Область техники
Изобретение относится к области металлургии, в частности, к способам изготовления стержневых деталей с головками из титановых сплавов, и может быть использовано в авиапионно-космической технике, в химическом машиностроении, судостроении, автомобильной промышленности.
Уровень техники
Известен способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов, включающий отжиг заготовок, нанесение на их поверхность твердого оксалатного покрытия, высадку головки, многократное редуцирование стержня, старение, механическую обработку, обкатку радикса под головкой и стержня и накатывание резьбы (RU 94004583 A1, 20.10.95; 2156828 C22F 1/18, 27.09.2000).
Известный способ предусматривает проведение предварительной термообработки прутков путем закалки в вакуумной печи при 800-850°С с последующим охлаждением вместе с печью до температур 580-600°С, а затем в воде и старения при 300-400°С в течение 6-8 ч, механическую обработку, включающую операции формования методом холодного пластического деформирования, обкатки их наружной поверхности и накатывание резьбы.
Основным недостатком известного способа является невозможность получать крепежные детали диаметром выше 8-10 мм, а также недостаточно высокие показатели прочности и выносливости изделий, обусловленные наличием вырывов и наслоений в поверхностном слое после накатки резьбы, которые являются концентраторами напряжений.
Известен способ изготовления болтов из двухфазных (α+β) титановых сплавов, например, ВТ16, методом горячей высадки («Изготовление болтов с шестигранной головкой их титанового сплава ВТ16 в условиях серийного производства», В.А. Чернышев, И.Г. Евланов, Д.Н. Осипов, В.Д. Гаврилин, А.В. Митин. Приложение №2 к журналу «Авиационная промышленность», 1975 г. и «Стандартизация крепежных изделий из титановых сплавов». В.Д. Гаврилин, А.В. Митин, журнал «Авиационная промышленность», №2, 2001 г.) включающие отрезку заготовок, горячую высадку, термообработку, механическую обработку, упрочение галтели и накатку резьбы. Данный способ позволяет изготовлять болты диаметром 8-36 мм.
Значительное влияние на прочность стержневых крепежных изделий оказывает резьба, являющаяся в этом отношении наиболее опасным местом, определяющим прочность болта при статическом растяжении. Нормальное протекание процесса образования резьбы методом пластического деформирования (накатки) обеспечивается на титановых сплавах типа ВТ16 с пределом прочности σB≥1150 МПа, относительным удлинением δ≥12% и относительным сужением ψ≥40%.
Недостатком данного способа является ограничение прочности свойства материала болтов из-за невозможности образования качественной резьбы (без разрывов и закатов) методом пластического деформирования.
Сущность изобретения
Задачей настоящего изобретения является обеспечение возможности изготовления высокопрочных болтов из титановых сплавов с прочностью выше 1150 МПа.
Поставленная задача осуществляется тем, что после отрезки заготовок, горячей высадки, термообработки, механической обработки и упрочнения галтели в головке болта проводят теплую накатку резьбы после завершения окончательной термообработки-старения в интервале температур 350°С - 200°С ниже температуры начала полигонизации, происходящей в процессе возврата.
Осуществление изобретения
Способ изготовления крепежных элементов из высокопрочных титановых сплавов, содержащих стержень с головкой и резьбовым концом, в соответствии с изобретением реализуется следующим образом. Способ включает изготовление заготовок, горячую высадку, термообработку, механическую обработку, упрочнение галтели головки и накатывание резьбы. Накатывание резьбы производят при нагретой заготовке в интервале температур 350°С - 200°С ниже температуры начала полигонизации, происходящей в процессе возврата после термообработки.
Примеры конкретных примеров выполнения способа.
1. Заготовки болтов диаметром 12 мм из сплава типа ВТ-16 после операции резки и горячей высадки головок на кривошипном прессе при температуре 750°С подвергали упрочняющему старению при температуре 490°С в течение 6 часов в атмосфере проточного аргона для обеспечения безокислительного нагрева. Для этой цели использовали контейнер из тонкостенной нержавеющей стали с разъемной крышкой. Контейнер имел вваренную в него глухую трубку, в которую вводилась термопара для замера температуры нагрева и охлаждения термообрабатываемых заготовок болтов. Глухой конец трубки входил в разъемный внутренний короб в контейнере, в который укладывалась партия заготовок. Толщина стенок внутреннего короба 5 мм, материал - титановый сплав. Контейнер с коробом и заготовками продували аргоном, помещали в воздушную печь электросопротивления и нагревали при постоянной подаче аргона в контейнер. После старения и охлаждения садки заготовки подвергали механообработке стержня под накатку резьбы. Затем заготовки проходили операцию обкатки галтели специальными роликами в месте соединения головки болта и стержня для деформационного упрочнения этой области болта.
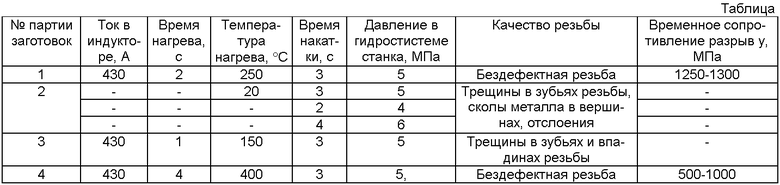
Перед накаткой резьбы заготовки первой партии помещали в индуктор с внутренним диаметром 18 мм, сделанный из трубки ⌀6×0,5 (толщина стенки). Индуктор соединен с полупроводниковым индукционным нагревателем марки LH-25 мощностью 25 кВт, установленным в непосредственной близости от станка для накатки резьбы. Индукционный нагреватель - генератор ТВЧ оборудован инфракрасным пирометром Laser AO2 с лазерным лучом наведения на нагревательный объект. Пирометр измеряет температуру нагрева последнего и имеет обратную связь с индукционным нагревателем. При достижении заданной температуры нагрева генератор ТВЧ отключается. Заданная температура нагрева заготовки 250°С, при установленном токе 430 А достигалась в течение 2-х секунд, после чего заготовку передавали в станок для накатки резьбы. Режимы нагрева заготовки и последующей накатки резьбы приведены в табл.1.
После накатки резьбу контролировали калибром, исследовали поверхность резьбы при увеличении до ×30 и шлифы продольных разрезов резьбы при увеличении до ×200. Трещин, отслоений и сколов металла в резьбе обнаружено не было. В области впадин резьбы в приповерхностном слое образуется волокнистая структура из вытянутых зерен, повторяющая профиль резьбы, характерная для поверхностного деформационного упрочнения (наклепа). Такая упрочненная структура с большим количеством границ, имеющая напряжения сжатия, противостоит развитию трещин в местах концентрации напряжений, которые обусловлены самой геометрией резьбы. После накатки партии заготовок 5 болтов были испытаны на временное сопротивление разрыву. Прочность образцов была в пределах 1250…1300 МПа.
2. Часть образцов (вторая партия, табл.1) после указанной термообработки старением была подвергнута накатке при нормальной температуре. Визуально были установлены разрушения и сколы в вершинах резьбы и отслоения металла на боковых поверхностях резьбы вследствие низкой пластичности сплава. Изменения режима накатки не привели к положительным результатам.
3. Заготовки третьей партии вышеописанным способом были нагреты до температуры 150°С. Результаты накатки резьбы были неудовлетворительны. Видимых разрушений резьбы обнаружено не было, однако металлографический анализ позволил установить образование микротрещин в металле резьбы, вследствие недостаточно высокой пластичности сплава.
4. Четвертая партия заготовок болтов, также прошедшая все вышеописанные операции, предваряющие накатку, была нагрета ТВЧ перед накаткой до температуры 400°С. При накатке нагретых до 400°С заготовок была получена резьба без каких-либо дефектов. Механические испытания 5 образцов четвертой партии показали, существенное падение временного сопротивления разрыву, которое составило величины 500…1000 МПа. Как показал последующий металлографический анализ продольных шлифов резьбы из образцов после разрушения, снижение прочности связано с тем, что при высокой температуре накатки одновременно с деформацией зерен исходной структуры в приповерхностном слое в результате диффузионных процессов осуществляется процесс полигонизации - начальной стадии возврата, который характеризуется образованием мелких зерен в пределах субструктуры первоначальных зерен и их дальнейшим укрупнением на последующих стадиях возврата. В результате приповерхностный слой не имеет нагартованной структуры и состоит из мелких равноосных зерен.
Таким образом, при накатывании резьбы на заготовках из титанового сплава с достаточно-высокой пластичностью металл в области зубьев резьбы деформируется с образованием деформированных вытянутых зерен в приповерхностном слое, повторяющих профиль резьбы и образующих волокнистую структуру. Такая упрочненная структура характерная для поверхностного упрочнения (наклепа) повышает прочность болтов в целом, т.к. она противостоит развитию трещин с поверхности при растяжении болтов.
При накатывании резьбы на заготовки из высокопрочного титанового сплава, обладающего малой пластичностью при 20°С, деформация металла при формировании резьбы превышает предел текучести металла, что приводит к образованию трещин в резьбе. Для образования упрочненного слоя с волокнистой структурой деформированных зерен без образования трещин необходимо повысить пластичность металла, которая увеличивается с повышением температуры металла.
Нагрев до температуры 150°С не приводит к требуемой пластичности при накатке резьбы, т.к. при деформации металла с равноосными зернами наряду с образованием текстуры из вытянутых зерен на поверхности резьбы одновременно происходит образование трещин из-за недостаточной пластичности.
Образование упрочненного поверхностного слоя с волокнистой структурой деформированных зерен без развития трещин удается достичь при накатке металла нагретого до температуры 250°С. При этом болты обладают наиболее высокой прочностью на разрыв.
Дальнейшее повышение температуры при накатке резьбы до 400°С приводит к тому, что наряду с увеличением пластичности металла при этой температуре, увеличивается интенсивность диффузионных процессов. Следствием этого является развитие известных процессов нолигонизации (начального этапа возврата) - возникновение субзерен в наклепанном поверхностном слое с дальнейшим развитием этана первичной рекристаллизации в его структуре и возникновением мелких равноосных зерен. Образование такой поверхностной структуры приводит к понижению прочности резьбовой части болта в связи с отсутствием упрочняющего наклепанного слоя на поверхности резьбы.
Прочность образцов болтов из сплава ВТ-22, полученных по предлагаемому способу равна 1300 МПа. В случае увеличения температуры первого этапа накатки выше 400°С образцы болтов имели более низкую прочность (1200 МПа) из-за разрушения нагартованного слоя и из-за начала образования вместо него мелких равноосных зерен в поверхностном слое.
Технико-экономические преимущества способа изготовления крепежных элементов из высокопрочных титановых сплавов
1. Предлагаемый способ позволяет получать качественные крепежные изделия с прочность 1200-1300 МПа и большого диаметра из высокопрочных заготовок с σB≥1150 МПа, что стало возможным благодаря использованию нагретого состояния заготовки при накатке резьбы.
2. Прямая замена в летательных аппаратах стальных болтов на высокопрочные титановые позволяет снизить их вес на 35-40%.
3. Применение теплой накатки резьбы позволяет исключить многочисленные дефекты, возникающие при холодном пластическом деформировании резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ КРЕПЛЕНИЯ С ГОЛОВКАМИ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2431538C1 |
| Способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов | 2015 |
|
RU2611752C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2156829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2484914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ КОРРОЗИОННО-СТОЙКИХ АЗОТСОДЕРЖАЩИХ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2325450C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| СОРТОВОЙ ПРОКАТ КРУГЛЫЙ ДЛЯ ПРОИЗВОДСТВА ШАРОВЫХ ПАЛЬЦЕВ | 2008 |
|
RU2368672C1 |
Изобретение относится к области металлургии и может быть использовано в авиационно-космической технике, в химическом машиностроении, судостроении, автомобильной промышленности при изготовлении стержневых деталей с головками из титановых сплавов. После горячей высадки на заготовке головки болта, термообработки заготовки, механической обработки и упрочнения галтели в головке болта осуществляют накатывание резьбы. Резьбу накатывают на заготовке, нагретой до температуры в интервале на 350°С - 200°С ниже температуры начала полигонизации, происходящей в процессе возврата после термообработки. В результате исключается возможность возникновения дефектов при накатывании резьбы, что позволяет изготавливать качественные высокопрочные болты из титановых сплавов. 1 табл., 4 пр.
Способ изготовления крепежных элементов из высокопрочных титановых сплавов, содержащих стержень с головкой и резьбовым концом, включающий изготовление заготовок, горячую высадку, термообработку, механическую обработку, упрочнение галтели головки и накатывание резьбы, отличающийся тем, что накатывание резьбы производят на заготовке, нагретой до температуры в интервале на 350-200°С ниже температуры начала полигонизации, происходящей в процессе возврата после термообработки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |
| Способ изготовления стержневых деталей с головками | 1974 |
|
SU543454A1 |
| JP 2005199329 A, 28.07.2005 | |||
| KR 1020110064795 A, 15.06.2011. | |||

