Изобретение относится к порошковой металлургии, в частности к устройствам для получения катодов электродугового испарителя из многокомпонентных материалов на основе тугоплавких соединений реакционным спеканием под давлением.
Известно устройство для получения изделий материалов на основе тугоплавких соединений реакционным спеканием под давлением, содержащее пуансон, пресс-шайбу и закрытую матрицу, заполненную сыпучим теплоизолятором, и состоящую из основания, корпуса и размещенного между ними промежуточного кольца с инициирующим устройством, в котором установлена спираль-нагреватель [1].
Недостаток известного устройства состоит в том, что оно позволяет получать только изделия простой формы в виде пластин. Кроме того, объем изделия состоит из одного и того же по составу материала. Поэтому для получения изделий сложной формы с тонкостенными конструктивными элементами необходимо выполнить большой объем механической обработки труднообрабатываемого материала на основе тугоплавких соединений.
Наиболее близким техническим решением является устройство для получения двухслойных изделий из материалов на основе тугоплавких соединений реакционным спеканием под давлением [2]. Это устройство содержит пуансон, закрытую матрицу, заполненную сыпучим теплоизолятором и состоящую из основания, корпуса и размещенного между ними промежуточного кольца с инициирующим устройством, в котором установлена спираль-нагреватель, и металлическую пластину, на которой размещается шихтовая заготовка из экзотермической смеси порошков. После осуществления реакционного спекания под давлением получают двухслойное изделие с рабочим слоем из материала на основе тугоплавких соединений и металлическим слоем, в котором механической обработкой могут быть выполнены конструктивные элементы различной формы.
Недостаток известного устройства [2] состоит в том, что для обеспечения прочного соединения рабочего и металлических слоев толщина пластины не должна превышать 3-5 мм. При большей толщине из-за высокой теплопроводности происходит интенсивный теплоотвод внутрь пластины и температура в зоне контакта оказывается недостаточной для обеспечения прочного соединения рабочего слоя и металлической пластины. Соответственно габаритные размеры конструктивных элементов изделия, выполняемых в металлическом слое механической обработкой, ограничиваются его толщиной. В частности, в известном устройстве реакционным спеканием под давлением нельзя получить двухслойный катод электродугового испарителя с водоохлаждаемой донной частью глубиной 10 мм и более.
Сущность изобретения заключается в том, что предлагается новое устройство для получения двухслойных катодов электродугового испарителя реакционным спеканием под давлением, содержащее пуансон, пресс-шайбу, закрытую матрицу, заполненную сыпучим теплоизолятором и состоящую из основания, корпуса и размещенного между ними промежуточного кольца с инициирующим устройством и спиралью-нагревателем, и металлическое основание катода, причем металлическое основание катода выполнено в виде тонкостенного стакана, форма и размеры которого соответствуют форме и размерам водоохлаждаемой донной части катода, и с зазором установлено на жесткой опоре, размещенной на дне основания матрицы и снабженной теплоизолятором. В отличие от известного устройства металлическое основание имеет форму и размеры водоохлаждаемой донной части катода.
Технический результат заключается в расширении функциональных возможностей устройства, позволяющего в одну технологическую стадию получать двухслойные катоды электродугового испарителя различных типоразмеров с рабочим слоем из многокомпонентного материала и с заданной формой и размерами донной части. Соответственно для изготовления донной части уже не требуется механическая обработка труднообрабатываемого материала на основе тугоплавких соединений.
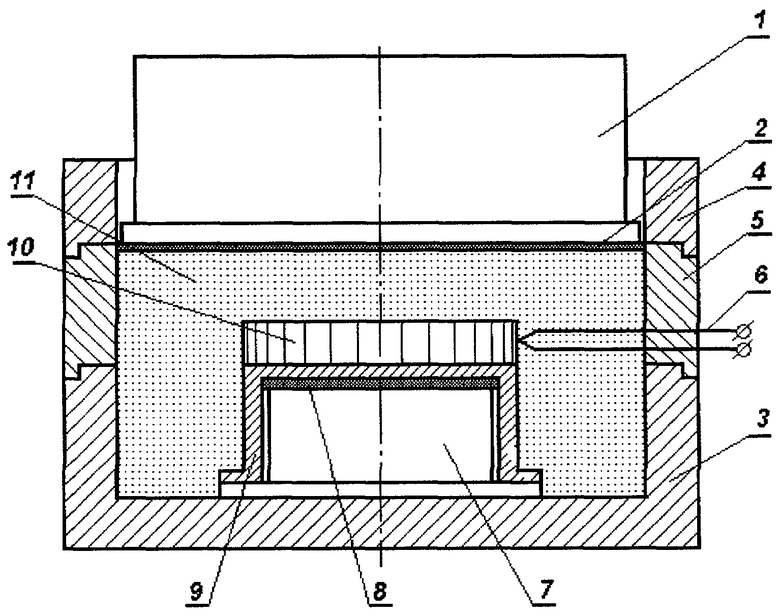
На чертеже изображено устройство, общий вид.
Устройство содержит пуансон 1, пресс-шайбу 2, имеющую форму тонкой пластины, и закрытую матрицу, которая в свою очередь состоит из основания 3, корпуса 4 и промежуточного кольца 5. В кольце 5 установлено инициирующее устройство со спиралью-нагревателем 6. На дне основания 3 установлена жесткая опора 7 с теплоизолятором 8 и металлическим основанием катода 9, выполненным в виде тонкостенного стакана. Размеры металлического основания 9 соответствуют заданным размерам донной части катода. Жесткая опора 7 имеет опорный фланец, на который опирается основание катода 9. Для исключения деформации тонкостенного дна основания катода 9 высота жесткой опоры 7 и толщина теплоизолятора 8 в сумме должна быть равна глубине полости стакана 9. Теплоизолятор 8 уменьшает теплоотвод от металлического основания 9 на жесткую опору 7 и обеспечивает прочное соединение (сварку) горячего материала рабочего слоя с металлическим основанием катода. На металлическом основании 9 помещена шихтовая заготовка 10 из экзотермической смеси порошков. Полость матрицы заполнена сыпучим теплоизолятором 11.
Изделие получают следующим образом.
На дно основания 3 последовательно устанавливают жесткую опору 7, теплоизолятор 8 и металлическое основание катода 9. На основание катода 9 помещают шихтовую заготовку 10, представляющую собой спрессованный брикет из экзотермической смеси порошков. Полость основания 3 заполняют сыпучим теплоизолятором 11, например песком. На основание 3 устанавливают промежуточное кольцо 5 со спиралью-нагревателем 6, подключенной к источнику питания постоянного или переменного тока. Затем полость кольца 5 засыпают песком и тем самым формируют теплоизолирующую оболочку для шихтовой заготовки 10. Пористость шихтовой заготовки составляет 30…35%. Сборка устройства завершается установкой корпуса 4, пресс-шайбы 1 и пуансона 2.
При подаче электрического импульса на спираль-нагреватель 6 осуществляют зажигание шихтовой заготовки 10. Горение экзотермической смеси протекает в режиме самораспространяющегося высокотемпературного синтеза (СВС). После прохождения волны горения по всему объему заготовки 10 производят спрессовывание горячих продуктов синтеза совместно с песчаной теплоизолирующей оболочкой. Затем осуществляют выдержку в течение заданного промежутка времени, в течение которой осуществляется сварка продуктов синтеза с металлическим основанием 9, снимают давление прессования и готовое двухслойное изделие извлекают из устройства. Разборка устройства выполняется в порядке, обратном сборке.
Пример. Изготавливается двухслойный катод электродугового испарителя диаметром 54 мм с рабочим слоем толщиной 10 мм из нестехиометрического карбида титана TiC0,5 с 3%-ным (мас.) содержанием никелевой связки. Реакционное спекание под давлением осуществляют в устройстве с диаметром матрицы 125 мм на гидравлическом прессе модели Д-1932 с номинальным усилием 1600 кН. Металлическое основание катода 9 в виде тонкостенного стакана имеет наружный диаметр 54 мм, внутренний диаметр 45 мм, глубину полости 10 мм, толщину дна 1,5 мм и изготовлено из титана марки ВТО. Стальная жесткая опора 7 имеет диаметр 44 мм и высоту 9 мм. В качестве теплоизолятора используется стеклоткань толщиной 1 мм. При заданной толщине дна стакана получено прочное соединение рабочего слоя из сплава TiC0,5 - 3% (мас.) Ni с титановым основанием без изменения размеров и формы основания.
Источники информации
1. Пресс-форма для изготовления изделий из СВС-смесей. Патент РФ №2083327 / Амосов А.П., Федотов А.Ф. Опубл. 10.07.97, Бюл. №19.
2. Питюлин А.Н. Силовое компактирование в СВС-процессах // Самораспространяющийся высокотемпературный синтез: теория и практика. - Черноголовка: Территория, 2001, стр.347.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ГОРЯЧИХ ПРОДУКТОВ ЭКЗОТЕРМИЧЕСКИХ РЕАКЦИЙ | 1998 |
|
RU2165827C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СВС-СМЕСЕЙ | 1994 |
|
RU2083327C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2060866C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2077411C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2008 |
|
RU2367541C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2119847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ | 2003 |
|
RU2263005C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ ПОРОШКОВЫХ СМЕСЕЙ | 1995 |
|
RU2102187C1 |
| Способ получения тугоплавкого материала | 2023 |
|
RU2816713C1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для получения катодов электродугового испарителя из многокомпонентных материалов на основе тугоплавких соединений реакционным спеканием под давлением. Устройство содержит пуансон, пресс-шайбу, закрытую матрицу, заполненную сыпучим теплоизолятором и состоящую из основания, корпуса и размещенного между ними промежуточного кольца с инициирующим устройством и спиралью-нагревателем, и металлическое основание катода. Металлическое основание катода выполнено в виде тонкостенного стакана, форма и размеры которого соответствуют форме и размерам водоохлаждаемой донной части катода, и с зазором установлено на жесткой опоре, размещенной на дне основания матрицы и снабженной теплоизолятором. Устройство позволяет в одну технологическую стадию получать двухслойные катоды различных типоразмеров с рабочим слоем из многокомпонентного материала и с заданной формой и размерами донной части. 1 ил.
Устройство для получения двухслойных катодов электродугового испарителя реакционным спеканием под давлением, содержащее пуансон, пресс-шайбу, закрытую матрицу, заполненную сыпучим теплоизолятором и состоящую из основания, корпуса и размещенного между ними промежуточного кольца с инициирующим устройством и спиралью-нагревателем, и металлическое основание катода, отличающееся тем, что металлическое основание катода выполнено в виде тонкостенного стакана, форма и размеры которого соответствуют форме и размерам водоохлаждаемой донной части катода, и с зазором установлено на жесткой опоре, размещенной на дне основания матрицы и снабженной теплоизолятором.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СВС-СМЕСЕЙ | 1994 |
|
RU2083327C1 |
| КОМБИНИРОВАННЫЙ ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2307422C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ГОРЯЧИХ ПРОДУКТОВ ЭКЗОТЕРМИЧЕСКИХ РЕАКЦИЙ | 1998 |
|
RU2165827C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ | 0 |
|
SU238999A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОВОЛЬТНОГО ИМПУЛЬСНОГО НАПРЯЖЕНИЯ В ИНДУКТИВНОЙ НАГРУЗКЕ | 2016 |
|
RU2701553C1 |

