Изобретение относится к обработке металлов давлением и может быть использовано для получения труб преимущественно из алюминиевых сплавов методом непрерывного прессования.
Известно устройство для прессования труб [1] включающее валок с ручьем и валок с выступающим гребнем, образующим калибр, на выходе из которого установлена матрица с камерой сварки и с выступающим в сторону входной части калибра рассекателем, причем на донной поверхности ручья и наружной поверхности гребня выполнены кольцевые канавки с параллельными стенками, а примыкающие к этим стенкам донные поверхности ручья и наружные поверхности гребня выполнены с образующими, наклоненными к осям вращения соответствующих валков под острыми углами, встречно обращенными для каждого из валков своими вершинами, на матрице перед питающими каналами выполнены выступы.
Однако данное устройство не позволяет достичь высоких коэффициентов вытяжки по сварочной зоне, и, как следствие, пресс-изделия имеют сравнительно низкие механические свойства в зоне сварного шва, так как размеры сварной камеры (и соответственно коэффициенты вытяжки по сварочной зоне) зависят от размеров матрицы, а последние ограничены межвалковым пространством, в котором размещена матрица, и размерами рассекателя.
Наиболее близким к изобретению по совокупности существенных признаков является устройство для получения труб, которое содержит два валка с каналами, матрицу, иглу, упорный блок и запирающий блок, на котором расположены выступы, перекрывающие каналы [2]
Однако данное устройство не позволяет осуществить прессование труб с большим коэффициентом вытяжки из-за небольшой величины активных сил трения, действующих на контактной поверхности металла и валков, что приводит к снижению уровня механических свойств пресс-изделия. Кроме того, пассивные силы трения, возникающие при контактировании металла с неподвижной частью запирающего блока, увеличивают энергосиловые затраты на деформацию металла и могут, при небольших коэффициентах трения пары металл-инструмент, привести к остановке процесса прессования в связи с нехваткой активных тянущих сил. Данное устройство не позволяет также получать трубы с периодически изменяющимся поперечным сечением, что ограничивает его применимость.
Основной задачей изобретения является повышение качестве пресс-изделий за счет улучшения механических свойств, а также расширение технологических возможностей устройства для получения труб с периодически изменяющимся поперечным сечением.
Для этого предлагаемое устройство для непрерывного прессования труб содержит составляющие совокупность существенных признаков два валка с каналами, матрицу, иглу, упорный блок и запирающий блок, на котором расположены выступы, перекрывающие каналы, причем устройство снабжено соединенным с упорным блоком иглодержателем, а матрица расположена в запирающем блоке соосно иглодержателю и образует с ним и валками напорную камеру, при этом плоскость каждого выступа запирающего блока наклонена под углом Φ 5 55o к плоскости, проходящей через центры вращения валков и линия их пересечения лежит на оси вращения соответствующего выступу валка. Кроме того, матрица выполнена в виде приводного валкового узла с калибром круглого сечения, образующего с иглодержателем и валками дополнительную напорную камеру, а игла выполнена в виде телескопического составного узла, содержащего не менее двух соосных элементов, установленных с возможностью из перемещения относительно друг друга и связанного с ним гидроцилиндра и возвратными пружинами.
Конструктивные особенности предлагаемого устройства (по сравнению с прототипом), характеризующиеся отличительными признаками, способствует значительному увеличению активных сил трения, при этом давление в очаге деформации увеличивается за счет создания с помощью этих сил дополнительных напорных камер. Это в конечном счете ведет к повышению механических свойств пресс-изделия. Покажем, например, влияние угла наклона плоскости выступа v на увеличение давления в напорной камере, образованной матрицей, иглодержателем и валками.
Усилие, необходимое для прессования можно рассчитать по формуле
Pпр = σsFp[1+1,4ln(μ)],
где σs сопротивление металла деформации; Fp площадь распрессованной заготовки; μ коэффициент вытяжки.
С другой стороны, активные силы трения Fтр, величина которых должна согласовываться с условием осуществимости процесса Pтр ≥ Pпр, могут быть определены по зависимости
Pтр = fσsПLк,
где f коэффициент трения; П периметр калибра; Lк протяженность зоны контакта металла с калибром.
С учетом условия осуществимости процесса давление прессования в очаге деформации можно записать выражением
где Fк площадь калибра.
Тогда величина давления для прототипа может быть представлена в виде
а для заявляемого устройства выражением
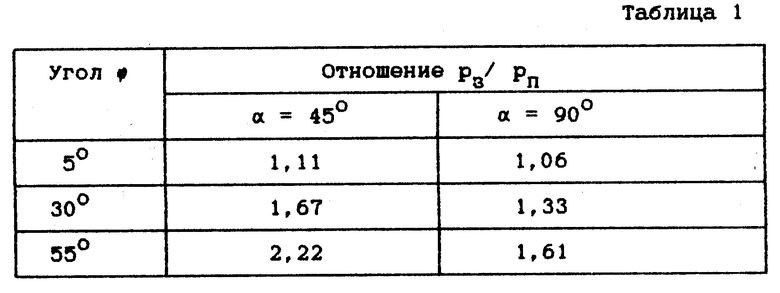
Отношение pз/pп в пределах изменения угла Φ до 5o до 55oC даст увеличение давления в 1,06 2,22 раза (табл. 1), что приведет к увеличению коэффициента вытяжки в 10 15 раз и, следовательно, к повышению механических свойств пресс-изделий.
Нижний предел угла v 5o обусловлен тем, что при меньших углах давление по сравнению с прототипом, у которого v 0o, увеличивается незначительно (табл. 1) и тем самым теряется преимущество изобретения.
Верхний предел угла v 55o ограничен конструктивными особенностями устройства и возможностью проникновения части металла (при больших углах) в зазор между валками и выступом запирающего блока.
Для создания дополнительных сдвиговых деформаций в напорной камере с целью интенсификации процесса и получения изделий повышенного качества, матрица может быть выполнена в виде приводного валкового узла, имеющего круглый калибр. В этом случае пассивные силы трения на неподвижных торцевых поверхностях матрицы сменяются на активные силы трения, создаваемые вращающимися с заданной скоростью роликами.
Получение изделий с периодически изменяющимся внутренним сечение возможно в заявляемом устройстве с помощью телескопической составной иглы, состоящей из двух и более соосных элементов, которые имеют возможность перемещаться относительно друг друга и задавать тем самым различную толщину стенки трубы непосредственно в процессе прессования. Привод иглы осуществляется при помощи гидроцилиндра и возвратных пружин. Регулирование толщины стенки трубы в процессе деформации достигается путем выдвижения элемента соответствующего диаметра.
Таким образом, между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение устройства для непрерывного прессования труб, имеющего указанную выше совокупность отличительных признаков, позволяет в значительной мере увеличить давление в очаге деформации, что приводит к повышению качестве пресс-изделий за счет улучшения их механических свойств, а применение телескопической составной иглы приводит к расширению технологических возможностей устройства за счет прессования труб с периодически изменяющимся поперечным сечением.
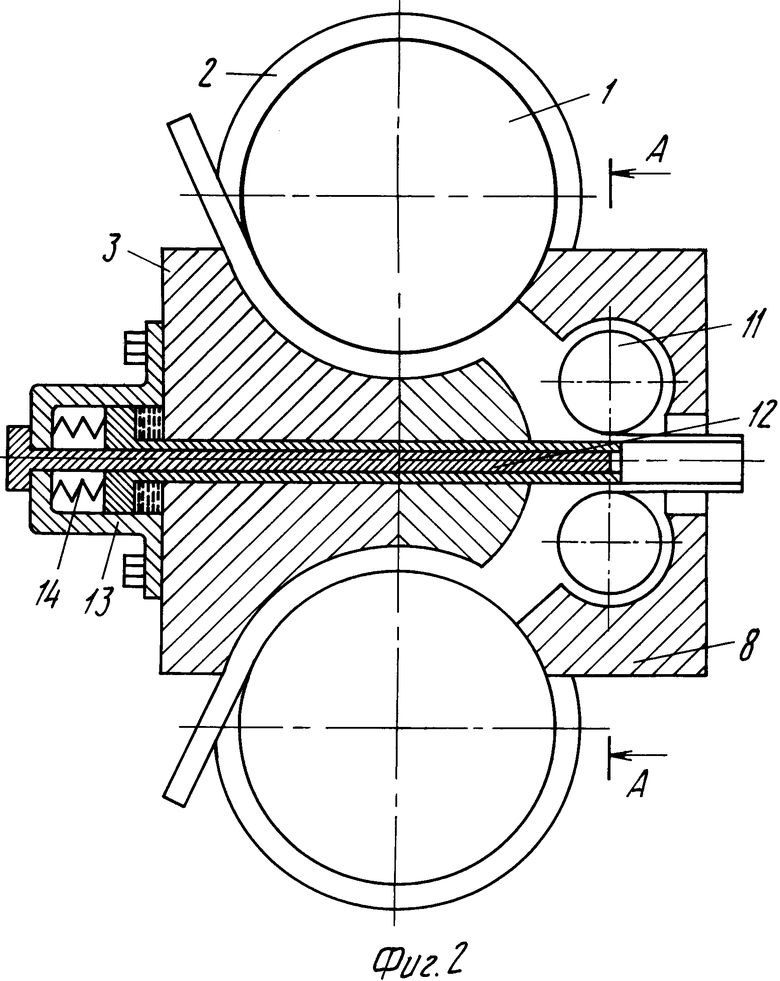
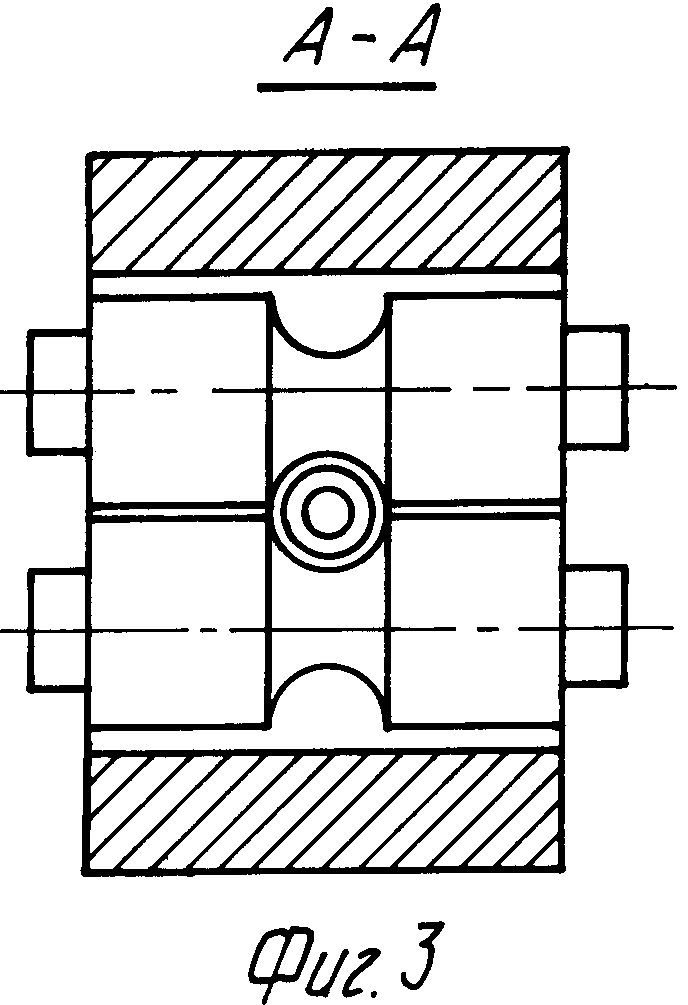
На фиг. 1 показан общий вид устройства в разрезе; на фиг. 2 вид устройства с телескопической составной иглой и приводным валковым узлом, на фиг. 3 вид по А-А фиг. 2.
Предлагаемое изобретение устройство для непрерывного прессования труб - включает два валка 1 с каналами 2, упорный блок 3, имеющий сквозную цилиндрическую полость и соединенный с ним иглодержатель 4. В последнем с помощью полого болта 5 закреплена игла 6. Матрица 7 расположена в запирающем блоке 8, имеющем выступы 9, перекрывающие каналы 2 и образующие с валками 1 и иглодержателем 4 напорную камеру 10. Приводной валковый узел, состоящий из двух роликов 11 с калибром круглого сечения (фиг. 2), помещается в запирающем блоке 8. Телескопическая составная игла 12 расположена в полости упорного блока 3 и соединена с гидроцилиндром 13 и возвратными пружинами 14.
Устройство работает следующим образом.
Две полосы прямоугольного сечения одновременно задаются в каналы 2 валков 1 и с помощью сил трения перемещаются до выступов 9. Последние перекрывают каналы 2 и направляют потоки металла в напорную камеру 10, где они свариваются, образуя стенки изделия между иглой 6 и матрицей 7. При использовании приводного валкового узла стенки готовой трубы формируются вращающимися поверхностями роликов 11, затягивающими металл в зазор между иглой 6 и калибром. При получении изделий с периодически изменяющимся внутренним сечением в момент истечения металла через канал матрицы 7, либо калибр, образованный роликами 11, под действием в гидроцилиндре 13 выдвигается соответствующий элемент составной телескопической иглы 12, который может быть приведен в обратное положение при помощи возвратных пружин 14.
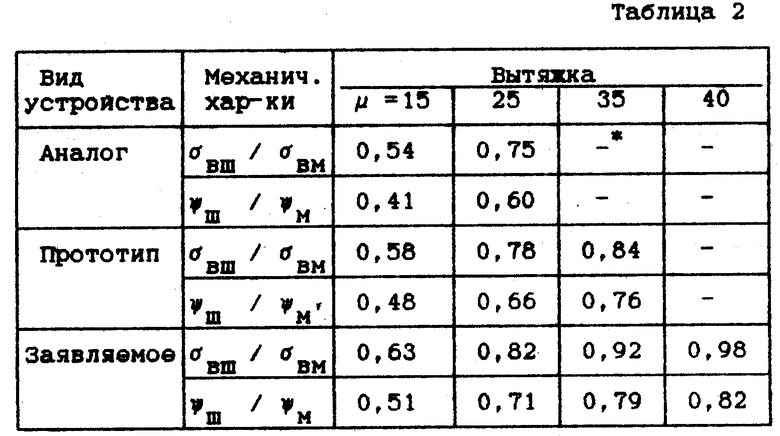
Пример. С помощью предлагаемого, прототипа и устройства-аналога прессовали трубы из сплава АДЗ1 диаметром 10 мм и толщиной стенки 1 мм. Прессование проводили с вытяжками m по сварочной зоне, равными 15, 25, 35 и 40. Температура прессования составляла 480oC. Из отпрессованных труб вырезали образцы для испытаний на растяжение, для чего трубу разворачивали, выбирали образцы в поперечном направлении и оценивали по результатам испытаний отношение временного сопротивления разрыву sв (МПа) и относительного сужения ψ (% ) основного металла (σвм, ψм) и металла сварного шва (σвш, ψш) Результаты механических испытаний приведены в табл. 2.
Таким образом, использование предлагаемого устройства по сравнению с прототипом позволяет повысить уровень механических свойств пресс-изделия и, тем самым, улучшить их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| ЦЕНТРОБЕЖНЫЙ КОНЦЕНТРАТОР | 2000 |
|
RU2187371C2 |
| ДИСКОВОЕ ДОЛОТО ФРЕЗЕРНОГО ТИПА | 1996 |
|
RU2117130C1 |
| ДИСКОВОЕ ДОЛОТО ФРЕЗЕРНОГО ТИПА | 1996 |
|
RU2116427C1 |
| УСТРОЙСТВО ДЛЯ ГРАВИТАЦИОННОГО ОБОГАЩЕНИЯ МЕТАЛЛОНОСНЫХ ПЕСКОВ | 2000 |
|
RU2171716C1 |
| ГОРЕЛОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2190806C1 |
| СПОСОБ ПРОВЕТРИВАНИЯ КАРЬЕРОВ | 1998 |
|
RU2148717C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ АЛЛЮВИАЛЬНЫХ РОССЫПЕЙ | 2000 |
|
RU2171890C1 |
| ШЛЮЗ ДЛЯ ОБОГАЩЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2000 |
|
RU2176160C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ПОЛЕЗНЫХ КОМПОНЕНТОВ ИЗ ГЛИНИСТЫХ ПЕСКОВ | 2002 |
|
RU2212945C1 |
Существом изобретения является устройство для непрерывного прессования труб, которое обеспечивает повышение механических свойств пресс-изделий и расширение технологических возможностей и включает два валка 1 с каналами 2, упорный блок 3 и соединенный с ним иглодержатель 4. В последнем с помощью полого болта 5 закреплена игла 6. Матрица 7 расположена в запирающем блоке 8, имеющем выступы 9, перекрывающие каналы 2 и образующие с валками 1 и иглодержателем 4 напорную камеру 10, причем плоскость выступа наклонена вперед под углом Φ = 5 - 55o к плоскости, проходящей через центры вращения валков и линия из пересечения лежит на оси вращения соответствующего выступу валка. Матрица может быть выполнена в виде валкового узла. Матрица может быть выполнена в виде приводного валкового узла, а игла - составной, телескопической, состоящей из нескольких соосных элементов с возможностью из перемещения относительно друг друга. 2 з. п. ф-лы, 3 ил., 2 табл.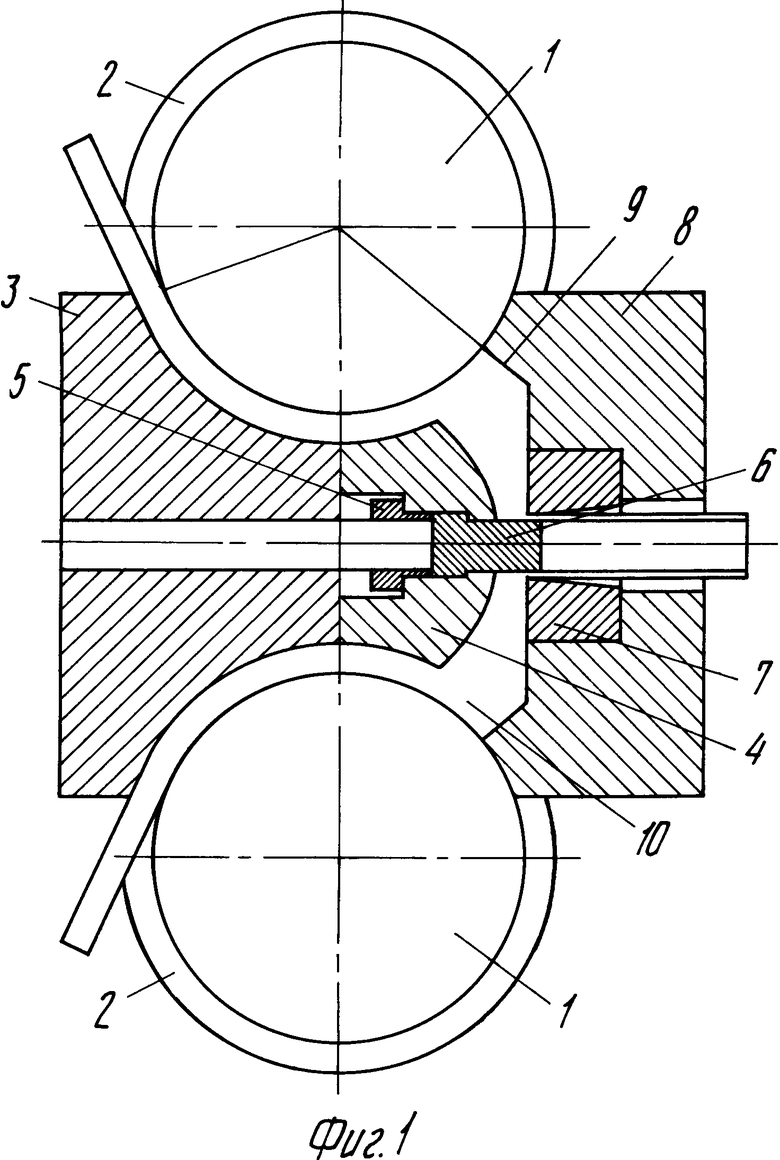
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU, патент, 1667979, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| GB, патент, 2081153, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
