Изобретение относится к способам повышения механической надежности зарядов смесевого твердого топлива путем целенаправленного изменения механических свойств топлива и поверхностных слоях изготовленного заряда.
Задача о повышении предельных деформаций топлива в поверхностных слоях заряда известна и постоянно находится в центре внимания исследователей. Известен ряд решений, направленных на достижение этой цели. В частности, предложен метод повышения механической работоспособности поверхности заряда с помощью эластичных покрытий.
Применительно к каждому типу используемого топлива методы изготовления такого покрытия и его скрепления с зарядом требуют основательной научно-исследовательской проработки, в ходе которой должны быть решены вопросы о совместимости материалов покрытия и компонентов топлива, о стабильности свойств покрытия и качества его скрепления с зарядом в условиях длительного воздействия агрессивных компонентов топлива. Способ может быть осуществлен только в заводских условиях. К числу бросающихся в глаза недостатков относятся увеличение пассивного веса двигателя в целом и возможные проблемы с зажиганием заряда, увеличением времени выхода двигателя на режим.
Известен способ пластификации поверхности заряда твердого топлива, заключающийся в том, что поверхностные слои заряда насыщаются избыточным количеством пластификатора. Повышенное содержание пластификаторов в поверхностных слоях заряда обеспечивает более высокое значение предельных деформаций топлива в этой области.
Недостатки метода пластификации; нестабильность получаемого эффекта в процессе эксплуатации и хранения заряда пластификатор улетучивается с поверхности и диффундирует в глубинные слои свода заряда. Эти процессы могут со временем свести на нет эффект, достигнутый при пластификации. Неуниверсальность: не все типы топлив могут допускать такую операцию, воздействие пластификатора может быть вредным для элементов РДТТ (бронепокрытия, теплозащитные покрытия, материал корпуса и т.д.). Потребность в громоздком оборудовании для перекантовок заряда, поддержания нужной температуры, подготовки пластифицирующей смеси.
Задача настоящего изобретения повышение качества заряда за счет увеличения предельных деформаций топлива в наиболее нагруженных областях открытой поверхности заряда способом более простым, легче осуществляемым, не приводящим к негативным побочным воздействиям. То есть решается задача расширения арсенала возможных технических средств.
Поставленная задача достигается применением механической обработки поверхности заряда ротационным инструментом.
Методология основывается на экспериментальном факте зависимости механических свойств СТТ от предыстории механического нагружения. Топливо обладает сложной многоэтажной внутренней структурой. Частицы наполнителей формируют развитые каркасные образования. Комплекс механических свойств СТТ обусловлен антагонистическим взаимодействием каркасных структур наполнителя и пропитывающей этот каркас полимерной матрицы. Полимерная матрица, скрепленная с каркасом, чтобы иметь возможность деформироваться, должна смять каркас. В процессе деформирования отдельные части каркаса ломаясь, образуют новые каркасные объединения, более устойчивые при нагружении в направлении деформирования. В итоге полимерная матрица, которая также повреждается, уже не может деформировать каркас и наступает макроразрушение. В зависимости от характера нагружения в более выгодных условиях может оказаться или полимерная матрица, или каркас наполнителя, а сам процесс разрушения не есть раз и навсегда установленная последовательность некоторых микроактов, совершающихся в структуре материала, но может развиваться различными путями. В зависимости от того, по какому пути идет разрушение, конечный результат (деформация при макроразрушении или предельная деформация) будет различным. Характер или путь развития разрушения СТТ зависит от многих факторов, важнейшими из которых являются скорость деформирования, температура, вид напряженного состояния, предыстория механических нагружений. Осуществляя целенаправленные механические нагружения СТТ, можно управлять процессом разрушения, направления его в более благоприятное русло. В феноменологических терминах это означает, что предварительными механическими нагружениями можно достигнуть повышения предельных деформаций СТТ.
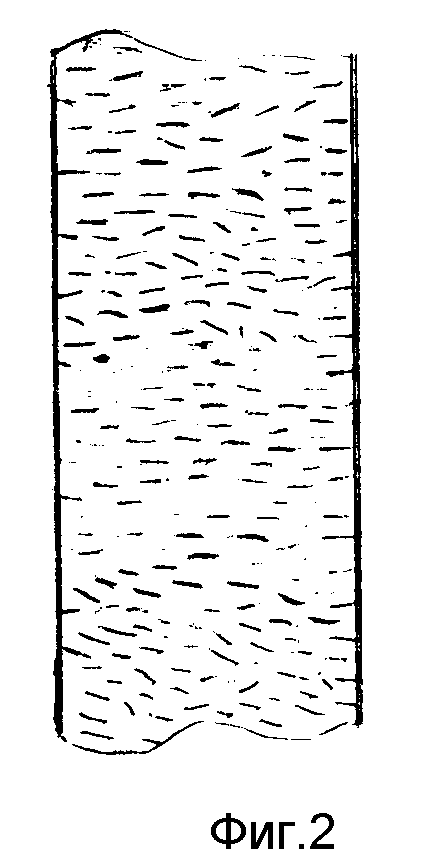
На уровне аналогий сущность вышеизложенного поясняется фиг. 1 и фиг. 2. При медленном нагружении образца СТТ микродефекты, возникающие в наиболее неблагоприятных местах структурно неоднородного материал, имеют время для своего развития и, превращаясь в магистральные трещины, приводят к макроразрушению. В образце перед разрушением имеем систему сравнительно небольшого числа крупных микродефектов (фиг. 1). При деформировании с высокой скоростью первоначально образовавшиеся дефекты времени для развития, в материале возникает множество более мелких конкурентоспособных микродефектов (фиг. 2), топливо размягчается во всем объеме, и магистральная трещина образуется при более высоких макродеформациях. Если образец, нагружавшийся в условиях, соответствующих условиям фиг. 2, не доведя до полного разрушения, разгрузить, а затем нагрузить в условиях, соответствующих условиям фиг. 1, то мы уже не получим характерной для этих условий картины распределения микродефектов. Предварительное нагружение сделало как бы "насечку" материала, предопределив, какие именно дефекты и какое их количество получают преимущественное развитие при последующем деформировании.
Если финальному нагружению предшествует предварительное деформирование другого направления, то при предварительном нагружении возникают микродефекты другой, чем при финальном нагружении, ориентации, являющиеся естественными ограничителями микродефектов, развивающихся при финальном нагружении. Это способствует развитию вязкого разрушения.
При деформировании в условиях гидростатического сжатия достигается существенное дробление каркасных структур наполнителя без значительных повреждений полимерной матрицы. Дробление каркасных структур делает материал более однородным, менее склонным к хрупкому разрушению.
Еще раз поясним, что представленные выше соображения иллюстрируют влияние предварительного механического нагружения на механические свойства топлива на уровне аналогий. Дефектов в топливе, в обычном их понимании, нет.
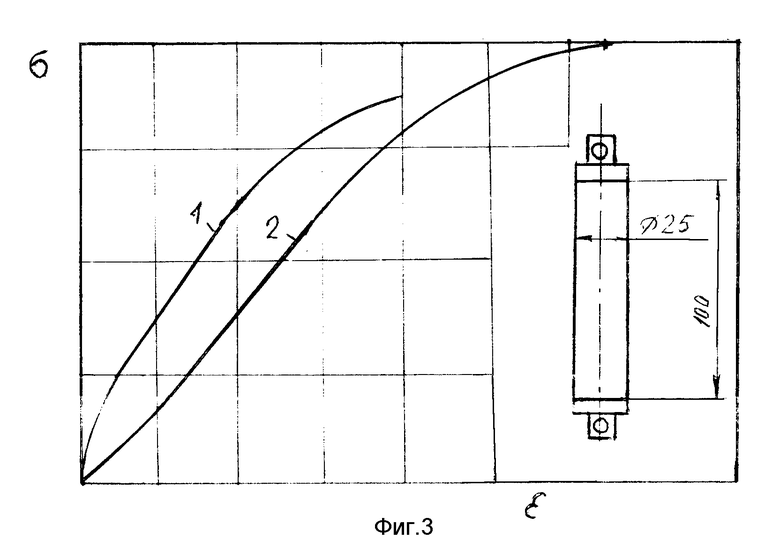
На фиг. 3, 4, 5 показаны примеры изменения механических свойств топлив на основе бутилкаучука после предварительных нагружений. На фиг. 3 приведены диаграммы растяжения литых цилиндрических образцов топлива диаметром 25 мм и высотой 100 мм с приклеенными к торцам металлическими законцовками: кривая 1
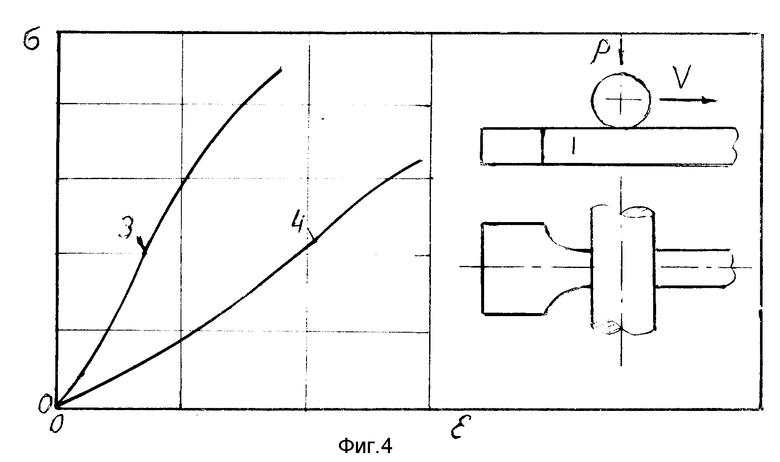
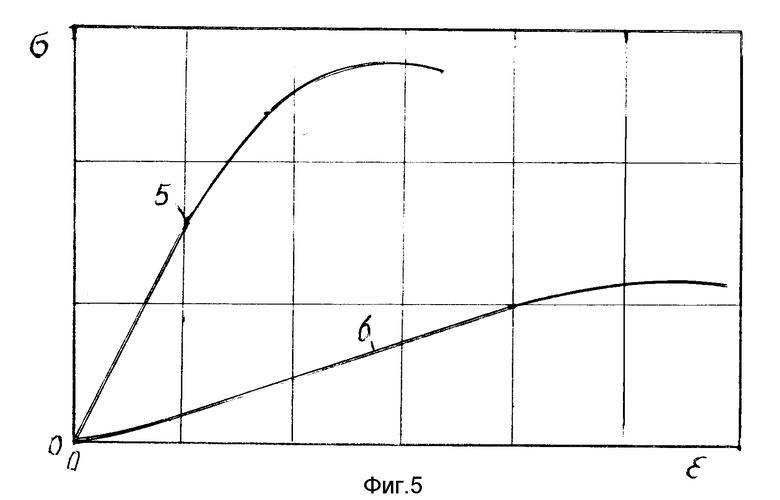
диаграмма растяжения механически неповрежденного образца, кривая 2 диаграмма растяжения образца, предварительно сжатого до деформации 10% Предварительное сжатие в данном случае привело к увеличению предельной деформации на 30% (относительных). Фиг. 4 показывает влияние предварительной двусторонней "прокатки" нормализованного образца в форме двусторонней лопатки валиком; кривая 3 диаграмма растяжения непрокатанных образцов; кривая 4 - диаграмма растяжения прокатанных образцов. "Прокатка" привела к увеличению предельной деформации приблизительно в 1,5 раза. На фиг. 5 показано влияние накатки образцов низкомодульной модификации топлива на основе бутилкаучука; кривая 5 диаграмма растяжения некатаных образцов; кривая 6 диаграмма растяжения накатанных образцов. В данном случае накатка увеличила предельную деформацию более чем в 2 раза.
Для обработки поверхностей зарядов твердого топлива могут использоваться различные виды локальных механических нагружений, но наиболее удобна и легко реализуема накатка поверхности роликом операция, сходная с операцией "прокатки", приведенной на фиг. 4. При накатке в зоне максимальных деформаций под центром ролика топливо деформируется в условиях гидростатического сжатия. Это позволяет достигнуть существенного дробления каркасных структур наполнителя и значительного увеличения предельных деформаций топлива в поверхностной зоне заряда.
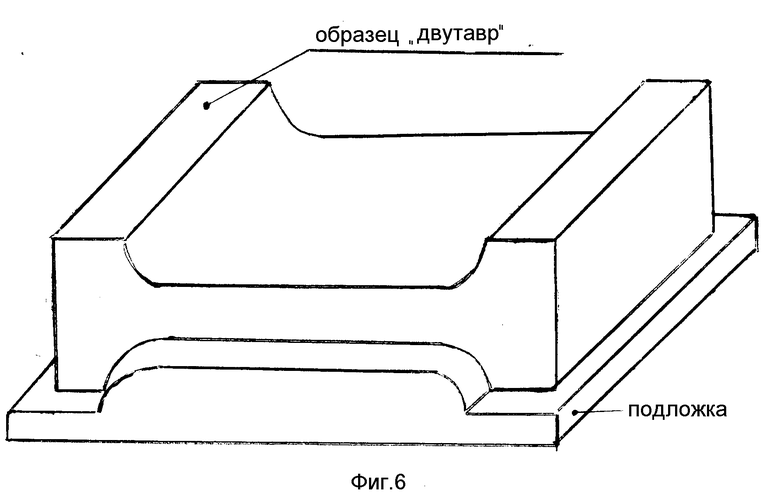
Конструкция исполнительного механизма и его габариты будут в большей степени определяться размерами РДТТ и особенностями геометрии поверхности заряда (круговой цилиндрический канал, звезда, наличие щелей и т.п.). Огромное разнообразие размеров и конструктивных форм зарядов, широкий спектр механических свойств топлив (например, модуль может изменяться на порядок) исключают возможность выработки и рекомендации априорных значений оптимальных параметров режима обработки поверхности заряда. Режимы обработки в конкретной ситуации могут быть выбраны путем двусторонней накатки рабочей части механически неповрежденных образцов СТТ типа "двутавр" (фиг. 6) и последующего растяжения их до разрушения.
Способ обладает высокой эффективностью при широком варьировании режимов обработки, что позволяет в ряде случаев избежать строгой оптимизации при назначении и регламентации при применении параметров режима обработки. Расчет допустимого усилия на ролик выбранной геометрии можно сделать по результатам пенетрирования заряда. Схема нагружения поверхности заряда при ее обработке роликом аналогична схеме нагружения при пенетрировании. Усилие, при котором происходит разрушение топлива под индентором пенетрометра, отнесенное к площади поперечного сечения индентора, практически не зависит от размера и формы индентора. Предельная нагрузка на ролик [P] при накатке поверхности заряда равна усилию Pп на индентор пенетрометра при проколе поверхности заряда, деленному на площадь поперечного сечения индентора (Fин) и умноженному на площадь осевого сечения ролика (Fр).
Рабочее усилие на ролик при обработке поверхности заряда целесообразно ограничить величиной
Pраб≅0,6[P]
где
[P] определено по формуле (*).
Усилия, нужные при обработке поверхности заряда, относительно невелики, и с этой стороны ограничения на размеры накатывающего ролика практически отсутствует. Малые усилия при обработке поверхности заряда позволят, например, использовать для обработки вершин лучей заряда со звездообразным каналом схему тележки с грузом, перемещаемой по лучу звезды вдоль заряда.
Скорость перемещения ролика по поверхности заряда не оказывает существенного влияния на достигаемый эффект и выбирается по соображениям техники безопасности и удобства работы для оператора. Для исключения возможности проскальзывания ролика по поверхности целесообразно поверхность накатывающего ролика выполнить рифленой. Число проходов ролика мало влияет на достигаемый эффект, и обработку заряда можно вести за один проход. Отмечается анизотропия изменения предельных деформаций в зависимости от направления накатки, достигающая 10% Поэтому при планировании обработки заряда нужно при наличии возможности обеспечивать совпадение направления накатки с направлением действия максимальных эксплуатационных деформаций.
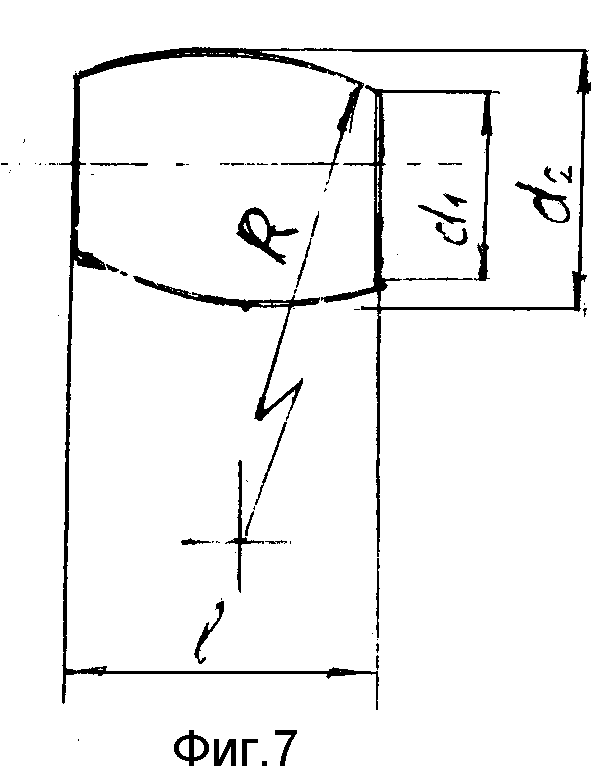
Были осуществлены экспериментальные проверки эффективности предлагаемого способа повышения предельных деформаций топлива в поверхностных слоях зарядов РДТТ. Круговой цилиндрический канал (диаметр 550 мм) заряда был накатан роликом, геометрия которого показана на фиг. 7 (R 50 мм, d1 17 мм, d2 20 мм, l 27 мм). Усилие на ролик при обработке поверхности канала равнялось 15 кгс, что примерно в 3 раза ниже допускаемого по формуле (**). В результате обработки предельная деформация увеличилась в 1,7 раза, прочность снизилась в 1,1 раза, модуль уменьшился в 1,8 раз. Последующие ОСИ не выявили каких-либо аномалий по выходу двигателя в режим работы.
Возможность применения способа связана с необходимостью разработки специальных устройств и механизмов. Геометрия конкретного заряда может быть самой различной. Чтобы парк исполнительных машин обладал универсальностью, целесообразно проектировать устройства для обработки элементов поверхности зарядов: устройство для обработки круговых цилиндрических каналов, устройства для обработки вершин лучей звездообразного канала, устройства для обработки сопряжений и т.д.
Способ может быть применен для обработки серийно изготавливаемых зарядов, в этом случае планирование операции накатки поверхности дает возможность проектировать РДТТ с большей степенью заполнения с более высоким коэффициентом качества. Способ может быть применен для отдельных зарядов, механические свойства которых по каким-либо причинам не удовлетворяют требованиям ТУ. В этом случае обработка поверхности заряда позволит сдать в эксплуатацию заряды, которые без обработки должны были бы пойти в брак. Метод может быть применен, если в результате нарушения правил эксплуатации РДТТ произошло ухудшение механических свойств поверхностных слоев заряда, например улетучивание пластификатора при хранении разгерметизированного заряда. Способ перспективен при использовании в качестве элемента системы операций при сортировке устаревших арсеналов и решении вопроса о возможности продления гарантийных сроков эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА СО СКРЕПЛЕННЫМ С КОРПУСОМ ЗАРЯДОМ | 1997 |
|
RU2122646C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА ДЛЯ УПРАВЛЯЕМОГО СНАРЯДА РЕАКТИВНЫХ СИСТЕМ ЗАЛПОВОГО ОГНЯ | 1996 |
|
RU2088786C1 |
| ЗАРЯД СКРЕПЛЕННЫЙ | 2000 |
|
RU2190113C2 |
| СПОСОБ ОЦЕНКИ ПРЕДЕЛЬНЫХ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ТВЕРДОГО ТОПЛИВА В ЗОНЕ ЕГО СКРЕПЛЕНИЯ С КОРПУСОМ ТВЕРДОТОПЛИВНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2213951C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ МЕХАНИЧЕСКОГО ПОВРЕЖДЕНИЯ КОНСТРУКЦИЙ ИЗ АУСТЕНИТНЫХ И АУСТЕНИТНО-ФЕРРИТНЫХ СТАЛЕЙ | 1993 |
|
RU2086952C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1995 |
|
RU2100635C1 |
| КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЁРДОГО ТОПЛИВА | 2002 |
|
RU2211357C1 |
| Способ определения максимально допустимого размера микродефекта в металлах при циклическом нагружении | 1990 |
|
SU1798656A1 |
| ЭЛЕМЕНТ ТРАКТА ВЫСОКОТЕМПЕРАТУРНОГО ПОТОКА | 1994 |
|
RU2084678C1 |
| СПОСОБ РАЗЛОЖЕНИЯ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА И ДЕСТРУКТИРУЮЩАЯ СМЕСЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122536C1 |
Использование: повышение механической надежности зарядов смесевого твердого топлива. Сущность изобретения: наиболее деформируемые при эксплуатации области открытой поверхности заряда обрабатывают механическими нагружениями типа накатки поверхности заряда роликом. 7 ил.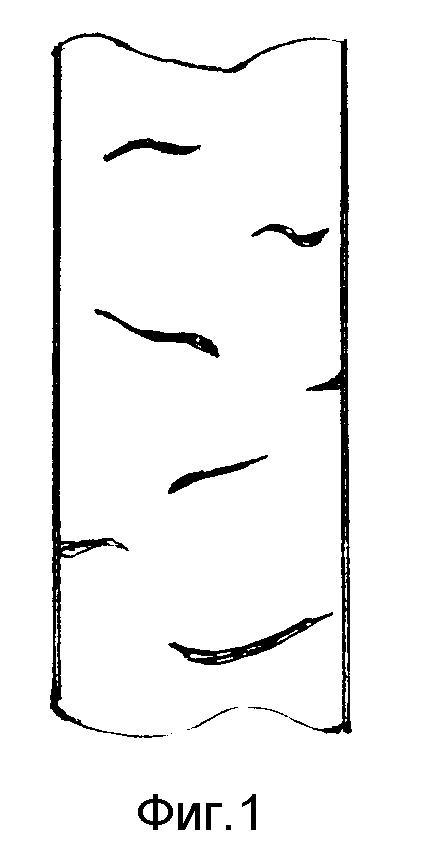
Применение методов обработки поверхности заряда механическими нагружениями в качестве способа повышения предельных деформаций топлива в поверхностных слоях заряда твердого топлива.
| GB, патент, 1332905, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коновалов Е.Г | |||
| Чистовая и упрочняющая ротационная обработка поверхности | |||
| - Минск.: Высшая школа, 1968, с.3. | |||
