Изобретение относится к процессу получения резьбы на рифленом стержне.
Рифленый стержень, используемый в качестве заготовки в способе, являющемся предметом настоящего изобретения, изготавливается из круглого профиля с помощью специального способа формовки, в результате которого появляются ребра рифленого стержня и одновременно в процессе производства возрастает прочность стали. Этот способ производства позволяет увеличить прочность рифленого стержня при одновременном повышении твердости ребер, которые оказываются выполненными из гораздо более твердого материала.
Обычная резьба для гаек на рифленом стержне выполняется с помощью известных методов, включающих или накатывание, или нарезание. В этих случаях поперечное сечение стержня уменьшается в резьбовой части, а прочность стержня на разрыв полностью определяется площадью поперечного сечения резьбы. Уменьшение прочности на разрыв стержнем составляет порядка 20 30% Таким образом, прочность на разрыв стержня с резьбой определяется исключительно площадью поперечного сечения резьбы, оставляя прочность остальной части стержня неиспользуемой, что означает неэкономичное использование стали. Экономической задачей является получения резьбы, сечение которой в зоне растяжения больше или равно номинальному сечению рифленого стержня.
Запатентовано несколько способов получения резьбы, обладающей полной прочностью на разрыв рифленого стержня. Все они основываются на применении способа холодного расплющивания конца рифленого стержня, при комнатной температуре. Так, например, патентная заявка Великобритании 2227802 предусматривает в качестве арматуры для железобетона использовать соединение прутков, в котором поперечное сечение соединяемых концов стержней увеличивают путем холодного расплющивания, после чего на концах выполняют коническую резьбу. В заявке на патент Финляндии 890509 предлагают способ механического соединения круглых арматурных стержней с помощью резьбовых втулок, установленных на стыках. Согласно этой заявке, один из двух соединяемых концов стержней перед нарезанием резьбы расплющивают в холодном состоянии. Расплющивание выполняется по длине резьбового участка таким образом, что диаметр основания резьбового участка, по меньшей мере, равен или больше нормального диаметра соединяемых стержней.
Холодное расплющивание не влечет за собой никаких изменений в материале или прочностных свойствах рифленых стержней. После холодного расплющивания резьба на расплющенном отрезке наносится посредством нарезания. Этот способ позволяет сохранить неизменными прочностные свойства стального стержней, но при этом удаляют материал с поверхности прутка. При методе холодного расплющивания конец рифленого стержня может быть увеличен только на коротком отрезке, поскольку структура стали недостаточно хорошо противостоит холодному расплющиванию, чтобы нарезать на рифленом стержне резьбу на большую длину, чем требуется для гайки. Для соединений, требующих длинной резьбы, способ холодного расплющивания не приемлем.
Целью изобретения является устранение недостатков известных технических решений и предложение такого способа выполнения резьбы на рифленом стержне, при котором сохраняются повышенная прочность стали, полученной в процессе производства рифленого стержня, а также твердость поверхности стали и ее внутренняя вязкость даже в процессе нарезания резьбы, позволяя получить на рифленом стержне резьбу с полной прочностью на разрыв.
В способе, являющемся предметом настоящего изобретения, конец рифленого стержня обтачивают, удаляя ребра и боковые желобки стержня, затем конец стержня нагревают и подвергают горячему расплющиванию, увеличивая таким образом площадь его поперечного сечения. После горячего расплющивания этот конец рифленого стержня охлаждают. Резьбу на конце стержня выполняют накатыванием. Признаки способа, являющегося предметом настоящего изобретения, представлены в формуле изобретения.
Этот способ позволяет получить резьбу с воспринимающим усилие разрыва поперечнымо сечением, равным или превышающим по своей площади чистое поперечное сечение сплошного рифленого стержня, что является решающим в отношении номинальных характеристик болтов. Кроме того, вне зависимости от диаметра рифленого стержня, резьбовый участок может иметь нужную длину в зависимости от того, для каких целей он предназначен. Это означает возможность использования полной прочности на разрыв рифленого стержня, включая резьбовый участок, а способ позволяет получать резьбу любой требуемой длины. Таким образом, рифленый стержень с резьбой может быть использован в таких применениях, для которых требуется резьба, по длине превышающей высоту гайки, или, иными словами, резьба может быть достаточно длиной для того, чтобы производить необходимое регулирование. Такие применения включают, например, анкерные болтовые соединения в колоннах.
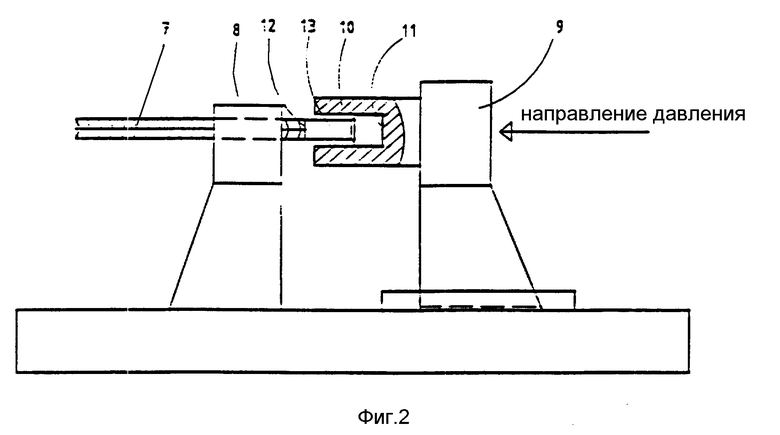
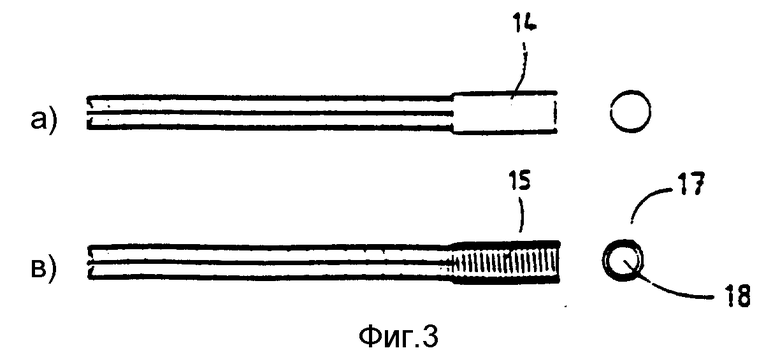
На фиг. 1,a показан рифленый стержень; на фиг. 1,b то же, с обработанным концом; на фиг. 2 процесс горячего расплющивания; на фиг. 3,а - конец стержня после горячего расплющивания; на фиг. 3,b рифленый стержень с резьбой.
Согласно способу получения полноразмерной резьбы конец рифленого стержня сначала обтачивают на токарном станке, чтобы удалить ребра 1 и боковые желобки 2 (фиг. 1,a) на отрезке стержня 3, на который намечено нанести резьбу (фиг. 1,b). Таким образом удаляется наиболее твердая часть рифленого стержня. В процессе производства рифленого стержня материал ребер подвергается наибольшим изменениям. В способе, являющемся предметом настоящего изобретения, с рифленого стрежня удаляются зоны наибольшей твердости материала, которые служат помехой для горячего расплющивания, применяемого в процессе выполнения резьбы.
Обработанный конец 3 рифленого стержня (фиг. 1,b) нагревают управляемым способом, чтобы достичь плавного перехода температур на обработанном участке 3 между концом стержня 4 и началом 5 рифленой части, причем высокая температура наблюдается на конце 4 рифленого стержня, постепенно снижаясь в направлении другого конца 5 обработанного участка. Температуру необработанной части 6 рифленого стержня не повышают, исключая теплопередачу от нагретой части 5.
Нагретый рифленый стержень 7 (фиг. 2) зажимают гидравлическим прессом 8 так, чтобы он не мог двигаться. Другим гидравлическим прессом 9 конец 11 стержня прижимают к закрытой цилиндрической пресс-форме так, что конец 11 рифленого стержня подвергается горячему расплющиванию, площадь его поперечного сечения возрастает и становится равной внутреннему диаметру цилиндрической пресс-формы 10 пресса.
Конец 7 рифленого стержня расширяется в такой степени, чтобы площадь поперечного сечения резьбы 15, образуемой на нем, была по меньшей мере равна площади поперечного сечения остальной части стержня 7, благодаря чему прочность стержня на разрыв сохраняется полностью даже на резьбовом участке.
Усилие прессования прикладывается к концу 11 стержня в направлении зажимного пресса 8 и достаточно велико для расплавления стержня и увеличения площади его поперечного сечения до размера пресс-формы. Цель изменения распределения температур в обточенной части стержня заключается в том, чтобы обеспечить начальное проявление эффекта горячего расплющивания на конце 11 стержня и, по мере увеличения прессования, распространения этого эффекта в направлении другого конца 12 обработанной части. При плавном изменении температуры можно обеспечить постоянный контроль над распространением зоны расплющивания стержня, исключая при этом вероятность начального проявления эффекта расплющивания в середине обработанного участка. Кроме того, повышение температуры в направлении конца 11 стержня гарантирует, что подвергнутый расплющиванию участок не погнется до того, как эффект расплющивания не проявится в наиболее горячей точке 11. Формовочный процесс прекращают только после того, как обработанная часть 13, расширившись, заполнит пресс-форму 10.
Расплющенный конец 14 стержня (фиг. 3,a) после горячего расплющивания подвергают регулируемому охлаждению так, чтобы в процессе охлаждения могли быть сохранены первоначальные прочностные характеристики рифленого стержня.
Для получения полноразмерной резьбы применяется известный в технике способ накатывания резьбы, при котором цилиндрическую часть 14, образованную на стержне путем горячего расплющивания, обрабатывают роликами для формирования на расплющенном конце стержня резьбы без удаления с него какого-либо материала.
В процессе накатывания на поверхности стержня образуется резьба, причем накатывание имеет также упрочняющее воздействие на материал, поскольку сталь 17 в процессе накатывания подвергается формоизменению в холодном состоянии, что ведет к увеличению ее прочности и твердости. Эффект упрочнения при холодной обработке не достигает внутренней части 18 прутка, так что материал внутри прутка остается вязким, и показатели вязкости всего резьбового участка сохраняются.
Накатывание с целью формирования резьбы начинается только после охлаждения конца рифленого стержня до комнатной температуры. Резьбу выполняют по всей расплющенной части 14 рифленого стержня. После этого стержень не подвергается токарной обработке.
Использование метода накатывания позволяет восстановить первоначальную твердость материала на резьбовом участке, утерянную в процессе нагрева. Кроме того, накатывание вызывает также наклон материала стержня на резьбовом участке, способствуя восстановлению первоначальной твердости поверхности рифленого стержня в этой его части. Эффект упрочнения при холодной обработке не достигает внутренней части стержня и поэтому удовлетворительные показатели вязкости могут быть сохранены даже на резьбовом участке.
Специалисту в данной области должно быть очевидно, что различные варианты реализации настоящего изобретения не ограничиваются примером, описанным выше, и могут быть изменены в пределах объема данного изобретения, определенного следующей ниже формулой изобретения.
Изобретение относится к обработке металлов давлением, в частности к процессу получения резьбы на рифленом стержне. Согласно способу получения резьбы на рифленом стержне резьба выполняется на одном его конце. При этом перед высадкой в горячем состоянии резьбового конца стержня так, что площадь поперечного сечения образуемой резьбы была, по меньшей мере, равна площади поперечного сечения остальной части стержня, удаляют ребра и желобы стержня. Конец стержня подвергают управляемому нагреву, начиная нагрев от начала свободной от рифлений части и поднимая температуру в направлении другого конца свободной от рифлений части. Рифленый стержень, зажатый неподвижно, запрессовывают в подвижную цилиндрическую пресс-форму. Резьба выполняется на высаженной части накатыванием. 1 з.п. ф-лы, 3 ил.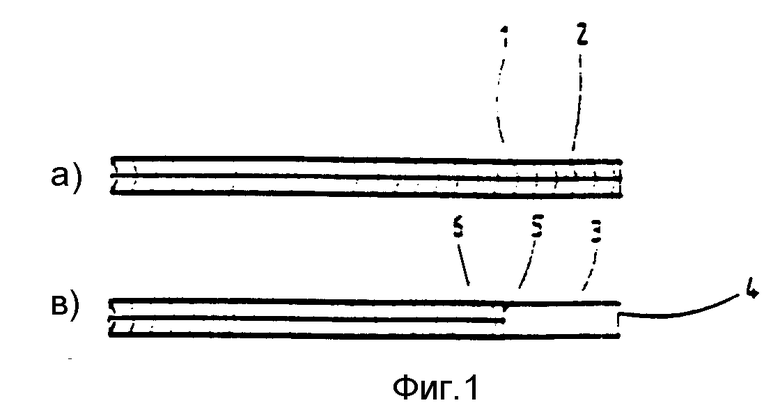
| GB, заявка, 2227802, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

