Способ относится к порошковой металлургии, в частности к способам получения твердосплавных изделий из экзотермических порошковых смесей.
Известен способ получения изделий из экзотермических порошковых смесей, включающий прессование смеси в брикет, размещение его в графитовой закрытой матрице, инициирование реакции горения и горячее прессование продуктов горения. Для уменьшения теплопотерь стенки матрицы нагревают с помощью индукционного нагрева (И.П.Боровинская, Г.А.Вишнякова, В.М.Маслов, А.Г.Мержанов, О возможности получения компактных материалов в режиме горения. В кн. Процессы горения в химической технологии и металлургии. Черноголовка, 1975, с. 148).
Недостаток известного способа состоит в том, что из-за низкой прочности графитовой матрицы давление прессования незначительно и составляет 5-6 МПа. Такого давления не достаточно для получения беспористого материала. Максимальная относительная плотность изделий составляет 0,83.
Известен способ получения изделий из экзотермических порошковых смесей, включающий прессование смеси в брикет, размещение его в защитной пористой теплоизолирующей оболочке и в стальной матрице, инициирование реакции горения и горячее прессование продуктов горения совместно с оболочкой (Щербаков В. А. Грядунов А.Н. Штейнберг А.С. Макрокинетика процесса СВС-компактирования. Инженерно-физический журнал, 1992, т. 63, N 5, с. 583). Пористый теплоизолятор исключает соприкосновение горячих продуктов горения с внутренней поверхностью матрицы и пуансоном. Инструмент изготавливается из стали, что позволяет существенно увеличить давление прессования (до 150-200 МПа) и получать практически беспористый материал.
Основной недостаток известного способа состоит в том, что давление прессования от пуансона на продукты горения передается через пористую уплотняемую оболочку. Это означает, что уплотнение продуктов горения осуществляют нежестким инструментом, который также испытывает пластическую деформацию. Причем, чем прочнее продукты горения, тем в большей степени деформируется инструмент-оболочка и в меньшей степени заготовка. Поэтому при прессовании "мягким" инструментом невозможно обеспечить равномерную осевую деформацию заготовки при неоднородном распределении температуры и прочностных свойств по ее объему. Эта неоднородность обусловлена локальным способом инициирования реакции горения, который приводит к несинхронному нагреву и охлаждению отдельных объемов заготовки. В первую очередь реакция протекает в окрестности точки поджига, и затем фронт горения распространяется по брикету. За время движения волны горения уже прореагировавшие объемы остывают и к моменту приложения давления прессования в продуктах горения деформируется неоднородное температурное поле: по мере приближения к эпицентру волны горения температура уплотняемого материала понижается. Противоположным образом изменяется прочность материала и реакция на инструмент-оболочку. Из-за податливости инструмента осевая деформация холодных объемов будет меньше, чем горячих, и изделие имеет клинообразную форму: высота увеличивается при приближении к точке поджига. Неравномерная толщина приводит к увеличению припуска на механическую обработку изделия. Кроме того, из-за меньшей величины осадки материала в охлажденных объемах имеет пониженную плотность.
Существо изобретения заключается в том, что для получения изделий из экзотермических порошковых смесей производят прессование смеси в брикет, размещение его в защитной теплоизолирующей оболочке и в матрице, инициирование реакции горения и прессование горячих продуктов горения совместно с оболочкой, причем прессование осуществляют путем сжатия между параллельными жесткими теплоизолирующими пластинами и радиального обжатия продуктов горения. При этом радиальное обжатие осуществляют путем осадки пористой оболочки, расположенной по периметру продуктов горения.
Использование нового способа позволяет за счет сжатия между параллельными жесткими плитами осуществлять равномерную осевую деформацию при неоднородном распределении температуры и мехсвойств по объему уплотняемого материала. При равномерной толщине уменьшаются припуск и затраты на механическую обработку получаемого изделия. При свободной осадке осевое сжатие сопровождается радиальным растяжением. Поэтому скорость уплотнения незначительная и получить беспористый материал в условиях одноосного сжатия практически невозможно. Для обеспечения деформирования в условиях стеснения радиального течения уплотняемая заготовка по периметру окружена оболочкой из сыпучего теплоизолятора. При осадке оболочки происходит радиальное обжатие продуктов горения и все компоненты тензора деформаций становятся сжимающими. В результате повышается скорость уплотнения, и схема деформирования позволяет получать беспористый материал.
На чертеже изображено устройство для осуществления способа, общий вид.
Устройство содержит пуансон 1 и закрытую матрицу 2 с блоком зажигания, в котором установлена спираль-нагреватель 3. Шихтовая заготовка 4 в виде прессованного брикета из экзотермической смеси порошков помещена в матрице 2 между параллельными жесткими теплоизолирующими пластинами 5 и 6. Пластины изготавливают из материала с низким коэффициентом теплопроводности λ. Это могут быть твердые сплавы на основе карбида титана, имеющие l 6-10 Вт/м•К. Полость матрицы по периметру заготовки 4 заполнена сыпучим теплоизолятором 7 с l 0,35-0,45 Вт/м•К.
Изделие получают следующим образом.
Нижнюю пластину 5 покрывают защитным газопроницаемым слоем и сверху устанавливают шихтовую заготовку 4 так, чтобы обеспечить ее контакт со спиралью 3, подключенной к источнику питания постоянного или переменного тока. Оставшийся объем полости матрицы 2 заполняют сыпучим теплоизолятором 7. Заготовку 4 покрывают защитным газопроницаемым слоем и сборка устройства завершается установкой верхней пластины 6 и пуансона 1. При подаче электрического импульса на спираль 3 осуществляют локальный поджиг шихтовой заготовки 4 с ее боковой поверхности. Горение экзотермической смеси протекает в режиме самораспространяющегося высокотемпературного синтеза, при котором из реагентов образуется целевой продукт. Фронт горения перемещается по заготовке 4 с конечной скоростью. За время движения волны горения прореагировавшие ранее объемы остывают и к моменту приложения давления прессования в заготовке формируется неоднородное температурное поле: при приближении к эпицентру волны температура уплотняемого материала понижается. Пропорционально снижению температуры возрастает сопротивление уплотнению материала. В итоге к моменту прессования продукты горения представляют собой среду с неоднородным распределением прочностных свойств. Уплотнение такой среды производится путем сжатия между параллельными жесткими плитами 5 и 6, и несмотря на разнопрочность материала компактированное изделие будет иметь равномерную толщину. После сгорания шихтовой заготовки 4 осуществляют совместное прессование горячих продуктов горения и теплоизолирующей оболочки 7. Осадка оболочки 7 приводит к радиальному обжатию продуктов горения, которое совместно с осевым сжатием обеспечивает высокую скорость уплотнения. По окончании процесса прессования готовое изделие извлекают из матрицы и охлаждают.
Способ поясняется следующим примером.
Пример. Получают твердосплавное изделие из смеси порошков состава Ti-C-20Ni при стехиометрическом соотношении титана и углерода. После смешивания порошков в шаровой мельнице в течение 24 ч прессуют квадратные шихтовые заготовки со стороной 70х70 мм, высотой 10 мм и относительной плотностью 0,65. Высокотемпературный синтез сплава TiC-20Ni осуществляют в матрице диаметром 125 мм, на прессе Д 1932 с усилием прессования 1600 кН. Теплоизолирующие пластины 5, 6 изготавливают из твердого сплава на основе карбида титана TH20 с коэффициентом теплопроводности l 8,4 Вт/м•К. Газопроницаемый защитный слой формируют из стеклоткани КТ-11-ТОА, а теплоизолирующую оболочку 7 из песка с l 0,346 Вт/м•К. Реакцию горения инициируют путем подачи на вольфрамовую спираль кратковременного импульса тока. Через 6 с с момента инициирования осуществляют прессование с выдержкой в течение 5 с. Затем твердосплавную заготовку извлекают из матрицы и охлаждают в песке. Толщина синтезированного изделия постоянна и составляет 6,2 мм. Остаточная пористость методом гидростатического взвешивания не выявлена.
Таким образом, предлагаемый способ позволяет за счет сжатия продуктов горения между жесткими пластинами повысить размерную точность изделий и уменьшить объем последующей механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2077411C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ГОРЯЧИХ ПРОДУКТОВ ЭКЗОТЕРМИЧЕСКИХ РЕАКЦИЙ | 1998 |
|
RU2165827C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2060866C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2119847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СВС-СМЕСЕЙ | 1994 |
|
RU2083327C1 |
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ СМЕСЕЙ | 1994 |
|
RU2082557C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ДВУХСЛОЙНЫХ КАТОДОВ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 2009 |
|
RU2419516C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2008 |
|
RU2367541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 2003 |
|
RU2263005C2 |
Использование: для получения твердосплавных изделий из экзотермических порошковых смесей. Сущность изобретения: проводят прессование смеси в брикет, размещение его в защитной теплоизолирующей оболочке и в матрице, инициирование реакции горения и прессование горячих продуктов горения совместно с оболочкой, причем прессование осуществляют путем сжатия между параллельными жесткими плитами и радиального обжатия продуктов горения. При этом радиальное обжатие осуществляют путем осадки пористой оболочки, расположенной по периметру продуктов горения. 1 ил.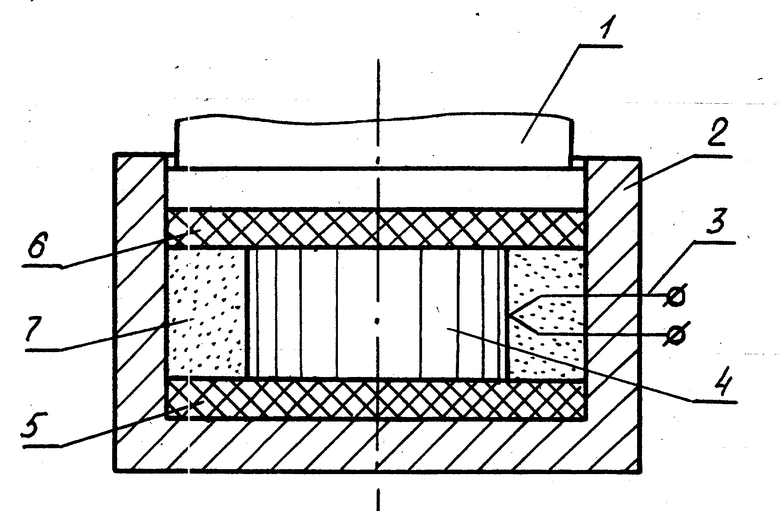
Способ получения изделий из экзотермических порошковых смесей, включающий прессование смеси в брикет, размещение его в защитной теплоизолирующей оболочке и матрице, инициирование реакции горения и прессование горячих продуктов горения совместно с оболочкой, отличающийся тем, что прессование осуществляют путем сжатия между параллельными жесткими теплоизолирующими пластинами и радиального обжатия продуктов горения, причем радиальное обжатие осуществляют путем осадки пористой оболочки, расположенной по периметру продуктов горения.
| Инженерно-физический журнал, 1992, т | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Автоматический аппарат для тушения пожаров | 1912 |
|
SU583A1 |
