Изобретение относится к светотехнике, а именно к конструкции и технологии изготовления кольцеобразных люминесцентных источников света, диаметр разрядной трубки которых не превышает 16 мм и предназначенных для использования в светильниках производственных или бытовых помещений.
В процессе изготовления кольцеобразных люминесцентных ламп, к числу которых будем относить люминесцентные лампы, разрядная трубка которых образует выпуклый n-угольник, например, квадрат или в пределе окружность, наиболее сложной является операция окончательной герметизации откачной и наполненной рабочим веществом лампы. Сложность эта обусловлена близким расположением концов трубки на участке, замыкающем кольцеобразную форму разрядной трубки.
Известны способы изготовления кольцеобразных разрядных трубок люминесцентных ламп, конструкции таких разрядных трубок и конструкции компактных люминесцентных ламп с этими разрядными трубками, содержащие сходные с изобретением признаки. Наиболее близкие из них приведены ниже.
Известен способ изготовления кольцеобразной разрядной трубки компактной люминесцентной лампы, включающий нанесение люминофорного покрытия на внутреннюю поверхность прямолинейной стеклянной трубки, заварку ножки с электродами в каждый из концов трубки, нагревание ее вблизи концов и изгибание на этих участках на 180o, повторное нагревание участков трубки и изгиб на 90o так, что концы трубки оказываются параллельными в центре плоского четырехугольника, образованного разрядной трубкой, откачку, наполнение и отпайку штенгелей [1]
Недостатком известного способа является высокая трудоемкость изготовления разрядной трубки, обусловленная неоднократным последовательным нагреванием участков лампы, и наличие в центральной части лампы узла коммутации ее электродов.
Конструкция изготовленной таким способом разрядной трубки является нетехнологичной, что влечет повышенные затраты в производстве.
Компактная люминесцентная лампа с такой разрядной трубкой, кроме отмеченных выше недостатков, вытекающих из нетехнологичности ее конструкции, обладает непривлекательным внешним видом, поскольку размещенный в центральной части узел коммутации проводников ограничивает возможности ее использования при разработке осветительных устройств.
Известен способ изготовления планарной кольцеобразной разрядной трубки для люминесцентной лампы, включающий нанесение люминофорного покрытия на внутреннюю поверхность прямолинейной трубчатой заготовки из стекла, заварку ножки в каждом из концов трубки, отпайку (герметизацию) штенгеля на одном из концов трубки, нагревание трубки до температуры размягчения стекла, гибку трубки до получения кольцеобразной формы, при которой концы трубки располагаются соосно, откачку и наполнение рабочим веществом через предварительно отогнутый штенгель второго конца трубки и отпайку штенгеля путем отрыва по разогретому горелками участку штенгеля при помощи сложного исполнительного механизма [2]
Недостатком известного решения являются высокая трудоемкость изготовления лампы, обусловленная необходимостью выполнения операции предварительного отгибания штенгеля с последующей его отпайкой в чрезвычайно ограниченных условиях. Это обстоятельство существенно влияет на технологичность такой разрядной трубки и, в конечном итоге, на технологичность и стоимость компактной люминесцентной лампы с этой разрядной трубкой.
Известен способ изготовления кольцевой люминесцентной лампы [3] включающий нанесение люминофорного покрытия на внутреннюю поверхность прямолинейной трубчатой заготовки из стекла, заварку ножки в каждом из концов трубки, отпайку штенгеля на первом из концов трубки, отгибание второго штенгеля под углом 45o к оси трубки, размещение отогнутого штенгеля в откачном гнезде, нагревание заготовки до температуры размягчения стекла, изгибание трубки по шаблону исполнительным органом, совершающим одновременное движение по двум направлениям, векторы которых лежат в плоскости, проходящей через ось заготовки, до получения ею кольцеобразной формы, при которой оси концевых участков заготовки совмещаются. Дальнейшие операции в принципе не отличаются от соответствующих операций вышеописанного японского аналога.
Как видно, у последнего из описанных аналогов операция гибки трубки осуществляется при подсоединении ее штенгеля к вакуумному насосу, что уменьшает количество технологических переходов при изготовлении разрядной трубки. Однако необходимость использования при таком способе сложных исполнительных механизмов сводит отмеченные преимущества к минимуму, а производимые этим способом разрядные трубки также, как и компактные люминесцентные лампы с такими разрядными трубками, обладают повышенной стоимостью вследствие сложности технологии и нетехнологичности конструкции разрядной трубки.
Последний из описанных аналогов [3] принят в качестве прототипа объекта "способ", поскольку совпадает с предложенным решением по большинству основных существенных признаков.
Известна компактная кольцевая люминесцентная лампа с прямыми концевыми участками, содержащая разрядную трубку с люминофорным покрытием, причем концы разрядной трубки расположены соосно ножке с электродами, закрепленными в каждом из концов трубки, токовводы, электрически соединенные с электродами ножек и цоколем, размещенные в корпусе коммутационного узла, выполненного с возможностью подключения к сети электропитания [4]
Известная конструкция нетехнологична, поскольку содержит разрядную трубку с соосными концами со всеми присущими такой конструкции вышеописанными технологическими сложностями.
Последний из описанных аналогов по патенту США N 5204580 принят в качестве прототипа объекта "устройство", поскольку совпадает с предложенным решением по большинству основных существенных признаков.
Техническим результатом изобретения является упрощение технологии и снижение трудоемкости изготовления разрядной трубки, повышение технологичности компактной люминесцентной лампы и расширение возможностей ее использования.
Сущность способа изготовления выражена следующей совокупностью основных существенных признаков: способ изготовления разрядной трубки компактной люминесцентной лампы, включающий нанесение люминофорного покрытия на внутреннюю поверхность прямолинейной стеклянной трубки, отпайку (герметизацию) первого штенгеля, закрепление загерметизированного конца, нагревание трубки до температуры размягчения стекла, гибку разрядной трубки, в процессе которой ей придают кольцеобразную форму, а угол гибки γ между векторами концов трубки выбирают из выражения: 0° < γ ≅ 180°,
причем выражение для угла γ равносильно как в случае пересекающихся осей, так и в случае скрещивающихся осей, при этом в планарном случае оси концов трубки могут быть параллельны и тогда, как правило, конец с отпаянным штенгелем может находиться между вторым концом трубки и центром кольцеобразной формы, откачку и дозирование рабочего вещества через штенгель второго конца и отпайку (герметизацию) второго конца разрядной трубки. Вариантом выполнения может быть расположение осей концов трубки под углом 0 30o к планарному участку трубки.
Нижеприведенная совокупность существенных признаков характеризует разрядную трубку по изобретению: разрядная трубка для компактной люминесцентной лампы, выполненная в виде трубчатого баллона из оптически прозрачного материала, снабженного люминофорным покрытием, содержащего ножки с электродами и токовводами, закрепленными в каждом из концов трубки, оси которых расположены под углом g друг к другу, величина которого выбрана из выражения: 0° < γ ≅ 180°
где γ угол между векторами концов трубки.
Следующая совокупность существенных признаков характеризует компактную люминесцентную лампу по изобретению: компактная люминесцентная лампа, содержащая разрядную трубку с люминофорным покрытием, концы которой расположены под углом g друг к другу, величина которого выбрана из выражения:
0° < γ ≅ 180°.
где γ угол между векторами концов трубки,
ножку с электродами, закрепленную в каждом из концов трубки, снабженную токовводами, электрически соединенными с электродами ножки и размещенными в корпусе коммутационного узла, выполненного с возможностью подключения к сети электропитания.
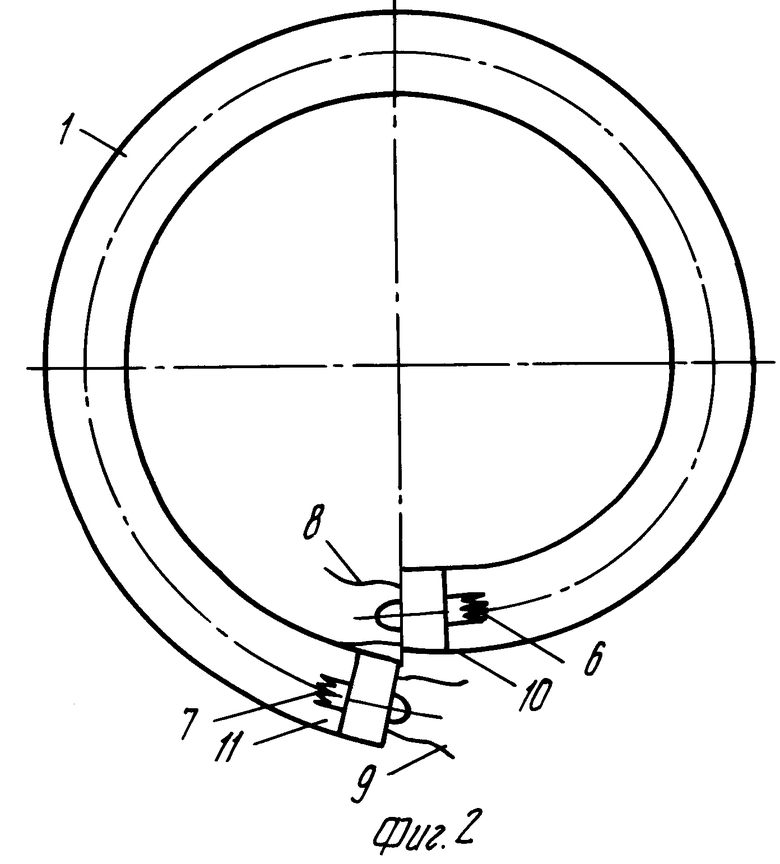
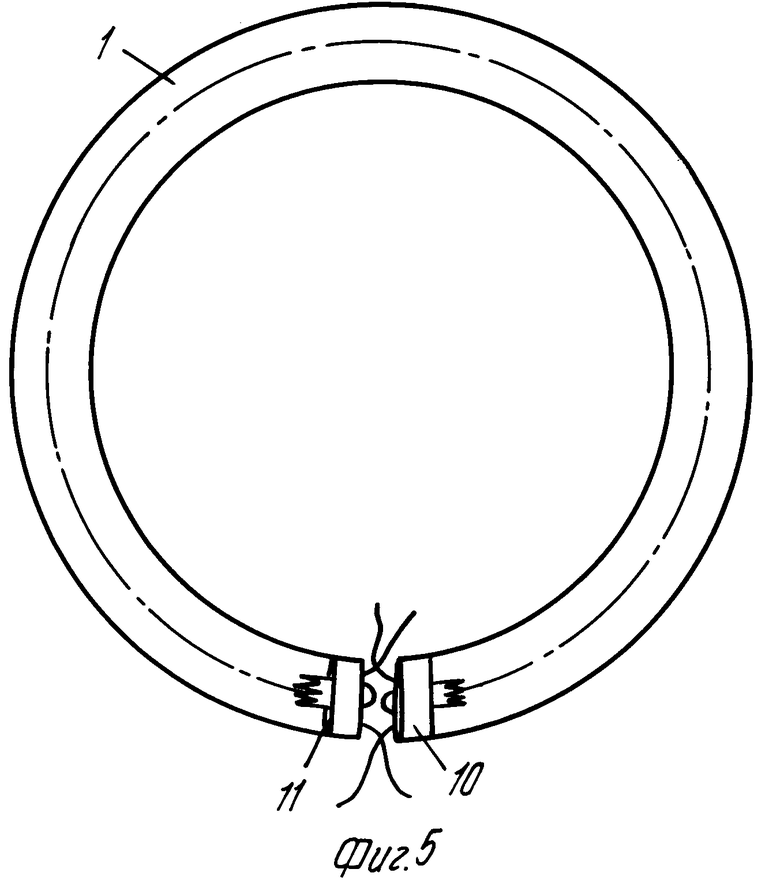
На фиг. 1 проиллюстрирована последовательность выполнения операции гибки заготовки разрядной трубки с отпаянным первым штенгелем; на фиг. 2 вид в плане разрядной трубки в форме планарного кольца; на фиг. 3 вид в плане разрядной трубки в виде прямоугольника с равными сторонами; на фиг. 4 - разрядной трубки в форме кольца, ось которой является пространственной кривой, а именно винтовой линией; на фиг. 5 вид сверху на разрядную трубку, показанную на фиг. 4; на фиг. 6 вид в плане на компактную люминесцентную лампу с узлом коммутации токовводов разрядной трубки, показанной на фиг. 2; на фиг. 7 вид сверху на компактную люминесцентную лампу, показанную на фиг.6; на фиг. 8 вид в плане компактной люминесцентной лампы с узлом коммутации токовводов разрядной трубки, показанной на фиг. 4.
На всех представленных фигурах разрядная трубка содержит стеклянную трубку 1, на внутренней поверхности которой нанесено люминофорное покрытие, которое, во избежание перегрузки чертежей, на них не показано, ножки 2 и 3, снабженные штенгелями 4 и 5, электродами 6 и 7, токовводами 8 и 9 и закрепленные в концах 10 и 11 разрядной трубки 1.
Каждая компактная люминесцентная лампа, представленная на фиг. 6 и фиг. 8, содержит разрядную трубку 1 и узел коммутации 12 токовводов 8 и 9, обеспечивающий соединение источника питания с электродами 6 и 7 разрядной трубки 1.
Способ изготовления разрядной трубки осуществляется следующим образом. На внутреннюю поверхность прямолинейной трубчатой стеклянной заготовки, в изогнутом виде отмеченной на фигурах позицией 1, наносят слой люминофорного покрытия любым из известных способов, например, методом полива, после сушки покрытия в каждом из концов 10 и 11 заготовки закрепляют ножки 2 и 3, снабженные штенгелями 4 и 5, электродами 6 и 7, токовводами 8 и 9. Производят отпайку штенгеля 4. Закрепляют этот конец разрядной трубки в специальной оснастке (не показана). Нагревают незакрепленную часть трубки 1 до температуры размягчения стекла и производят операцию гибки трубки, в процессе которой вращают конец 11 против часовой стрелки вокруг закрепленного участка трубки. В положении, когда концы трубки направлены в одну сторону, угол между осями концов будем считать равным нулю. В положении, когда оси концов трубки перпендикулярны, угол между ними равен 90o. В положении, когда оси концов трубки параллельны и направлены в разные стороны, угол между ними равен 180oC. Другими словами, в процессе изгиба трубки между осями концов трубки может быть выбран желаемый угол, обеспечивающий максимальные удобства в процессе изготовления в зависимости от желаемой формы разрядной трубки.
На фиг. 1 пунктирной линией показаны промежуточные положения A, B, C трубки 1. Начиная с положения A, соответствующего углу 90o между осями концов 10 и 11 трубки 1, выбирают величину угла g соответствующего желаемому положению конца трубки 1. Выполнением операций дозирования откачки и отпайки штенгеля 5 завершают изготовление разрядной трубки 1. После монтажа узла коммутации 12 на концах 10 и 11 трубки 1 завершается сборка компактной люминесцентной лампы в целом.
На известном уровне техники не выявлено решений, которые содержат признаки, совпадающие с признаками, содержащимися в отличительной части независимых пунктах формулы предложенного изобретения.
В предложенном изобретении именно отличительные признаки, приведенные в независимом пункте формулы, обеспечивают достижение указанного технического результата.
Нет необходимости графического показа различных вариантов форм разрядной трубки. Для уяснения сущности изобретения достаточно приведенных на графических фигурах иллюстраций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТНОЙ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ | 1994 |
|
RU2080748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТНОЙ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ | 1995 |
|
RU2079184C1 |
| КОМПАКТНАЯ ЛЮМИНИСЦЕНТНАЯ ЛАМПА | 1995 |
|
RU2074455C1 |
| БАЛЛОН КОМПАКТНОЙ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ | 1998 |
|
RU2133996C1 |
| КОМПАКТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА | 1995 |
|
RU2096862C1 |
| КОМПАКТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА | 1995 |
|
RU2095884C1 |
| КОМПАКТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА | 1994 |
|
RU2079185C1 |
| МАЛОГАБАРИТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА | 2000 |
|
RU2195744C2 |
| Люминесцентная лампа и способ ее изготовления | 1983 |
|
SU1120429A1 |
| Компактная люминесцентная лампа | 1983 |
|
SU1246177A1 |





Изобретение относится к светотехнике, а именно к конструкции и технологии изготовления компактных люминесцентных ламп (КЛЛ). Техническим результатом является упрощение технологии и снижение трудоемкости изготовления разрядной трубки (РТ), повышение технологичности КЛЛ и расширение возможностей ее использования. Сущность изобретения: в процессе изготовления РТ в концы стеклянной прямолинейной трубки вваривают ножки с электродами, токовводами и штенгелем, производят отпайку одного из штенгелей, закрепляют этот конец трубки, нагревают и сгибают трубку таким образом, что значение угла между векторами концов РТ составляет 0 - 180o. Это обеспечивает удобный доступ ко второму штенгелю, через который осуществляют последующие операции. Конструкция полученной РТ может быть как планарной, так и с осью в виде винтовой линии. Конструкция РТ позволяет изготавливать КЛЛ с коммутационным узлом, приспособленным для различных вариантов крепления КЛЛ в осветительной арматуре. 3 с. и 18 з.п. ф-лы, 8 ил.
0° < γ ≅ 180°,
где γ - угол между векторами концов трубки.
где n количество сторон правильного выпуклого многоугольника.
0° < γ ≅ 180°,
где γ - угол между векторами концов трубки.
где n количество сторон правильного выпуклого многоугольника.
0° < γ ≅ 180°,
где γ - угол между векторами концов трубки.
где n количество сторон правильного выпуклого многоугольника.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЕП, патент, 0057974, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, заявка, 59-214131, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP, заявка, 60-150539, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US, патент, 5204580, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

