Изобретение относится к обогащению и может быть использовано для извлечения алмазов и других минералов с гидрофобной поверхностью.
Известен липкий состав для извлечения алмазов, представляющий собой смесь петролатума и октола К, при следующем соотношении компонентов, мас. [1]
Петролатум 60 80
Октол-К 20 40
Недостатком данного состава является то, что описанный выше липкий состав обладает слабой адгезивной способностью к поверхности алмазов, так как входящий в него Откол-К, используемый в качестве гидрофобного компонента, имеет пониженную молекулярную массу 700 1500. При компаудировании с петролатумом в количестве 20 40% макромолекулы октола-К и молекулы петролатума подвергается конформационным превращениям, в результате которых появляется структурные образования с низкой молярной массой и слабым межмолекулярным взаимодействием. Они непрочны и обладают пониженной энергией адсорбции к алмазам. В технологическом процессе такой состав приводит к неполному извлечению алмазов из гравитационных концентратов (см. таблицу).
Наиболее близким по технической сущности является липкий состав, представляющий собой смесь петролатума, масляного компонента и высокомолекулярной добавки, при следующем соотношении компонентов, мас. [2]
Петролатум 50 70
Масляный компонент 20 45
Высокомолекулярная добавка 1 5
В качестве высокомолекулярной добавки используется октофор или канифольная смола КНМК-2
Недостатком данного состава является то, что он не обладает пониженной энергией адсорбции к гидрофобной поверхности алмазов.
Октофор N, вырабатываемый в соответствии с ТУ 38.302-48-2-89 содержит в основном алкилфеноламидную смолу, которая получается поликонденсацией нефтехимического алкилфенола молекулярной массой 190 215. Введение октофора N в липкий состав снижает молекулярную массу композиции, т.е. липкий состав обладает пониженной энергией адсорбции к гидрофобной поверхности. Во-вторых, высокомолекулярные добавки представляют собой твердую, хрупкую массу, не улучшающую вязкостные свойства липкого состава. Липкие составы, приготовленные из менее вязких компонентов, имеют пониженную прочность и как следствие уменьшается пластичность липкой композиции, появляется текучесть и размывание водой. Наблюдается низкая селективность разделения минералов. Все это снижает эффективность действия липкого состава. Кроме того, высокомолекулярные добавки имеют высокую температуру размягчения: канифольная смола КНМК-2 не менее 70oC, октофор 85 105oC. Поэтому при подготовке липкого состава смесь необходимо нагревать до температуры 120 130oC. При этом возможно возникновение пожароопасной обстановки, так как, например, индустриальные масла общего назначения имеют температуру вспышки в открытом тигле 120 - 210oC.
Целью изобретения является повышение извлечения алмазов за счет улучшения адгезионных и механических свойств состава.
Поставленная цель достигается тем, что в липком составе для извлечения алмазов из гравитационных концентратов обогащения, содержащем петролатум, масляный компонент и модифицирующую добавку, в качестве добавки используют октол-600, при следующем соотношении компонентов, мас.
Петролатум 30 80
Масляный компонент 10 40
Октол-600 10 30
Октол-600 представляет собой полимер H-бутилена. Этот продукт имеет следующие физические свойства: вязкость кинетическая при температуре 100oC 550 1600 мм2/с, молекулярная масса 2500 3500 и выпускается промышленностью в соответствии с ТУ 3800-1179-71. Достоинство октол-600 заключается в том, что наряду с повышенной вязкостью он обладает большой молекулярной массой. Введение октола-600 позволяет за счет его молярной массы и природы полимеров получить липкий состав, обладающий повышенной энергией адсорбции к алмазам (Разработка и внедрение липких парафиновых покрытий для максимального извлечения алмазов из гравитационных концентратов: Отчет ГрозНИИ; рук. А.Н.Переверзев, Грозный, 1989).
Структурные преобразования макромолекул октола-600 и молекул шестичленных ароматических и нафтеновых углеводородов, которыми на 65 80% представлены индустриальные масла, в пространственные изомеры дают возможность повысить как адгезионные, так и прочностные свойства липкого состава, за счет этого поднять извлечение алмазов из гравитационных концентратов обогащения и селективность к сопутствующим минералам. Одним из важнейших факторов, влияющих на прочность мази, является остаточное напряжение сдвига, возникающее в адгезионных соединениях и концентрирующееся на разделе фаз. Остаточное напряжение липкой композиции, загущенной октолом-600, в значительно меньшей степени изменяется от воздействия механических факторов, что обеспечивает большую стабильность в работе и возможность применения этого сорта мази в широких интервалах температур смывной воды.
В результате применения липкого состава с заявленным соотношением ингредиентов увеличивается цикл сепарации, т.е. процесс сепарации идет более селективно, достигается большая степень сокращения материала и высокое извлечение алмазов.
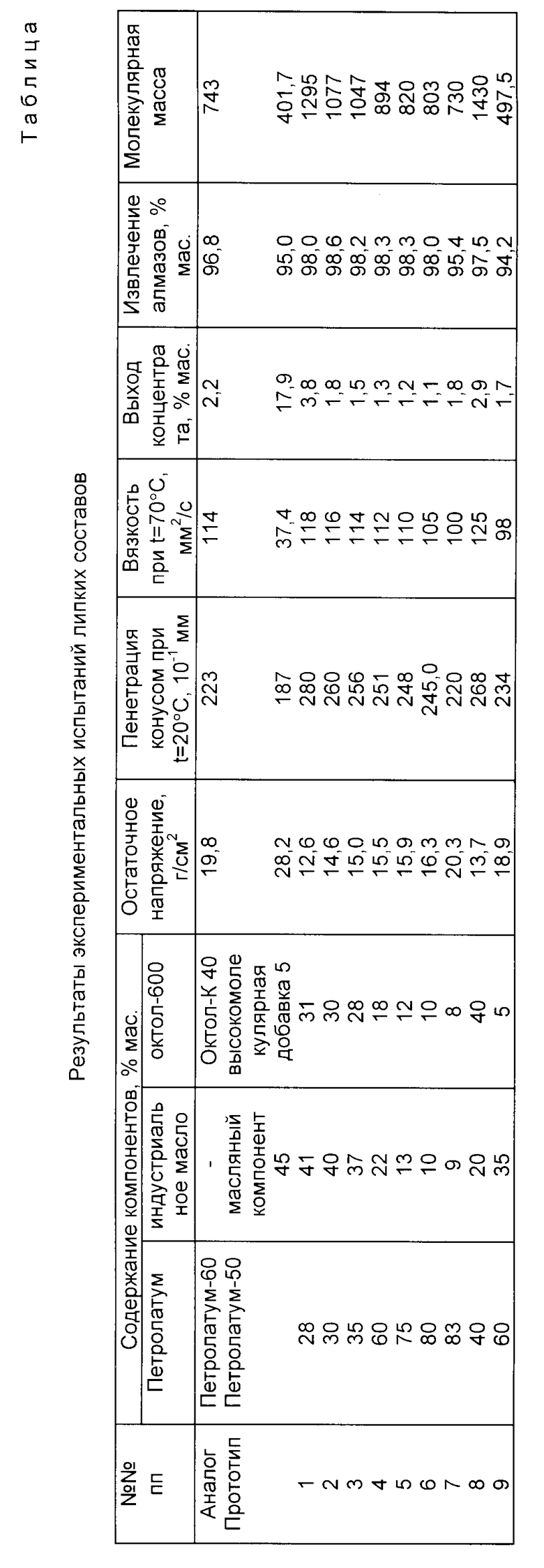
Предельное содержание октола-600 было выявлено в результате экспериментов. Данные занесены в таблицу.
При содержании октола-600 менее 10% липкий состав не отвечает требованиям по прочности и адгезионной способности, хотя и обладает достаточной степенью сокращения, но извлечение алмазов остается низкое (примеры 7, 9).
При содержании октола-600 более 30% липкий состав не обеспечивает селективности процесса сепарации, резко возрастает выход концентратора, за счет чего появляются потери алмазов (примеры 1, 8).
Высокие показатели по извлечению алмазов и селективности процесса достигнуты на липком составе с содержанием петролатума 80 30% масляного компонента 10 40% октола-600 10 30% Извлечение алмазов на этих составах достигло 98,0 98,6% по сравнению с прототипом возросло на 3,0 3,6% по сравнению с аналогом на 1,2 1,8%
Повысилась селективность разделения соответственно на 16,1 16,8% и 0,4 1,1% в сравнении с прототипом и аналогом.
Липкий состав готовят следующим образом.
В обогреваемый смеситель загружают петролатум 30 80 мас. масляный компонент 10 40 мас. октола-600 10 30 мас% В качестве масляного компонента используют масло индустриальное марки И-30А, И-40А. Смесь нагревают до 90 95oC, выдерживают до полного расплавления петролатума, далее в течение 2-3-х ч состав перемешивается до получения однородной массы. Готовый липкий состав охлаждается до получения однородной массы. Готовый липкий состав охлаждается до 30 35oC, наносится на движущуюся ленту или барабан сепаратора. После намазки на липкий слой подается вода, затем обогащаемый материал. Гидрофобные минералы прилипают к липкой поверхности и накапливаются в ней, гидрофильные зерна смываются водой. По мере минерализации липкого состава заканчивается цикл сепарации.
Пример 1. В обогреваемый смеситель загружают 28 мас. петролатума, 41 мас. индустриального масла, 31 мас. октола-600. Смесь нагревают до t 90 - 95oC, выдерживают до полного расплавления петролатума. Далее смесь перемешивают в течение 2-3-х ч до получения однородной массы, охлаждают до 30 35o и наносят на липкостный сепаратор.
Пример 2. В обогреваемый смеситель загружают 30 мас. петролатума, 40 мас. индустриального масла, 30 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 3. В обогреваемый смеситель загружают 35 мас. петролатума, 37 мас. индустриального масла, 28 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 4. В обогреваемый смеситель загружают 60 мас. петролатума, 22 мас. индустриального масла, 18 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 5. В обогреваемый смеситель загружают 75 мас. петролатума, 13 мас. индустриального масла, 12 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 6. В обогреваемый смеситель загружают 80 мас. петролатума, 10 мас. индустриального масла, 10 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 7. В обогреваемый смеситель загружают 83 мас. петролатума, 9 мас. индустриального масла, 8 мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 8. В обогреваемый смеситель загружают 40 мас. петролатума, 20 мас. индустриального масла, 40% мас. октола-600. Условия приготовления такие же как в примере 1.
Пример 9. В обогреваемый смеситель загружают 60 мас. петролатума, 35 мас. индустриального масла, 5 мас. октола-600. Условия приготовления такие же как в примере 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИПКИЙ СОСТАВ ДЛЯ ИЗВЛЕЧЕНИЯ АЛМАЗОВ | 1985 |
|
SU1292226A1 |
| ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 1995 |
|
RU2102367C1 |
| СПОСОБ ОБОГАЩЕНИЯ АЛМАЗОСОДЕРЖАЩИХ РУД | 1995 |
|
RU2104792C1 |
| ЛИПКИЙ СОСТАВ ДЛЯ ИЗВЛЕЧЕНИЯ АЛМАЗОВ | 1991 |
|
RU2038155C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗВЕСТИ | 1996 |
|
RU2098369C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ВЗРЫВЧАТОЙ СМЕСИ НА ОСНОВЕ АММИАЧНОЙ СЕЛИТРЫ И ВСПЕНЕННОГО ПОЛИМЕРА | 1994 |
|
RU2094415C1 |
| ПЛАВУЧИЙ ВОДОПРИЕМНИК | 1996 |
|
RU2117731C1 |
| СМЕСЬ ДЛЯ ЗАКЛАДКИ ВЫРАБОТАННОГО ПРОСТРАНСТВА | 1995 |
|
RU2100615C1 |
| СПОСОБ СЕЛЕКТИВНОЙ РАЗРАБОТКИ АЛМАЗОСОДЕРЖАЩИХ РУД | 1996 |
|
RU2117762C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЗАКЛАДОЧНОЙ СМЕСИ | 1995 |
|
RU2103517C1 |
Использование: обогащение полезных ископаемых и может быть использовано для извлечения алмазов и др.минералов с гидрофобной поверхностью. Сущность изобретения: липкий состав для извлечения алмазов из гравитационных концентратов содержит петролатум, масляный компонент и модифицирующую добавку. В качестве модифицирующей добавки используют октол-600, при следующем соотношении компонентов, мас. %: петролатум 30 - 80, масляный компонент 10 - 40, октол-600 10 - 30. 1 табл.
Липкий состав для извлечения алмазов из гравитационных концентратов обогащения, содержащий петролатум, масляный компонент и модифицирующую добавку, отличающийся тем, что в качестве модифицирующей добавки используют октол-600, при следующем соотношении компонентов, мас.
Петролатум 30 80
Масляный компонент 10 40
Октол-600 10 30.
| RU, патент, 2038155, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1788630, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
