Изобретение относится к устройству и способам электромагнитного удержания расплавленного металла и более конкретно к устройству и способу предотвращения утечки расплавленного металла через открытую сторону вертикально простирающегося зазора между двумя горизонтально разнесенными элементами, между которыми находится расплавленный металл.
Примером среды, для работы в которой предусматривается, является установка непрерывной разливки расплавленного металла непосредственно в полосу, например стальную полосу. Такое устройство обычно содержит пару горизонтально разнесенных валков, смонтированных для вращения в противоположных направлениях вокруг соответствующих горизонтальных осей. Эти два валка заключают горизонтально расположенный, простирающийся вертикально зазор между ними для приема расплавленного металла. Зазор, ограниченный валками, уменьшается конусообразно в направлении вниз. Валки охлаждаются и в свою очередь охлаждают расплавленный металл во время его опускания через зазор.
Зазор имеет открытые противоположные стороны у концов обоих валков, имеющие протяженность в горизонтальном направлении. Расплавленный металл не удерживается валками со стороны открытых концов зазора. Для предотвращения утечки расплавленного металла наружу через открытые концы зазора применяются механические преграды или уплотнения.
Механические преграды имеют недостатки, обусловленные тем, что преграда находится в физическом контакте как с вращающимися валками, так и с расплавленным металлом. В результате преграда подвержена износу, протечкам и поломкам и может приводить к замерзанию и большим температурным градиентам в расплавленном металле. Более того, контакт между механической преградой и затвердевающим металлом может вызывать неоднородности вдоль краев отлитой металлической полосы, тем самым сводя на нет преимущества непрерывной разливки перед обычным способом прокатки металлический полосы из более густой, твердой заготовки.
Преимущества, получаемые от непрерывной отливки металлической полосы, и недостатки, возникающие от использования механических преград или уплотнений, описаны более подробно в патенте США N 4936374 (Прэга) и патенте США N 4974661 (Лари) и содержание каждого из этих патентов включено в предлагаемое описание в виде ссылок.
Для устранения недостатков, присущих применению механических преград или уплотнений, предпринимаются усилия удержать расплавленный металл на открытом конце зазора между валками применением электромагнита, имеющего сердечник, окруженного электропроводной катушкой, через которую течет электрический ток, и имеющего пару полюсов вблизи открытого конца зазора.
Магнит возбуждается течением переменного тока через катушку и создает переменное или меняющееся во времени магнитное поле, распространяющееся через открытый конец зазора, между полюсами магнита. Магнитное поле может быть расположено либо горизонтально, либо вертикально в зависимости от расположения полюсов магнита. Примеры магнитов, создающих горизонтальное магнитное поле, описаны в вышеупомянутом патенте США N 4936374 (Прэг), примеры магнитов, создающих вертикальное магнитное поле, описаны в вышеупомянутом патенте США N 4974661 (Лари).
Переменное магнитное поле наводит вихревые токи в расплавленном металле вблизи открытого конца зазора, создавая силу отталкивания, которая оттесняет расплавленный металл от магнитного поля, созданного магнитом, и оттесняет его от открытого конца зазора.
Сила статического давления, понуждающая расплавленный металл выходить наружу через открытый конец зазора между валками, возрастает с ростом глубины расплавленного металла, и магнитное давление, оказываемое переменным магнитным полем, должно быть достаточным, чтобы противодействовать максимальному направленному наружу давлению, оказываемому на расплавленный металл. Более подробно обсуждение соображений, изложенных в предыдущем предложении, и различных параметров, учитываемых в этих соображениях, содержится в вышеупомянутых патентах США на имя Прэга и Лари и др.
При горизонтальном расположении электромагнитных полей магнитное удержание боковой стенки расплавленного металла на открытом конце зазора достигается согласно описанию уровня техники тем, что обеспечивает потоку путь с низким магнитным сопротивлением вблизи конца каждого валка (кромочный участок валка). Устройство из уровня техники включает в себя электромагнит для создания переменного магнитного поля, которое прикладывается через кромочный участок валков к боковой стенке расплавленного металла, удерживаемого валками. Для эффективного приложения магнитного поля каждый полюс магнита должен простираться вдоль оси, относительно валков и очень близко подходить к концу соответствующего валка, чтобы быть вблизи обладающего низким магнитным сопротивлением кромочного участка валка и отделяться от этого кромочного участка только небольшим радиальным воздушным зазором. Для эффективной работы путь магнитного потока с низким магнитным сопротивлением в кромочном участке валка обычно образуют из материала с высокой магнитной проницаемостью.
Способы и устройства электромагнитного удержания, относящиеся к известному уровню техники, имеют несколько недостатков:
достигаемая пиковая плотность магнитного потока ограничена насыщением материала с высокой магнитной проницаемостью в кромочных участках валков или в тех случаях применения, когда краевые участки не содержат материала с высокой магнитной проницаемостью, насыщением полюсов электромагнита. Решения из известного уровня техники, использующие тонкие пластины из кремнистой стали с ориентированным зерном, ограничивают горизонтальное поле величиной приблизительно 18 кГс (килогаусс), что ограничивает высоту ванны расплавленного металла, которая может быть удержана электромагнитно; при этих высоких плотностях магнитного потока потери тепла как в пластинах валков, так и в пластинах полюсов магнита вблизи захвата становятся чрезмерными: для пластин толщиной 0,002 дюйма (0,051 мм), работающих при 18 кГс и 3 кГц (килогерц), потери составляют около 300 В на фунт (660,8 В/кг);
кромочные участки валков, обладающие низким магнитным сопротивлением, трудно охлаждать, что усложняет и удорожает конструкцию валков;
ванна расплавленного металла вызывает тепловое расширение валков, что вызывает напряжение и деформацию и/или пространственные изменения в пути потока валковых кромок, обладающем низким магнитным сопротивлением, изменяя их магнитное сопротивление и рабочие характеристики процесса электромагнитного удержания;
в случае расстройства системы питания расплавленным металлом или аварийного отключения энергопитания электромагнита расплавленный металл (при температуре около 154oC для стали) будут контактировать с кромочным участком, имеющим низкое магнитное сопротивление, что вызывает необходимость предусматривать конструкцию кромки, стойкой к высокой температуре расплавленного металла, высокотемпературная конструкция кромок валков ухудшает их низкое магнитное сопротивление и, что весьма вероятно, повышает издержки на их производство.
Другой прием горизонтального удержания расплавленного металла у открытого конца зазора между парой элементов, например валков, предусматривает размещение рядом с открытым концом зазора катушки, через которую течет переменный ток. Вследствие этого катушка создает магнитное поле, которое наводит вихревые токи в расплавленном металле вблизи открытого конца зазора, в результате чего возникает сила отталкивания, аналогичная той, которая описана выше в связи с магнитным полем, создаваемым электромагнитом. Конструктивные варианты такого типа решений описаны в патенте США N 4020890, выданном на имя Олссона, и содержание этого патента включено в предлагаемое описание в виде ссылки.
В основу изобретения положена задача создать такие устройства и способы, которые могли бы устранить недостатки и изъяны описанных выше приемов из существующего уровня техники.
Поставленная задача решается тем, что способ магнитного удержания и устройство, в соответствии с изобретением, создает вблизи открытой стороны зазора между валками конфигурированное горизонтальное магнитное поле, простирающееся через открытую сторону зазора к расплавленному металлу в зазоре, без необходимости предусматривать магнитному потоку путь с низким магнитным сопротивлением в концах валков. Магнитные поля, создаваемые в соответствии с изобретением, не ограничены насыщением высоко проницаемых магнитных пластин, могут быть больше, чем магнитные поля, достигаемые в соответствии с решениями из уровня техники.
Горизонтальное магнитное поле генерируется катушкой, окружающей магнитный сердечник, с образованием пары полюсов магнита, размещенных рядом с открытой стороной зазора, и расположением поверхностного участка полюсов магнита вблизи открытой стороны зазора. Как правило, через катушку пропускается переменный ток, создающий горизонтальное магнитное поле, простирающееся от обращенных друг к другу поверхностей полюсов магнита, через открытую сторону зазора к расплавленному металлу. Полюса магнита размещены достаточно близко к открытой стороне зазора, чтобы удержать расплавленный металл в пределах зазора. Между магнитными полюсами, рядом с открытой стороной зазора, размещены внутренние немагнитные экранирующие средства рядом с открытой стороной зазора и конфигурированы так, чтобы удерживать горизонтальное магнитное поле через зазор в направлении расплавленного металла. Экран может быть изолирован от сердечника и полюсов, или он может находиться в электрическом контакте, чтобы служить теплоотводом.
Устройство и способ согласно изобретению концентрируется или формирует магнитное поле в направлении, в целом ограниченном направлением к открытой стороне зазора и расплавленному металлу в нем, без существенного рассеяния магнитного поля в направлении, противоположном открытой стороне зазора, благодаря использованию фасонных внутренних и внешних экранов, окружающих катушку. Направление размещения полюсов магнита, обращенных к открытой стороне зазора между валками, совместно с внутренним экраном, образованным из немагнитного проводника, такого как медь или сплав на основе меди, и имеющим такую форму, чтобы вынуждать магнитное поле стремиться к боковой стенке расплавленного металла, обеспечивает достаточную магнитную силу, чтобы предотвратить утечку расплавленного металла из открытой стороны зазора между валками.
Внешний экран, также образованный из немагнитного проводника, такого как медь или сплав на основе меди, удерживает магнитное поле от утечки прочь от зазора, внешнему экрану может быть придана такая форма, чтобы магнитный поток, покидающий полюса магнита в направлении открытой стороны зазора между валками, направлялся к расплавленному металлу.
Один вариант выполнения изобретения предусматривает, что конфигурированные горизонтальные переменные магнитные удерживающие поля взаимодействуют с кромкой и боковой стенкой валков, обеспечивая желаемое электромагнитное удержание ванны расплавленного металла между поверхностями пары вращающихся в противоположные стороны валков в процессе отливки из расплавленного металла вертикальной полосы. Частота переменного магнитного поля выбирается так, чтобы оптимизировать проникновение поля в боковую стенку расплавленного металла и кромку и валки и минимизировать нагревание вихревыми токами указанных валковых кромок и боковых стенок.
Внутренний и внешний немагнитные проводящие экраны конфигурированы так, чтобы соответствовать конусной форме открытой стороной валкового зазора для увеличения магнитного давления на расплавленный металл в соответствии с возрастающим статическим (т. е. глубиной) и динамическим (например, эффектами, обусловленными течением жидкости) давлением расплавленного металла в зазоре. Формообразование магнитного поля может быть осуществлено исключительно электромагнитным узлом без необходимости модифицировать валковые кромки, например, ферромагнитными вставками в валковые кромки для обеспечения магнитных проводов с низким магнитным сопротивлением через кромки, хотя валковые кромки могут быть целесообразно скошены, чтобы усилить магнитное поле вблизи боковой стенки расплавленного металла.
На фиг. 1 изображен вид с торца на конструкцию устройства в соответствии с изобретением вместе с парой валков литейной машины для непрерывной отливки полос; на фиг. 2 вид сбоку на устройство и валки на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 1; на фиг. 5 разрез В-В на фиг. 1; на фиг. 6 увеличенный горизонтальный разрез устройства в соответствии с изобретением с частичным вырывом, с изображением направленного расположения полюсов магнита и соответствующим образом скошенных кромок валков, в соответствии с одним вариантом конструкции согласно изобретению; на фиг. 7 разрез Г-Г на фиг. 6; на фиг. 8, а и б вид сверху и вид сбоку соответственно на магнитный сердечник на фиг. 6; на фиг. 9 вид в плане на тороидальный магнитный сердечник, от которого отрезаются полюса 26а и 26б на фиг. 6 и 7 в соответствии с одним вариантом конструкции согласно зобретению; на фиг. 10, а и б вид сверху и сбоку соответственно на часть устройства на фиг. 6 с магнитным сердечником; на фиг. 11, а и б вид сверху и сбоку соответственно на детали изготовления полюсов магнита устройства на фиг. 6; на фиг. 12 вид сверху, с частичным вырывом, на другой вариант взаимодополняющим конфигурированных полюсов магнита и валковых кромок согласно изобретению; на фиг. 13 разрез Е-Е на фиг. 12; на фиг. 14 горизонтальный разрез, с частичным вырывом, показывающий расплавленный металл и магнитное поле при определенных условиях работы; на фиг. 15 боковой вид, с частичным вырывом, показывающий другой вариант конструкции и устройства в соответствии с изобретением вместе с валками литейной машины для непрерывной отливки полос; на фиг. 16 разрез Ж-Ж на фиг. 15; на фиг. 17 разрез И-И на фиг. 15; на фиг. 18 разрез К-К на фиг. 15; на фиг. 19 увеличенный местный разрез, показывающий часть устройства, показанного на фиг. 18; на фиг. 20 - горизонтальный разрез, показывающий другое выполнение устройства в соответствии с изобретением вместе с парой валков литейной машины для непрерывной отливки полос; на фиг. 21 вид спереди на другую конструкцию устройства магнитного удержания в соответствии с изобретением; на фиг. 22 - разрез Л-Л на фиг. 21 с указанием положения магнита впереди валков; на фиг. 23 перспективное изображение магнитного сердечника варианта конструкции, показанного на фиг. 21; на фиг. 24 вид с торца на валки и смонтированные на валках ферромагнитные диски в соответствии с одним вариантом конструкции по изобретению; на фиг. 25 разрез М-М на фиг. 24; на фиг. 26 увеличенный местный разрез варианта конструкции, показанного на фиг. 25; на фиг. 27 вид, аналогичный фиг. 24, показывающий смонтированные на валках ферромагнитные тороиды в соответствии с другим вариантом конструкции по изобретению; на фиг. 28 разрез П-П на фиг. 27, показывающий другой вариант конструкции магнитного сердечника; на фиг. 29 увеличенный местный вид на вариант конструкции, показанной на фиг. 28; на фиг. 30 вид с торца, частично с вырывом, показывающий другой вариант конструкции смонтированных на валках ферромагнитных тороидов; на фиг. 31 разрез Р-Р на фиг. 30, показывающий магнитный сердечник; на фиг. 32 вид, аналогичный фиг. 31, показывающий еще один вариант конструкции магнитного сердечника; на фиг. 33 вид с торца, с частичным вырывом, показывающий другой вариант конструкции смонтированных на валках ферромагнитных вставок, имеющих слоистую форму; на фиг. 34 боковой вид на смонтированные на валках ферромагнитные вставки на фиг. 33; на фиг. 35 разрез С-С на фиг. 33; на фиг. 36 увеличенный местный разрез через смонтированные на валках ферромагнитные вставки на фиг. 35; на фиг. 37 вид, аналогичный фиг. 35, показывающий два отдельных варианта конструкции сердечника и валка; на фиг. 38 увеличенный местный разрез предмета изобретения на фиг. 37; на фиг. 39 вид сверху на магнит в соответствии с изобретением, имеющий одновитковую катушку, служащий также электромагнитным экраном; на фиг. 40 вид спереди на вариант конструкции фиг. 39; на фиг. 41 - разрез Т-Т на фиг. 39; на фиг. 42 разрез У-У на фиг. 39; на фиг. 43 - перспективное изображение нижней половины катушки электромагнита, показанной на фиг. 39 42; на фиг. 44 перспективное изображение верхней половины катушки электромагнита, показанной на фиг. 39 42; на фиг. 45 разрез, аналогичный виду вдоль линии разреза Т-Т на фиг. 39, изображающий одновитковую катушку, содержащую два совмещенных катушечных узла, работающих параллельно; на фиг. 46 выводы двух совмещенных катушечных узлов, подобных узлам на фиг. 45, соединенных последовательно для двухвиткового режима работы; на фиг. 47 - вид спереди на другой вариант конструкции согласно изобретению, имеющий три разобщенных секции ферромагнитного сердечника для оптимизации электромагнитного бокового удержания; на фиг. 48 вид сверху на устройство на фиг. 47; на фиг. 49 перспективное изображение магнитного сердечника конструкции на фиг. 47 и 48; на фиг. 50: а вид сверху на устройство фиг. 47, имеющее двухвитковую катушку, б электрическая схема для двухвитковой катушки.
Ниже приводится подробное описание предпочтительных вариантов изобретения, вначале на фиг. 1 5, на которых изображен вариант конструкции устройства магнитного удержания согласно изобретению с парой валков литейной машины для непрерывной отливки полос. Следует отметить, что когда в предлагаемом описании говорится об удержании расплавленного металла на одном конце валков, это относится к удержанию расплавленного металла между парой валков, вращающихся в противоположных направлениях, на обоих концах пары валков.
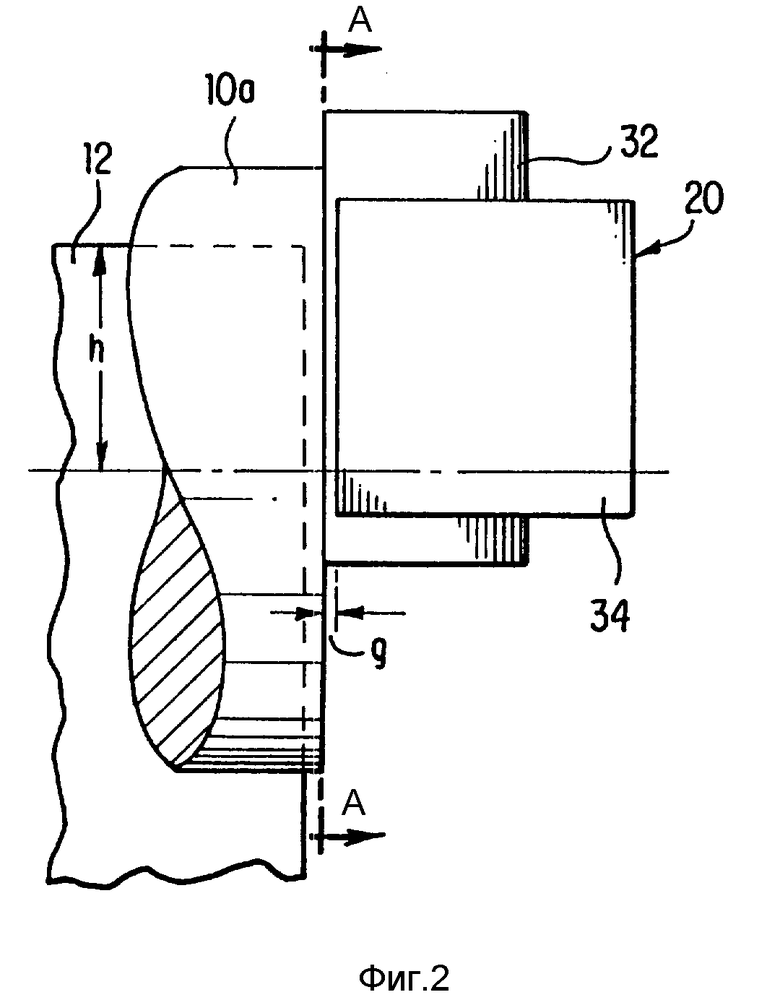
Как показано на фиг. 1, пара валков 10а и 10б (обозначаемых коллективно как валки 10) распложены параллельно и рядом один с другим и имеют оси, лежащие в горизонтальной плоскости, так, что расплавленный металл 12 в ванне высотой h может быть удержан между валками 10 над точкой, где валки отстоят друг от друга наиболее близко (захват). Валки 10 разделены зазором, имеющим диаметр d в захвате. Противоположное вращение валков 10а и 10б (в направлении, показанном стрелками 11а и 11б) и сила тяжести вынуждают расплавленный металл 12 течь вниз и затвердевать к тому времени, когда он покидает зазор d в захвате между валками 10. Валки 10 изготовлены из материала, имеющего подходящую теплопроводность, например из меди или сплава на базе меди, нержавеющей стали и т. п. и внутри охлаждаются водой.
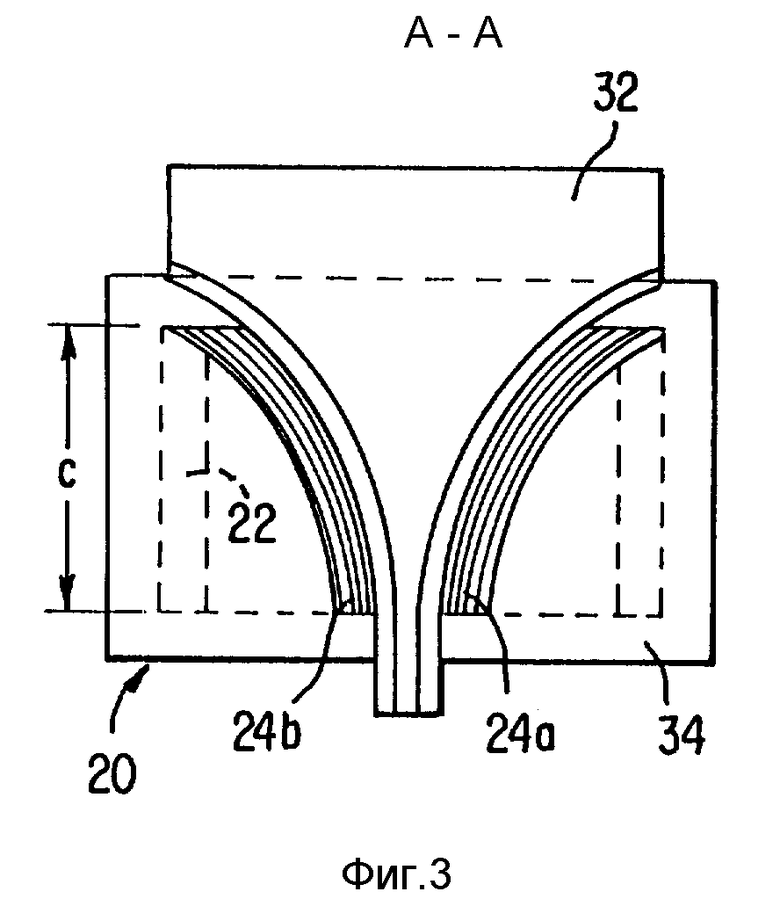
Как показывают фиг. 3 5 магнит 20 включает в себя сердечник 22, имеющий полюсные поверхности 24а и 24б. Обмотки катушки 36 навиты на магнитный сердечник 22 и переносят переменный электрический ток, намагничивая таким образом магнит 20 и наводя магнитное поле, показанное схематически в виде магнитного потока пунктирными линиями на фиг. 4 и 5 между полюсными поверхностями 24а и 24б.
В этом варианте конструкции сердечник 22 может быть изготовлен из любой намотанной в виде ленты ферромагнитной стали, например кремнистой стали, кремнистой стали с ориентированным зерном, аморфных сплавов и т. п. Для сердечника 22, показанного на фиг. 3 5, ширина ленты равна высоте сердечника, имеющего размер С. Толщина ленты, например, 0,002 дюйма (0,051 мм) выбрана, чтобы снизить потери в сердечнике. Полюсные поверхности 24а и 24б обработаны на станке для обеспечения их соответствия валкам 10 литейной машины с тем, чтобы электромагнитное поле направлялось к зазору, имеющему размер d, между валками.
Магнит 20 стационарен и отдален от валков 10 промежутком шириной g (фиг. 4), достаточно большой, чтобы допускать свободное вращение и тепловое расширение валков 10. В некоторых случаях в качестве теплового барьера между расплавленным металлом и магнитом 20 может быть вложен слой высокотемпературной керамики.
Магнитный поток выходит и входит в полюсные поверхности 24а и 24б в направлении, перпендикулярном к полюсным поверхностям 24а и 24б магнита. Часть магнитного потока перекрывает пространство между магнитом 20 и сторонами валков 10 и проникает в валки и расплавленный металл, как показано схематически пунктирными линиями на фиг. 4. Вследствие вихревых токов, создаваемых магнитным потоком в валках 10 и в расплавленном металле 12, поле затухает экспоненциально пропорционально расстоянию от указанных металлических поверхностей. Взаимодействие этих вихревых токов (текущих в существенно вертикальных петлях) с горизонтальным магнитным полем, создающим их, приводит к появлению электромагнитной силы, которая уравновешивает силы, выдавливающие ванну расплавленного металла в осевом направлении наружу в конце зазора между валками. В результате расплавленный металл 12 удерживается вблизи конца зазора между валками 10 и магнитом 20.
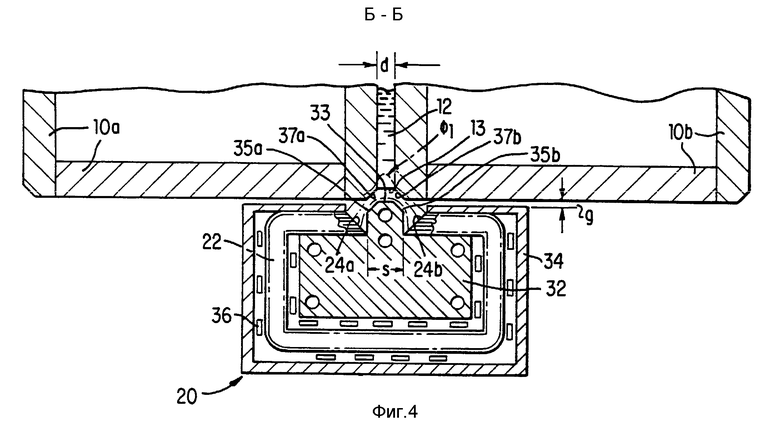
Сердечник 22 и витки 36 катушки окружены внутренним экраном 32 и наружным экраном 34 для защиты от вихревых токов за исключением полюсных поверхностей 24а и 24б. Экраны 32 и 34 электрически соединены без образования электрически короткозамкнутого витка вокруг магнитного сердечника 22 и 36 катушки. Экраны 32 и 34 концентрируют магнитный поток между полюсными поверхностями 24а и 24б и уменьшают утечку потока в пространстве вокруг сердечника 22. Поверхности 33 внутреннего экрана 32 расположены рядом с боковой стенкой 13 расплавленного металла. Форма соседней поверхности внутреннего экрана 33 и степень ее отделения от кромок валков и расплавленного металла 12 оказывают влияние на общее распределение магнитного потока.
Когда переменное магнитное поле с амплитудой B0, меняющейся со временем t, накладывается параллельно на проводящий лист с удельным электрическим сопротивлением ρ, то магнитное поле В и плотность У вихревых токов в проводящем листе ослабляются и сдвигаются по фазе по мере их проникновения через поверхность листа. Эти изменения зависят от расстояния магнитного поля от проводящей поверхности X, магнитной проницаемости проводящего листа m и частоты f переменного поля, как показано в уравнениях 1 и 2
Βx = Β0ε-x/δcos(ωt-x/δ) (1)
Ix = (ω/μρ)1/2B0ε-x/δcos(ωt+π/4-x/δ) (2)
где ε = 2,75;
ω = 2πf;
δ = (ρ/μπf)1/2 глубина проникания.
Как показано уравнениями (1) и (2), магнитное поле и вихревые токи проникают в боковую стенку валков и расплавленного металла на очень небольшие глубины поверхностного слоя, например, их значения снижаются до 10% от поверхностного значения на глубинах x 2,3 δ. Можно показать, что общее экспоненциально уменьшающееся поле в проводнике эквивалентно воображаемому равномерно распределенному полю, заключенному в поверхностном слое проводника глубиной x d.
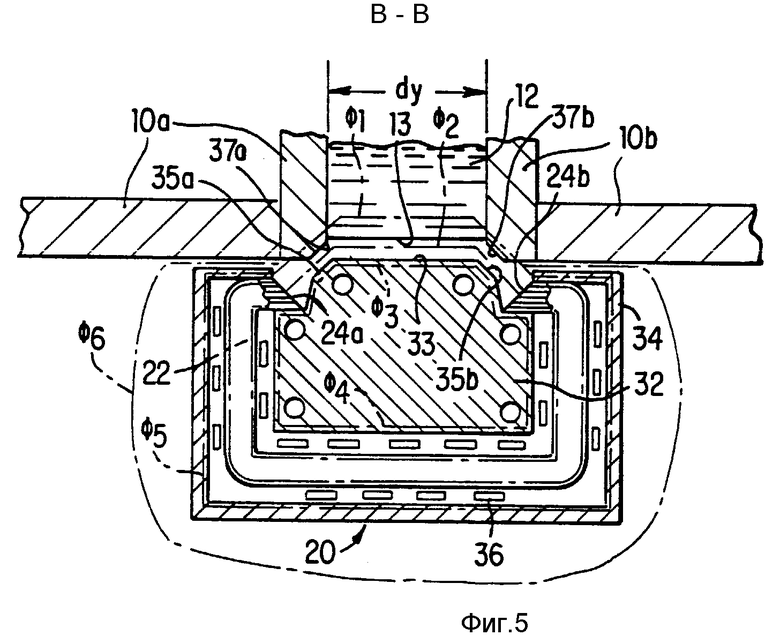
Как показано пунктирными линиями магнитного потока на фиг. 4 и 5, только поток F1, который проникает в расплавленный металл, генерирует силу удержания. Поток Φ2 в воздушном пространстве между соседними поверхностью 33 внутреннего экрана 13 и поверхностью 13 боковой стенки расплава, а также потоки Φ3, Φ4 и Φ5 в стенках экранов и поток Φ6 в воздухе, окружающем магнит 20, не взаимодействует с расплавленным металлом для его удержания.
Как видно из фиг. 4 и 5, отношение удерживающего потока Φ1 к общему потоку
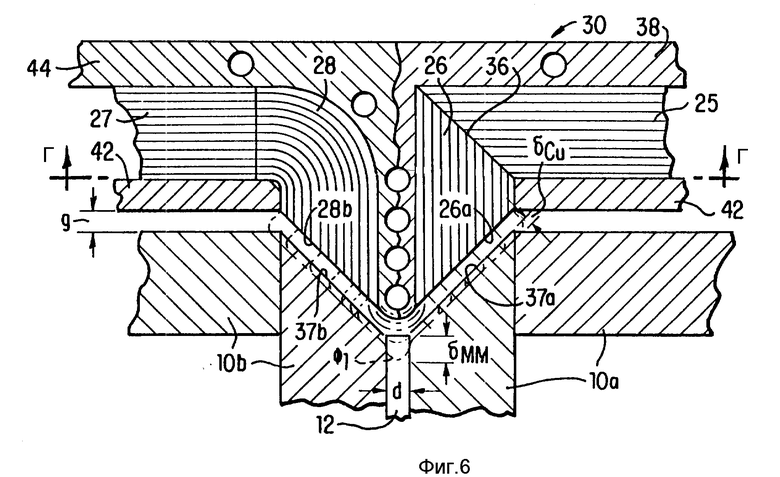
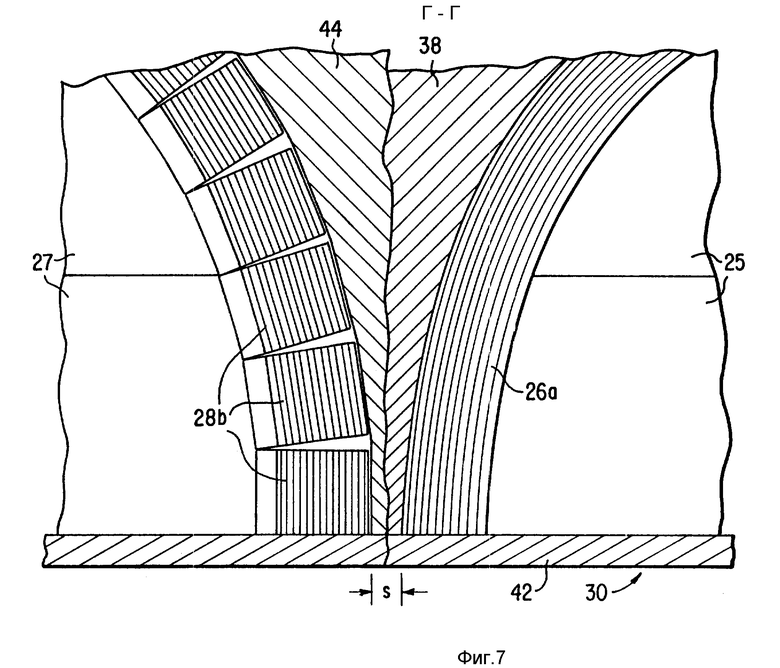
улучшается, особенно вблизи захвата валков, при изготовлении кромок валков и соседней с ними поверхности 33 внутреннего экрана с параллельными скошенными поверхностями 37 и 35 соответственно и обеспечении дополнительной формы полюсных поверхностей 24а и 24б магнита, распложенных в основном перпендикулярно к плоскостям скошенных поверхностей 35 и 37. В этом варианте изобретения фиг. 4 и 5 показывают каждая выполнение магнита 20 на двух уровнях расплавленного металла, каждая предусматривает расположенные под углом полюсные поверхности 24а и 24б для использования их со скошенными кромками валков, имеющими соответствующую взаимодополняющую форму.
В одном варианте изобретения, показанном на правой половине фиг. 6 и 7, магнитный сердечник 25 разрезан под углом 45o для образования стыкового соединения 36 с полюсом 26. Полюсная поверхность 26а параллельна поверхности 37 кромки валка 10а, расстояние между поверхностью 26а и поверхностью 37 немного больше, чем тепловое расширение валка 10.
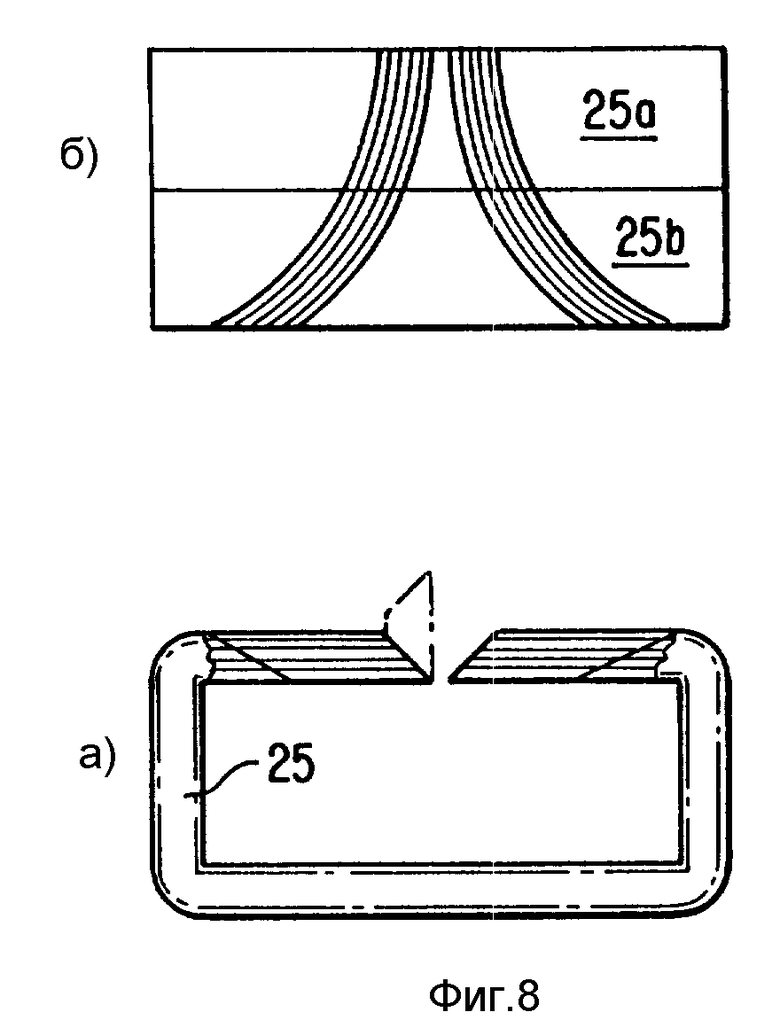
Фиг. 8 и 9 иллюстрируют в аналогичном масштабе как изготовляются сердечник 25 и полюса 26 на станке из сердечников ленточной навивки. Фиг. 8 представляет собой вид сверху и спереди сердечника 25, изготовленного из двух секций 25а и 25б, сложенных стопкой поверх одна другой.
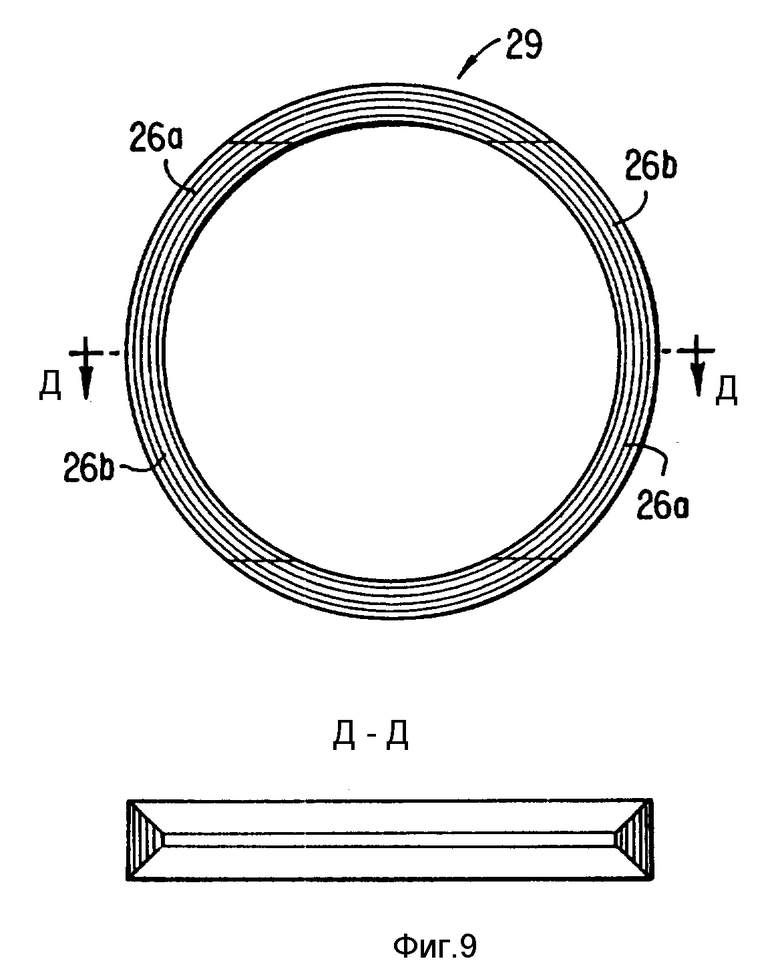
В соответствии с другим вариантом изобретения, как показано на фиг. 9, полюса 26 изготовлены отрезанием их от обработанного на станке тороидального сердечника ленточной навивки, обозначаемого в общем номером позиции 29. Как показано на правой стороне фиг. 6 и 7, внутренний экран 38 и наружный экран 42 охватывают сердечник 25 и полюса 26 за исключением воздушного зазора, который препятствует этим экранам быть короткозамкнутым витком для потока в сердечнике. Внутренний и наружный экраны 38 и 42 вынуждают поток сердечника направляться в полюсную поверхность 26а. Катушка возбуждения, не показанная на фиг. 6 и 7, намотана на эти экраны 38 и 42, как будет более подробно описано ниже.
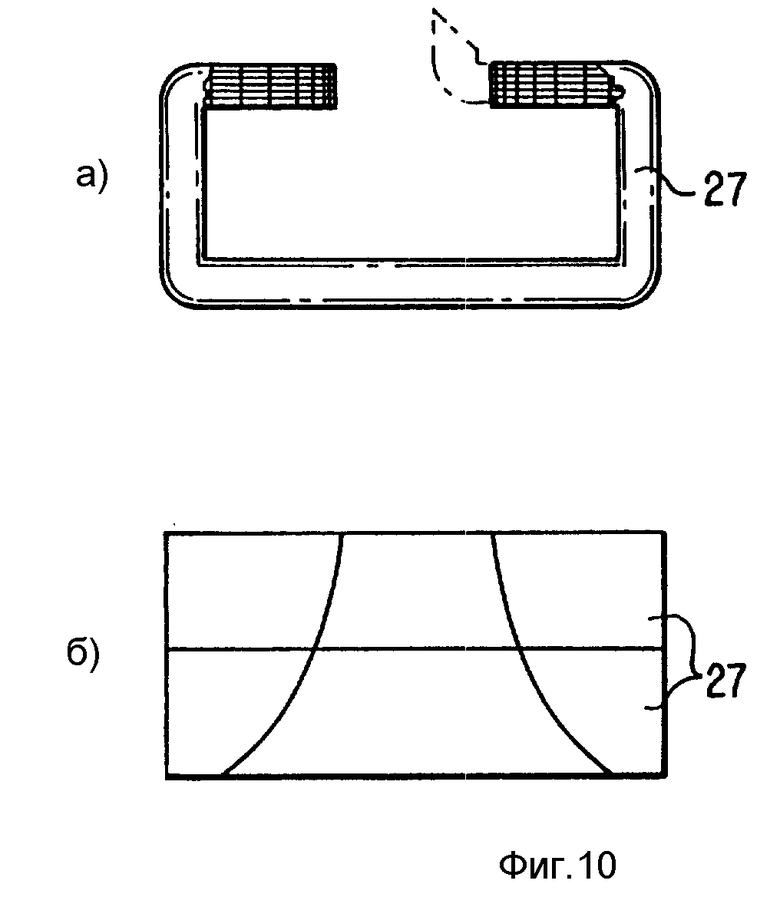
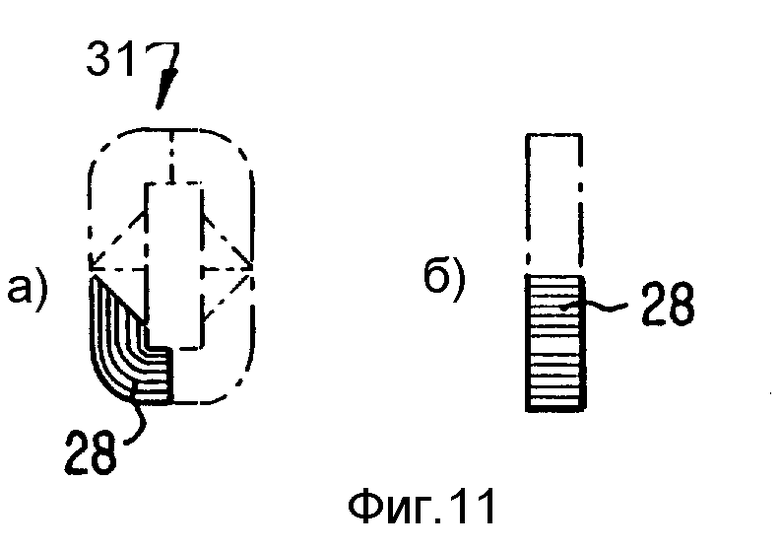
На левой стороне фиг. 6 и 7 показан другой вариант выполнения устройства магнитного удерживания согласно изобретению, в котором магнитный сердечник 27 разрезан под углом 90o для стыкового соединения с некоторым количеством полюсных частей 28 (фиг. 11), полюсные поверхности 28б которых расположены параллельно к скошенной поверхности 37 валка 10б. Фиг. 10 и 11 показывают в аналогичном масштабе изготовление сердечника 27 и полюсных частей 28 на станке из сердечников ленточной намотки, в общем обозначаемых номером позиции 31. Внутренний экран 44 и наружный экран 42 удерживают и направляют поток в сердечнике, как показано на левой стороне фиг. 6.
Сравнение фиг. 4 с фиг. 6 показывает, что для одинаковых диаметров валков магнитная цепь фиг. 6 имеет лучшее отношение удерживающего потока Φ1 к полному потоку ψ. Как показано на фиг. 6, поток полюсных поверхностей больше проникает в кромки валков 10а и 10б и следовательно в расплавленный металл 12, чем в случае конфигурации, показанной на фиг. 4.
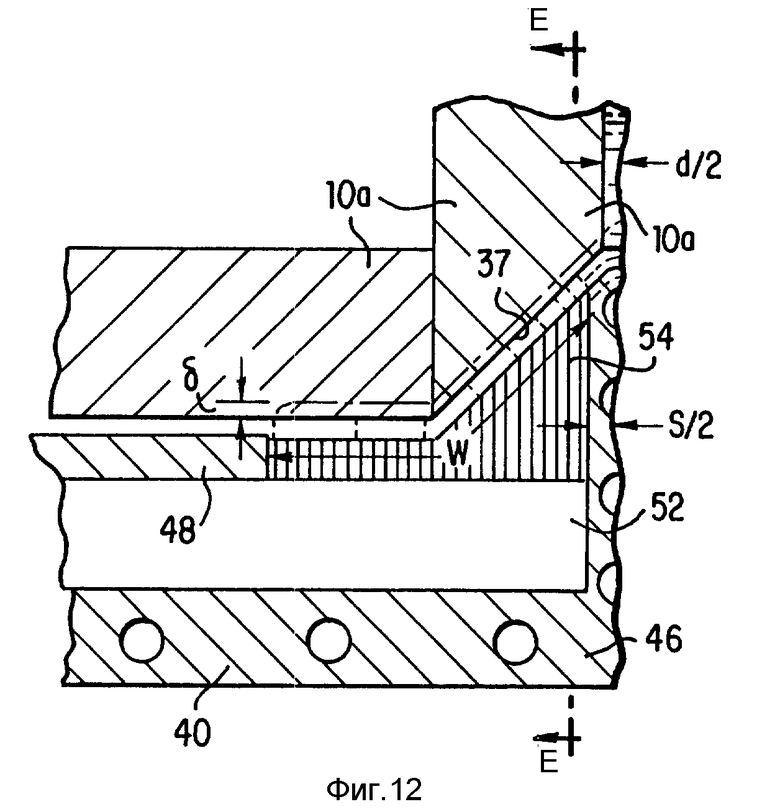
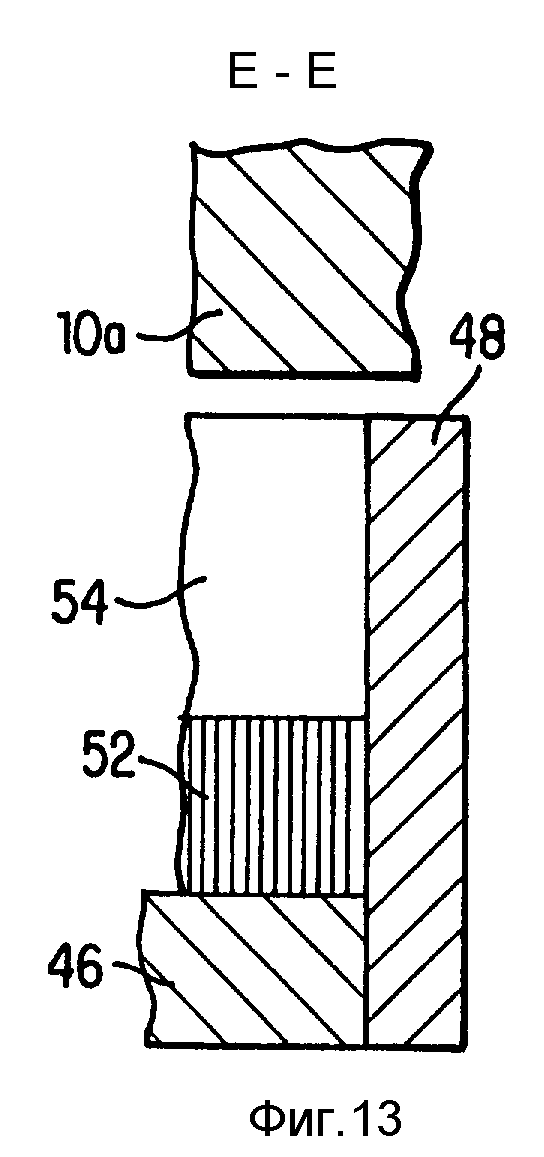
Фиг. 12 и 13 изображают другую разновидность магнита 40, применяемую в соответствии с принципами изобретения. В этой конструкции ширина W поверхности полюса 54 сделана больше, чем скошенная кромка 37 валка 10а. Полюс 54 простирается вдоль боковой стенки валка, расположенной перпендикулярно к оси валка. Увеличенный полюс 54 увеличивает поверхность валка, собирающую поток над ее глубиной d проникания, тем самым повышая плотность потока в расплавленном металле. Изменяя ширину W полюса 54 при изменении расстояния от дна ванны (захвата), можно регулировать плотность потока в боковой стенке расплавленного металла и в валках 10. Изменением ширины W полюса 54 можно регулировать силу бокового удержания и рассеяние энергии на единицу площади (обе эти величины пропорциональны квадрату плотности потока) для приведения их в соответствие с потребностями процесса.
В варианте, показанном на фиг. 12, полюс 54 магнита может быть отрезан от обработанного на станке тороида ленточной намотки путем использования метода, описанного для полюса 26 на фиг. 6. Магнитный сердечник 52 имеет форму, аналогичную форме сердечника на фиг. 10, за исключением того, что сердечник 52 изготовлен либо из штампованных пластин, либо из прямых секций, подобных секции сердечника, обозначенного номером 99 на фиг. 23. Пластины сердечника на фиг. 12 расположены под прямым углом в сравнении со строением пластин сердечников ленточной навивки показанных на фиг. 3, 4, 6, 8 и 10, что облегчает проникание части потока из сердечника 52 в выступающую часть полюса 54. Экраны 46 и 48, защищающие от вихревых токов, удерживают и направляют поток из сердечника и действуют как теплоотводы.
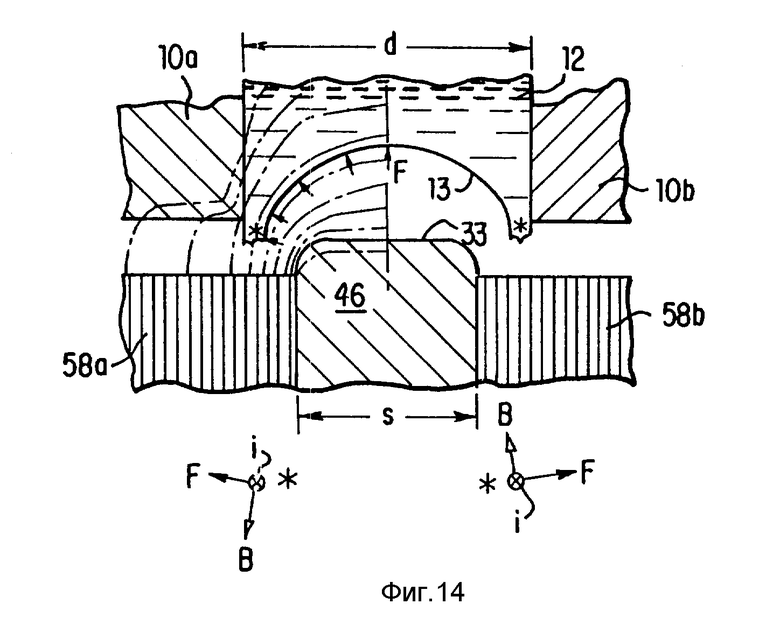
Для бокового удержания расплавленного металла главная составляющая горизонтального магнитного поля В должна быть в направлении, перпендикулярном к осям валков. Это не будет иметь места вблизи края валка, если расстояние S между полюсами будет превышать расстояние d между валками. Как показано на фиг. 14, где S меньше, чем d, главная составляющая поля В между полюсами 58а и 58б вблизи краев валков параллельна осям валков. Следовательно, магнитная сила F вблизи этих краев направлена преимущественно перпендикулярно к осям валков, и расплавленный металл не будет удерживаться вблизи краев валков. Направление поля В, вихревой ток i и сила F показаны для расположения боковой стенки, отмеченного звездочками на фиг. 14.
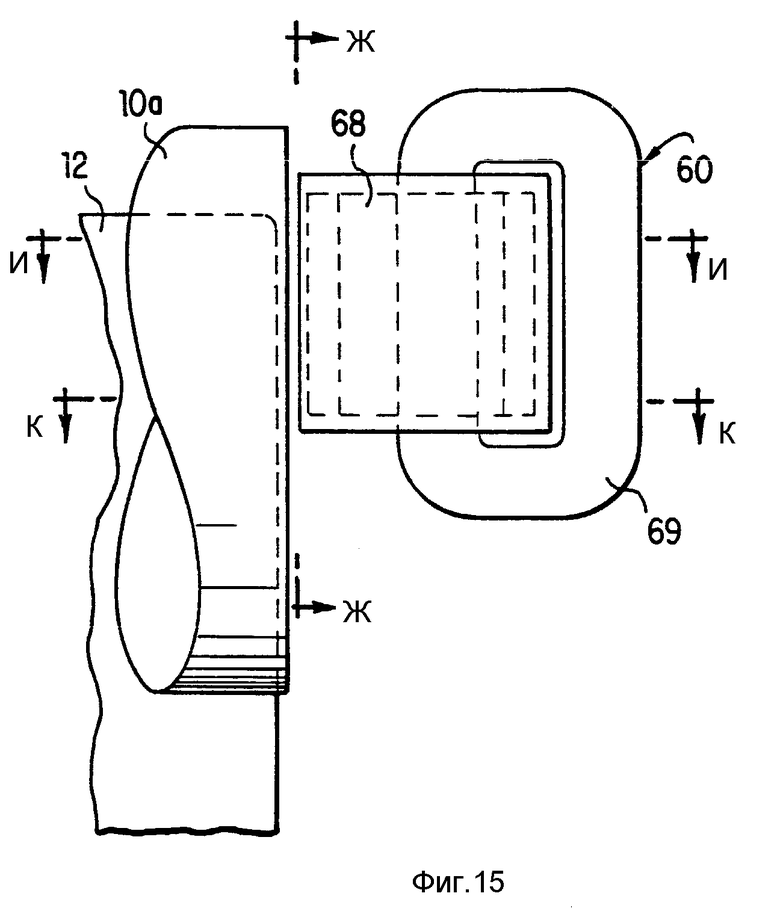
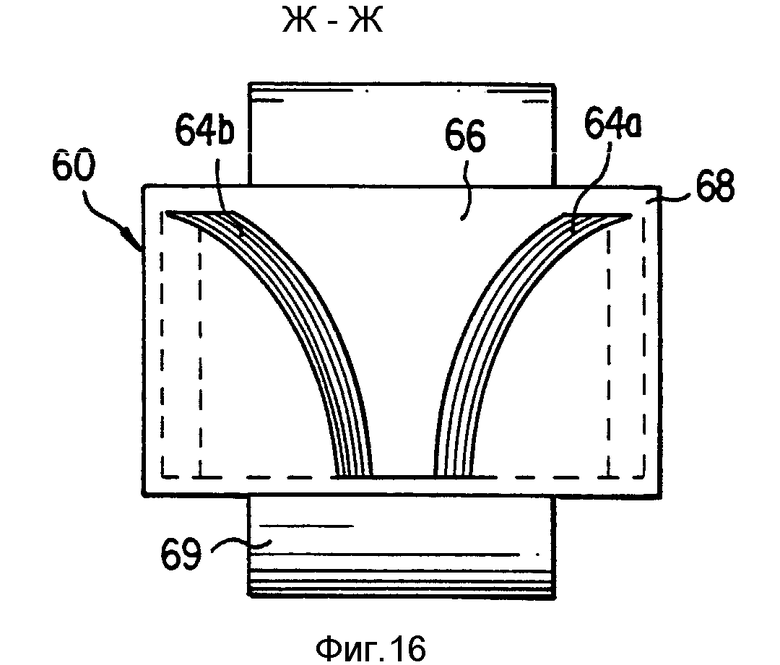
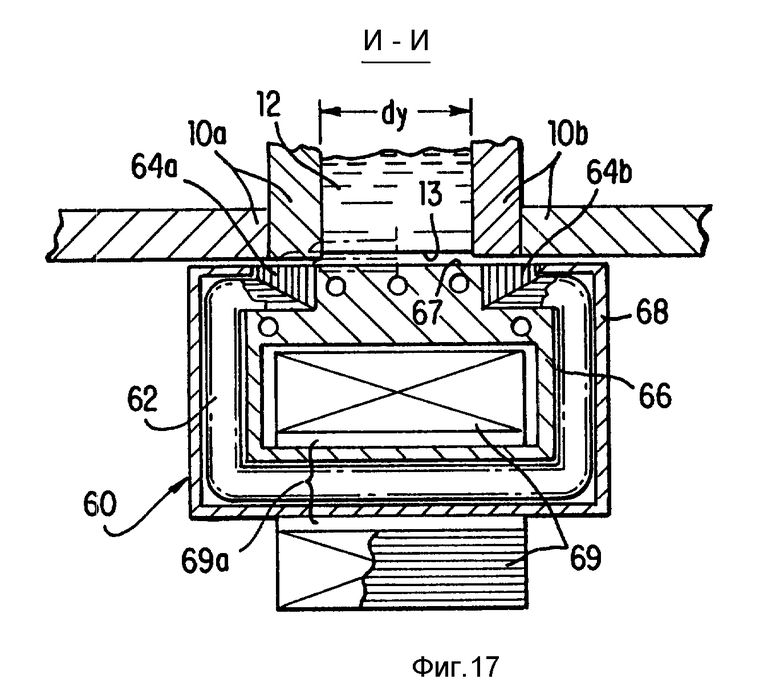
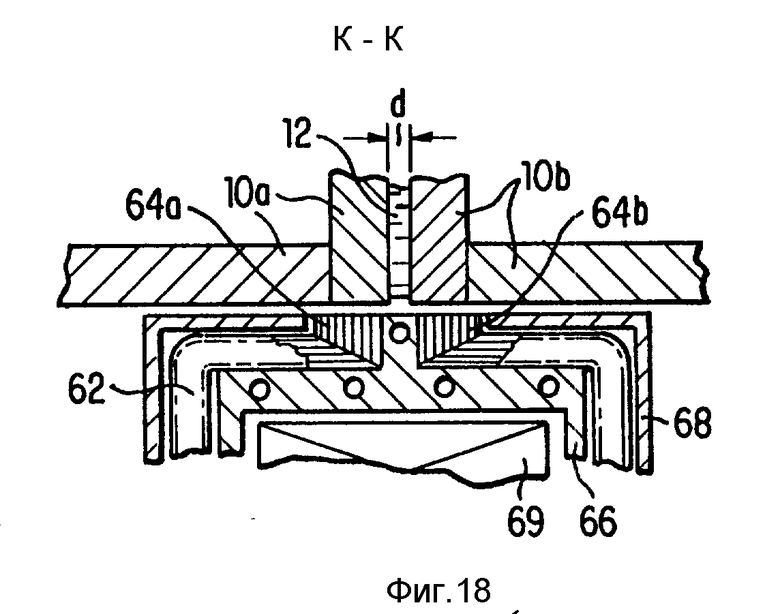
Еще одна модификация изобретения представлена магнитом 60, изображенным на фиг. 15 19. В этом варианте поверхности полюсов магнита перпендикулярны осям валков, и магнитный поток испускается из полюсных поверхностей в направлении, параллельном осям валков. Как показано на фиг. 19, поверхность 67 внутреннего экрана 66 лежит в той же плоскости, что и поверхности полюсов 64а и 64б магнита, S > d, и полюсные поверхности 64 магнита отделены от поверхности валков зазором g.
В отличие от варианта конструкции, показанного на фиг. 1 5, внутренний экран 66 и наружный экран 68 установлены рядом с магнитным сердечником 62, и катушка 69 магнита навита на заднюю четверть или заднее плечо 69а магнита 60. В предпочтительном варианте катушка 69 магнита навивается из изолированных тонких параллельно соединенных медных пластин с целью снижения потерь на вихревые токи, и в обмотки катушки встраиваются водоохлаждаемые теплоотводы. Вместо медных листов катушка 69 может быть навита из проволоки LITZ, размещенной вокруг водоохлаждающих теплоотводов (медные трубы), или из тонкостенных водоохлаждаемых труб.
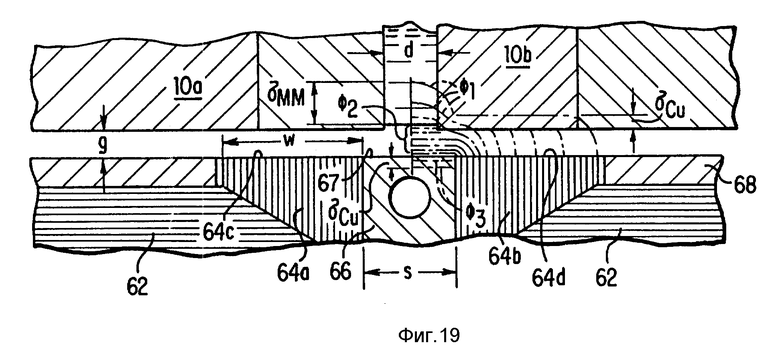
Магнитная проницаемость ферромагнитных материалов гораздо больше, чем магнитная проницаемость воздуха, расплавленного металла и меди (фиг. 18 и 19), поэтому магнитодвижущая сила катушки 69 используется, в первом приближении, для того, чтобы загонять поток между полюсными поверхностями 64с и 64d. Плотность потока обратно пропорциональна длине пути магнитного потока, поэтому плотность потока на полюсных поверхностях 64с и 64d уменьшается с горизонтальным расстоянием от внутреннего экрана 66. Отношение удерживающего потока F1, показанного на фиг. 5, к полному потоку
равно η и зависит от геометрии цепи и рабочей частоты. Магнитные потоки экранов F4 и Φ5 и поток утечки Φ6 намного меньше, чем потоки Φ1, Φ2 и Φ3. Поэтому можно аппроксимировать
η ≈ Φ1/(Φ1+ Φ2+ Φ3) (3)
Зазор g, который разделяет валки 10 и магнит 60, определен тепловым расширением валков и толщиной слоя высокотемпературной керамики (не показан), покрывающим поверхность магнита 60, если такой слой применяется.
Для геометрии, показанной на фиг. 17 19, распределение поля может быть установлено методом графического изображения поля или с помощью подходящего компьютерного кода. У захвата, как показано на фиг. 18 и 19, большая часть удерживающего магнитного потока входит в расплавленный металл из окружающего валки пространства.
Отношение плотности магнитного потока в боковой стенке расплавленного металла Bмм к плотности потока в валке BCu вблизи расплавленного металла обратно пропорционально глубине проникания для двух материалов
Bмм/Bси≈ δси/δмм (4)
Удерживающий магнитный поток Φ1 аккумулируется боковой стенкой валка и возрастает с шириной W полюса. При входе в боковую стенку валка магнитный поток вынуждается вихревыми токами течь горизонтальным слоем, эквивалентным одной глубине δси проникания, вызывая сжатие потока. Для средней плотности магнитного потока в плюсах, Bр, плотность магнитного потока в поверхности валков равна
Bси≈ BpηW/δси (5)
Сжатие магнитного потока может быть выражено как
Bси/Bp ≈ ηW/δси (6)
При широких полюсах магнита плотность потока у краев валков может быть сделана намного больше, чем это возможно достичь с ферромагнитными вставками в кромках валков (вставки имеют ограничения по плотности потока насыщения ≅ 19 кГс). Объединяя уравнения (4) и (5), получаем плотность магнитного потока в глубине проникания для расплавленного металла
Bмм≈ BpηW/δмм (7)
Например, для условий, показанных на фиг. 19, приблизительно 30% магнитного потока полюса входит в боковые стенки валков ( η≈0,3). При 3 кГц глубина проникания у расплавленного металла и меди, находящейся при комнатной температуре, будет соответственно равна 1,1 и 0,12 см. Для полюсных поверхностей шириной 3,3 см и средней плотности магнитного потока Bp 6 кГс плотность магнитного потока в расплавленной стали будет согласно уравнению (7)
Bмм≈6 кГс•0,3•3,3 см/1,1 см 5,4 кГс.
Пиковая плотность магнитного потока в медных валках была бы по уравнению (5)
BCu≈6 кГс•0,3•3,3 см/0,12 см 49,5 кГс.
Отношение плотности магнитного потока Bins на краю полюса вблизи внутреннего экрана 66 к плотности магнитного потока Bouts на краю полюса вблизи наружного экрана 68 равно
BINS/BOUTS≈(S + 2W)/S (8)
Для условий, показанных на фиг. 19, это отношение равно
Важно, чтобы эти различия в плотности магнитного потока не вызывали насыщения или чрезмерных потерь внутри полюсов и в сердечнике. При заданных значениях d, g и s у захвата ширина полюса W и плотности магнитного потока удерживающего магнита могут быть оптимизированы для желаемой высоты расплавленного металла из уравнений (3), (7) и (8).
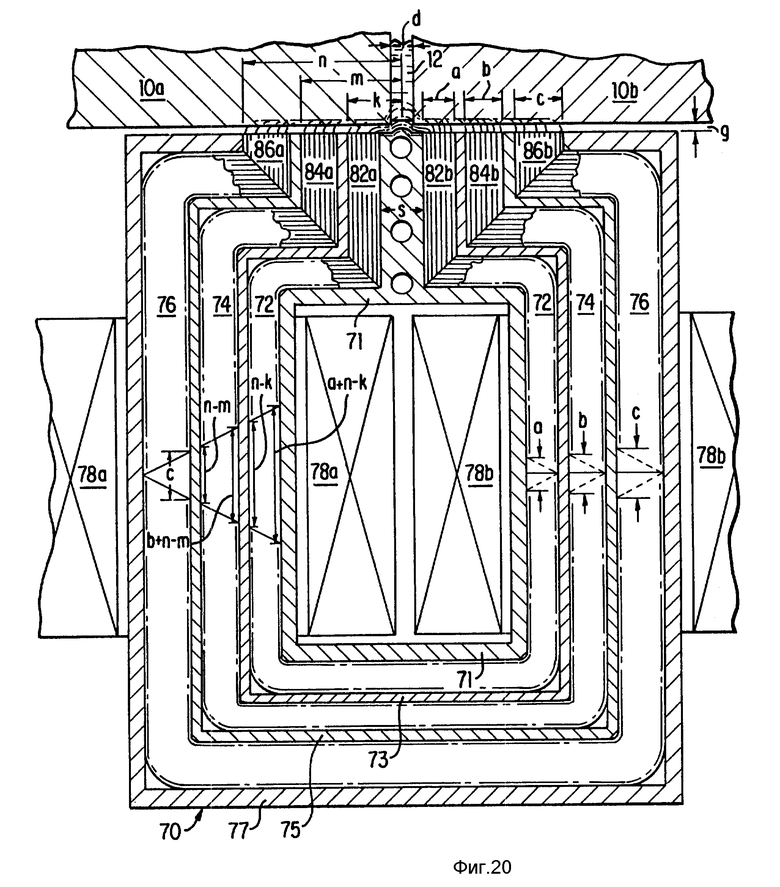
Фиг. 20 изображает горизонтальный разрез через захват магнита 70 согласно изобретению. Большая эффективная ширина полюса достигается с помощью трех сердечников 72, 74 и 76, разделенных медными экранами 73, 75 и охваченных внутренним экраном 71 и наружным экраном 77. Эти экраны также служат в качестве теплоотводов. Сердечники 72 и 74 имеют полюса 82a, 84a, 86a на левой стороне и полюса 82b, 84b и 86b на правой стороне внутреннего экрана 71, ширина их полюсов равна соответственно "a", "b" и "c". Эффективная ширина полюса равна W a + b + c. Фиг. 20 иллюстрирует три из многих различных режимов регулирования магнитного потока, возможных с данным вариантом осуществления изобретения.
Обращаясь к правой половине разреза на фиг. 20 и сердечника 72, 74 и 76 без воздушных промежутков, видим, что отношения плотности магнитного потока на внутренней стороне BINS плотности магнитного потока на наружной BOUTS для полюсов 82b, 84b и 86b равно
При катушках 78a и 78b, общих для всех сердечников, отношение пиковой плотности магнитного потока в полюсах 82, 84 и 86 равно
Выполняя треугольные вырезы в сердечниках 72, 74 и 76 с основаниями на поверхностях внутреннего сердечника, равными ширинам полюсов соответствующих сердечников, и вершинами на других поверхностях, как показано штрихованными линиями в правой половине разреза на фиг. 20, плотность магнитного потока над каждой шириной "a", "b" и "c" постоянна (BINS BOUTS) и отношения плотности магнитного потока становятся равны
Пунктирные линии магнитного потока в правой половине разреза на фиг. 20 иллюстрируют условие для уравнения (11) и потока Φ1.
Обращаясь к левой половине разреза на фиг. 20 с сердечниками 72, 74 и 76, имеющими треугольный вырез, выполненный через все три сердечника, с относительными размерами, как указано, видим, что все три магнитные цепи приблизительно равны и отсутствует градиент плотности магнитного потока через полюса. Как показано пунктирными линиями в левой половине разреза, плотность магнитного потока на всех трех полюсах
B82 B84 B86≈1/2 n (12)
Относительно большие воздушные промежутки в сердечниках 72 и 74, образованных треугольным вырезом, выполненным через сердечники 72, 74 и 76, можно было бы подразделить для уменьшения потерь на вихревые токи в участках экранов 71, 73 и 75, окружающих эти промежутки.
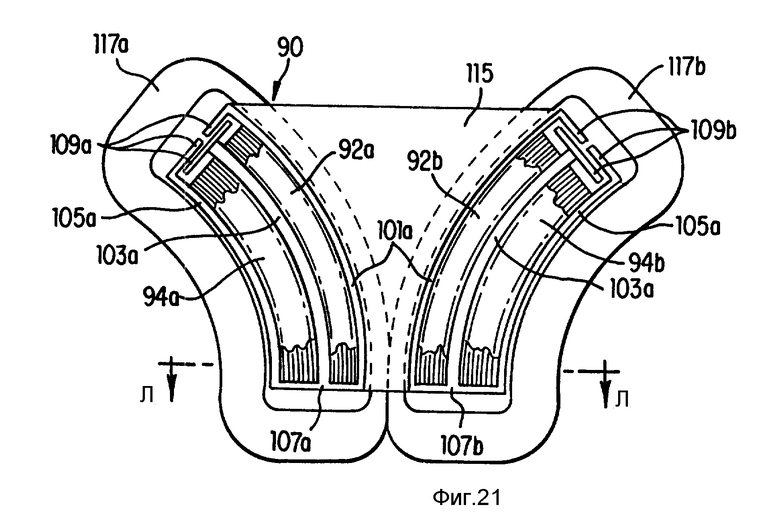
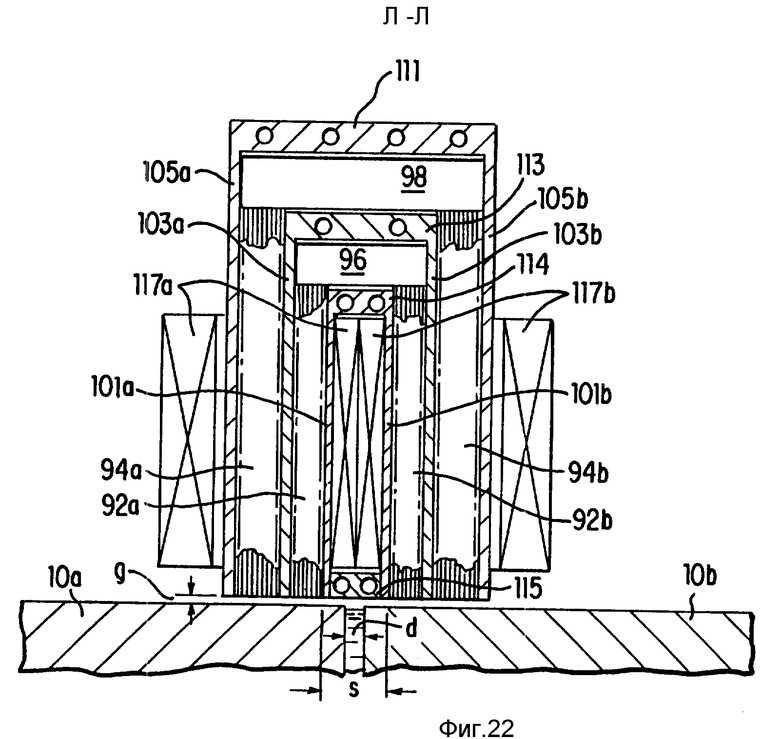
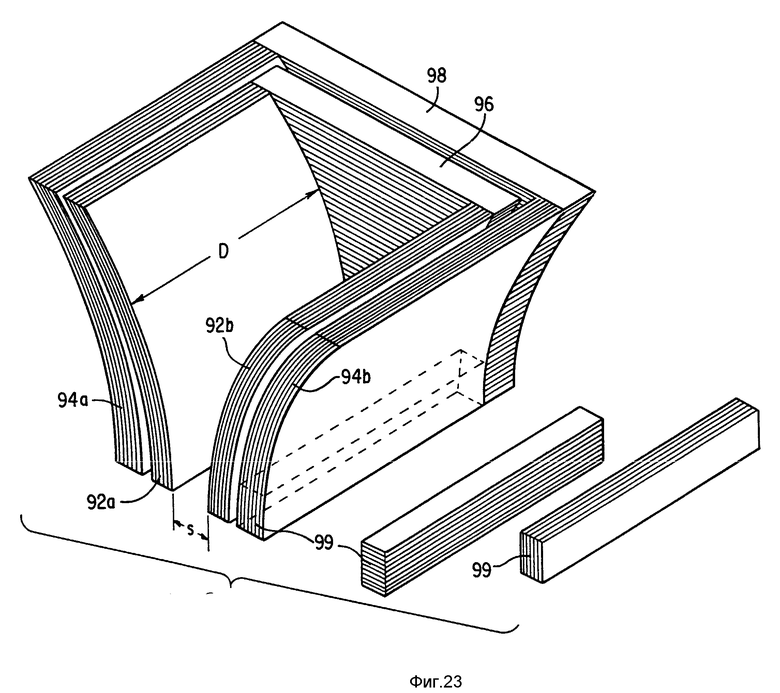
Еще один вариант осуществления изобретения показан на фиг. 21 23. В магните используются дуговые секции, вырезанные из ферромагнитных цилиндров ленточной навивки. Для приготовления дуг для секций 92а, 92б сердечника используется короткий цилиндр, а более длинный цилиндр, имеющий меньший диаметр, используется для наружных секций 94а и 94б сердечника. Лицевые поверхности сердечников, расположенные напротив валков 10а и 10б, представляют собой полюса магнитов. Другой конец сердечников 92а и 92б соединен ферромагнитным ярмом 96, а сердечники 94а и 94б соединены ферромагнитным ярмом 98. Фиг. 23 показывает ферромагнитные компоненты, они магнитно эквивалентны узлу, показанному на правой стороне фиг. 20, если удалить из фиг. 20 самые крайние сердечники 76 и полюса 86. Как магнит на фиг. 20, так и магнит на фиг. 21 может иметь больше или меньше секций сердечника и секций полюсов, включенных параллельно, в зависимости от назначения и заданной эффективной ширины W полюса.
Сердечник и ярмо магнита 90 заключены в не замыкающие накоротко водоохлаждаемые экраны для защиты от вихревых токов, содержащие дуговые секции 101, 103 и 105 с концевыми секциями 111, 113, 114 и 115, нижние секции 107 и верхние секции 109. Глубина D нижнего полюсного узла определена выбором внутреннего полюсного промежутка S и площади (S • D), требуемой для размещения катушек 117, экранов 101 и конечных секций 114 и 115.
Для диаметров валков, возможно, окажется нецелесообразным изготовлять большие цилиндры ленточной навивки. В этом случае сердечники магнита 90 могут быть выполнены из большего числа одинаковых ламинированных секций 99 (кирпичи или строительные блоки), как показано на фиг. 23. Эти секции 99 могут иметь слои в горизонтальной или вертикальной плоскости. Вертикальная ориентация слоев дает в результате меньшие потери на вихревые токи в окружающих экранах.
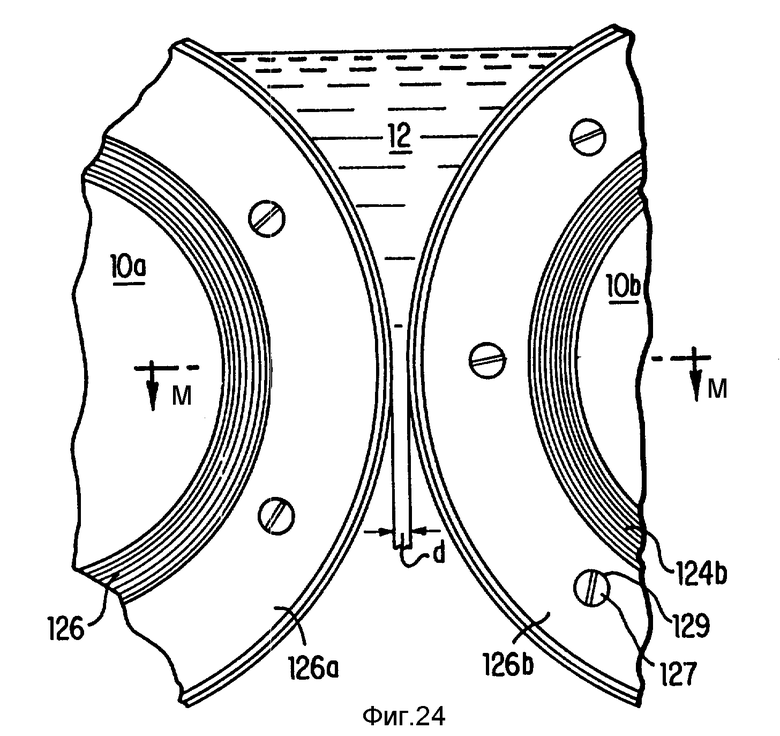
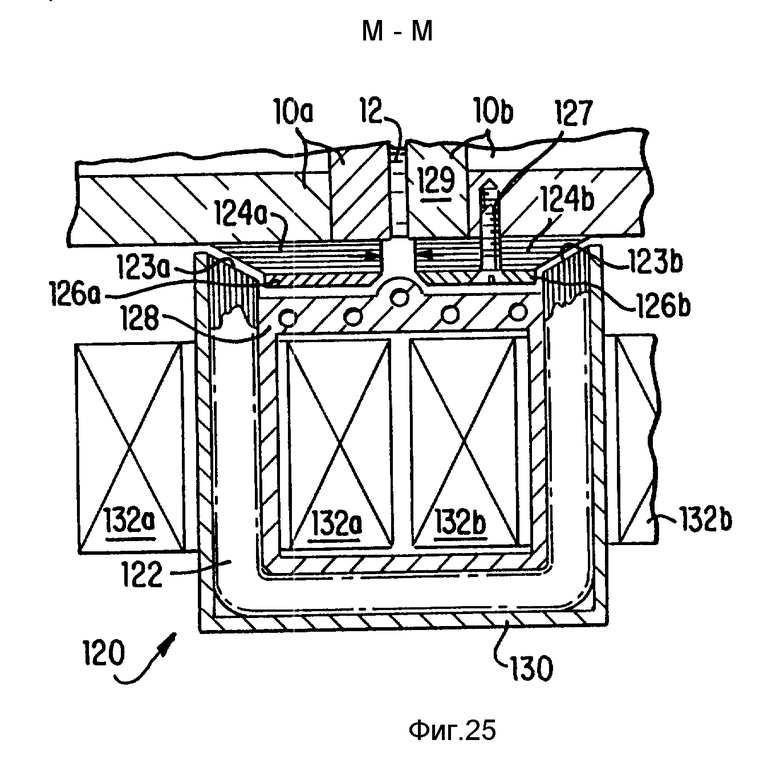
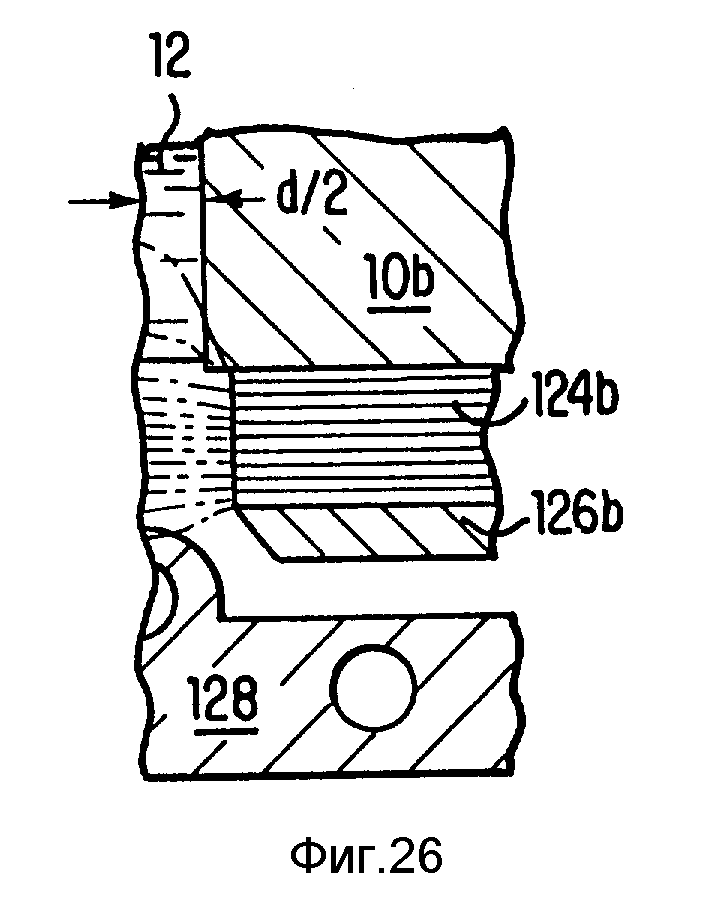
Другое воплощение изобретения изображено на фиг. 24 26. Этот вариант конструкции является комбинацией большого числа тонких, изолированных, ферромагнитных дисков 124, смонтированных на валках 10, и отдельного стационарного магнита 120, который намагничивает вращающиеся диски 124. Фиг. 24 показывает ферромагнитные диски 124а, смонтированные на валке 10а через твердый медный диск 126а посредством винтов 127 и изолирующих втулок 129. Ферромагнитные диски 124б смонтированы на валке 10б через медный диск 126б посредством винтов 127 и изолирующих втулок 129. Магнит 120, показанный в разрезе на фиг. 25, состоит из сердечника 122, заключенного между внутренним экраном 128 и наружным экраном 130. Эти экраны соединены между собой; зазор между двумя экранами не позволяет экранам стать короткозамкнутым витком. Катушки 132а и 132б магнита охватывают экранированный сердечник.
Фиг. 26 представляет собой увеличенное изображение одной половины захвата, показанного на фиг. 25, иллюстрирующее распределение магнитного потока. Вариант конструкции фиг. 24 и 25 вызывает гораздо меньше потерь на вихревые токи в валке 10, чем предыдущие варианты, потому что очень малая доля потока проникает в валки. Это особенно справедливо, когда s d. В противоположность магнитам 20, 30, 40, 60, 70 и 90 комбинация магнита 120 и дисков 124 производит поле, которое направлено существенно перпендикулярно к осям валков даже тогда, когда s ≅ d. Как показано на фиг. 4, 6, 13 и 14, это не имеет места в прежних магнитах. Для s d и комбинации смонтированных на валках дисков 124 и магнита 120 расплавленный металл будет удерживаться ближе к краю валков 10, чем это имеет место с прежними валками. Достижимые высоты ванны ограничены насыщением диска и сердечника.
Недостатком ферромагнитных дисков, смонтированных на валках, является большая круговая утечка поля, испускаемого дисками за пределы площади ванны.
Для s > d магнитное поле, создаваемое магнитом 120 и передаваемое через диски 124 к краям валков 10 и боковой стенке ванны расплавленного металла 12, может быть сделано значительно большим, чем это требуется для бокового удержания. В этом варианте изобретения для удержания используется эффект экранирования вихревых токов медными валками 10 с целью ограничить оттеснение боковой стенки ванны 12, уравнение (1) показывает быстрое ослабление поля как функции расстояния x от поверхности. Это магнитное поле, которое значительно больше, чем требуется для удержания, может быть создано любым из магнитов.
Магнитное поле может быть увеличено в 100 раз по сравнению с тем, что необходимо для бокового удержания расплавленного металла в случае, если отсутствует эффект экранирования проводящими элементами.
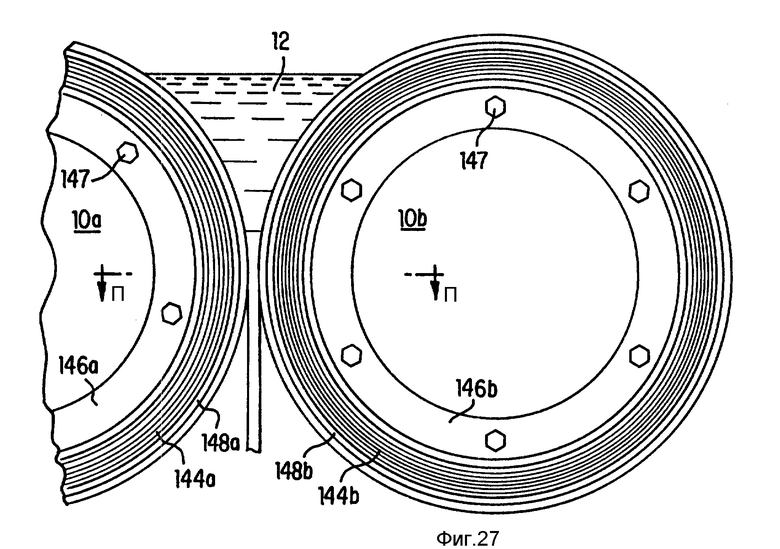
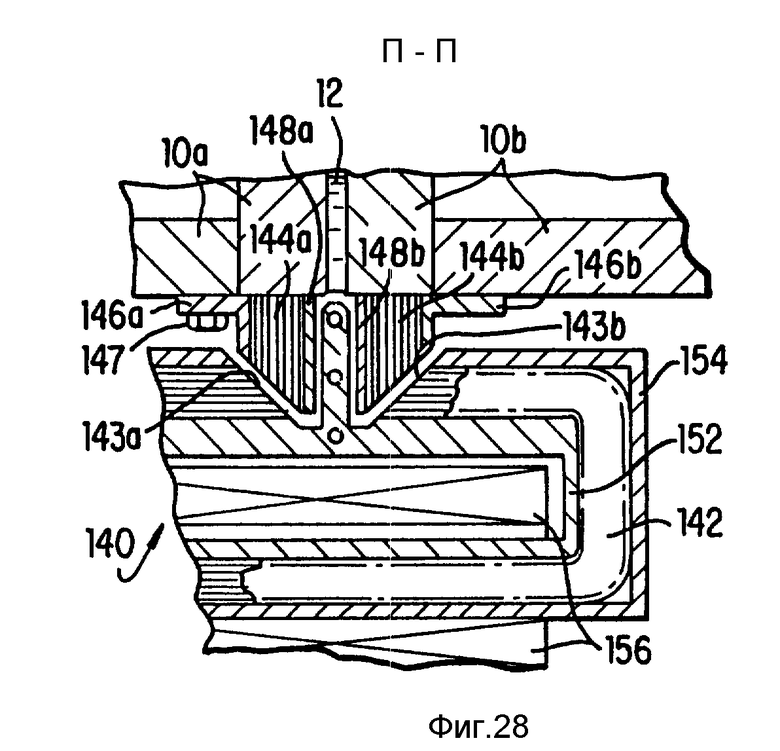
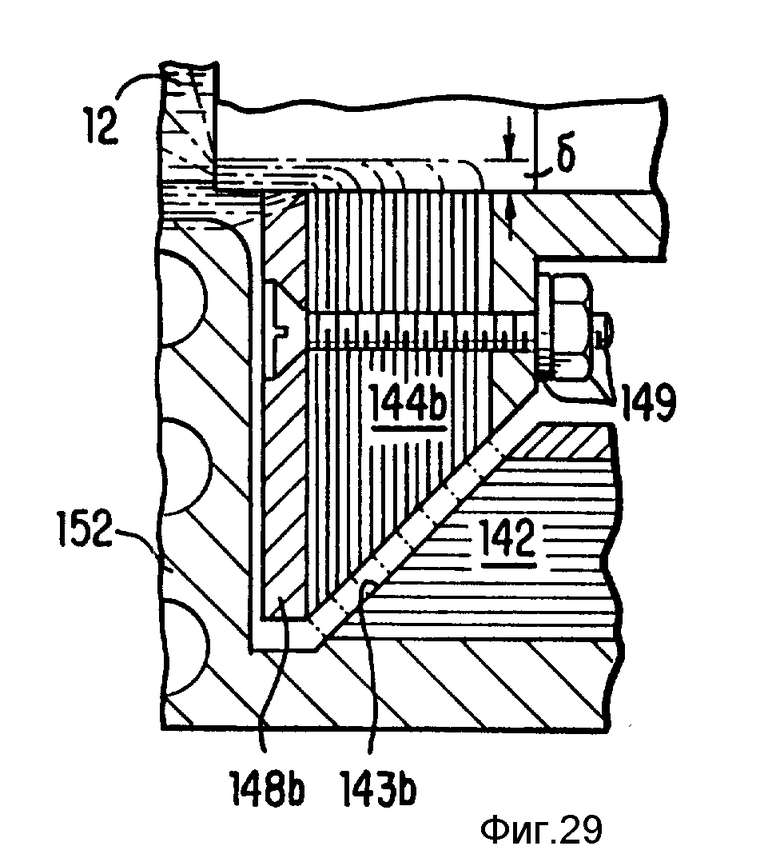
Еще одна модификация магнита изображена на фиг. 27 29. Этот вариант изобретения представляет собой комбинацию ферромагнитных тороидов 144 ленточной вставки, смонтированных на валках 10, и отдельного стационарного магнита 140 для намагничивания вращающихся тороидов 144. Фиг. 27 показывает ферромагнитный тороид 144а, смонтированный на валке 10а посредством твердых медных цилиндров 146а, 148а, винтов 147 и изолированных монтажных крепежных изделий 149. Ферромагнитный тороид 144б смонтирован аналогичным образом на валке 10б.
На фиг. 28 показан поперечный разрез магнита 140. Он состоит из сердечника 142, заключенного между внутренним экраном 152 и наружным экраном 154. Экраны 152 и 154 электрически соединены один с другим, а зазор препятствует превращению экранов в короткозамкнутный виток. Катушка 156 магнита охватывает экраны. Экран 152 проступает внутрь зазора между тороидальными узлами 144 для конфигурирования поля и с целью уменьшения утечки магнитного потока, как показано на фиг. 29. Комбинация смонтированных на валках тороидов 144 и магнита 140 более эффективна, чем магнит 60, оттесняет удерживающее поле внутрь валков 10. Потери в полюсе магнита 140 невелики в сравнении с магнитом 60. Эти преимущества должны быть взвешены на фоне дополнительных затруднений с монтажом тороидов 114 на валках и большей утечки магнитного потока, испускаемого из открытой поверхности тороидов.
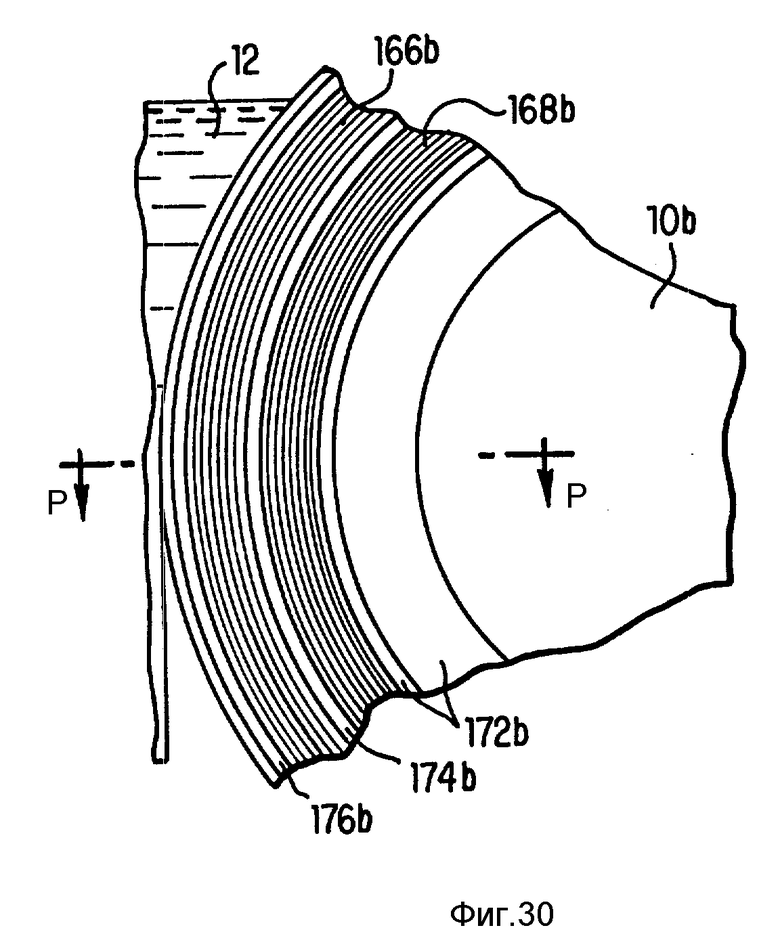
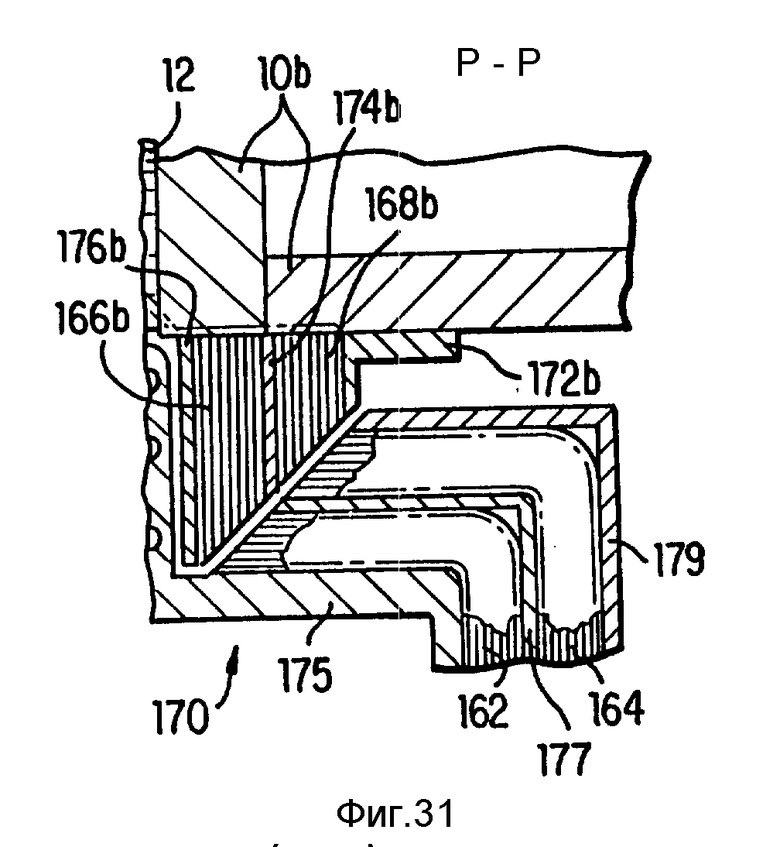
Еще один вариант конструкции магнита изображен на фиг. 30, 31 и 32. Большие глубины ванны требуют больших полей вблизи дна ванны. На фиг. 30 два тороида 166а и 168б размещены между медными обручами 172б, 174б и 176б, смонтированы на валках 10b. Подобно этому, пара тороидов 166а и 168а смонтирована на валке 10а. Фиг. 31 изображает поперечный разрез через правую половину узла бокового удержания, показывающую смонтированные тороиды 166б и 168б и их соответствующие секции 162 и 164 сердечников стационарного магнита 170. Сердечники 162 и 164 уложены в экраны 175, 177 и 179. Внутренний экран 175 используется для формирования поля напротив боковой стенки расплавленного металла и для снижения магнитного потока утечки. Катушка магнита (не показана) охватывает экраны у заднего ярма магнита.
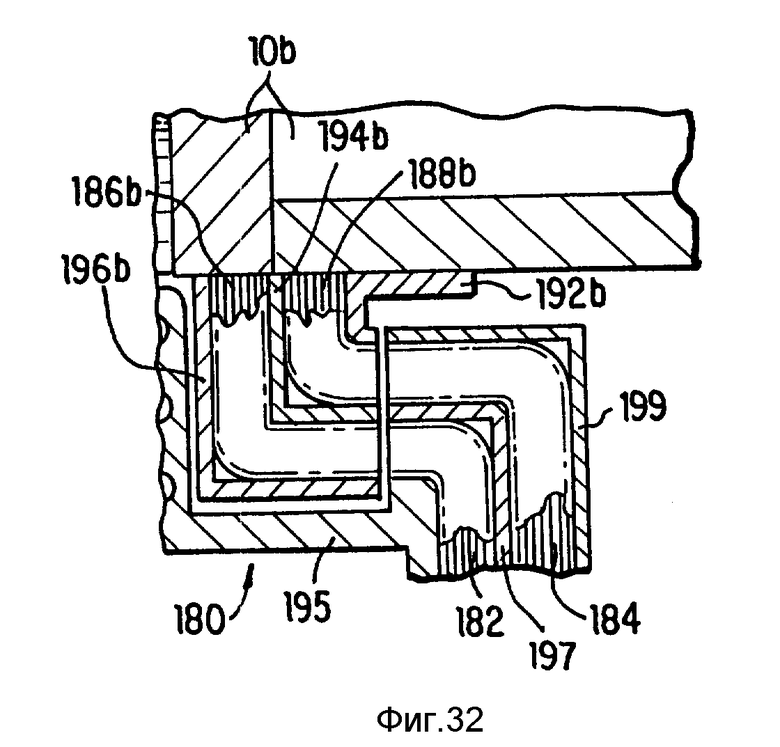
Фиг. 32 показывает вариант, использующий два набора смонтированных на валке квадрантов 186б и 188б, смонтированных вокруг окружности валков 10б и магнита 180 для бокового удержания. Наборы 186б и 188б квадрантов вокруг окружностей валков уложены в медные обручи 192б, 194б и 196б и смонтированы на валке 10б. Сердечники 182 и 184 магнита 180 уложены в экраны 195, 197 и 199. Экран 195 также используется для формирования поля для боковой стенки расплавленного металла. Катушка (не показана) магнита охватывает экраны сзади магнита.
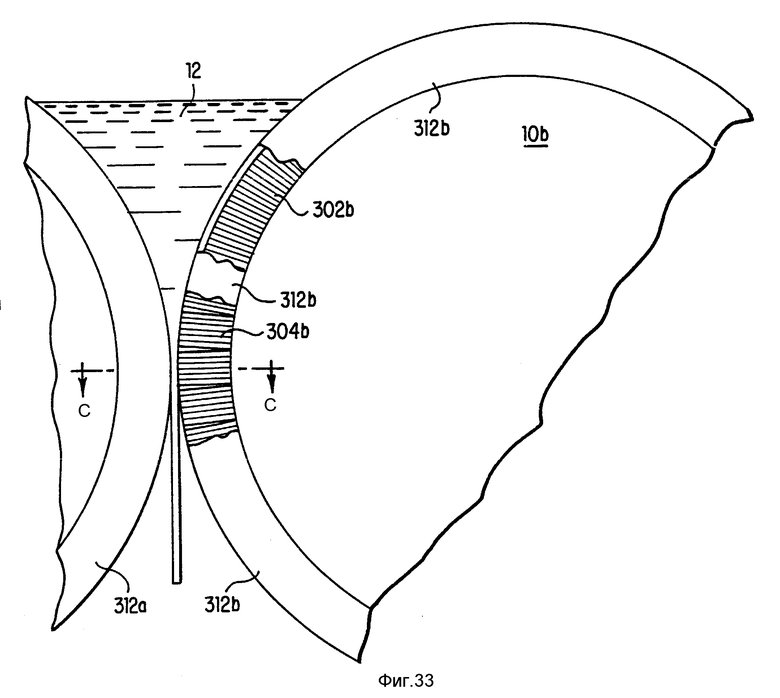
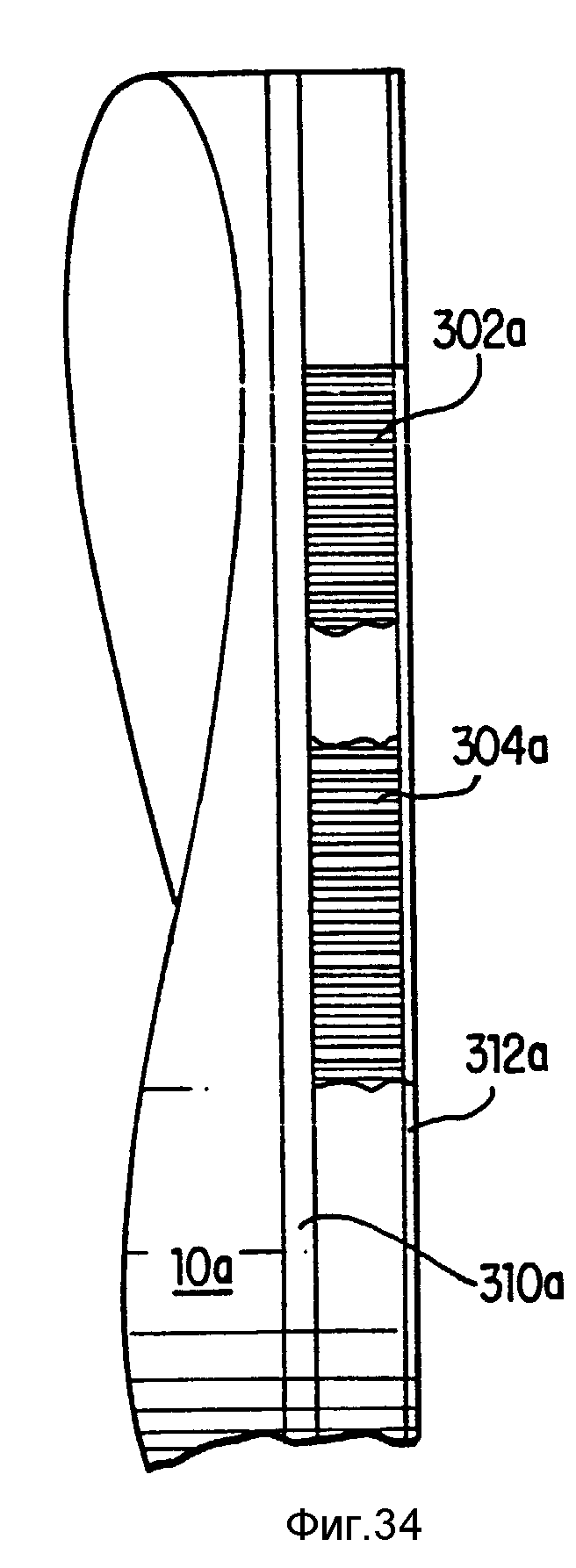
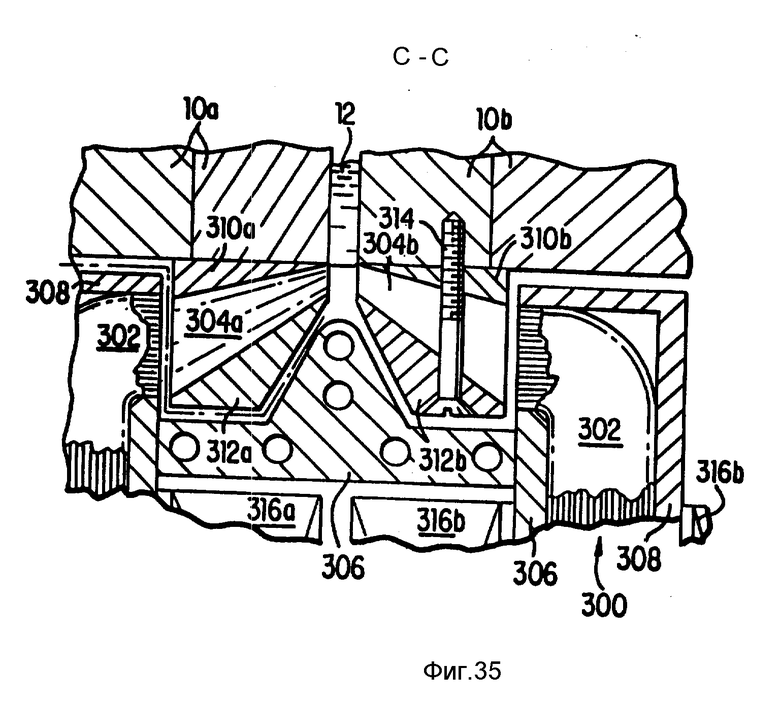
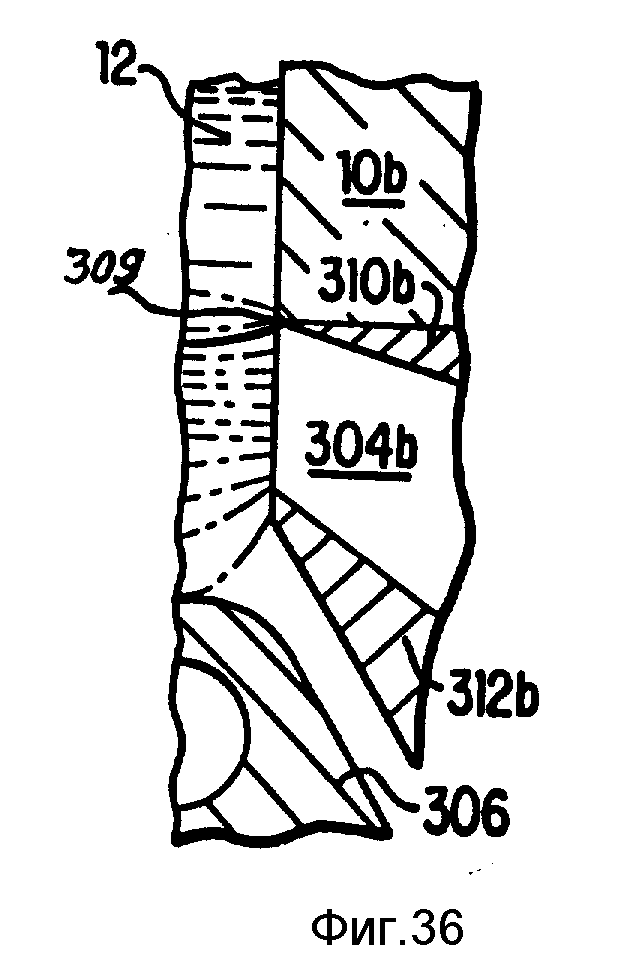
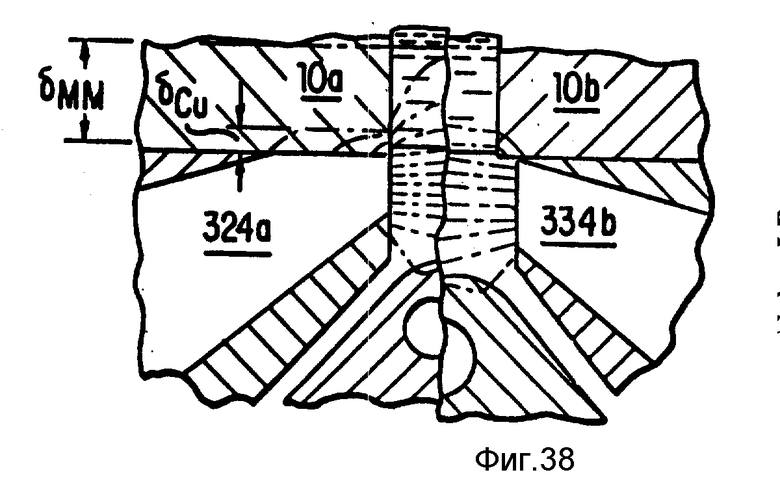
Другие варианты конструкции устройства бокового электромагнитного удержания изображены на фиг. 33 38. Эти варианты представляют собой комбинации ферромагнитных, смонтированных на валках пластин, ориентированных в направлении, смещенном на 90o по отношению к ориентации ферромагнитных смонтированных на валке пластин на фиг. 25, 28, 31 и 32, и отдельного стационарного магнита 300 для намагничивания вращающихся пластин. Эта ориентация пластин препятствует большой круговой утечке магнитного потока, связанного с дисками, смонтированными на валках (фиг. 25), и тороидами, смонтированными на валках (фиг. 28 и 31). Наборы квадрантов фиг. 32 также уменьшают этот магнитный поток утечки. Как изображено на фиг. 33 и 34, пластины могут быть равномерно распределены вокруг окружности валков индивидуально, как обозначено номером позиции 302, или они могут быть расположены групповыми равноширокими пакетами, как обозначено номером позиции 304. Фиг. 34 и 35 показывают ферромагнитные пакеты 304, размещенные сэндвичем между медными дисками 310 и 312 и смонтированные с помощью изолированных крепежных средств 314 на валке 10. Магнит 300 состоит из сердечника 302, заключенного в экраны 306 и 308. Катушки 316 магнита охватывают узел экран-сердечник. Внутренний экран 306 также используется для формирования поля в боковой стенке расплавленного металла. На левой стороне фиг. 35 пути главного магнитного потока сердечника 302 показаны пунктирными линиями. Фиг. 36 изображает пунктирными линиями распределение магнитного поля полюсного наконечника 304б. Полюсный наконечник 304б (фиг. 36) находится в контакте с краями валка у 309. Как показано на фиг. 35 и 36, форма ферромагнитных пакетов 304 обеспечивает такое сжатие магнитного потока, что плотность потока у полюсного наконечника вблизи захвата приблизительно в три раза больше, чем плотность потока у полюсного наконечника вблизи полюса 302.
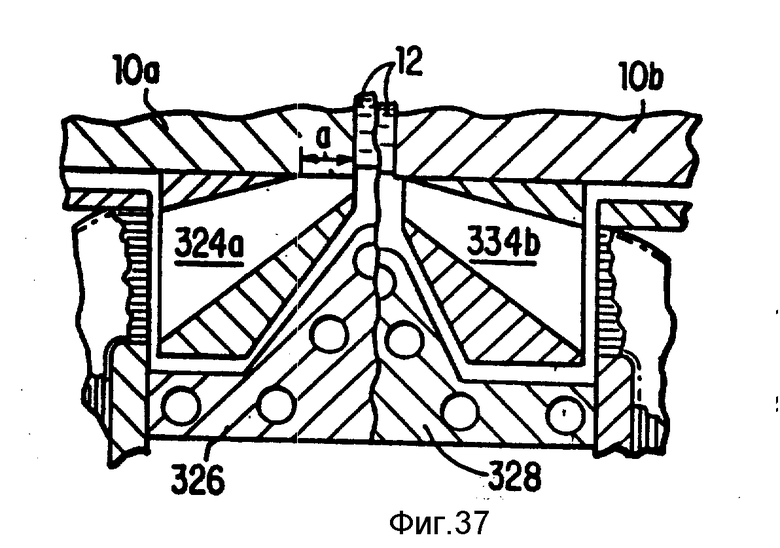
Фиг. 37 изображает два различных варианта выполнения пластин, смонтированных на валке. На правой половине фиг. 37 пластины 334б установлены с отступом от края валка 10б, давая в результате распределение поля, показанное на правой стороне фиг. 38 в увеличенном масштабе. Как показано на фиг. 37, расплавленный металл отталкивается еще далее по сравнению с условиями, показанными на фиг. 35 и 36. На левой стороне фиг. 37 пластина 324а не только выполнены заподлицо с краем валка 10а, который касается расплавленного металла, но они также касаются другой стороны края валка на расстоянии, показанном как "а". Как показано в увеличенном масштабе на левой половине фиг. 38, эта особенность увеличивает поле в жидком металле, толкая его далее назад.
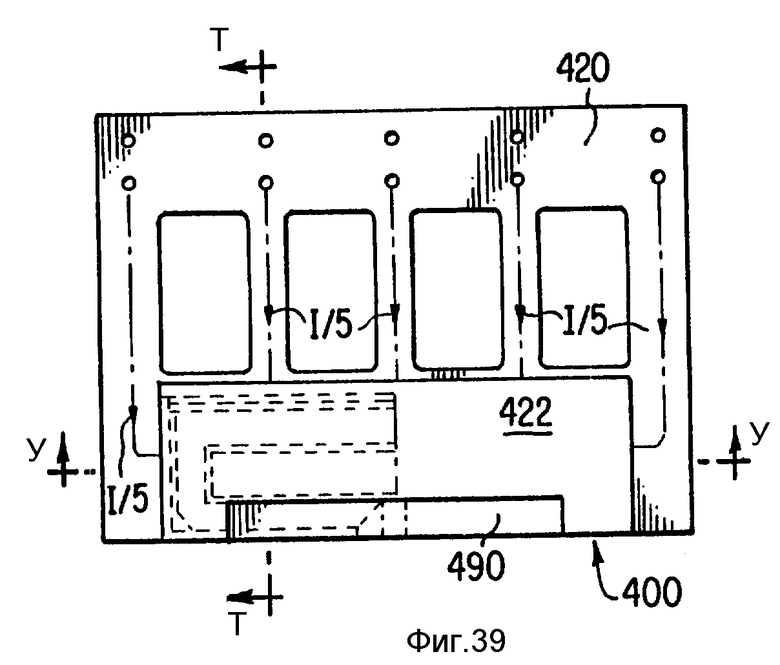
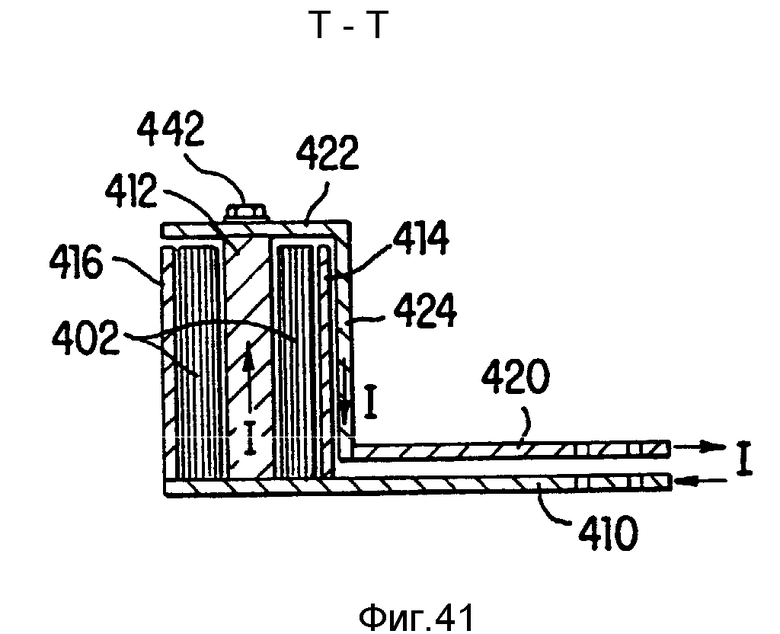
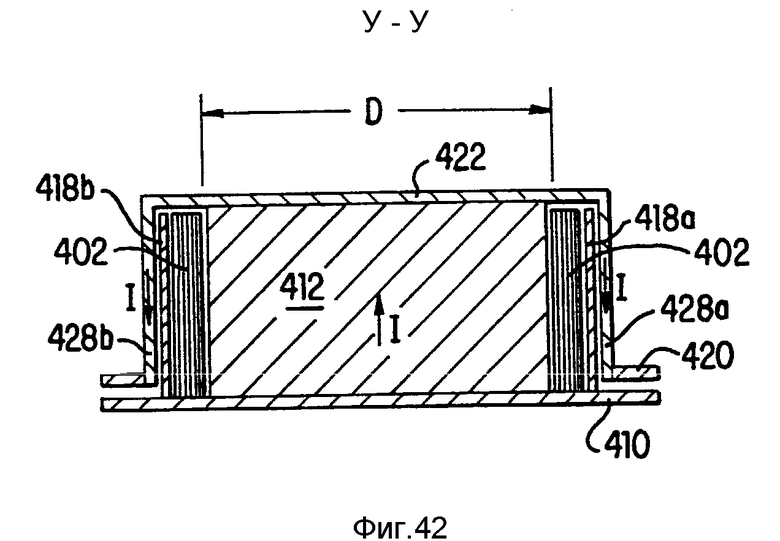
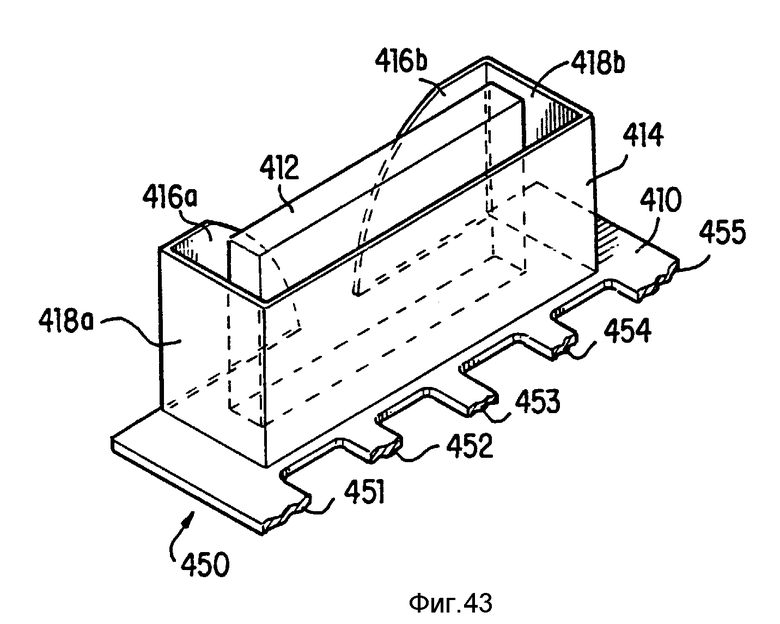
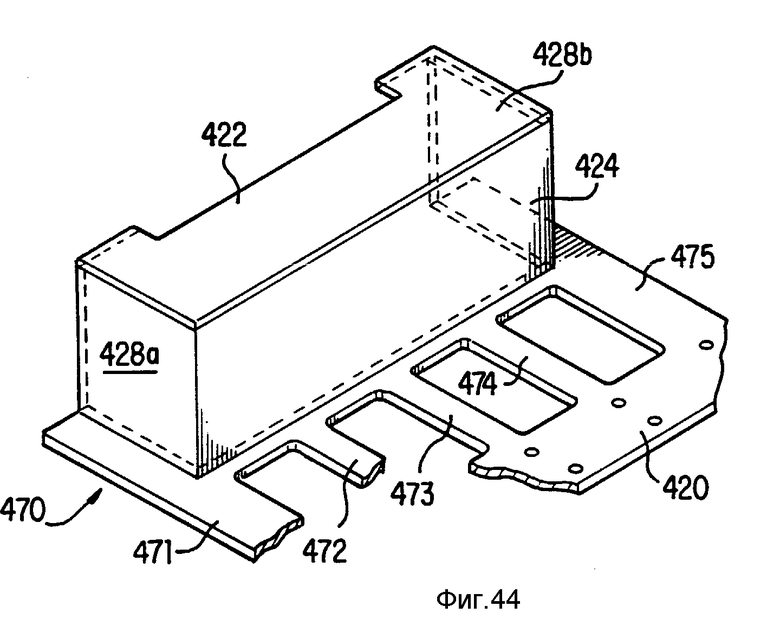
Еще одна модификация изобретения представлена магнитом 400, изображенным на фиг. 39 номером позиции 44. В этом варианте магнитный сердечник 402 охватывается одновитковой катушкой, содержащей нижнюю половину 450 (фиг. 43) и верхнюю половину 470 (фиг. 44). Половины 450 и 470 катушки изготовлены из меди и также действуют как электромагнитные экраны для магнитного сердечника 402. Клеммная пластина 410 нижней половины 450 катушки припаяна к центральной детали 412 и боковым стенкам 414, 416 и 418 твердым припоем. Клеммная пластина 420 верхней половины 470 катушки припаяна к боковым стенкам 424, 428 и верхней пластине 422 твердым припоем. Верхняя поверхность центральной детали 412 и парная ей нижняя часть пластины 422 посеребрены для улучшения электрического контакта, когда верхняя половина 470 катушки будет прикреплена к нижней половине 450 катушки крепежными средствами 442 для завершения цепи возбуждения. Как изображено стрелками, показывающими направление тока I на фиг. 41 и 42, ток I магнита течет от клеммной пластины 410 вверх через центральную часть 412 в верхнюю пластину 422 и вниз через боковые стенки 424 и 428 в верхнюю клеммную пластину 420. Боковые стенки 414, 416 и 418 нижней половины катушки не несут тока, присутствие боковых стенок 414, 416 и 418 снижает магнитный поток утечки благодаря повышению магнитного сопротивления линий магнитного потока утечки.
Распределение тока осуществляется более равномерно путем нарезания щелей в клеммных пластинах 410 и 420. Получающиеся в результате дорожки тока 451, 452, 453, 454 и 455 в пластине 410 и дорожки 471, 472, 473, 474 и 475 в пластине 420 имеют приблизительно равное сопротивление, что приводит с неизбежностью к картине распределения тока, которая показана пунктирными линиями на фиг. 39. Потери в цепи сводятся к минимуму путем изготовления деталей катушки из медных листов, имеющих толщину приблизительно в 2 4 раза превышающую глубину проникания тока магнита. Исключением здесь может быть центральная деталь 412, которая может быть выполнена из более толстого куска меди.
Длина окна магнитного сердечника, показанного на фиг. 42 как размер D, имеет минимум, который определяется дугой полюсных наконечников 404, его максимум определен плотностью тока, выбранной для магнитного сердечника.
Может быть предусмотрено водяное охлаждение для деталей узла сердечника путем припаивания твердым припоем трубопровода к клеммным пластинам 410 и 420 и к поверхностным пластинам 422, 424 и 428. Могут быть просверлены отверстия (не показаны) через нижнюю пластину 410 и внутрь центральной детали 412 для циркуляции охлажденной воды.
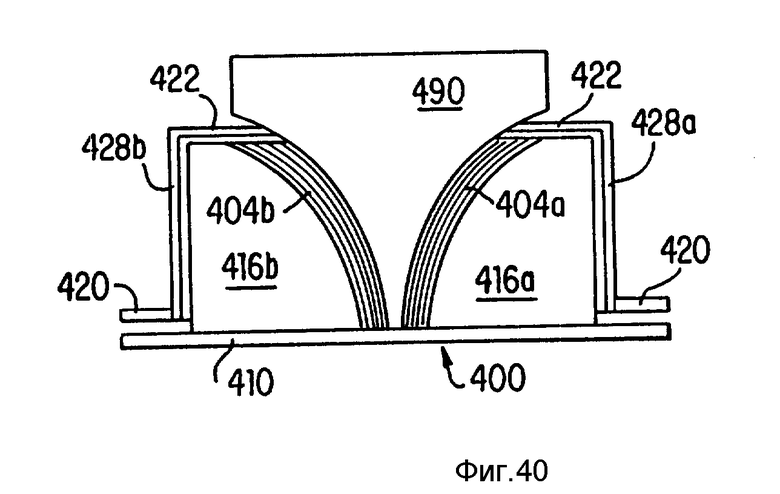
Полюсные наконечники 404а и 404б могут быть установлены с отступом от боковых стенок 416 (подобно расположению, показанному на фиг. 5) или они могут быть выполнены заподлицо с наружными боковыми стенками 416 (подобно фиг. 17 и 18), или они могут выступать (подобно фиг. 7, 12 и 25) для облегчения удержания боковой стенки расплавленного металла.
Между полюсными наконечниками 404 помещена твердая медная деталь 490 для формирования магнитного поля между удерживающим магнитом, валками и удерживаемой электромагнитно боковой стенкой расплавленного металла. Поверхности медной детали 490, обращенной к расплавленному металлу, может быть придана форма, подобная форме поверхностей, показанных, например, на фиг. 4, 5, 6, 7, 17 и 18. Твердая медная деталь 490 может быть изолирована от узла катушка-сердичник или она может быть неразъемной частью центральной детали 412 без создания эффекта короткозамкнутого витка для магнитного потока сердечника. Предусмотрено водяное охлаждение для медной детали 490 посредством медных труб, припаянных твердым припоем к ней (не показаны), и/или отверстий, просверленных в ней (не показаны).
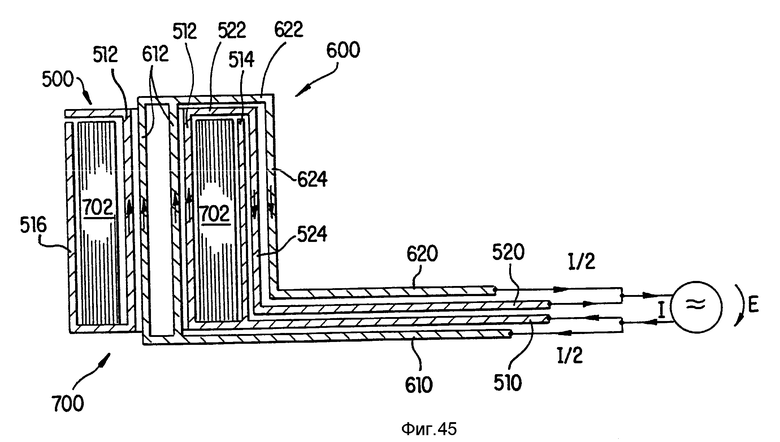
Магнитный узел 700, показанный на фиг. 45, является другой вариацией изобретения. Фиг. 45 представляет собой разрез, аналогичный фиг. 41, магнита 400. Катушка магнита 700 предназначена для применений, когда требуются очень большие значения ампер-витков, чтобы удержать боковые стенки глубоких ванн расплавленного металла между валками большого диаметра.
Часть узла катушки магнита действует как вихревой токовый экран для уменьшения магнитного потока утечки сердечника 702. Катушка магнита на фиг. 45 содержит внутреннюю катушку 500, заключенную внутри наружной катушки 600 и изолированной от нее.
При двух катушках, выполненных каждая из медных листов толщиной, приблизительно в 2 4 раза превышающей глубины проникновения тока магнита, потери тока в катушке уменьшаются приблизительно наполовину в сравнении с конструкцией магнита 400.
Конструкция узла внутренней катушки почти идентична конструкции катушки магнита 400, показанного на фиг. 39 44. Как показано на фиг. 45, половина намагничивающего тока (1/2) течет от клеммной пластины 510 внутренней катушки 500 вверх через центральную деталь 512, через верхнюю пластину 522 и назад через боковую пластину (из которых только пластина 524 видна на фиг. 45) к верхней клеммной пластине 520. Вторая половина тока намагничивания входит в клеммную пластину 610 наружного катушечного узла 600, течет вверх через центральную деталь 612 в верхнюю пластину 622 и вниз по боковым пластинам (видна только пластина 624) в клеммную пластину 620. Внутренняя катушка 500 имеет боковые стенки 514, 516 и 518 (518 не видна на фиг. 45, она подобна боковым пластинам 418а и 418б магнита 400), которые не несут тока, их присутствие уменьшает магнитный поток утечки благодаря увеличению магнитного сопротивления линий магнитного потока утечки. Катушки на фиг. 45 соединены в каскады пайкой твердым припоем.
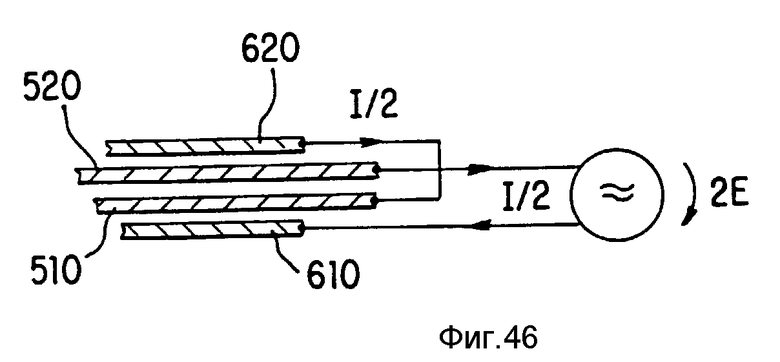
Как показано на фиг. 46, катушки 500 и 600 могут также соединяться последовательно для применений, когда желательны меньший ток и более высокое напряжение энергопитания.
Для еще больших токов могут быть совмещены и соединены в параллель или последовательно более чем две катушки с использованием принципов, очерченных на фиг. 45 и 46. Кроме того, длина окна магнитного сердечника (диаметр D на фиг. 42) может быть увеличена, тем самым увеличивается поперечное сечение соответственно увеличенного числа медных пластин (510, 512, 520, 524, 610, 612, 620 и 624).
Магнитные сердечники, выполненные из сплошного ферромагнитого материала и возбуждаемые от одной катушки, как показано для магнитов 20, 30, 90, 400 и т. п. могут создавать плотности магнитного потока вдоль вертикальных поверхности боковой стенки расплавленного металла, которые слишком сильно оттесняют некоторые участки боковой стенки. В соответствии с другим вариантом изобретения эта проблема решается устройством 800, которое создает три параллельные регулируемые линии магнитного потока.
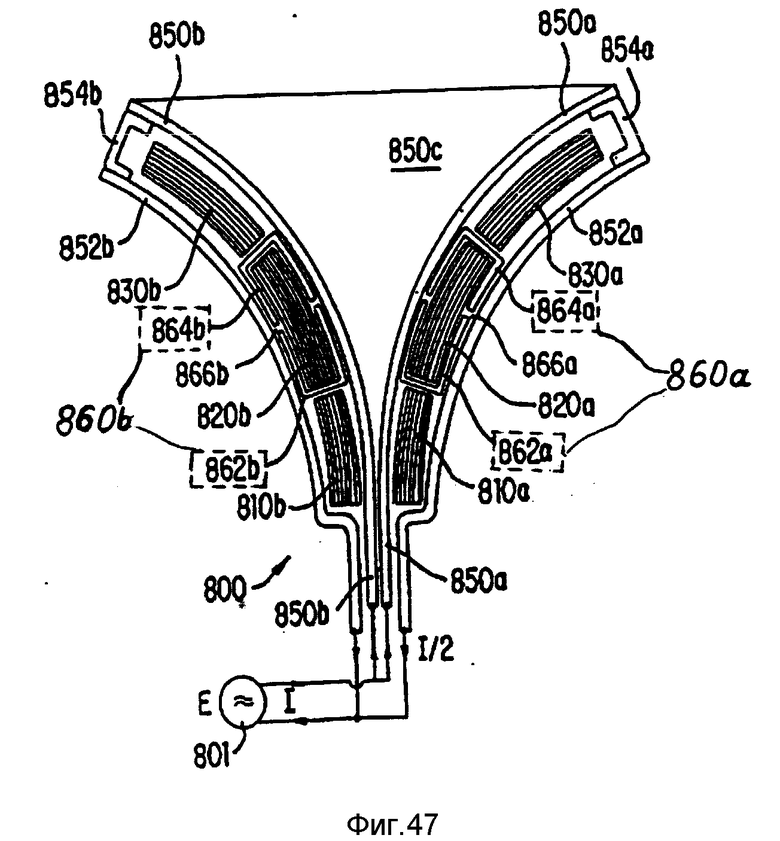
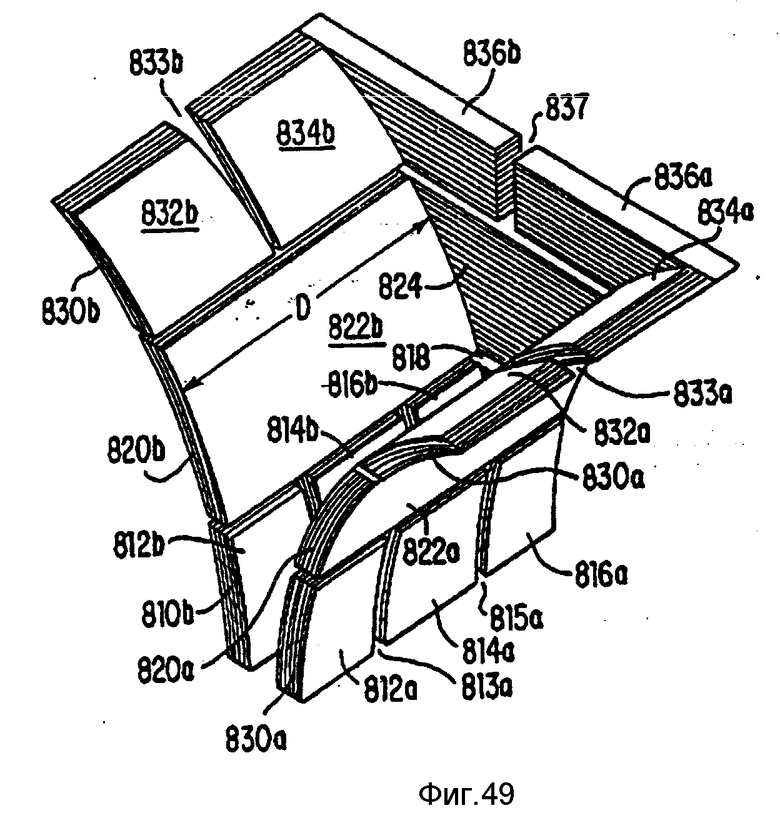
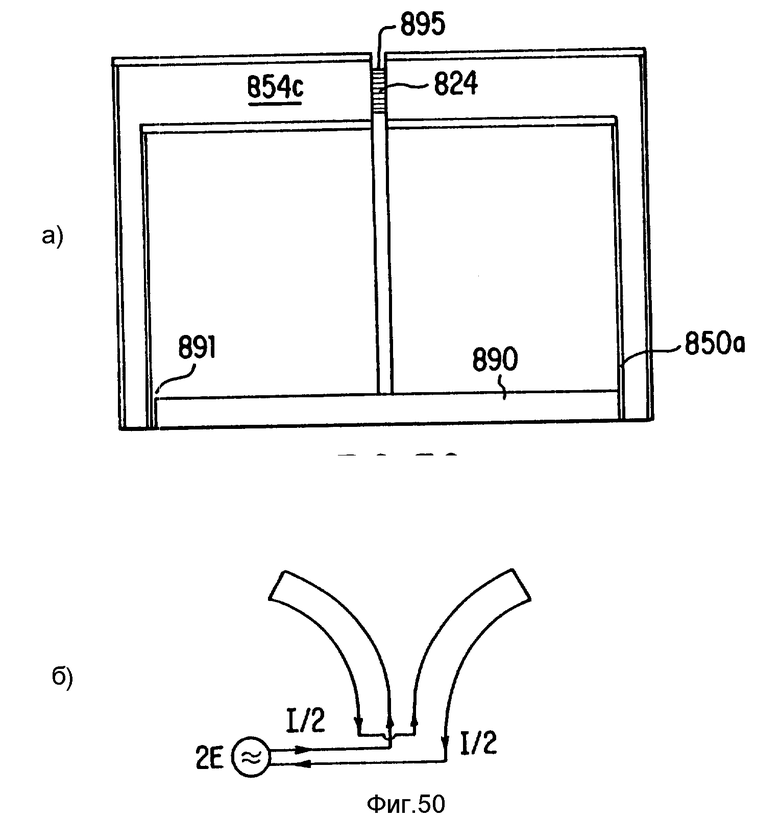
Фиг. 47 и 48 показывают магнит 800 соответственно на виде спереди и сверху. Фиг. 49 является перспективным изображением ферромагнитного сердечника магнита, состоящего из трех секций, разделенных горизонтальными воздушными промежутками. Нижняя секция состоит из дуговых частей 812, 814, 816 и ярма 818, средняя секция имеет дуговые части 822 и ярмо 824, и верхняя секция имеет дуговые части 832, 834 и яремные части 836. Торцовые поверхности 810, 820 и 830 сердечника представляют собой полюса магнита, расположенные напротив валков 10.
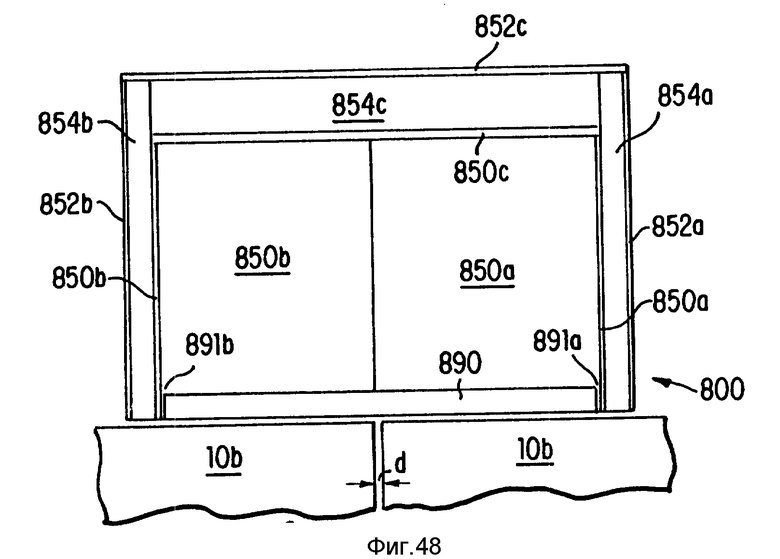
Узел сердечника питается от одновитковой катушки, которая охватывает его, за исключением полюсов 810, 820 и 830 магнита. Внутренняя половина катушки состоит из дуговых листов 850а и 850б, припаянных твердым припоем к задней пластине 850с. Наружная половина катушки состоит из дуговых листов 852а и 852б, которые припаяны твердым припоем к дуговой пластине 852с. Эти половины катушки соединены U-образными каналами 854а, 854б и 854с, для обеспечения хорошего электрического контакта соединяемые поверхности посеребрены и скреплены болтами. Магнитное удерживающее поле формируется твердой водоохлаждающей медной деталью 890 (фиг. 48), которая помещена между внутренней половиной катушки 850, напротив валков и боковой стенкой расплавленного металла литейной машины. Деталь 890 может быть изолирована от катушки или может быть припаяна к ней твердым припоем для уменьшения потока утечки. Для большей ясности деталь 890 на фиг. 47 не показана.
Чтобы разобщить магнитные потоки трех секций магнитного сердечника, средняя секция 820 заключена в электромагнитный экран 860, выполненный из меди. Он состоит из нижнего U-образного канала 862, охватывающего нижнюю половину секции 822 сердечника и ярмо 824, и верхнего U-образного канала 864, который охватывает верхнюю половину секций 822 сердечника и ярмо 824. Зазоры 866 препятствуют превращению экранов в короткозамкнутый виток для магнитного потока.
Магнитное давление для удержания боковой стенки расплавленного металла пропорционально квадрату плотности потока удерживающего поля. Силы электромагнитного удержания могут быть отрегулированы как функция глубины путем установки магнитного сопротивления путей магнитного потока сердечника как функции глубины ванны. Магнит 800 осуществляет это путем регулирования магнитного сопротивления путей магнитного потока для двух из трех секций его сердечника.
В примере, показанном на фиг. 49, средняя секция магнитного сердечника требует больше ампер-витков для удержания боковой стенки, чем верхняя и нижняя секции, и поэтому определяет ток в магните. Магнитное сопротивление средней секции делают по возможности малым, поддерживая воздушные зазоры между частями 822 и 824 малыми. Величину оттеснения боковой стенки расплавленного металла в верхней и нижней секциях оптимизируют, повышая магнитное сопротивление соответствующих секций сердечника добавлением воздушных зазоров. Как показано на фиг. 49, магнитное сопротивление нижней секции магнита повышается при помещении воздушных зазоров 813 и 815 в линию магнитного потока. Магнитное сопротивление верхней секции повышается воздушными зазорами 833 и 837. Ширина этих воздушных зазоров может быть постоянной или изменяться с высотой ванны для дальнейшего регулирования распределения потока.
На фиг. 49 в горизонтальных зазорах размещены секции 862 и 864 экранов, а вертикальные зазоры служат для регулирования магнитного сопротивления.
Как показано на фиг. 50, а, одновитковая катушка магнита 800 может быть превращена в двухвитковую катушку путем прорезания зазора 895 вдоль ее центральной линии, где расположены задние пластины 850с, 852с и соединительный канал 854с. Сердечник должен быть экранирован в этом месте для снижения потока утечки. Фиг. 50, б является схемой двухвиткового режима работы. При двухвитковой катушке медная деталь 890, предназначенная для формирования поля, может быть изолирована от катушки или быть присоединена только к одной четверти витка (например, к стороне 850а), как показано на фиг. 50, а, воздушный зазор 891 разобщает два витка.
Варианты изобретения, на которое заявляется исключительное право собственности или привилегии, определены следующим образом.
Сущность изобретения: утечка расплавленного металла, находящегося в зазоре между двумя вращающимися в противоположные стороны валками литейной машины непрерывной отливки полосы, из открытой стороны зазора предотвращается посредством устройства магнитного удержания, которое производит горизонтальное магнитное поле, простирающееся через открытую сторону зазора. Устройство содержит средства для локализации магнитного поля в основном к открытой стороне зазора и для предотвращения рассеяния магнитного поля прочь от нее. 5 с. и 60 з.п. ф-лы, 50 ил.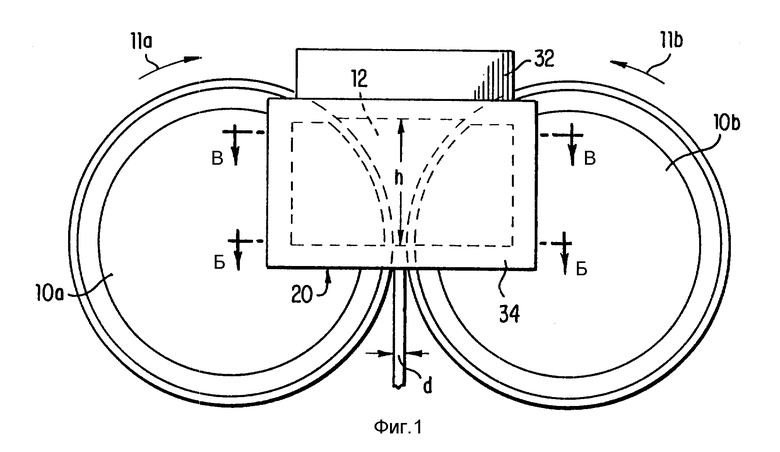
18 Установка по п.13, отличающаяся тем, что поверхность каждого из полюсов магнита перпендикулярна одной из осей валков.
| Патент США N 4936374, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
