной очистки для получения на выходе изделий 3 с состоянием поверхности без каких-либо загрязнений с учетом скорости, сечения и вида этих изделий 3;
г/ первое опорное устройство 38 с валиками или с роликами, для опоры очищенных изделий 3. Это первое устройство 38 предназначено для исправления прогиба и вибраций, возникающих в изделиях 3 после прохождения через узел очистки 37;
д/ нагревательную трубчатую камеру 39 из огнеупорного материала, на которой установлена нагревательная система 40, например, с электромагнитной индукцией или с нагревательным электрическим сопротивлением, позволяющую быстро нагревать очищенные изделия 3 до заранее определенной регулируемой температуры, которая пригодна для горячей гальванизации этих изделий 3;
е/ второе опорное устройство 41 с валиками или с роликами, которое подобно первому опорному устройству 38, для поддержки очищенных и нагретых изделий 3:
ж/ герметичную камеру, аналогичную камере, показанной на фиг. 1, снабженную нагревательным устройством 42, например, с электромагнитной индукцией. Устройства герметизации, состоящие из двух электромагнитных клапанов 6 и 7, предупреждают любые утечки расплавленного металла из камеры. В основном, эти устройства герметизации могут быть устройствами любой известной конструкции, обычно используемой в установках этого вида, и, следовательно, можно свободно допускать "структурные" или "случайные" утечки из этих устройств при условии их устранения согласно вариантам способа, являющегося предметом настоящего изобретения, то есть с сохранением целостности жидкого покрывающего продукта 2;
з/ дополнительное устройство 43 выравнивания покрытия, включаемое для подачи известным способом струи нейтрального или восстановительного газа на покрытие 25, только что образованное на изделиях 3. Кроме того, это устройство осуществляет первое охлаждение этих изделий 3 и исключает какое-либо окисление расплавленного металла, содержащегося в камере, согласно признакам настоящего изобретения. В некоторых случаях, можно обойтись без устройства очистки 43, но в этом случае предпочтительно защищать выходящие из камеры, еще горячие, изделия 3 оболочкой из нейтрального и восстанавливающего газа, исключая какое-либо окисление этих изделий 3 и расплавленного металла, содержащегося в камере;
и/ регулируемое устройство охлаждения 44 для охлаждения продукта, выходящего из устройства очистки 43 или из гальванизационной камеры;
к/ второе приводное устройство 45 для перемещения изделий 3.
В основном, оказывается существенным выдерживать продукты в охлажденном состоянии, по всей длине прохождения от выхода из комплекта очистки 4 до дополнительного устройства очистки 43. Для этой цели оба опорных устройства 38 и 41 размещаются, соответственно, в картерах 46 и 47, соединенных участками трубопроводов 48 и 49 с узлом очистки 37 и с нагревательной камерой 39, а участками трубопроводов 50 и 51 соответственно, с указанной нагревательной камерой 39 и с гальванизационной камерой, и внутри которых создают защитную атмосферу путем подачи нейтрального и восстановительного газа с тем, чтобы сделать невозможным любое окисление продуктов на различных фазах обработки. Для этой цели предусматриваются, например, инжекторы 52 для газа в картерах 46 и 47 и в устройстве 43 выравнивания покрытия 43.
Подводящий трубопровод 9 камеры соединен с печью или резервуаром 54 и снабжен нагревательным устройством 53, которое аналогично нагревательным устройствам 40 и 42. В варианте выполнения, изображенном на фиг. 6, печь или резервуар содержит два отсека, а именно: отсек плавления 55 и отсек извлечения 56, отделенный от отсека плавления 55 перегородкой 57, выполняя проход между нижней частью и дном резервуара 54 для обеспечения возможности прохождения расплавленного металла из отсека 55 в отсек 56. Верхняя часть ванн расплавленного металла, содержащихся в каждом из двух отсеков 55 и 56, находится в контролируемой атмосфере. Для этой цели каждый из двух отсеков 55, 56 закрыт крышкой 55а, 56а, снабженной инжектором 58, 59, посредством которого нейтральный или восстановительный газ может вводиться над ваннами расплавленного металла во избежание их окисления. В принципе система нагрева резервуара 54 выполнена согласно совершенно обычной конструкции. Отсек плавления 55 снабжен системой 60, позволяющей вводить слитки металла 61 через герметичный люк, причем эта система введения 60 регулируется в зависимости от уровня ванны в отсеке извлечения 56.
В установке, изображенной на фиг. 6, средство регулирования подачи расплава в камеру выполнено в виде регулировочного клапана 62, встроенного в трубопровод подачи 9 между резервуаром 54 и камерой.
Клапан 62 может быть выполнен согласно конструкции в виде любого клапана, используемого для регулирования вытекаемого количества расплавленного металла. Предпочтительно этот клапан 62 выполнен в виде электромагнитного клапана, аналогичного клапану, выполненному согласно упомянутой заявке на патент Франции N 2647874.
На обе обмотки 63 и 64 этого клапана 62 подается ток от источника тока 65 через соответствующие устройства регулирования тока 66 и 67. Каждая из двух обмоток 63 и 64 размещается и электрически подсоединяется таким образом, что когда на нее подается ток, возникает электромагнитное поле, скользящее в направлении, обратном направлению вытекания расплавленного металла к камере, создавая, таким образом, магнитодвижущую силу, которая противодействует вытеканию расплавленного металла. Так как уровень расплавленного металла в резервуаре 54 выдерживается существенно постоянным, то само давление подачи расплавленного металла выдерживается существенно постоянным, а подача расплавленного металла в камере может регулироваться путем регулирования величин силы тока возбуждения обмоток 63 и 64. Регулирование клапана 62 может осуществляться вручную или с помощью более сложной установки, можно также регулировать клапан 62 в зависимости от одного или нескольких рабочих параметров установки, например, от скорости прохождения изделий 3 через камеру.
В установке непрерывной гальванизации, показанной на фиг. 6, резервуар 54 располагается на некотором расстоянии над гальванизационной камерой. Однако, как показано на фиг. 8, резервуар 54 может размещаться примерно на том же уровне, что и камера, причем уровень 68 расплавленного металла в резервуаре 54 находится, однако, несколько выше, чем самый высокий уровень, которого может достигать расплавленный металл внутри указанной камеры. В этом случае, так как гидростатическое давление расплавленного металла, поданного в камеру, меньше, чем в случае, изображенном на фиг. 6, меньше нужно электрической мощности, необходимой для регулирования подачи расплавленного металла в камеру.
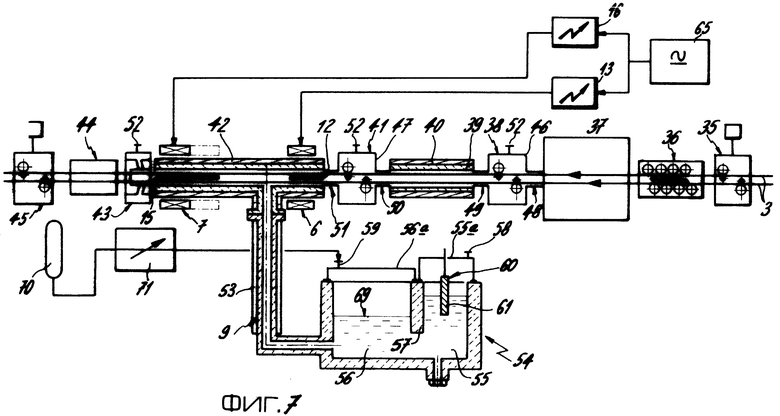
В установке непрерывной гальванизации, показанной на фиг. 7, уровень 69 расплавленного металла в отсеке извлечения 56 резервуара 54 ниже уровня камеры. Расплавленный металл нагнетается к камере через трубопровод подачи 9, впрыскивается в резервуар 54 через инжектор 59 инертный газ, сжатый до давления, достаточного для повышения уровня расплавленного металла в трубопроводе подачи 9 до уровня в камере. Сжатый инертный газ поступает от источника 70 сжатого инертного газа через устройство регулирования давления 71.
Кроме того, по меньшей мере, одна часть трубопровода подачи 9 имеет калиброванное пропускное сечение. Это может, например, достигаться путем наличия калибровочного отверстия в указанном трубопроводе 9. В этом случае, регулирование расхода питания камеры осуществляется посредством устройства регулирования давления 71.
Хотя изобретение более конкретно, описано применительно к установке непрерывной гальванизации, оно относится также к установкам, позволяющим наносить горячим или холодным способом, в непрерывном или в прерывистом режиме, жидкий продукт для образования покрытия любого другого вида, так, например, краску или смолу на металлические или неметаллические изделия.



Использование: изобретение относится к камере и установке для покрытия жидким покрывающим продуктом изделий при прохождении указанных изделий через ванну жидкого покрывающего продукта. Оно применяется, в частности, в специфическом случае гальванизации металлических изделий в установках, позволяющих наносить жидкий продукт любого другого вида, такого, как смолы или краски, на металлические или неметаллические изделия. Сущность изобретения: средства герметизации в камере состоят, по меньшей мере, из одного электромагнитного клапана, включающего, по меньшей мере, расположенную вокруг трубчатого корпуса одну многофазную обмотку возбуждения электромагнитного поля, скользящего вдоль продольной оси трубчатого корпуса, и обеспечивающего возможность перемещения продукта покрытия во внутрь камеры, и магнитный сердечник, жестко соединенный с трубчатым корпусом по его оси с образованием между ним и внутренней стенкой трубчатого корпуса прохода соответствующей формы для прохождения через камеру в продольном направлении. В установке герметичная камера выполнена по п.п. 1-7. Средство для регулирования расхода питания камеры образовано регулировочным клапаном, встроенным в трубопровод подачи между резервуаром и камерой. В варианте установки герметичная камера выполнена по п. п. 1-7. По меньшей мере, часть трубопровода подачи, между резервуаром и камерой, имеет калиброванное пропускное сечение. Средство для регулирования подачи образовано устройством регулирования расхода газа, которое заключено в резервуар. 3 с. и 6 з.п. ф-лы, 8 ил.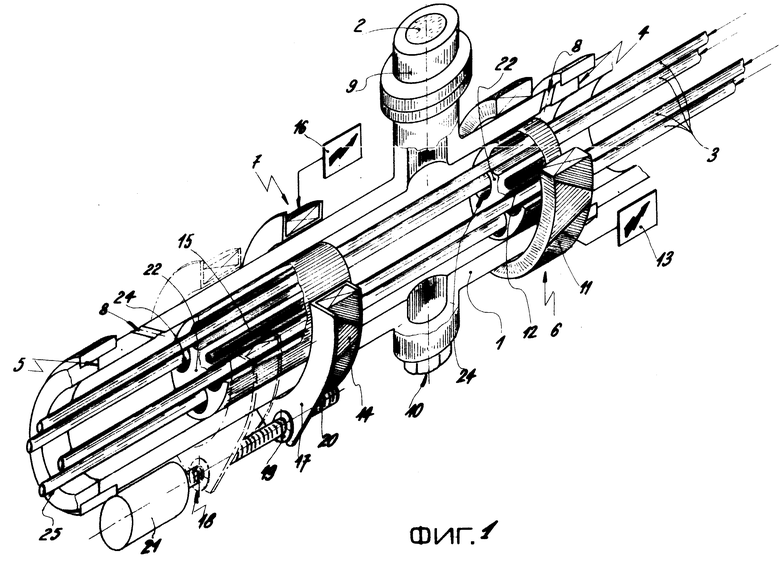
| FR, патент, 2237975, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

