Изобретение относится к измерительной технике, а именно для контроля геометрических параметров полых цилиндрических изделий и может быть использовано в тяжелом машиностроении при производстве обечаек основных базовых деталей химнефтеаппаратуры.
В тяжелом машиностроении контроль и измерение геометрических параметров обечаек осуществляется, в основном, с помощью рулетки, кронциркуля, шаблонов и других контактных устройств. Реже применяются оптические измерительные устройства на базе теодолита. Эти измерительные средства не обеспечивают необходимой оперативности контроля, поскольку все контрольные операции осуществляются вручную.
Однако для предприятий этой отрасли разработана оптико-электронная информационно-измерительная система управления производством обечаек (журнал "Химическое и нефтяное машиностроение", 1992, N 11, с. 28), содержащая измерительный преобразователь, установленный с возможностью вращения на каретке, которая, в свою очередь, имеет возможность двухкоординатного перемещения. При измерении преобразователь, вращаясь вокруг оси, закрепленной на каретке, регистрирует отклонение внутреннего размера обечайки от номинального в торцевой плоскости.
Недостатком этой системы является невысокое быстродействие операции контроля, поскольку перед контролем необходима настройка системы, которая обусловлена бесцентровым методом измерения обечайки и ее продольным положением в валках листогибочной машины.
Наиболее близким к предлагаемому по технической сущности является фотоэлектрическое устройство для контроля внутреннего диаметра обечаек (авт.св. N 1232945, кл. G 01 B 21/10, 1986), содержащее систему автоматического поиска положения центра изделия с минимальной погрешностью, относительно которого измерительный преобразователь осуществляет контроль размера и формы поперечного сечения детали.
Данное оптико-электронное устройство для контроля внутреннего диаметра обечаек имеет недостаточный технический уровень, а именно невысокое быстродействие контроля, так как время контроля обечайки определяется и временем поиска базы измерения. Кроме того, время самого процесса контроля, т.е. скорость вращения преобразователя, ограничена скоростью сканирования и инерционностью фотоприемника.
В этой связи важнейшей задачей является создание оптико-электронного устройства для контроля формы крупногабаритных деталей с более высоким быстродействием как самого процесса контроля, так и обработки измерительной информации.
Техническим результатом заявленного оптико-электронного устройства для контроля формы крупногабаритных деталей является возможность контроля формы и размера поперечного сечения обечайки с более высоким быстродействием без предварительного поиска базы измерения и автоматической обработки измерительной информации.
Это позволит исключить брак при производстве нагретых обечаек, так как при ограниченном из-за остывании времени производства обечаек и сокращении времени контроля соответственно увеличивается время непосредственно на технологический процесс, причем, при наличии непрерывной информации о форме детали.
Указанный технологический результат достигается тем, что оптико-электронное устройство для контроля формы крупногабаритных деталей, содержащее каретку, установленную с возможностью перемещения, на которой установлен объектив с приводом вращения и механизмом поворота, световод, входной торец которого установлен в плоскости изображения объектива, фотоприемник, установленный напротив выходного торца световода, усилитель фототока, соединенный с фотоприемником, ждущий мультивибратор, два коммутатора и индикатор, снабжено маской, установленной между выходным торцом световода и фотоприемником, заграждающим избирательным фильтром, блоком автоматической регулировки усиления, фильтром низкой частоты, избирательным пропускающим фильтром, двумя сопротивлениями, конденсатором, осциллографом и вторым индикатором, частота заграждающего избирательного фильтра f n/60, где n - скорость вращения объектива, частота избирательного пропускающего фильтра - 2f, привод вращения объектива с механизмом поворота выполнен в виде соединенного с электродвигателем полого вала, световод расположен внутри вала, а выходной торец установлен на конце полого вала со смещением относительно его оси, к выходу усилителя подключены ждущий мультивибратор, первый коммутатор и через сопротивление конденсатор, к которому подключен заграждающий избирательный фильтр, а выход первого коммутатора соединен с блоком автоматической регулировки усиления усилителя фототока, а к конденсатору подключен второй коммутатор со вторым сопротивлением, управляющие входы коммутаторов соединены с выходом ждущего мультивибратора, а к выходу заграждающего фильтра подключены осциллограф, фильтр низкой частоты с первым индикатором и избирательный пропускающий фильтр, соединенный со вторым индикатором, а маска установлена таким образом, что перекрывает часть светового потока из торца световода при его вращении.
Указанное отличие позволяет сократить время контрольных операций, поскольку оптико-электронное устройство обладает более высоким быстродействием контроля формы поперечного сечения обечайки и определения величины ее эллипности, по которой осуществляется правка формы, т.е. приведения формы детали к цилиндрической.
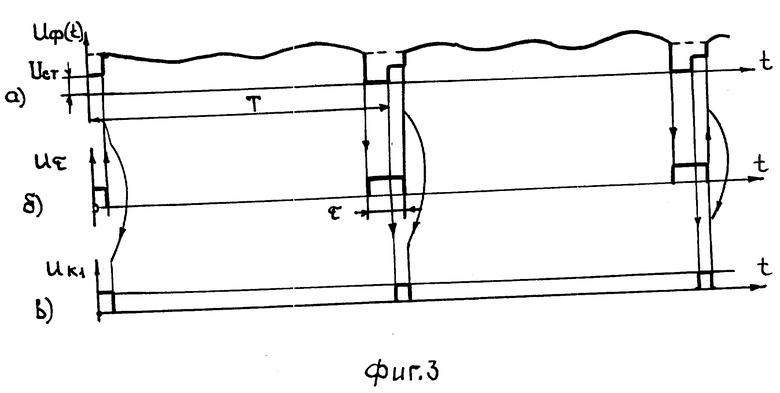
На фиг. 1 представлена оптико-механическая часть и блок-схема устройства; на фиг. 2 вид детали со стороны измерения; на фиг. 3 время-импульсная диаграмма, поясняющая работу устройства.
Оптико-электронное устройство содержит полый вал 1 (фиг. 1), установленный в основании 2 каретки с возможностью вращения. Вал 1 связан с электродвигателем 3, осуществляющим его вращение, через механическую передачу 4. На валу 1 закреплены рычаг 5 с возможностью поворота в плоскости, проходящей через ось вращения вала 1, и на расстоянии l от оси поворота рычага 5, винтовой механизм 6 установки рычага 5. Вал 1 и рычаг 5 соединены между собой стягивающей пружиной 7. На конце рычага 5 закреплен объектив 8, создающий изображение участка измеряемой нагретой детали 9 на выходном торце световода 10, который выполнен в виде узкой полосы, направленной по радиусу вала 1. Расстояние от оси вращения вала 1 до точки соприкосновения винтового механизма 6 с рычагом 5-h связано с радиусом траектории вращения оптической оси объектива 8 в торцевой плоскости детали 9 следующим соотношением h lR/A. Выходной торец световода 10 выполнен также в виде полосы, направленной по радиусу вала 1, и закреплен на другом конце вала 1 со смещением относительно его оси. Напротив выходного торца световода 10 установлена маска 11, выполненная в виде прямоугольника, перекрывающего по радиальному направлению часть траектории вращения этого торца. За маской 11 соосно с валом 1 установлен конденсор 12 с фотоприемником 13. Оптико-механическая часть устройства с помощью каретки с основанием 2 установлена с возможностью перемещения на направляющих 14. Перед контролем оптико-механическая часть устройства устанавливается относительно основания на высоту H, соответствующую номинальному размеру детали 9, установленной в свою очередь в валках листогибочной машины. Блок-схема оптико-электронного устройства содержит усилитель фототока 15, вход которого соединен с фотоприемником 13, а к выходу подключены через первый коммутатор 16 блок автоматической регулировки, усиления (АРУ) 17 и непосредственно ждущий мультивибратор 18, срабатывающий от среза импульса напряжения на выходе усилителя 15 и имеющий длительность импульса τ. К выходу усилителя фототока 15 через развязывающее сопротивление R1 подключен также конденсатор С и второй коммутатор 19 через сопротивление R2. Избирательный заграждающий фильтр 20, настроенный на частоту f, определяемую скоростью вращения n вала 1 с объективом 8 f n/60, подключен к конденсатору С. Выходы ждущего мультивибратора 18 соединены с управляющими входами коммутаторов 16 и 19. Выход избирательного заграждающего фильтра 20 соединен со входами осциллографа 21, фильтра низкой частоты 22 и избирательного фильтра 23 с частотой пропускания 2f, а выходы фильтров 22 и 23 соответственно соединены с индикаторами 24 и 25. Блок АРУ 17 содержит пиковый детектор 26 и соединенный с ним дифференциальный усилитель 27, выход которого соединен с управляемым элементом усилителя фототока 15.
Устройство работает следующим образом.
Перед контролем нагретой детали, представляющей собой оболочку (фиг. 1), рычаг 5 с объективом 8 с помощью винтового механизма 6 устанавливается на номинальный размер, т.е. h lRн/А, причем механизм 6 проградуирован непосредственно в величинах Rн. При контроле вал 1 вращается при помощи электродвигателя 3 с постоянной угловой скоростью n. Поток излучения с участка нагретой детали (фиг. 2), размеры которого определяются размерами входного торца световода 10 и фокусным расстоянием объектива 8, через световод 10, конденсор 12 поступает на фотоприемник 13. Затем электрический сигнал с фотоприемника 13 поступает на вход усилителя фототока 15, на выходе которого образуется периодический электрический сигнал Uф(t) (диаграмма а, фиг. 3). Провалы в сигнале Uф(t) обусловлены валком листогибочной машины, который закрывает участок нагретого изделия, кроме того, ступень на импульсе этого сигнала образована положением маски в области выходного торца световода 10. Положение и размер маски выбраны таким образом, что величина ступени импульса не зависит от размера и формы детали и определяется только температурой детали. Срез импульса Uф(t) запускает ждущий мультивибратор 18 на время t (диаграмма б, фиг. 3), которое равно промежутку времени провала в сигнале Uф(t). Сигнал с неинвертирующего выхода ждущего мультивибратора 18 поступает на управляющий вход первого коммутатора 16, который на время t подключает блок АРУ 17. Импульсы напряжения с первого коммутатора 16 поступают на пиковый детектор 26, содержащий RC-цепь с временем разряда, превышающим период вращения вала I-Т. С выхода пикового детектора 26 на один вход дифференциального усилителя 27 поступает постоянное напряжение, равное напряжению ступени импульса, а на другой вход постоянное задающее напряжение, с которым сравнивается напряжение пикового детектора 26, а напряжение с выхода дифференциального усилителя 27 поступает на управляемый элемент усилителя фототока 15. При изменении температуры изделия изменяется амплитуда импульса, поступающего на пиковый детектор 26, и дифференциальный усилитель изменяет коэффициент усиления усилителя 15, так что значение напряжения ступени сигнала Uф(t) остается постоянным. Форма сигнала Uф(t) определяется только размером и формой поперечного сечения детали. Сигнал с инвертирующего выхода ждущего мультивибратора 18 на время t отключает вторым коммутатором 19 от конденсатора С сопротивление R2, и конденсатор в течение промежутка времени t сглаживает провалы в сигнале Uф(t) (диаграмма а, фиг. 3), а по истечении промежутка времени t второй коммутатор 19 подключает к конденсатору С сопротивление R2 и цепь R2C сглаживает только высокочастотные составляющие и помехи сигнала Uф(t). Затем сигнал с конденсатора С поступает на избирательный заграждающий фильтр 20, настроенный на частоту f. Гармоническая составляющая частоты f сигнала Uф(t) вызвана смещением оси вращения объектива 8 относительно оси детали 9, т.е. определяется положением детали. Сигнал с выхода фильтра 20, содержащий информацию только о размере и форме детали поступает на осциллограф 21, который на экране регистрирует форму детали, на фильтр низкой частоты 22, соединенный с индикатором 24, который регистрирует отклонение среднего размера детали от номинального, и на избирательный фильтр 23 с частотой пропускания 2f, соединенный с индикатором 25, который регистрирует величину эллипсности детали. По величине эллипсности осуществляется правка обечайки, т.е. приведение ее к цилиндрической форме.
Применение данного оптико-электронного устройства для контроля формы позволяет существенно повысить производительность изготовления крупногабаритных деталей методом гибки из листовых нагретых заготовок на листогибочной машине, так как снижается процент бракованных деталей, а следовательно и исключается повторный технологический цикл, связанный с исправлением брака.
Изобретение относится к контрольно-измерительной технике, техническим результатом при использовании изобретения является повышение быстродействия. Результат достигается тем, что оптико-электронное устройство содержит соединенный с электродвигателем полый вал, на котором установлен объектив с механизмом поворота, в плоскости изображения которого установлен входной торец световода, расположенного внутри вала, а выходной торец световода установлен на конце вала перед фотоприемником с маской и конденсором, схема обработки сигнала устройства содержит усилитель фототока, к выходу которого подключены ждущий мультивибратор, первый коммутатор и через сопротивление, конденсатор, к которому подключен заграждающий фильтр, выход первого коммутатора соединен с блоком АРУ, а к конденсатору подключен второй коммутатор с вторым сопротивлением, управляющие входы коммутатора соединены с выходом ждущего мультивибратора, а к выходу фильтра подключены осциллограф, фильтр низкой частоты с индикатором и избирательный пропускающий фильтр с вторым индикатором. 3 ил.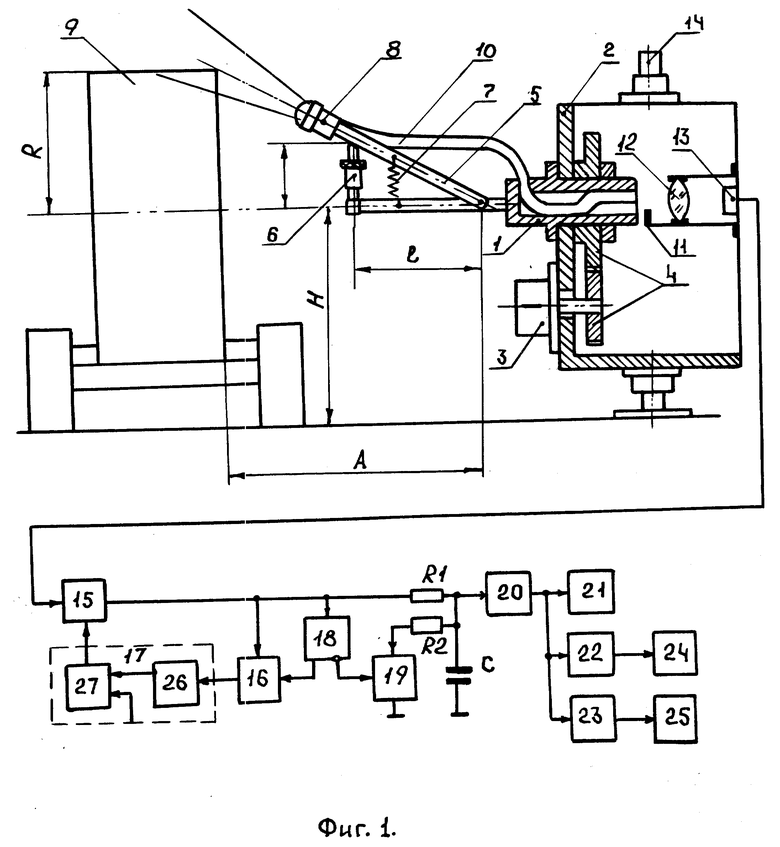
Оптико-электронное устройство для контроля формы крупногабаритных деталей, содержащее каретку, установленную с возможностью перемещения, с приводом вращения и механизмом поворота, на которой установлен объектив, световод, входной торец которого установлен в плоскости изображения объектива, фотоприемник, установленный напротив выходного торца световода, усилитель фототока, соединенный с фотоприемником, ждущий мультивибратор, два коммутатора и индикатор, отличающееся тем, что оно снабжено маской, заграждающим избитательным фильтром, блоком автоматической регулировки усилением, фильтром низкой частоты, избирательным пропускающим фильтром с двумя сопротивлениями, конденсатором, осциллографом и вторым индикатором, частота заграждающего избирательного фильтра f n/60, где n скорость вращения объекта, частота избирательного пропускающего фильтра 2f, привод вращения с механизмом поворота выполнен в виде соединенного с электродвигателем полого вала, световод расположен внутри вала вдоль его полости, входной и выходной торец световода закреплен на концах полого вала со смещением относительно его центральной продольной оси, к выходу усилителя подключены ждущий мультивибратор, первый коммутатор и через сопротивление конденсатор, к которому подключен заграждающий избирательный фильтр, а выход первого коммутатора соединен с блоком автоматической регулировки усиления усилителя фототока, а к конденсатору подключен второй коммутатор с вторым сопротивлением, управляющие входы коммутаторов соединены с выходом ждущего мультивибратора, к выходу заграждающего фильтра подключены осциллограф, фильтр низкой частоты с первым индикатором и избирательный пропускающий фильтр, соединенный с вторым индикатором, маска установлена между выходным торцом световода и фотоприемником таким образом, что перекрывает часть торца световода при его вращении.
| Фотоэлектрическое устройство для контроля внутреннего диаметра обечаек | 1984 |
|
SU1232945A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
