Изобретение относится к контрольно-измерительной технике и может быть использовано в машиностроении, черной и цветной металлургии при производстве проката, в резино-технической и химической промышленности при производстве трубчатых изделий без остановки технологического процесса.
Наиболее близким по технической сущности к предлагаемому и принятое за прототип является устройство для контроля линейных размеров, содержащее лазер и установленные последовательно по ходу его излучения систему плоских зеркал, узел сканирования, выполненный в виде коллимирующего объектива и правильной многогранной зеркальной призмы, установленной с возможностью вращения вокруг оси ее симметрии, приемный блок, состоящий из фокусирующей линзы, фотоприемника и системы обработки сигналов [1].
Недостатком устройства является большая погрешность контроля линейных размеров, обусловленная нелинейностью угловой скорости вращения многогранной зеркальной призмы вокруг своей оси. К недостаткам следует отнести и решение задачи компенсации нелинейных искажений, вносимых коллимирующим объективом, за счет специально выполненного двухкомпонентного объектива. Изготовление, сборка и юстировка такого объектива представляют значительные сложности, которые многократно возрастают с увеличением диапазона контролируемых деталей.
Задачей изобретения является повышение точности измерений путем снижения влияния нелинейности угловой скорости вращения многогранной зеркальной призмы и компенсации нелинейных искажений, вносимых объективом.
Она решается следующим образом.
В устройство, в зону измерений после коллимирующего объектива установлена дополнительно опорная диафрагма, выполненная из материала с малым коэффициентом температурного расширения, например инвара. Она обеспечивает получение двух опорных интервалов времени прохождения луча через зону измерений, один из которых позволяет скомпенсировать нелинейность угловой скорости вращения многогранной зеркальной призмы, а второй позволяет определить местоположение детали в зоне измерения, что дает возможность компенсировать нелинейные искажения, вносимые коллимирующим объективом. Система обработки сигналов дополнительно снабжена устройством коррекции, которое на основе полученных интервалов времени вносит соответствующие поправки в конечный результат измерения линейных размеров деталей.
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 и 3 - временные диаграммы, поясняющие работу устройства коррекции.
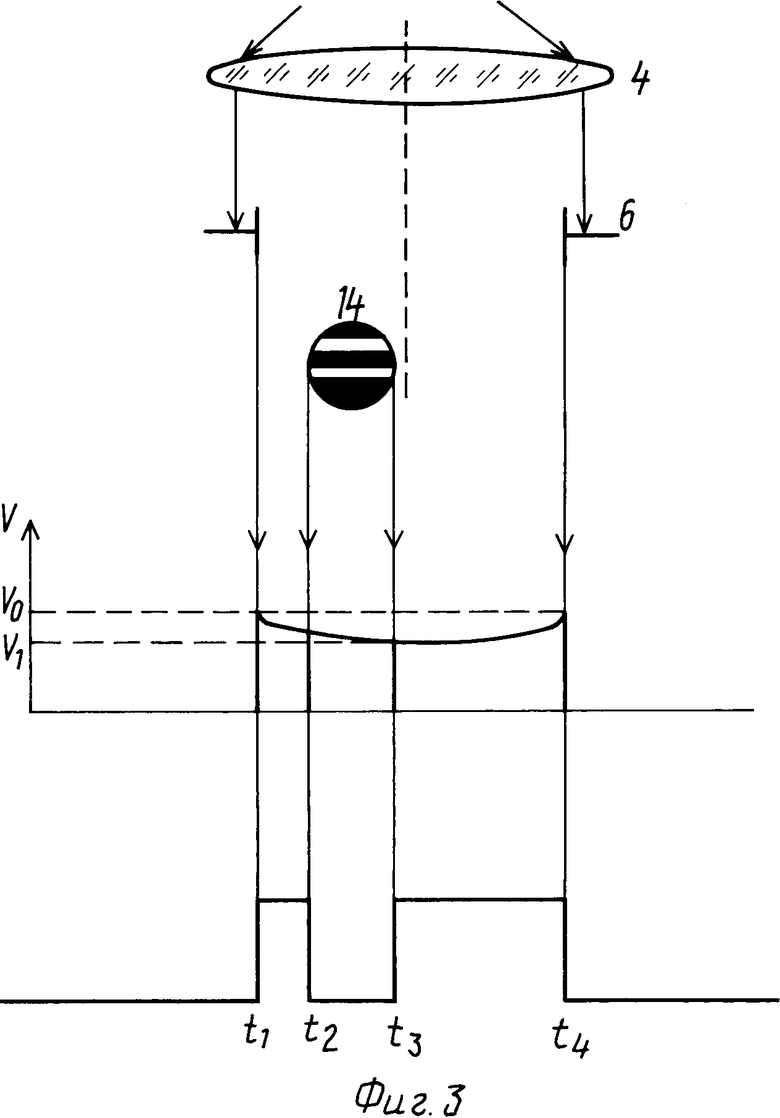
Устройство содержит источник излучения (лазер) 1, установленные последовательно по ходу его излучения систему плоских зеркал 2 и 3, причем зеркало 3 соориентировано таким образом, чтобы оно не давало тень в зоне измерения, на выходе коллимирующего объектива 4, узел сканирования, состоящий из коллимирующего объектива 4 и многогранной зеркальной призмы 5, установленной с возможностью вращения вокруг оси ее симметрии, диафрагму 6, установленную в зоне измерений, приемный объектив 7, фоторегистрирующую систему 8, выход которой подключен к системе обработки сигналов, включающей блок измерения интервалов времени 9, устройство коррекции 10 и блок регистрации 11. Устройство коррекции содержит контроллер 12 и постоянное запоминающее устройство (ПЗУ) 13. Выход фоторегистрирующей системы 8 подключен к входу блока измерения интервалов времени 9, выход которого связан с входом контроллера 12 и входом ПЗУ 13 устройства коррекции 10. Выход контроллера 12 подключен к входу блока регистрации результатов измерения 11. Контролируемая деталь 14 помещена в зону измерений между опорной диафрагмой 6 и приемным объективом 7.
Устройство работает следующим образом.
Световой поток от лазера 1 при помощи системы зеркал 2 и 3 направляется в соответствии с положением последнего параллельно оптической оси устройства AA' с незначительным смещением от нее, например на 2 мм, и через объектив 4 направляется далее на отражающие грани вращающейся многогранной призмы 5. Отражаясь от последней, световой пучок проходит в обратном направлении через объектив 4. Перемещение пучка за объективом 4, обусловленное вращением многогранной призмы 5, приводит к пересечению его с контролируемой деталью 14, помещенной в зону измерений между диафрагмой 6 и приемным объективом 7. Приемный объектив 7 фокусирует световой поток на фоторегистрирующую систему 8. Сигнал с фоторегистрирующей системы 8 поступает на вход блока измерений интервалов времени 9, а оттуда в устройство коррекции 10. Наличие диафрагмы 6 позволяет получить опорный интервал времени прохождения светового потока через зону измерений. На фиг. 2 показана временная диаграмма прохождения светового потока через зону измерений. Промежуток времени (t1-t4) соответствует опорному интервалу времени, значение которого хранится в ПЗУ устройства коррекции. Момент времени t1 соответствует "верхней" границе диафрагмы, моменты времени t2 и t3 соответствуют размерам детали, момент времени t4 соответствует "нижней" границе диафрагмы. При изменении угловой скорости вращения многогранной зеркальной призмы 5 меняется интервал времени прохождения светового потока через зону измерения (t1-t4) и время прерывания светового потока, соответствующее размерам контролируемой детали (t2-t3). Данные о промежутках времени (t1-  и (t2-
и (t2-  ) с фоторегистрирующей системы 8 поступают в блок измерения интервалов времени 9. С блока измерения интервалов времени 9 данные поступают в контроллер 12 и ПЗУ 13 устройства коррекции 10. На основе полученных данных ПЗУ 13 определяет величину поправок, которые необходимо внести, в результаты измерений линейных размеров контролируемой детали. Данные о величине поправок поступают в контроллер 12, а результаты измерений отображаются в блоке регистрации 11. Реально ни один объектив не может обеспечить линейного перемещения луча в зоне измерений. Зависимость величины скорости смещения луча от угла поворота многогранной зеркальной призмы описывается выражением:
) с фоторегистрирующей системы 8 поступают в блок измерения интервалов времени 9. С блока измерения интервалов времени 9 данные поступают в контроллер 12 и ПЗУ 13 устройства коррекции 10. На основе полученных данных ПЗУ 13 определяет величину поправок, которые необходимо внести, в результаты измерений линейных размеров контролируемой детали. Данные о величине поправок поступают в контроллер 12, а результаты измерений отображаются в блоке регистрации 11. Реально ни один объектив не может обеспечить линейного перемещения луча в зоне измерений. Зависимость величины скорости смещения луча от угла поворота многогранной зеркальной призмы описывается выражением: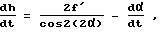
где - угловая скорость вращения многогранной зеркальной призмы;
- угловая скорость вращения многогранной зеркальной призмы;
α - угол поворота многогранной зеркальной призмы;
f' - фокусное расстояние объектива.
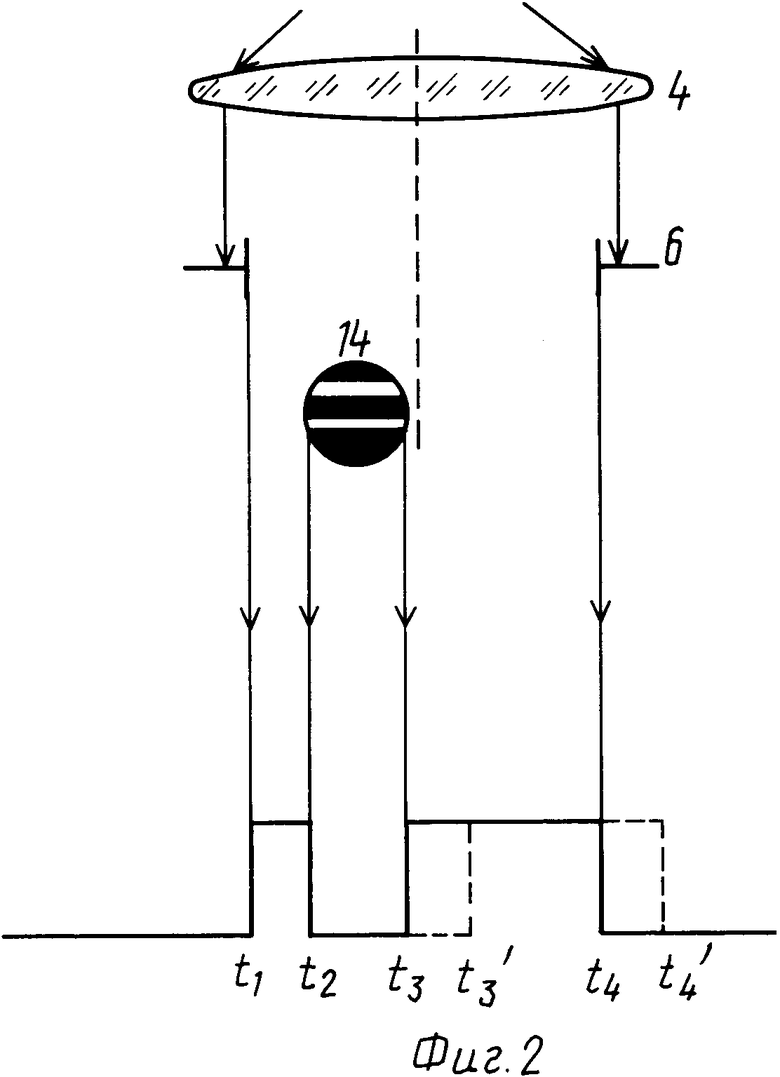
Из формулы следует, что скорость перемещения луча в зоне измерения при постоянной угловой скорости вращения призмы нелинейно меняется в зависимости от угла поворота, что приводит к погрешности при определении линейного размера dh, соответствующего времени прерывания светового потока dt. На фиг. 3 показаны график распределения скорости перемещения луча в зоне измерений, и временная диаграмма, которая поясняет процесс компенсации нелинейных искажений, вносимых коллимирующим объективом. Промежуток времени (t1-t2) позволяет определить местоположение "верхней" границы детали, а промежуток времени (t1-t3) местоположение "нижней" границы детали. Данные о промежутках времени (t1-t2) и (t1-t3) с фоторегистрирующей системы 8 поступают в блок измерения интервалов времени 9. В блоке измерения интервалов времени 9 формируются сигналы, характеризующие местоположение контролируемой детали в зоне измерения, и передаются на вход контроллера 12 и ПЗУ 13. В контроллере 12 с учетом хранящейся в ПЗУ 13 информации о предварительной калибровке зоны измерения и местоположения контролируемой детали 14 в зоне измерения определяются величины поправок, которые необходимо внести в результаты измерений, отображаемые в блоке регистрации 11. При этом повышается точность определения линейных размеров детали.
Предлагаемое устройство позволяет существенно повысить точность измерений линейных размеров деталей без внесения в конструкцию дорогостоящих элементов, что позволяет говорить об экономической эффективности предлагаемого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ПО ПРИНЦИПУ ТРИАНГУЛЯЦИИ | 1998 |
|
RU2153647C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146355C1 |
| СПОСОБ ОБРАБОТКИ ЖИДКОСТЕЙ | 1996 |
|
RU2116256C1 |
| КЕРАТОМЕТР | 1994 |
|
RU2068674C1 |
| Устройство для контроля линейных размеров | 1983 |
|
SU1142732A1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ЗЕРКАЛА РЕЗОНАТОРА ЛАЗЕРА | 1987 |
|
SU1839876A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕМЕНТОВ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2158414C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ И ПОПЕРЕЧНОГО РАЗМЕРА ДЕТАЛИ | 1990 |
|
RU2047090C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА ДЕТАЛИ | 1990 |
|
RU2047091C1 |
| Фотоэлектрическое автоколлимационное устройство | 1990 |
|
SU1737264A1 |
Использование: в контрольно-измерительной технике и, более конкретно может быть использовано в машиностроении, черной и цветной металлургии при производстве проката, в резино-технической и химической промышленности при производстве трубчатых изделий без остановки технологического процесса и направленено на повышение точности измерений. Сущность изобретения: устройство содержит лазер 1, установленные последовательно по ходу его излучения систему плоских зеркал 2 и 3, узел сканирования, выполненный в виде коллимирующего объектива 4 и многогранной зеркальной призмы 5, установленной с возможностью вращения вокруг оси ее симметрии, приемный объектив 7, фоторегистрирующее устройство 8, систему обработки сигналов, опорную диафрагму 6, установленную в зоне измерений и выполненную из материала с малым коэффициентом температурного расширения, что позволяет получить два опорных интервала времени, один из которых компенсирует нелинейность угловой скорости вращения многогранной зеркальной призмы, а другой определяет местоположение детали в зоне измерения. Это дает возможность компенсировать нелинейные скажения, вносимые коллимирующим объективом 6. Система обработки сигналов состоит из блока измерения интервалов времени 9 и блока регистрации 11, а также снабжена устройством коррекции 10, состоящим из контроллера 12 и постоянного запоминающего устройства 13. 3 ил.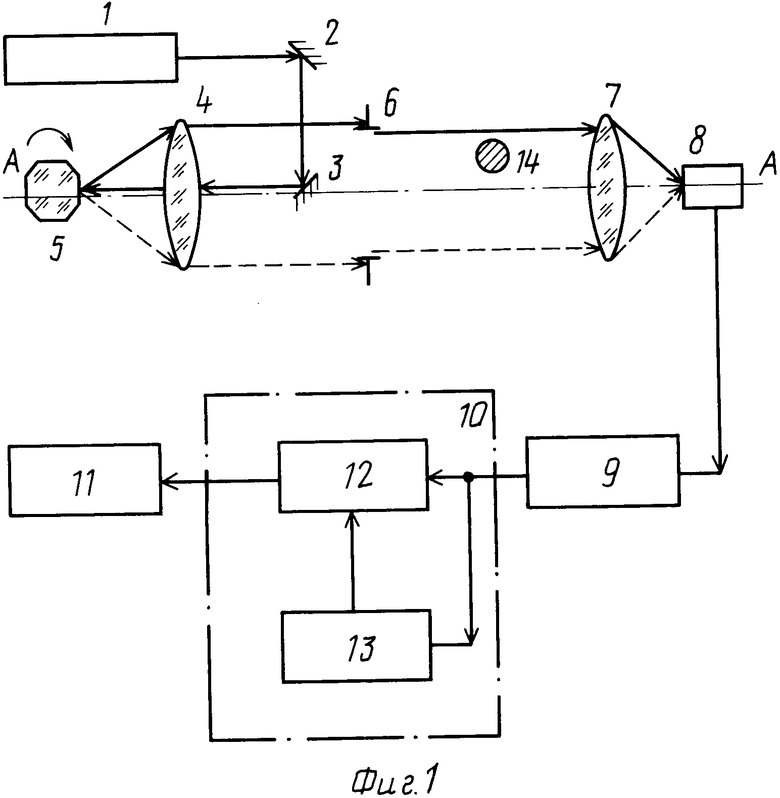
Устройство для контроля линейных размеров, содержащее лазер и установленные по ходу его излучения систему плоских зеркал, узел сканирования, выполненный в виде коллимирующего объектива и правильной многогранной призмы, установленной с возможностью вращения вокруг оси ее симметрии, приемный объектив, фоторегистрирующее устройство, систему обработки сигналов, отличающееся тем, что в зону измерений после коллимирующего объектива установлена опорная диафрагма для получения двух опорных интервалов времени прохождения луча, выполненная из материала с малым коэффициентом температурного расширения, а в систему обработки сигнала дополнительно введено устройство коррекции нелинейности угловой скорости поворота многогранной призмы и нелинейных искажений, вносимых коллимирующим объективом.
| SU, авторское свидетельство, 1142732, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

