Изобретение относится к способу изготовления электродов, в частности электродов для снятия электрокардиограммы, при котором на поверхность материала-основы, имеющей вид полотна, наклеивают этикетки, причем присоединительные элементы соединены с этикетками, и, в конечном итоге, из материала-основы в виде полотна с этикетками, наклеенными в ряд, и присоединительных элементов формируют, предпочтительно высекают, отдельные электроды соответственно с одной этикеткой и присоединительным элементом. Далее, изобретение относится к устройству для реализации данного способа.
Все существующие способы основаны на использовании таких этикеток, которые имеют самоклеящийся слой. Их нужно подавать, так как они являются самоклеящимися на основной слой, обработанный силиконом. Чтобы можно было эти этикетки "печатать", они должны быть предварительно высечены в ходе отдельной рабочей операции, а соответствующие решетки удалены. Ленту с этикетками протягивают затем в устройстве для изготовления электродов около острого края, благодаря чему этикетка отскакивает и ее можно прижать к полотну. Этот способ имеет ряд существенных недостатков. Позицирование на полотне материала, в частности в продольном направлении, не может быть соблюдено абсолютно точно. Погрешности в предварительном изготовлении ленты для этикеток ведут к погрешностям на полотне с материалом. Но особенно важным является то, чтобы открытый самоклеящийся слой не соприкасался с деталями машины, т.к. иначе может произойти прилипание. В частности, это очень важно, если в ходе последовательно проводимых операций в месте расположения этикеток должно прилагаться усилие прижима, т.к. это предполагает наличие плиты с реакцией опоры, к которой прилипала бы самоприклеивающаяся этикетка.
Задачей изобретения является создание способа для изготовления электродов с высокой точностью, а кроме того, устройства для реализации этого способа.
Согласно изобретению, эта задача решается с помощью признаков п.1 формулы (способ) или п.17 (устройство).
В качестве термоактивируемого клеящего вещества пригодны такие, которые становятся клеем только под влиянием тепла, а при комнатной температуре не обладают такими свойствами. При охлаждении до нормальной температуры эти клеящие вещества сохраняют прочные соединения, однако не являются клеем в местах, где нет такого прочного соединения. Например, подходят клеящие в расплавленном состоянии вещества, которые предварительно из расплава наносят на полотно для этикетирования. После нанесения и охлаждения такого расплава обработанные таким способом полотна для этикеток не являются самоклеящимися при комнатной температуры, однако при нагревании являются термоактивируемыми. Другая термоактивируемая клейковина может представлять собой дисперсионную клейковину. Здесь на полотно для этикетирования перед использованием в заявленном способе наносится дисперсионный слой. Растворитель испаряется, и на поверхности остается слой, который становится клеем только под влиянием тепла. В принципе, можно использовать и другие клеящие вещества, обладающие термоактивируемыми свойствами.
Заявленный способ имеет ряд преимуществ: материал-основа находится точно под отверстием высекательной машины для этикеток, высеченная этикетка прижимается, например с точностью до 0,1 мм, к нагретой поверхности полотна и приклеивается к ней. Так как термоактивируемое клеящее вещество сразу остывает, оно (в отличие от самоклеящихся этикеток, которые всегда клейкие) в следующих технологических позициях не является клейким на открытых участках и поэтому может соприкасаться с деталями машины.
Следующее преимущество заключается в том, что известные самоприклеивающиеся этикетки могут быть получены как готовое изделие только другим производителем или могут быть изготовлены самостоятельно с большими затратами. Благодаря же применению термоактивируемого клеящего вещества на полотна, например из PVC или какого-либо другого синтетического материала, слой клеящего вещества может быть нанесен самим изготовителем электродов с использованием недорогого способа. Упрощается также процесс хранения на складе, т.к. для этикеток разных размеров и форм может использоваться, в принципе, одна и та же лента, т.к. окончательная форма этикеток устанавливается только незадолго до нанесения их на материал-основу, имеющую вид полотна, например в высекательной машине для этикеток. Таким образом, хранение на складе однотипных полотен для этикеток удобно для получения большого количества различных этикеток.
Благодаря использованию термоактивируемых клеящих веществ, которые при комнатной температуре не являются клеем, особенно выгодно можно осуществлять "печатание" этикеток в устройстве для изготовления самих электродов. Нужно только подвести однотонную (например белую) ленту, из которой затем этикетки высекают и наносят на материал-основу, имеющую вид полотна. Далее, этикетки моментально остывают и их можно поэтому легко тиснить, причем подкладка, которая необходима для нажима и которая соприкасается с клеящим веществом через отверстие в материале-основе, не склеивается с этикеткой, как это, например, случается с самоприклеивающимися этикетками. Благодаря печатанию этикеток в самой машине процесс хранения на складе еще больше упрощается, т.к. на складе должны храниться не этикетки, напечатанные различными способами, а только нейтральная лента, на нижнюю сторону которой нанесено термоактивируемое клеящее вещество. "Печатание" в соответствии с желаниями заказчиков происходит затем в самой машине после того, как этикетки уже были нанесены на материал-основу, имеющую вид полотна.
Для нанесения этикеток на материал-основу, имеющую вид полотна, существует множество возможностей. Во-первых, можно использовать отдельные заготовленные этикетки, на нижнюю сторону которых нанесен слой термоактивируемого клеящего вещества. Для облегчения автоматической подачи этикеток особенно выгодно, если этикетки подаются в виде сплошной ленты, на которую снизу нанесено покрытие в виде термоактивируемого клеящего вещества. В этом случае существуют две возможности: либо из полотна незадолго до наклеивания на материал-основу формируют отдельные этикетки (например с помощью штанцевания) и затем наклеивают эти отдельные этикетки; либо этикеточную ленту наклеивают целиком, а этикетки делают только потом, в частности, тогда, когда материал-основу отрезают или высекают для образования отдельных электродов. Одновременно с этим процессом отрезания или высекания может происходить отрезание или высекание также из этикеточного полотна, наклеенного на материал-основу.
Изобретение относится также к устройству для реализации способа с направляющим и транспортировочным устройством для материала-основы, имеющего вид полотна, которое отличается тем, что предусматривает устройство этикетирования для образования, предпочтительно высекания, этикеток из ленты, покрытой слоем термоактивируемого клеящего вещества, и для нанесения их на материал-основу, причем в области устройства для нанесения этикеток находится нагреватель для подогрева клеящего вещества.
Другие преимущества и подробности изобретения даются ниже в описании фигур.
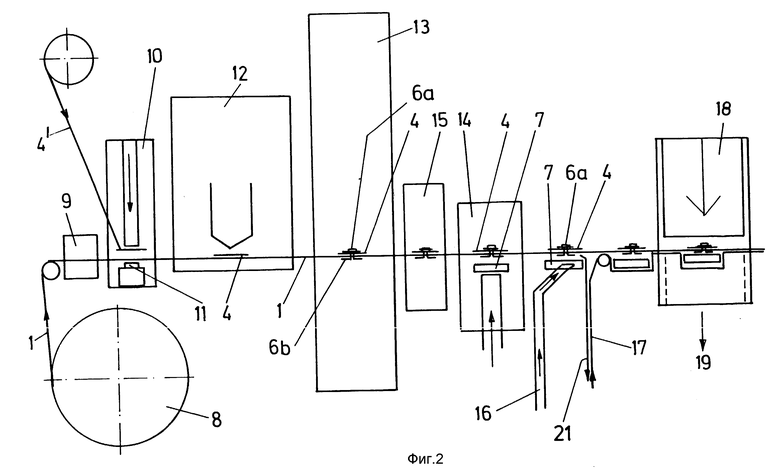
Фиг. 1 показывает в разобранном виде электрод, точно и экономично изготовленный с помощью заявленного способа.
Фиг.2 показывает пример выполнения устройства для реализации заявленного способа.
Показанный на фиг. 1 электрод имеет материал-основу 1, например из пенопласта, ткани или нетканого материала. Материал-основа, имеющая форму диска, на нижней стороне имеет самоклеящий слой 2, который, в свою очередь, имеет небольшое покрытие на кромке. Это небольшое покрытие 3 позволяет легко снимать покрытие 4, которое прикрывает самоклеящий слой 2 перед применением электрода и которое снимают с целью открыть самоклеящий слой 2 только перед наклеиванием электрода на кожу пациента.
Материал-основа, имеющая форму диска, имеет в середине отверстие 1a. Это отверстие закрыто сверху этикеткой 4, например, из PVC или другой пластмассы. Этикетка 4 в примере выполнения соединена с основанием 1 с помощью клеящего в расплавленном состоянии вещества 5. На этикетку 4 может быть выгодным образом оказан нажим сверху. Это нужно прежде всего для прочного удержания присоединительного элемента, который представляет собой в данном случае металлическую заклепку. Верхняя часть 6а и нижняя часть 6b заклепки соединяются друг с другом через этикетку и таким образом занимают фиксированное положение. Под заклепкой находится губчатый материал 7, который слипается с расплавленным клейким веществом 5. Губчатый материал 7 пропитан известным образом токопроводящим гелем для электрической передачи потенциала.
На фиг. 2 дан пример выполнения для реализации заявленного способа изготовления электродов, в частности электродов для снятия ЭКГ. Разматываемый с катушки 8 материал-основа в виде ленты движется на фиг.2 слева направо через устройство. Происходит ритмичная транспортировка, причем известные, сами по себе, направляющее и транспортирующее устройство не изображены. Материал-основа состоит, например, из пенопласта, нетканого материала или т.п. шириной 35-80 мм и имеющего самоклеющееся покрытия, нижний самоклеящий слой закрыт бумагой, обработанной силиконом. С помощью дыропробивного штампа 9 в материале-основе в середине пробивают круглое отверстие, величиной, например, 15-25 мм.
Согласно заявленному способу, сплошная лента 4', покрытая слоем термоактивируемого вещества, например клеящего в расплавленном состоянии вещества, подводится к устройству для этикетирования 10. В указанном примере выполнения это устройство для этикетирования выполнено как высекательное устройство 10, которое высекает на полотне 4' одну за другой этикетки 4 и в ходе технологической операции прижимает к материалу-основе. Для того чтобы получить склеивание, в области устройства для нанесения этикеток 10 необходимо нагревание клеящего вещества, находящегося на нижней стороне этикеток, т. к. такое вещество при комнатной температуре не является клеем. Для этого предусмотрен нагреватель 11, подогревающий материал-основу 1 снизу. Благодаря клеящему в расплавленном состоянии веществу происходит надежное приклеивание к материалу-основе. Благодаря штанцеванию и последующему прижиманию возможно чрезвычайно точное позицирование этикетки на материале-основе. В последующей технологической позиции прижатие тампоном 12 на приклеенную к материалу-основе 1 этикетку оказывается нажим. При этом особенно выгодно, что благодаря подходящему расстоянию между позицией нажима 12 и устройством для нанесения этикеток 10, а также благодаря подводящей скорости транспортировки материала-основы можно добиться, чтобы клеящее в расплавленном состоянии вещество в позиции нажима 12 больше не было клейким. Таким образом, открытые участки, содержащее вещество, также не могут склеиваться с основой, которая допускает только нажим сверху.
При существующем способе полотна для этикеток должны быть заготовлены в большом количестве, так как каждый заказ должен быть обеспечен большим количеством этикеток для замены, в случае необходимости, возможных бракованных изделий. В заявленном способе печатание может происходить последовательно, количество этикеток точно соответствует заказанному, при изменении заказа меняется не полотно для этикеток, а только печатное клише.
В следующей технологической позиции 13 (позиция кленки) детали 6а и 6b заклепки соединяются друг с другом через этикетку 4 и образуют затем электрический присоединительный элемент. Здесь также большим преимуществом является то, что слой клеящего в расплавленном состоянии вещества в данном случае не является клейким. На следующем этапе должно произойти соединение губчатого материала 7 с этикеткой 4 в соответствующем штампе 14 снизу. Так как клеящее в расплавленном состоянии вещество не является клеем при комнатной температуре, перед штампом 14 имеется нагревательное устройство 15, из которого выходит горячий воздух и нагревает открытые участки клеящего вещества, находящиеся на нижней стороне этикеток 4, и таким образом обеспечивается возможность склеивания. Благодаря небольшому расстоянию между технологическими позициями 15 и 14 нагревание поддерживается, например, в течение одного такта машины, так что возможно надежное и прочное склеивание кусочка пористого материала 7 и этикетки 4.
Затем следует известная сама по себе операция пропитывания кусочка губчатого материала 7, склеенного уже с этикеткой 4, при подаче геля 16. Итак, электроды готовы. После этого с нижней стороны материала-основы в виде полотна снимается обработанная силиконом бумажная пленка 1а, и открытый таким образом самоклеящий слой подводится с помощью обработанной силиконом ленты, которая уже имеет ячейки для приема пропитанных кусочков пористого материала 7. Эта лента обозначена цифрой 17.
На последнем этапе в конечном штампе 18 готовые электроды вырубаются из материала-основы, имеющей вид полотна. Они выпадают из устройства в направлении стрелки 19.
Вместо описанного выше клеящего с расплавленном состоянии вещества могут использоваться также и другие термоактивируемые клеящие вещества, например, дисперсионные клейкие вещества, которые при комнатной температуре не обладают клеящими свойствами, а становятся клеем только под действием тепла.
Использование: изобретение относится к медицинской технике и может быть использовано при изготовлении электродов для снятия электрокардиограммы. Сущность изобретения: при изготовлении электродов для снятия ЭКГ на поверхность материала-основы (1), имеющей вид полотна и совершающей ритмичное движение, наклеивают этикетки (4), после чего металлические присоединительные элементы (6а, 6b) соединяются с этикетками (4), затем из материала-основы в виде полотна (1) с наклеенными в ряд этикетками (4) и присоединительными элементами (6а, 6b) формируют отдельные электроды. Сплошную ленту 4', на которую нанесен слой термоактивируемого клеящего вещества, подводят к устройству для нанесения этикеток (10), в котором отдельные этикетки высекают одну за другой из ленты, и, соответствующим образом нагревая клеящее вещество, наносят на материал-основу (1). 2 с. и 19 з.п.ф-лы, 2 ил.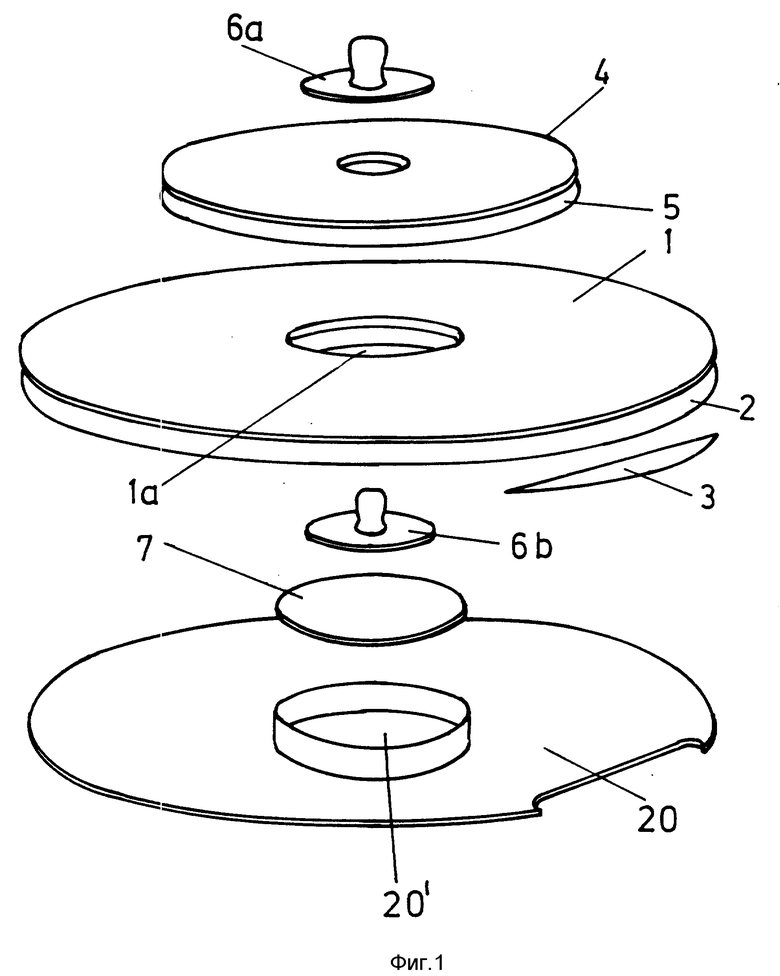
| US, патент, 4063352, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
